Область техники, к которой относится изобретение
Изобретение относится, в основном, к прокатным станам, производящим длинные горячекатаные изделия, например полосы, прутки и т.п., и касается, в частности, разработки усовершенствованной системы для подразделения таких изделий с получением годных потребительских отрезков, подаваемых в охлаждающий слой, и негодных передних и задних концов, подаваемых в разрубающие ножницы.
Уровень техники
Обычные системы вышеупомянутого типа, как правило, предусматривают поперечное отклонение горячекатаного изделия с одного пути на другой, обычно - с помощью распределителей, действующих синхронно с летучими ножницами и т.п. Однако для некоторых изделий, в частности изделий с повышенной жесткостью, минимальные поперечные отклонения негодных передних и задних концов могут оказаться проблематичными, что приводит к перекосу и прерыванию процесса прокатки.
Из уровня техники известны способ и система подразделения подаваемых из прокатного стана по первому пути отрезков горячекатаных изделий (DE 2720136 А1, B23D 25/12, 09.11.1978). Известный способ подразделения подаваемых из прокатного стана по первому пути отрезков горячекатаных изделий включает подразделение каждого движущегося по первому пути отрезка изделия на последовательные переднюю концевую, совокупность промежуточных и заднюю концевую часть и подачу частей на идущие дальше по технологической цепочке примыкающие вторые пути. Известная система подразделения подаваемых из прокатного стана по первому пути отрезков горячекатаных изделий содержит первый распределитель и первые ножницы, для подразделения каждого движущегося по упомянутому первому пути отрезка изделия на последовательные переднюю концевую, совокупность промежуточных и заднюю концевую части и для подачи упомянутых частей на примыкающие вторые пути, идущие дальше по технологической цепочке.
Основная задача настоящего изобретения состоит в том, чтобы минимизировать степень отклонения негодных передних и задних концов на их пути к разрубающим ножницам, тем самым предотвращая или, по меньшей мере, значительно снижая риск перекашивания.
Раскрытие изобретения
В соответствии с настоящим изобретением способ подразделения подаваемых из прокатного стана по первому пути отрезков горячекатаных изделий включает подразделение каждого движущегося по первому пути отрезка изделия на последовательные переднюю концевую, совокупность промежуточных и заднюю концевую части и подачу частей на идущие дальше по технологической цепочке примыкающие вторые пути, при этом:
последовательные части на примыкающие вторые пути подают попеременно,
обеспечивают продолжение прохождения промежуточных частей по вторым путям и отклонение передних и задних концевых частей со вторых путей на третьи пути,
в дальнейшем разделяют передние и задние концевые части, движущиеся по упомянутым третьим путям,
а вторые пути располагают между третьими путями.
Другим объектом изобретения является система для подразделения подаваемых из прокатного стана по первому пути отрезков горячекатаных изделий, содержащая первый распределитель и первые ножницы для подразделения каждого движущегося по первому пути отрезка изделия на последовательные переднюю концевую, совокупность промежуточных и заднюю концевую части и для подачи упомянутых частей на примыкающие вторые пути, идущие дальше по технологической цепочке, при этом она снабжена установленными на вторых путях вторыми распределителями, выполненными с возможностью избирательного регулирования между первыми положениями, обеспечивающими продолжение прохождения промежуточных частей по вторым путям, и вторыми положениями, обеспечивающими отклонение передних и задних концевых частей со вторых путей на третьи пути,
и вторыми ножницами для дальнейшего разделения движущихся по третьим путям передних и задних концевых частей,
а первый распределитель и первые ножницы выполнены с возможностью действия синхронно и с попеременной подачей упомянутых последовательных частей на примыкающие вторые пути.
Предпочтительно вторые пути расположены между третьими путями.
Целесообразно, чтобы вторые пути вели к холодильнику.
Система может быть снабжена сборниками лома, к которым ведут третьи пути, при этом вторые ножницы выполнены с возможностью дальнейшего разделения передних и задних концевых частей на куски лома.
Предпочтительно вторые ножницы содержат отстоящие друг от друга в поперечном направлении взаимодействующие пары ножевых полотен, механически соединенные с общим приводом и приводимые им в действие.
Пары взаимодействующих ножевых полотен могут быть расположены соответственно на третьих путях, а вторые пути проходить между взаимодействующими парами ножевых полотен.
