Изобретение касается способа изготовления металлической полосы непрерывным способом литья и прокатки, при котором сначала в разливочной машине сляб отливается и подводится к находящемуся далее в направлении подачи полосы чистовому прокатному стану и здесь прокатывается. Далее изобретение касается устройства для изготовления металлической полосы.
Данное изобретение находит применение в установках литья и прокатки, которые в бесконечном режиме производят из жидкого металла готовую полосу. Для установок такого рода предлагается экстренная стратегия на случай неполадок.
Известные литейно-прокатные установки преобразуют жидкую сталь в компактной компоновке в горячекатаную полосу. При этом сначала выплавляются слябы бесконечной длины.
Эти слябы разрубаются при помощи ножниц, которые по своим габаритам отвечают желаемому размеру горячекатаного рулона. В нагревательных печах, зачастую выполненных как печь с роликовым подом, слябы подвергаются температурной обработке. Затем слябы по отдельности подают к прокатному стану и прокатывают. Затем полосы охлаждаются на участке охлаждения и наматываются. Рулоны покидают прокатную установку для дальнейшей переработки.
В так называемом полу-непрерывном способе слябы разрезаются таким образом, чтобы можно было получить два или более рулона из одного сляба. Позади прокатного стана дополнительно располагаются летучие ножницы, которые разрубают длинную горячекатаную полосу так, чтобы достичь желаемого размера рулона. С помощью данного способа сокращается количество проблемных при прокатке операций заправки и выгрузки, так что могут быть надежнее произведены более тонкие горячекатаные полосы.
Общим для обеих форм процесса является то, что благодаря резке слябов процесс литья и процесс прокатки можно проводить раздельно. Таким образом, возможные и необходимые рабочие скорости разливочной машины и прокатного стана могут быть заданы независимо друг от друга.
Благодаря усовершенствованиям в разливочной машине и в проведении процесса, например, при помощи нагревательных устройств, сейчас можно отказаться от разделения слябов перед прокаткой. Был разработан так называемый полностью непрерывный процесс. При этом сляб после затвердевания идет неразрезанным в прокатный стан, в то время как в плавильной машине еще идет плавка той же самой непрерывной заготовки. Рубка материала на рулоны происходит лишь на летучих ножницах за прокатным станом.
Итак, при упомянутом полностью непрерывном способе регулярно происходят производственные случаи, при которых материал от разливочной машины вплоть до моталки еще объединен как физическое тело. Тем самым, весь процесс проходит непрерывно или бесконечно.
Неполадки на установках такого масштаба, которые могут простираться более чем на многие сотни метров, случаются время от времени. Так, например, при сбоях на группе клетей горячекатаной полосы, на ножницах и т.д. производственный процесс должен быть прерван. Тогда линию останавливают, и все перемещения полосы, соответственно, сляба останавливаются. При этом может случиться, что по всей длине линии лежит неразрубленная заготовка с различными степенями обработки. Из-за того, что в различных агрегатах (разливочная машина, ножницы, печи, прокатный стан, моталка) эта заготовка лежит на длине 100м и более, движение независимо друг от друга невозможно.
Неполадки могут случаться, в принципе, на всех участках, т.е. в зоне моталки, летучих ножниц, чистового прокатного стана, печи с роликовым подом и т.д. Перекат в чистовом прокатном стане, например, из-за обрыва полос между последними двумя клетями приводит за очень короткое время к скоплению материала между этими клетями, которое можно позже устранить только вручную. Для этого необходимо несколько минут работы с последующей проверкой и, соответственно, приведением частей линии в рабочее состояние.
Оператор или система автоматизации останавливает прокатку в случае неполадки. Клети, в общем, тормозятся за минимально короткое время, все приводы останавливаются, и заготовка приходит в неподвижное состояние. Поскольку сляб до кристаллизатора не поделен, бывают случаи, в которых разливочную машину останавливают также принудительно.
При этом данный агрегат следует рассматривать как особенно проблемный. Если остановка длится слишком долго, сталь затвердевает в кристаллизаторе и может быть извлечена только с большом трудом, соответственно, только с повреждением кристаллизатора. Неконтролируемое выведение из работы кристаллизатора и проводки заготовки привело бы, как правило, к разрыву заготовки, так что жидкая сталь вытекла бы из агрегата и повлекла бы за собой значительные повреждения. В частности, ролики для проводки заготовки восприимчивы к термической перегрузке при длительном останове.
Удаление затвердевшей заготовки из разливочной машины требует много времени и зачастую возможно только путем ручного разделения (например, газовой резкой). К тому же требуется проведение работ с помощью крана, и кристаллизатор и, соответственно, части установки непрерывного литья необходимо будет заменить. Это ведет к длительным простоям и производственным убыткам и, к тому же, связано с ручными операциями.
В этой связи публикация ЕР 2 259 886 В1 предлагает делать разрез в полосе, находящейся впереди по направлению подачи конец полосы загнуть вверх и следующую полосу порубить. Но это по условию данной концепции предполагает, что последующий материал полосы пока еще находится в движении. На уже имеющейся, полностью пришедшей в состояние покоя полосе этот способ не применяется, т.е. когда непрерывный процесс уже остановлен.
Неизвестен подход на случай неполадки с уже полностью или почти полностью остановленным производственным материалом. При полностью пришедшем в состояние покоя производственном материале, собственно говоря, пока что нет возможности немедленно удалить производственный материал, например, путем рубки на летучих или передвижных ножницах. Предыдущие решения, большей частью, исходят из того, что сляб еще находится в движении, и, тем самым, на ножницах можно благодаря движению сляба реализовать режим рубки. Однако, это возможно не при всех видах неполадок, и, в частности, именно тогда проблематично, когда сляб, соответственно, полоса после производственной неполадки уже пришла в полный покой.
В свете вышеописанной проблематики в основе изобретения лежит задача снова перевести производственную линию после произошедшей неполадки надежно, быстро и экономично, а также предпочтительно частично или полностью автоматически в такое состояние, которое позволяет снова возобновить производство. При этом особо уделяется внимание тому, чтобы насколько возможно быстро удалить из кристаллизатора и далее из разливочной машины сляб, соответственно, затвердевшую сталь, чтобы свести к минимуму повреждения и время простоя. Далее материал, лежащий в линии, необходимо подготовить таким образом, чтобы была максимально возможной его дальнейшая переработка.
Решение данной задачи с помощью изобретения отличается тем, что в случае производственной неполадки и при полностью или почти полностью пришедшей в состояние покоя подаче сляба, соответственно, полосы предпринимаются следующие шаги:
а) разрезание полосы в одном месте;
b) разрезание полосы во втором месте, причем второе место в лежит направлении подачи на удалении от первого места на от 0,1 м до 5,0 м, предпочтительно от 0,2 до 1,0 м;
с) удаление, в частности, выгрузка вырезанного отрезка полосы из линии подачи для создания разрыва в полосе;
d) дополнительная подача материала полосы из зоны, расположенной по направлению подачи до первого места в зону разрыва;
е) отрезание отрезков материала полосы, дополнительно подведенного согласно этапу d), и удаление, в частности, выгрузка отрезков из линии подачи (режим рубки).