Краткое описание чертежей
Эти и другие признаки и преимущества настоящего изобретения будут теперь описаны подробнее со ссылками на прилагаемые чертежи, при этом:
На фиг.1 представлен схематический вид в плане системы в соответствии с настоящим изобретением;
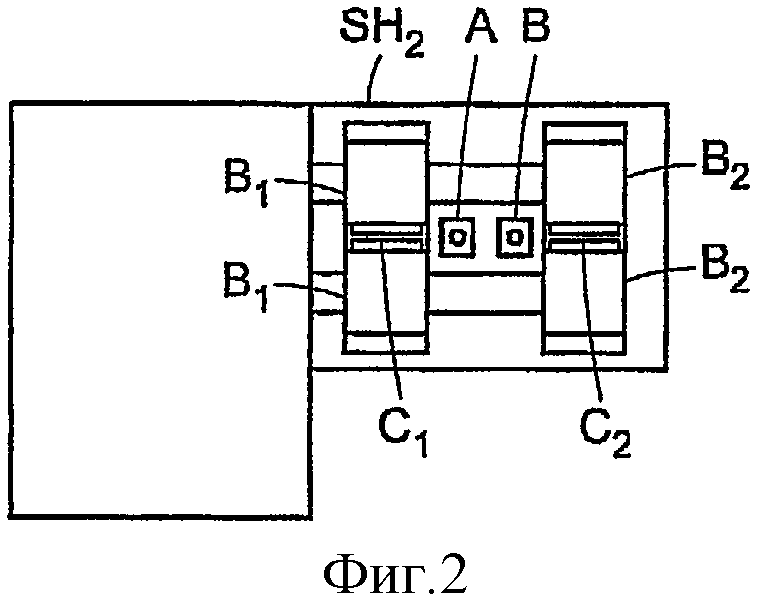
на фиг.2 представлен в увеличенном масштабе вид спереди вторых ножниц;
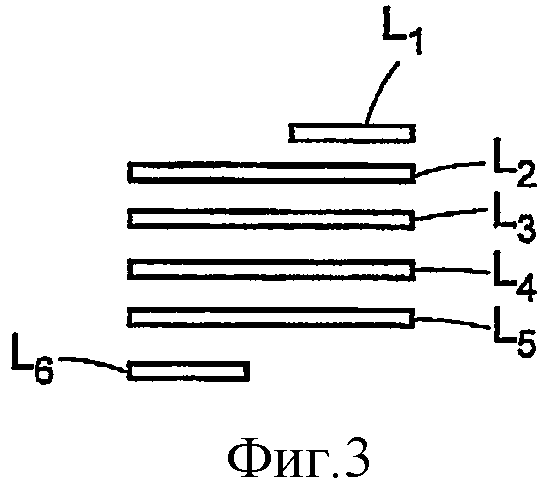
на фиг.3 приведено схематическое представление последовательных частей, производимых первыми ножницами;
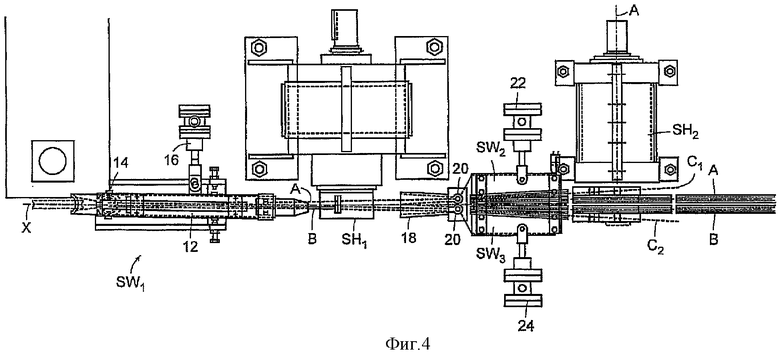
на фиг.4 представлен более подробный вид в плане агрегата распределителей и ножниц, показанного на фиг.1;
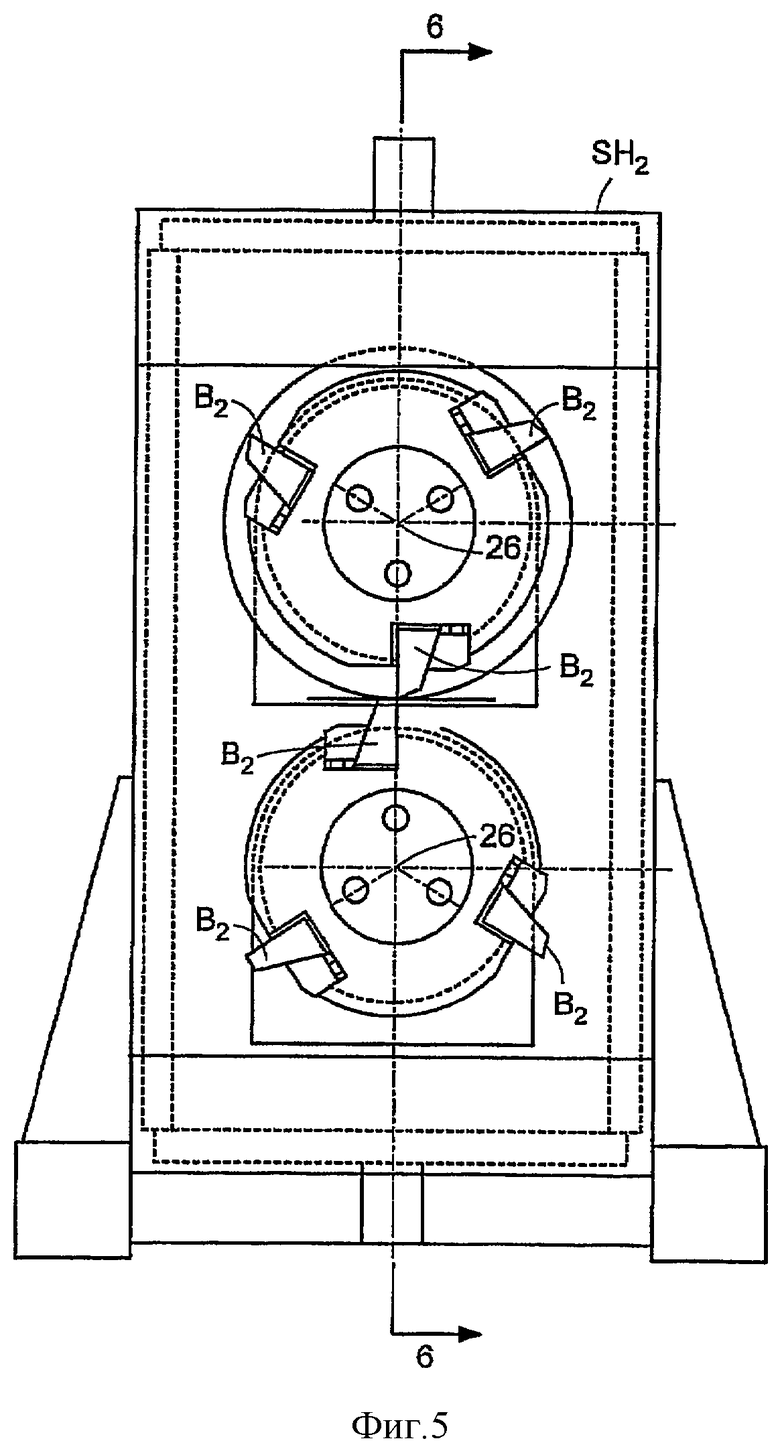
на фиг.5 представлен вид с торца вторых ножниц; и
на фиг.6 представлено сечение, проведенное вдоль линии 6-6, изображенной на фиг.5.
Осуществление изобретения
Обращаясь сначала к схематическим изображениям, представленным на фиг.1 и 2, следует отметить, что позицией 10 обозначена система в соответствии с настоящим изобретением, установленная в некотором месте вдоль линии «X» прокатки стана между последней валковой клетью RS стана и охлаждающим слоем СВ.
Первый распределитель SW1 работает синхронно с первыми ножницами SH1 для подразделения отрезков изделий на последовательные части, включая передние концевые части, промежуточные части и задние концевые части. Промежуточные части представляют собой металлургически годные потребительские отрезки, предназначенные для подачи в охлаждающий слой. В зависимости от типа производимого изделия передние концевые части могут оказаться металлургически негодными из-за неадекватного охлаждения ранее в технологической цепочке. Задние концевые части часто оказываются короче, чем требуемая потребительская длина. Последовательные части, выходящие из ножниц SH1, попеременно поступают на примыкающие вторые пути А, В, идущие дальше по технологической цепочке.