При этом, упомянутое удаление включает также, например, падение отрезанных отрезков полосы в предусмотренный для этого приемник.
Благодаря режиму рубки также возможна выгрузка заготовки из разливочной машины.
При этом второе место лежит предпочтительно в направлении подачи перед первым местом.
Первое и второе место лежат предпочтительно между разливочной машиной и чистовым прокатным станом. Также предпочтительно возможно, что первое и второе место лежат между черновым прокатным станом, непосредственно следующим в направлении подачи после разливочной машины и печью, следующей в направлении подачи за черновым прокатным станом. При этом первое и второе место могут лежать между печью, следующей в направлении подачи за разливочной машиной, и чистовым прокатным станом.
Указанный подход может быть реализован, соответственно, на всех типах линий с любыми комбинациями из разливочной машины, чернового прокатного стана, печи, промежуточного прокатного стана и чистового прокатного стана.
Для получения отрезков может быть использовано единичное резательное приспособление. При этом находят применение предпочтительно маятниковые ножницы или передвижные гильотинные ножницы.
При этом вышеназванные этапы d) и е) повторяются предпочтительно настолько долго, пока разливочная машина не будет освобождена от материала полосы или в разливочной машине определенный участок длины будет свободен от материала полосы.
Вышеназванные этапы от а) до с) могут быть проведены по специальному технологическому приему при помощи первого резательного приспособления, а этапы d) и е) с помощью второго резательного приспособления, причем оба резательных приспособления, смотря по направлению подачи, расположены на различных местах.
Далее особое усовершенствование способа предусматривает, что материал полосы подается из чистового прокатного стана противоположно направлению подачи в зону по меньшей мере одного резательного приспособления и в по меньшей мере одном резательном приспособлении происходит отрезание отрезков подаваемого материала полосы и выгрузка отрезков из линии подачи (режим рубки).
По соседству от по меньшей мере одного резательного приспособления могут быть расположены средства для наложения направляющей силы на материал полосы, с помощью которых может быть вертикально проложена сила к поверхности материала полосы. Тем самым, в данном случае конец полосы может быть направлен.
При этом, разрыв может быть получен двумя, но и более, чем двумя резками резательным приспособлением.
Может быть также предусмотрено, что при наличии печи в линии, прежде всего, как описано, в заготовке вырезается разрыв, и затем находящийся в печи материал полосы укорачивается на желаемую длину по меньшей мере одним резательным приспособлением, а, в противном случае, остается в печи. Таким образом, может быть достигнуто то, что укороченный материал полосы остается в печи при высокой температуре и затем простым образом после устранения неполадки прокатывается. Резательное приспособление находится в этом случае предпочтительно перед и после печи.
Устройство для изготовления металлической полосы непрерывным способом литья и прокатки включает разливочную машину, по меньшей мере, печь, первое и второе резательное приспособление для полосы, соответственно, для сляба, из которого изготавливают полосу, чистовой прокатный стан, участок охлаждения и по меньшей мере две моталки и соответственно изобретению предусматривает, что имеется центральная система оповещения о неполадках, которая связана с названными компонентами линии и может наблюдать за состоянием процессов на них.
При этом система оповещения о неполадках выполнена, в частности, так, что могут быть обнаружены отклонения от нормы в отношении массового потока на компонентах производственной линии. При этом система оповещения о неполадках может быть выполнена, в частности, для того, чтобы выдать сигнал тревоги, если по меньшей мере на одном из компонентов производственной линии, обнаруживаются отклонения от нормы, которые лежат за заданными границами допусков. Она может быть сформирована для активации первого и/или второго резательного приспособления, если происходит обнаружение отклонений от нормы в отношении массового потока на компонентах производственной линии свыше заданных границ допуска.
Первое и/или второе резательное приспособление предпочтительно сформировано так, чтобы полосу, соответственно, сляб, из которого изготавливается полоса, можно было отделить на двух соседних в направлении подачи местах; при этом соседние места отстоят друг от друга в направлении подачи предпочтительно как минимум на 200 мм.
В направлении подачи позади первого и/или второго резательного приспособления может быть расположен по меньшей мере один вертикально перемещающийся ролик.
При этом печь выполнена предпочтительно в виде туннельной печи или другого вида разогревающего приспособления. Далее, могут располагаться летучие ножницы. Центральная система оповещения о неполадках (система уведомления об ошибках) охватывает все части производственной линии. Она принимает сообщения об ошибках, относящихся к неполадкам с массовыми потоками всех частях линии. В случае критической неполадки с массовым потоком на участке линии выдается сигнал тревоги, который приказывает всем отдельным частям производственной линии контролируемо прекратить массовый поток. При этом имеется предпочтительно прямая связь соединение с первым резательным приспособлением, причем передается сигнал к немедленному отделению материала.
Расположенное по технологической схеме позади разливочной машины первое резательное приспособление может делить отлитый сляб при остановке в двух разных местах. При этом, предпочтительно система отвода лома у этих ножниц имеет такие габариты, что материал, лежащий в виде непрерывной заготовки по технологической схеме перед первым резательным приспособлением, может быть полностью принят, и резательное приспособление может разрубить сляб в режиме рубки.
Временной интервал разрезаний первого резательного приспособления составляет предпочтительно самое большее 20 с.
Расположенные после первого резательного приспособления вертикально перемещаемые ролики обеспечивают возможность установки с зазором в направлении перпендикулярном направлению транспортировки материала, за счет устранения указанного зазора возможно осуществить правку сляба.
Предложенная система оповещения имеет то преимущество, создается установка обладающая возможностью обзора пользователем. Вся установка в целом эксплуатируется с постоянным массовым потоком. Центральная система оповещения обеспечивает возможность контроля процесса в случае неисправностей на отдельном агрегате и остановки процесса в заданный временной интервал.
К первому процессу управление подводится напрямую. За счет этого при необходимости материал моментально разделяется, с тем, чтобы как можно скорее освободить разливочную машину.
Вырезанные части сляба или полосы принимаются в емкости. Ее размер устанавливается так, что разливочная машина может быть опорожнена за короткий период времени, без необходимости замены приемной чаши.
Длина реза, как упомянуто выше, составляет 200 мм, чтобы иметь возможность удаления как можно большего количество материала за единицу времени, но при этом не создавать резального приспособления необоснованно массивным.
Перемещаемые по вертикали ролики делают возможным дальнейшее применение слябов с предотвращением повреждений следующих далее приспособлений (например, печи). Форма ножа отпечатывается в материале, т.е. в слябе снова оказывается форма ножа со скосом. Это возвышение направляется преимущественно с помощью валов из сляба.
В соответствии с усовершенствованием предусмотрено, что центральная система оповещения о сбоях имеется и используется для всего процесса литья и прокатки. Распознавание и сообщение о неполадке, затрагивающей всю линию, происходит автоматически или оператором линии. После распознания неполадки, касающейся всей линии, автоматикой производственной линии целенаправленно останавливаются отдельные части линии. При этом последовательность предложенных, соответственно, необходимых мероприятий для устранения материала полосы, в частности, из разливной машины, выполняется предпочтительно автоматикой линии, по меньшей мере частями, автоматически.
Тем самым, изобретение создает способ для реализации экстренной стратегии при переработке материала в непрерывном процессе литье-прокатка, когда уже произошло именно полное прекращение движения отлитой и прокатанной металлической полосы.
Предпочтительным образом предложенный способ применим для всех поддающихся резке размеров полосы, какие встречаются, например, непосредственно после разливной машины. Могут быть использованы обычно имеющиеся приспособления для резки, тем самым, не требуется дополнительного места на линии.
Предположим, происходит случай, когда в полностью непрерывном режиме случается неполадка. Отлитая заготовка имеется в различных степенях обработки по всей длине прокатного стана. Путем соответствующей изобретению разрубке заготовки и путем удаления отрезков могут снова быть подвижными в линии таким образом образовавшиеся отрезки заготовки, эти отрезки заготовки могут быть снова обработаны, так что, по возможности, много материала остается доступным для дальнейшей переработки. При этом отдельные агрегаты линии получают незначительное повреждение, и производство может быть возобновлено, по возможности, быстро.
В соответствии с усовершенствованием может быть предусмотрено, что озвученные мероприятия проводятся параллельно на различных местах линии – смотря по направлению подачи. Так, первое резательное приспособление может до чистового прокатного стана разделять заготовку и создавать разрыв. Рубка может производиться на втором резательном приспособлении и будет возможной только благодаря вырезу разрыва.
В режиме рубки заготовка – если имеется печь – укорачивается на резательном приспособлении до тех пор, пока оставшийся сляб превышает длину печи. Он затем может быть подан в печь для дальнейшей переработки, т.е. оставшийся сляб заходит в печь, чтобы после восстановления готовности прокатки его прокатывали.