Подразделенные части, движущиеся по пути А, направляются ко второму распределителю SW2, который выполнен регулируемым, чтобы обеспечить либо продолжение прохождения годных промежуточных частей по пути А, либо отклонение передних и задних концевых частей на отдельный путь C1. Подразделенные части, движущиеся по пути В, аналогичным образом направляются к третьему распределителю SW3, который также выполнен регулируемым, чтобы обеспечить либо продолжение прохождения годных промежуточных частей по пути В, либо отклонение передних и задних концевых частей на отдельный путь С2.
Дальше по технологической цепочке за распределителями SW1, SW2 расположены разрубающие ножницы SH2. Как представлено на фиг.2, ножницы SH2 имеют два комплекта взаимодействующих ножевых полотен В1, B1 и В2, В2, ориентированных соответственно на путях С1, С2. Пути А, В проходят свободно между отстоящими друг от друга в поперечном направлении комплектами ножевых полотен разрубающих ножниц. На стороне ножниц SH2, расположенной дальше по технологической цепочке, пути С1, С2 ведут к сборникам лома, CR, а пути А, В продолжаются к холодильнику СВ.
В возможной технологической последовательности (фиг.3) ножницы SH1 будут работать, подразделяя отрезки заготовок изделия, подаваемого из последней валковой клети RS, на короткую переднюю концевую часть L1 металлургически негодного изделия, промежуточные части, в типичном случае представляющие собой годные потребительские отрезки L2-L5, и - что бывает почти всегда - непригодная короткая концевая часть L6.
Затем распределители SW2, SW3 должны обработать эти части так, как указано ниже в таблице А.
Вышеуказанная технологическая последовательность является просто иллюстративной и будет изменяться в зависимости от типа обрабатываемого изделия, потребительских отрезков, на которые оно должно подразделяться, и т.д.
Более подробную иллюстрацию распределителей и ножниц согласно настоящему изобретению можно рассмотреть, обращаясь к фиг.4-6. Из фиг.4 будет видно, что распределитель SW1 содержит направляющую трубу 12, установленную с возможностью движения вокруг оси 14 поворота, и выполнен регулируемым с возможностью поворота для подачи изделий через ножницы SH1 на пути А, В посредством цилиндропоршневого узла 16. Ножницы SH1 могут иметь обычную конструкцию, хорошо известную специалистам в данной области техники.
Входная направляющая 18 направляет части, идущие по путям А, В, в соответствующие распределители SW2, SW3, каждый из которых установлен с возможностью движения вокруг оси 20 поворота. Распределитель SW2 выполнен регулируемым посредством цилиндропоршневого узла 22 для обеспечения продолжения прохождения годных промежуточных частей по пути А к холодильнику или отклонения негодных передних и задних концевых частей на путь C1. Распределитель SW3 тоже выполнен регулируемым - посредством цилиндропоршневого узла 24 - для обеспечения продолжения прохождения годных промежуточных частей по пути В, или - в альтернативном варианте - отклонения негодных передних и задних концевых частей на путь С2.
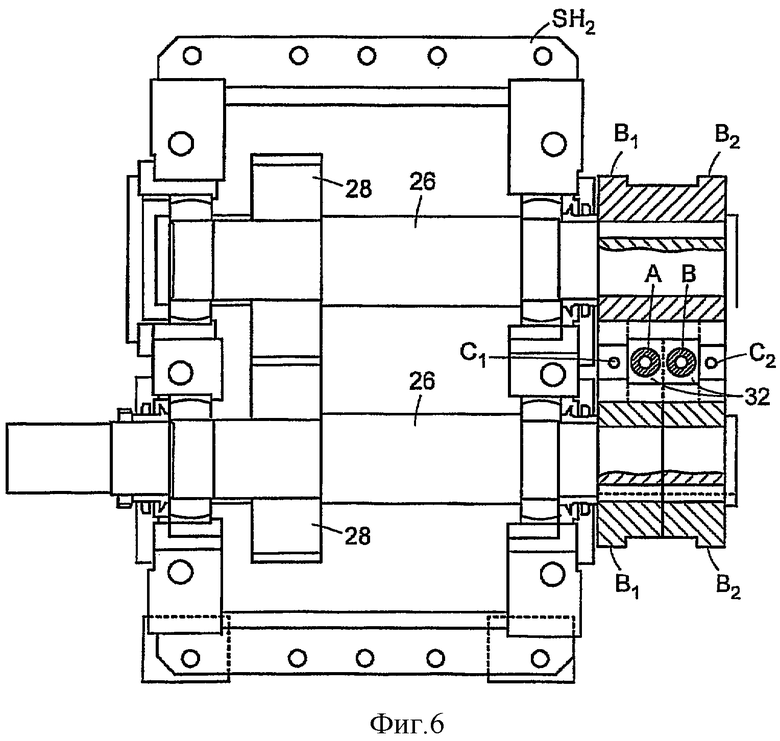
Как можно заметить из фиг.5 и 6, разрубающие ножницы SH2 имеют параллельные валы 26, несущие промежуточные шестерни 28. Нижний вал 26 приводится в действие электродвигателем 30 (показанным на фиг.1). Выступающие наружу концы валов несут отстоящие друг от друга в поперечном направлении пары взаимодействующих ножевых полотен B1, B1 и В2, В2, ориентированных соответственно на путях С1, С2. Направляющие 32 направляют части изделий по путям А, В между ножевыми полотнами разрубающих ножниц.