Предпочтительно предусмотрено, что конец сляба направляется подвижными роликами в зоне ножниц. При этом подвижные ролики могут быть расположены до и/или позади резательного приспособления, чтобы голову сляба и/или конец сляба направить надлежащим образом.
Материал полосы также может, согласно расширению способа, быть подан назад из чистового прокатного стана против направления подачи (обычное расположение материала) и также разрублен в резательном приспособлении.
Однако этот кусок полосы может также быть подан от чистового прокатного стана в направлении моталки и там удален с конвейера, соответственно, это связано с разрубкой вручную и с операциями с применением крана.
Предпочтительно опускание первого ролика за резательным приспособлением, чтобы поддержать первый срез, соответственно, срез разрыва.
Кроме того, предпочтительно использование конвейера для лома у резательного приспособления, чтобы можно было удалить отрезанный лом.
Резательные приспособления выполнены предпочтительно в виде маятниковых ножниц или передвижных гильотин, позволяющих резку разрыва наиболее простым образом.
В соответствии с этим, предпочтительным образом возможно снова быстро восстановить работоспособность после неполадки при бесконечном режиме. Можно избежать повреждений и, тем самым, простоев для замены компонентов.
Возможен быстрый вывод заготовки из разливочной машины. В последствие, можно избежать повреждений кристаллизаторов и большой термической нагрузки на валы проводки заготовки.
При рубке дополнительная подача полосы в направлении подачи между двумя разделениями соответствует отрезанной длине полосы. При создании разрыва длина полосы, которая дополнительно протягивается между двумя разделениями в направлении движения полосы, предпочтительно короче, чем длина полосы, которая будет отрезана двумя следующими друг за другом делениями. Граничный случай с максимально большим разрывом – это случай со стоящей полосой. Для этого необходимо, чтобы отделения могли происходить на различных местах.
На чертежах представлен пример исполнения изобретения.
Фиг. 1 схематично показывает линию литья и прокатка для изготовления стальной полосы,
Фиг. 2 - отрезок полосы с резательным приспособлением в форме маятниковых ножниц во время первого этапа деления предложенного способа,
Фиг. 3 - отрезок полосы с резательным приспособлением во время второго этапа деления предложенного способа,
Фиг. 4 - отрезок полосы с резательным приспособлением во время третьего этапа деления предложенного способа,
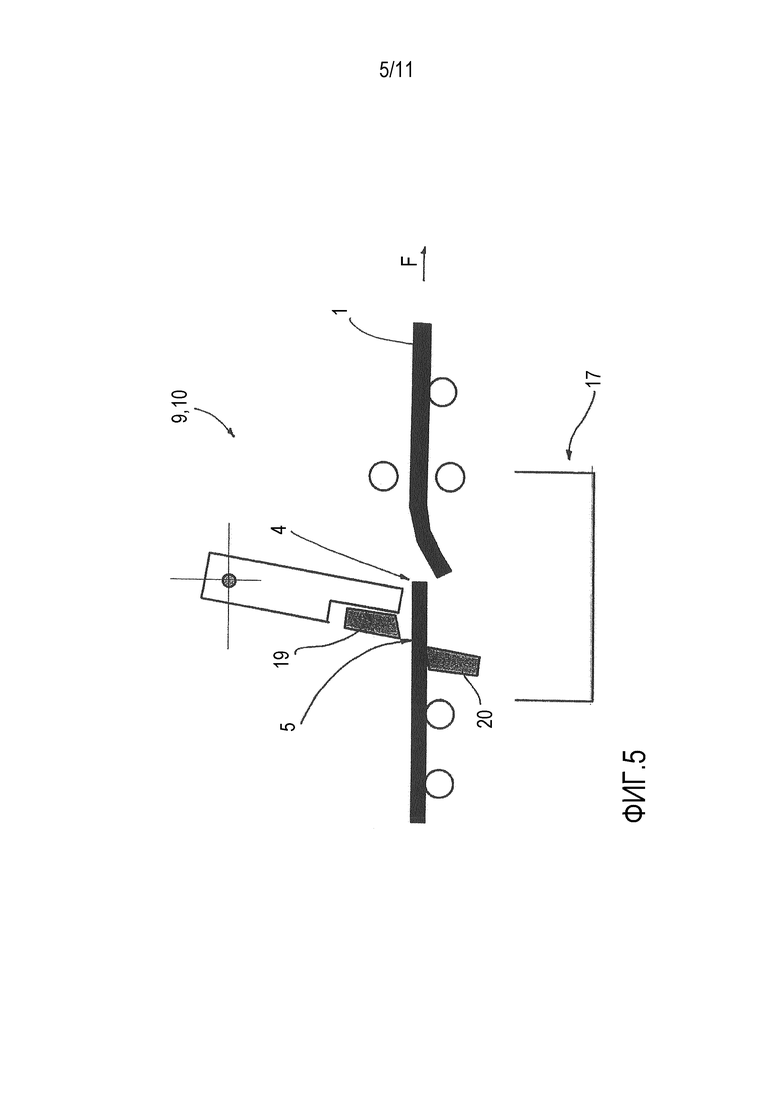
Фиг. 5 - отрезок полосы с резательным приспособлением во время четвертого этапа деления предложенного способа,
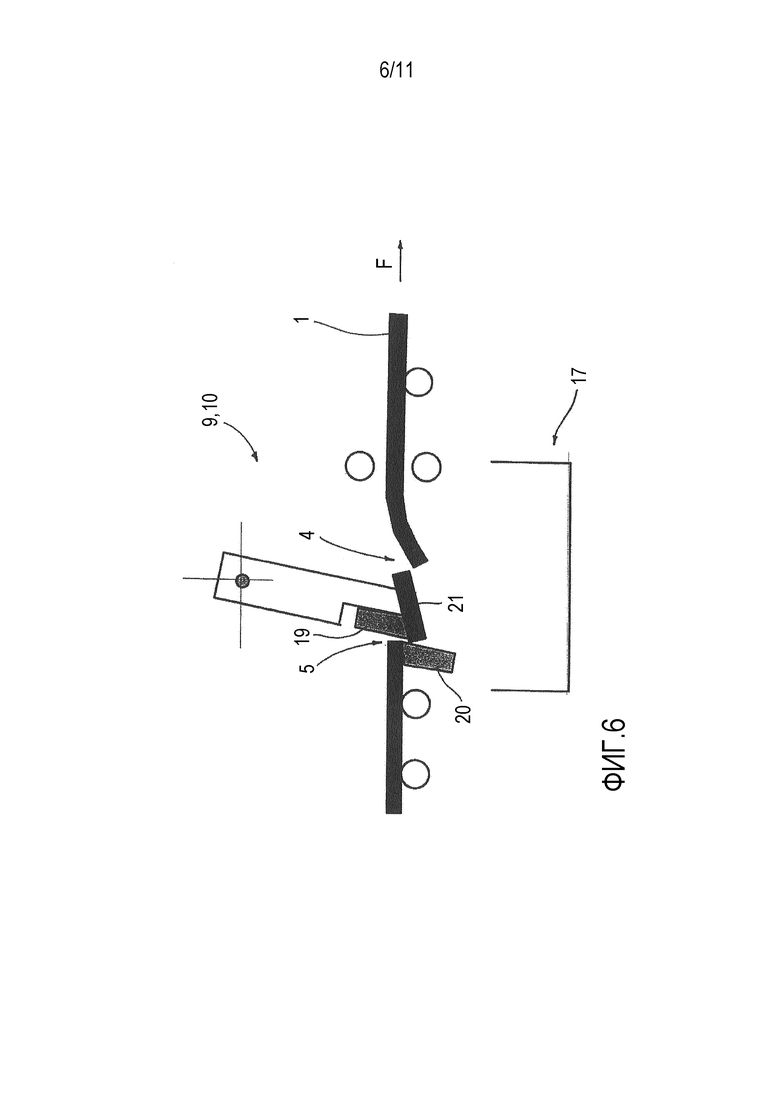
Фиг. 6 - отрезок полосы с резательным приспособлением во время пятого этапа деления предложенного способа,
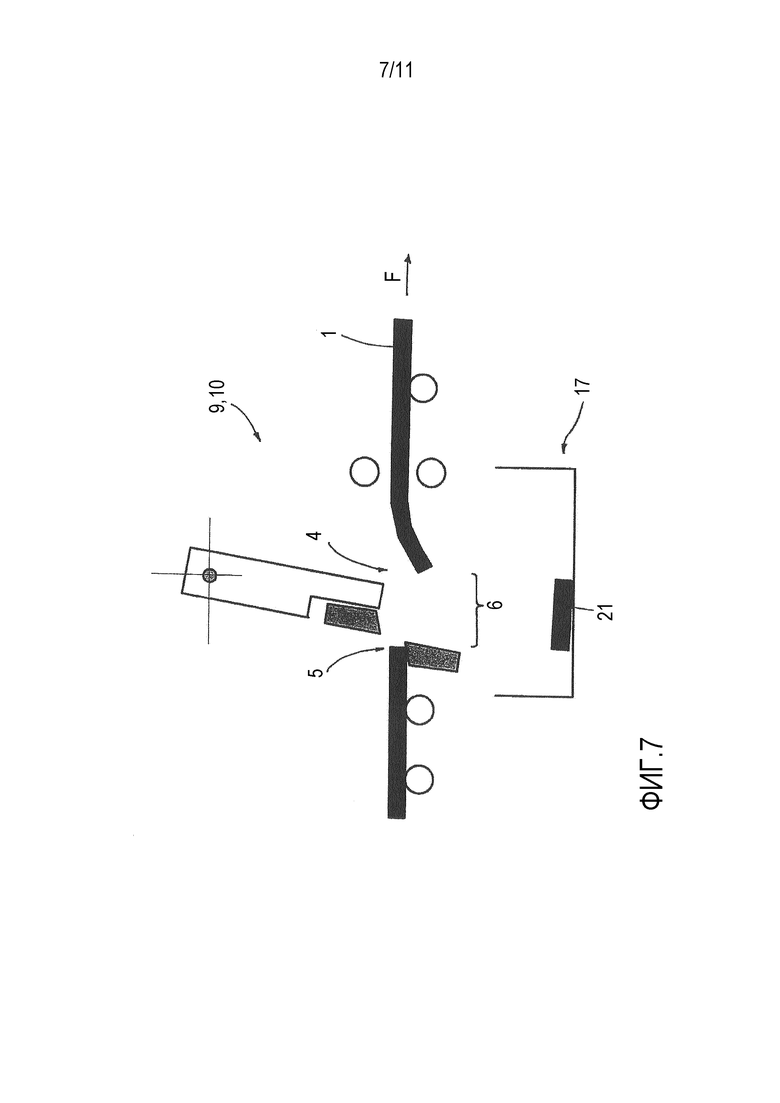
Фиг. 7 - отрезок полосы с резательным приспособлением во время шестого этапа деления предложенного способа,
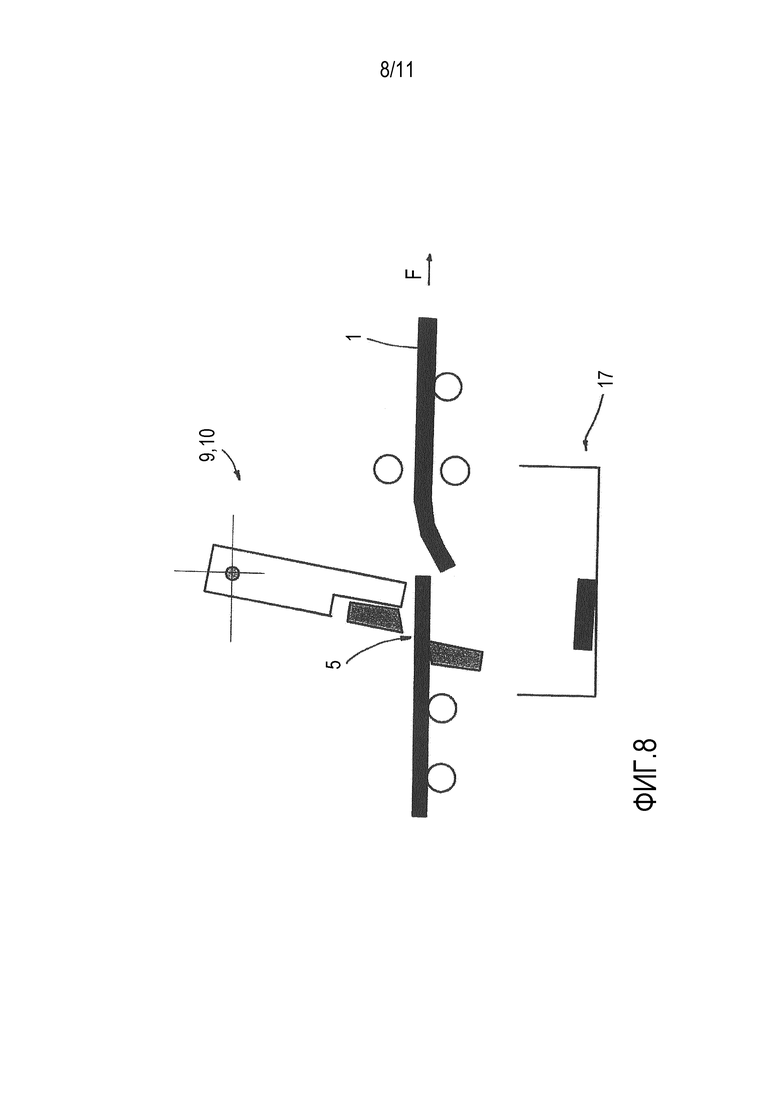
Фиг. 8 - отрезок полосы с резательным приспособлением во время седьмого этапа деления предложенного способа,
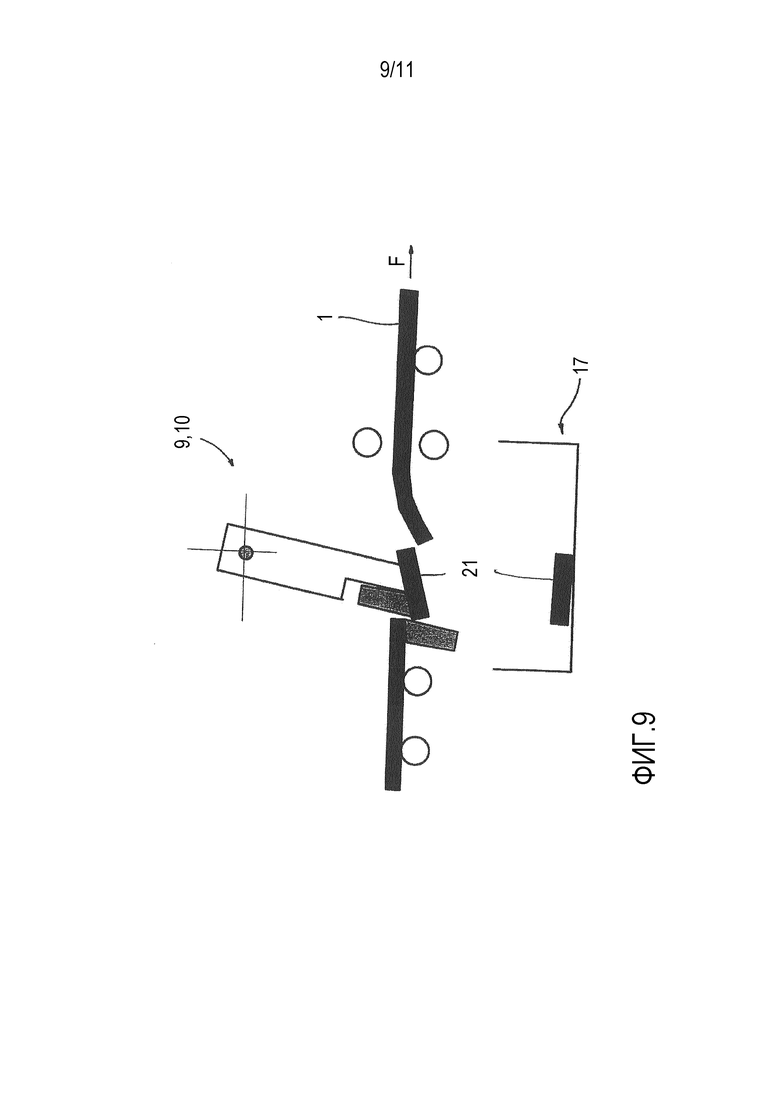
Фиг. 9 - отрезок полосы с резательным приспособлением во время восьмого этапа деления предложенного способа,
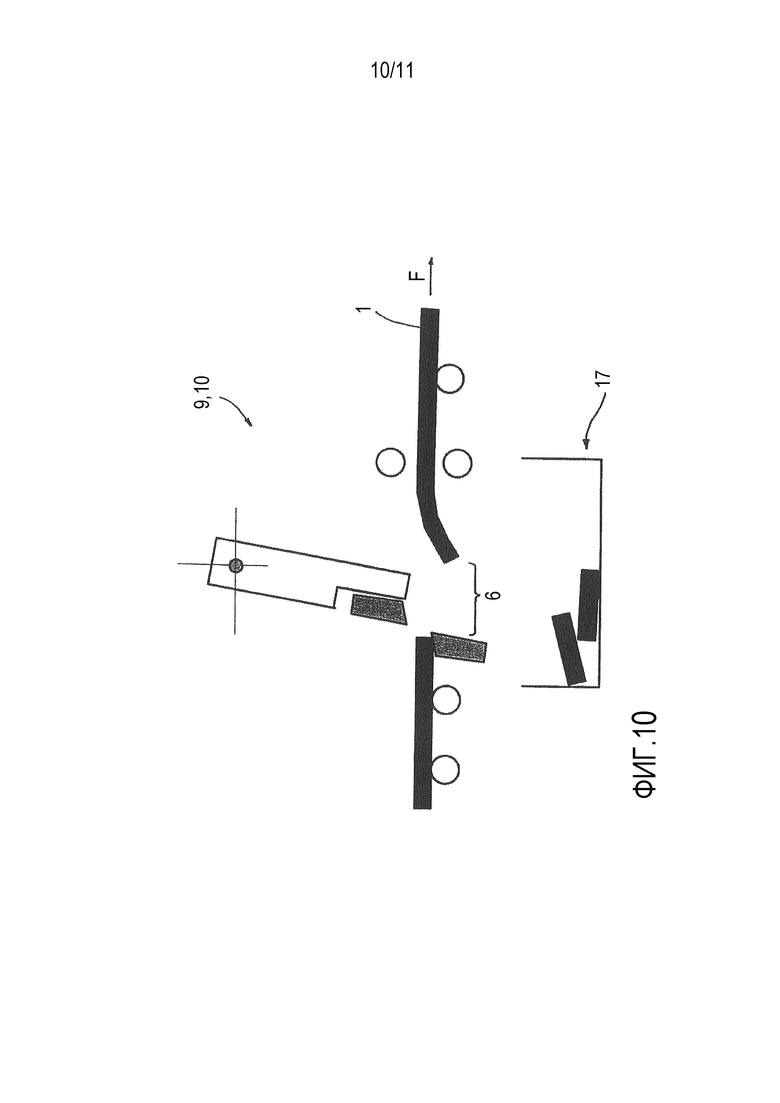
Фиг. 10 - отрезок полосы с резательным приспособлением во время девятого этапа деления предложенного способа,
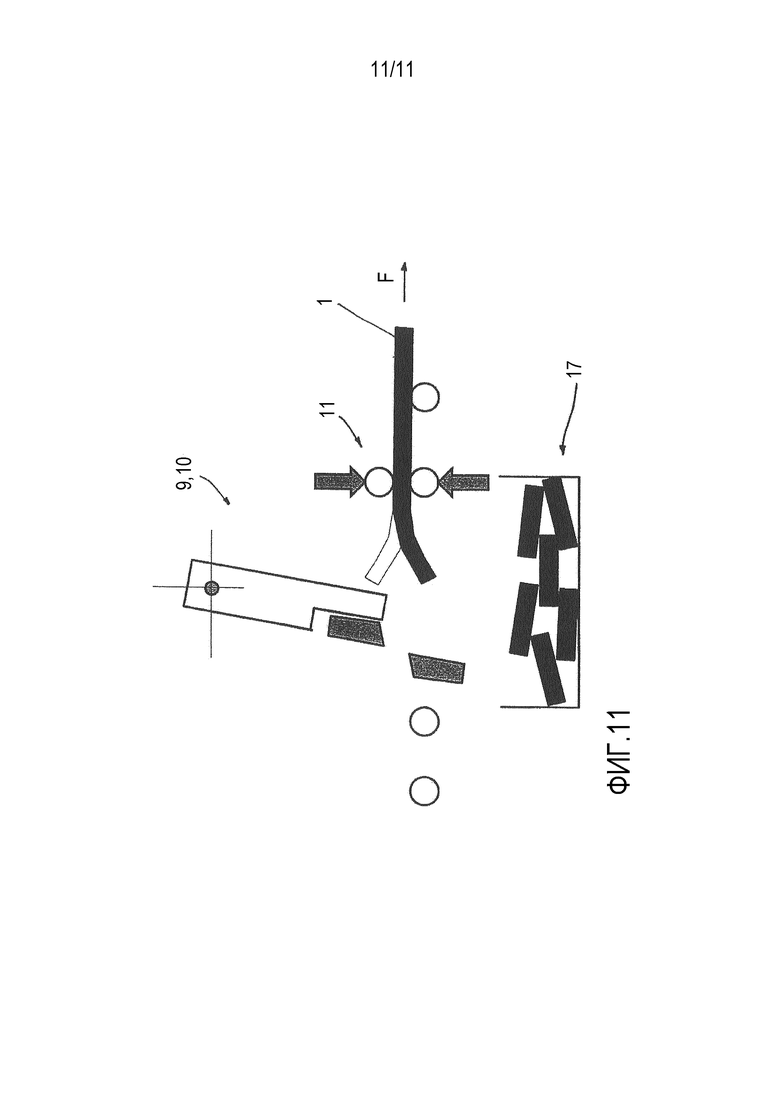
Фиг. 11 - отрезок полосы с резательным приспособлением во время десятого этапа деления предложенного способа.