При наличии вышеописанного агрегата распределители SW1, SW2 должны лишь осуществлять поворот на малые углы, чтобы отклонить концевые части с путей А, В на отводные пути С1, С2. Таким образом, передние и задние концевые части сравнительно жестких изделий, например, тех, которые имеют увеличенные диаметры и/или уменьшенные температуры, можно обрабатывать без риска перекоса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| ВЫСОКОСКОРОСТНЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 2000 |
|
RU2212312C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ НЕПРЕРЫВНЫМ СПОСОБОМ ЛИТЬЯ И ПРОКАТКИ | 2014 |
|
RU2663666C2 |
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2008 |
|
RU2453393C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКИ | 2013 |
|
RU2633674C2 |
Изобретение относится к металлургической промышленности, в частности для подразделения подаваемых из прокатного стана годных потребительских отрезков и негодных передних и задних концов изделий. Способ включает подразделение каждого движущегося по первому пути отрезка изделия на последовательные переднюю концевую, совокупность промежуточных и заднюю концевую части и подачу частей на идущие дальше по технологической цепочке примыкающие вторые пути. При этом последовательные части на примыкающие вторые пути подают попеременно, обеспечивают продолжение прохождения промежуточных частей по вторым путям и отклонение передних и задних концевых частей со вторых путей на третьи пути. В дальнейшем разделяют передние и задние концевые части, движущиеся по упомянутым третьим путям, а вторые пути располагают между третьими путями. Система для осуществления способа содержит первый и второй распределители и первые и вторые ножницы. Второй распределитель служит для избирательного регулирования между первыми положениями и обеспечивает отклонение передних и задних концевых частей со вторых путей на третьи пути, а вторые ножницы необходимы для их дальнейшего разделения по третьим путям. При этом первый распределитель и первые ножницы выполнены с возможностью действия синхронно и с попеременной подачей последовательных частей на примыкающие вторые пути. Уменьшается степень отклонения негодных передних и задних концов на их пути к ножницам. 2 н. и 5 з.п. ф-лы, 6 ил., 1 табл.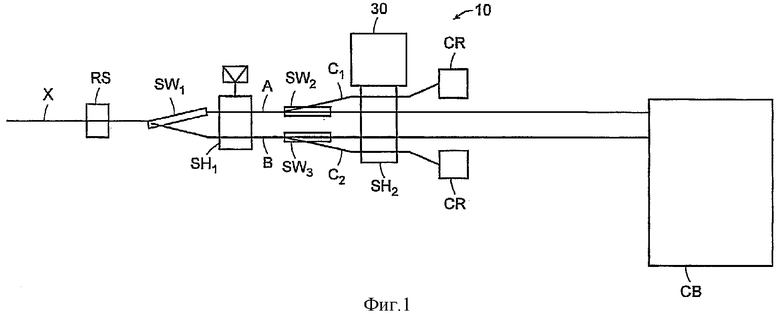
| ГИБКИЙ МОНТАЖ ЭЛЕМЕНТОВ ФРИКЦИОННОЙ НАКЛАДКИ В ТОРМОЗНЫХ НАКЛАДКАХ | 2016 |
|
RU2720136C2 |
| WO 9302826 A1, 18.02.1993 | |||
| Устройство к летучим ножницам для направления перемещения отрезанных частей проката | 1987 |
|
SU1407704A1 |
| Устройство для распределения полос стали после разрезки их на летучих ножницах | 1951 |
|
SU95004A1 |