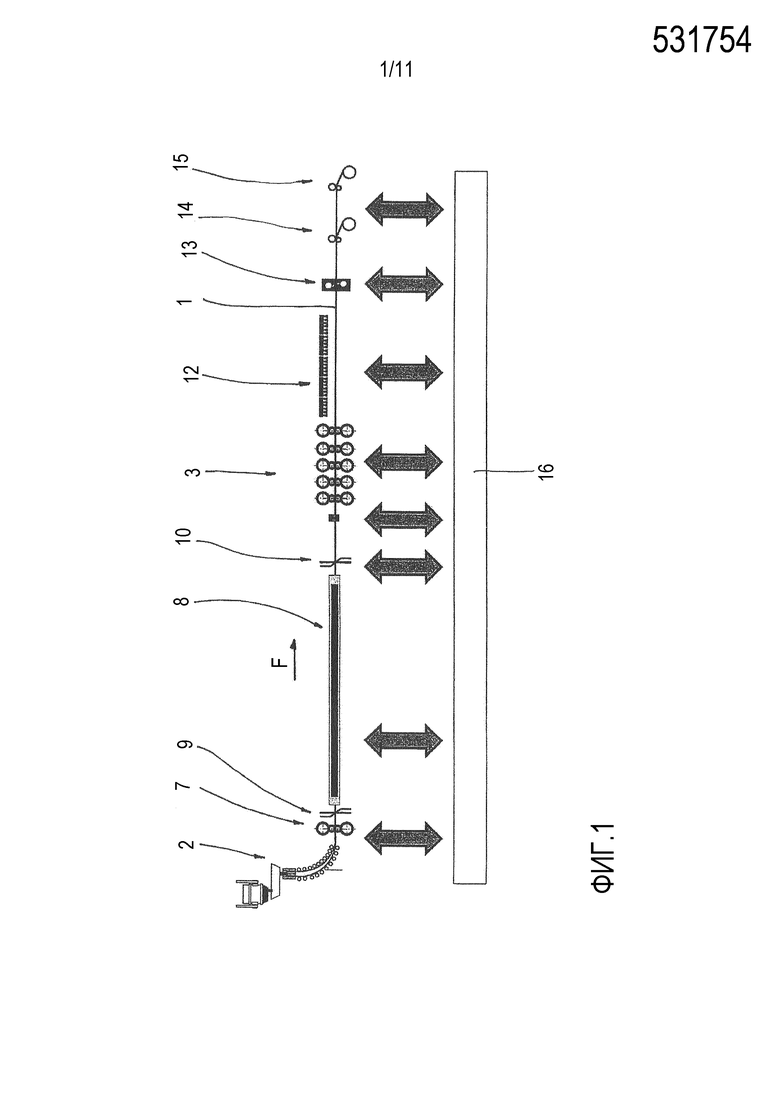
На фиг. 1 изображен пример линии литья и прокатки, выполненной в виде полностью непрерывной линии и имеющей в качестве центральных элементов разливочную машину 2 и чистовой прокатный стан 3. За разливочной машиной 2 предусмотрен черновой прокатный стан 7, к которому примыкает, в зависимости от типа линии, печь 8 (соединительный рольганг с функцией разогрева). За печью 8 следует чистовой прокатный стан 3. За чистовым прокатным станом 3 находится участок 12 охлаждения и летучие ножницы 13. Затем в направлении F подачи примыкает, по меньшей мере, размотчик 14 и 15.
Между черновым прокатным станом 7 и печью 8 расположено первое резательное приспособление 9 для полосы 1 в форме маятниковых ножниц. Второе резательное приспособление 10 того же типа находится между печью 8 и чистовым прокатным станом 3.
Разумеется, предложенный способ может быть использован также для отличающейся конструкции линии литья и прокатки.
По непоказанным сенсорам наблюдают за всей линией через центральную систему 16 оповещения о неполадках.
При прокатке бесконечного материала линия полностью заполнена заготовкой, т.е. проходящей полосой 1. В случае неполадки заготовка, соответственно, полоса останавливается. Из-за длины линии обслуживающий персонал не имеет обзора всей линии. Неполадка происходит только в одной части линии и, обычно, вызывает мгновенную остановку данной части линии. Это приводит к неконтролируемому скоплению материала или протяжке материала в других частях линии, если там не был проведен контролируемый останов с подходящей долей задержки. Этим могут быть вызваны повреждения частей линии. Кроме того, может образоваться затор материала, до устранения которого невозможен производственный процесс.
Из-за связи всех частей линии движение всей заготовки, соответственно, полосы 1 при останове линии невозможно. В соответствии с изобретением создают целенаправленно разрыв, чтобы снова были возможны движения сляба. Далее, разливочная машина 2 должна быть, по возможности, быстро освобождена от материала, чтобы не «замерзнуть». Далее, находящийся в машине и еще пригодный для использования материал должен быть подан на последующую дальнейшую переработку.
При этом соответствующее изобретению решение исходит из следующих агрегатов в линии.
В основном, как описано, предусмотрено оснащение линии, как оно представлено на фиг. 1. Типичный элемент такой полностью непрерывной линии литья и прокатки – это центральная система 16 оповещения о неполадках и резательные приспособления 9, 10 и 13.
В вышестоящей центральной системе 16 оповещения о неполадках происходит сбор сообщений о неполадках, так что имеется возможность целенаправленного проведения необходимых мероприятий в конкретном случае неполадки.
Расположенное впереди по направлению F подачи резательное приспособление 9 выполнено, например, как маятниковые ножницы или передвижная гильотина. Резательное приспособление 9 обладает свойством выполнять за короткое время несколько разделений в неподвижном и/или подвижном материале на различных местах в направлении подачи внутри резательного приспособления. Резательное приспособление включает также систему 17 удаления лома (см., например, фиг. 2).
Предпочтительно следующее резательное приспособление 10, которое расположено после печи 8 и перед чистовым прокатным станом 3; это резательное приспособление 10 расположено в производственной линии после резательного приспособления 9, но может быть также выполнено, как и резательное приспособление 9, включая систему 17 удаления лома.
Далее, в разливочной машине 2 предусмотрены приспособления, позволяющие кратковременный останов процесса литья и позволяющие после определенного максимального времени дальнейшую транспортировку непрерывной заготовки.
Предусмотренная центральная система 16 оповещения и реакции при неполадках охватывает предпочтительно всю линию. Если, например, на чистовом прокатном стане 3 происходит неполадка в движении материала или подобная неполадка становится явной, то непосредственно на все агрегаты и системы управления в линии должен быть передан сигнал, чтобы отдельные агрегаты и приводы были контролируемо одновременно остановлены.
После того, как последовал сигнал «Неполадка», контролируемо останавливается и разливочная машина 2, это значит, в кристаллизатор не должна больше попасть никакая жидкая сталь, и линия должна прийти в неподвижное состояние.
Распознание неполадки происходит либо с помощью автоматики линии через соответствующие сенсоры (измеритель скорости, регистрация натяжения полосы, петлеобразователь и проч.) или обслуживающим персоналом на участке линии.
Предложенный способ и необходимое для этого оборудование линии предусматривают для того, чтобы позволить за короткое время отделить неподвижную или почти неподвижную непрерывную заготовку материала (скорость подачи менее чем 1 м/мин) и, тем самым, сделать возможным опорожнение разливочной машины 2.
Характерная последовательность способа представлена, например, на фигурах от 2 до 11. Существенной идеей при этом является создание возможности вырезать в неподвижном материале, соответственно, полосе 1 разрыв. Благодаря ей снова возможно транспортировка полосы, так что материал полосы может быть удален из линии в режиме рубки.
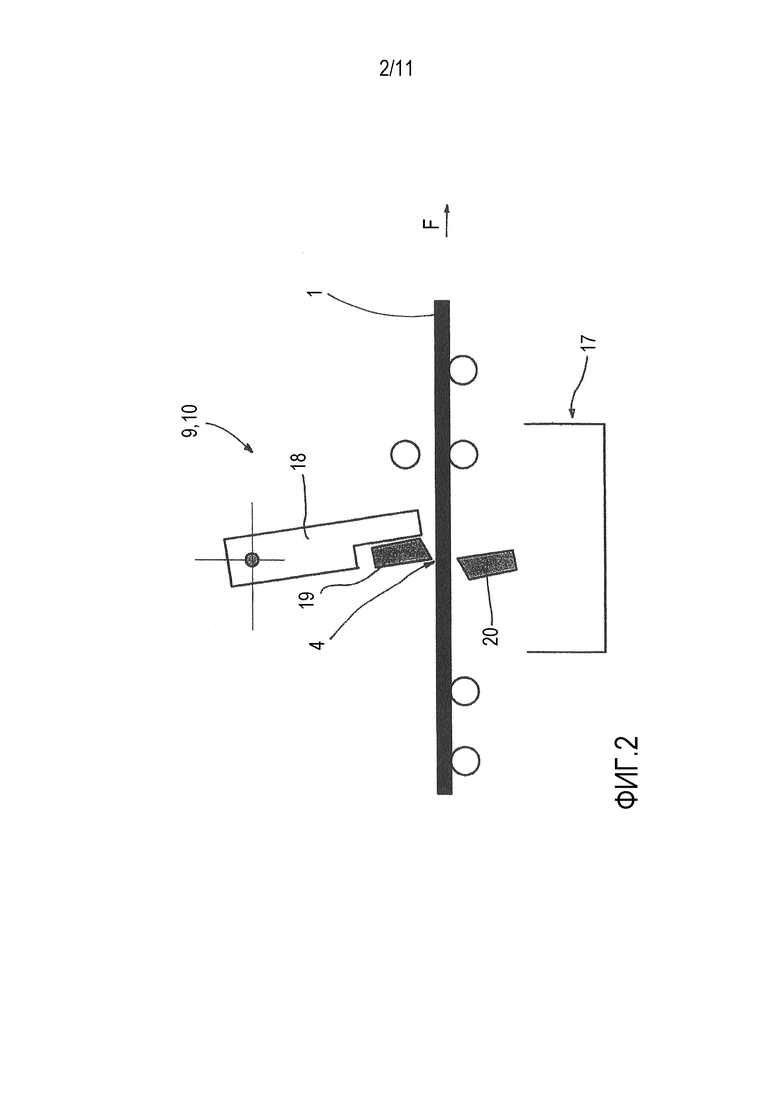
На фиг. 2 изображено резательное приспособление 9,10, у которого может идти речь, например, о втором резательном приспособлении 10. Резательное приспособление выполнено в виде маятниковых ножниц.
Несущий ножницы элемент 18 маятниковых ножниц 10, как показано на фиг. 2, сначала наклонен (по оси, которая на фиг. 2 стоит вертикально к плоскости рисунка), так что элементы 19 и 20 ножниц находятся на первом месте 4 линии. Полоса 1 здесь находится в полном покое, т.е. скорость подачи в направлении подачи практически нулевая.
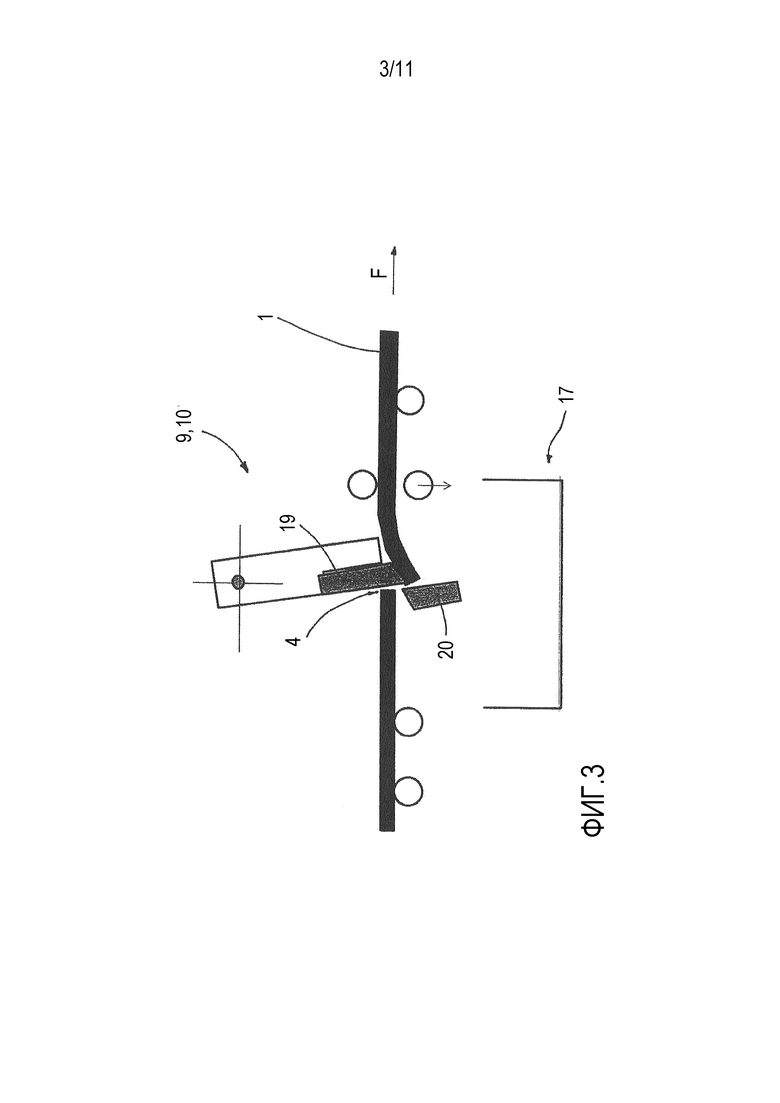
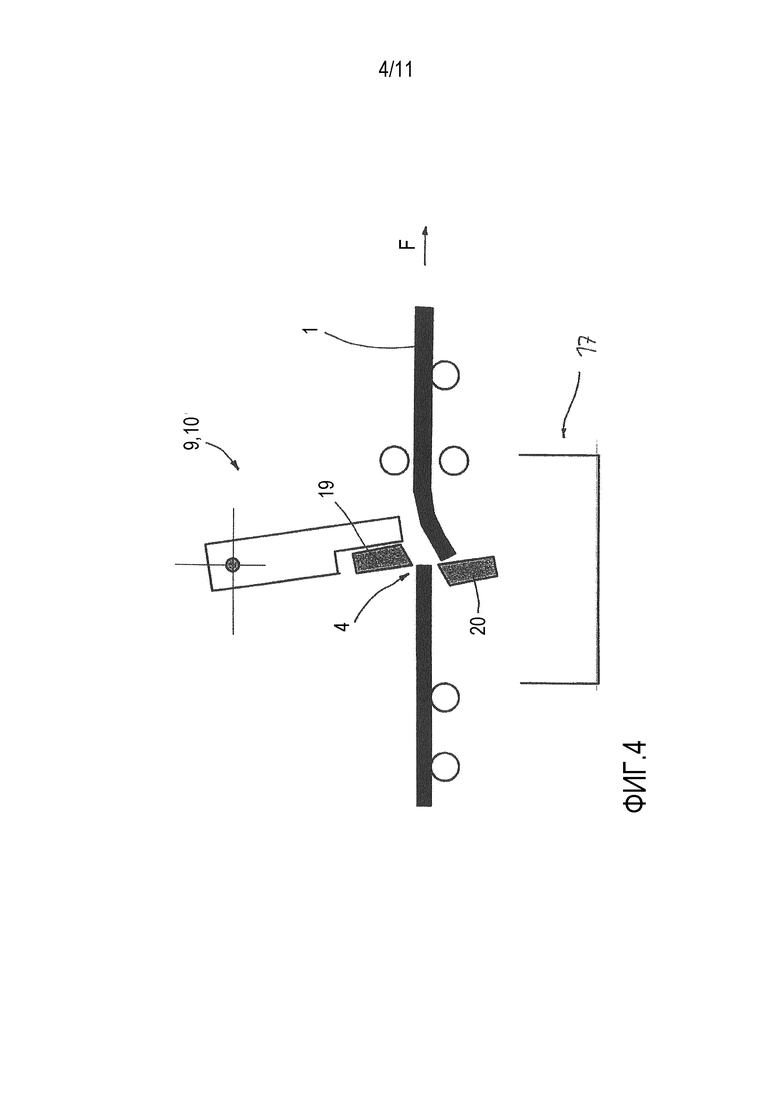
На фиг. 3 видно, как элементы 19 и 20 ножниц наезжают друг на друга, чтобы прорезать полосу 1 на первом месте 5. Элементы ножниц 19, 20 снова, согласно фиг. 4, разъезжаются; теперь полоса 1 разделена в первом месте 4.
Теперь, как видно из фиг. 5, несущий ножницы элемент 18 ножниц поворачивается, так что элементы 19, 20 ножниц приходят в положение наложения на втором месте 5 линии. Теперь здесь будет выполнен, согласно фиг. 6, следующий разрез, и, тем самым, часть 21 полосы будет вырезана из полосы 1. При этом, первое и второе место 5,4 удалены друг от друга самое большее от 0,2 м до 1,5 м.
Эта часть 21 полосы падает, как видно на фиг. 7, вниз в зону системы 17 отвода лома (которая показана только схематически). В полосе 1 остается разрыв 6.
В созданный разрыв 6 теперь может слева заехать полоса 1, в то время как полоса 1 справа остается неподвижной. Это проиллюстрировано на фиг. 8. Заезд полосы в разрыв осуществляется от разливочной машины 2 на замедленном ходу, и это является стартом операции рубки, при которой приходящая слева полоса 1 разрезается на части 21 полосы и, таким образом удаляется из зоны разливочной машины 2.
Как видно на фиг. 9, отрезается следующая часть 21 полосы после того, как полоса, приходя слева, в достаточной мере попадает в зону разрыва 6. После отрезания части 21 полосы, как видно на фиг. 10, опять имеется разрыв 6 для того, чтобы дальше рубить материал полосы.
Процесс рубки продолжается, пока приходящая от разливочной машины 2 полоса, соответственно, сляб не будет разрезана на части 21 полосы и удалена с помощью системы 17 удаления лома. Таким образом, разливочная машина 2 освобождается от материала 1 полосы, соответственно, остаток заготовки, в общем и целом, утилизируется по желанию.
На фиг. 11 также видно, как конец полосы пока еще находящейся в состоянии покоя полосы 1 в правой зоне фигуры может быть направлен. Для этого имеются средства 11 для наложения направляющей силы, так что конец полосы может быть выпрямлен. Центральная часть средств 11 – это вертикально перемещаемые ролики, которые могут давить на поверхность полосы.
Затем, в зависимости от вида исполнения разливочной установки, процесс литья может быть продолжен.
При этом резательные приспособления 9 и 10 могут быть использованы альтернативно или дополнительно, как описывается.
Также в качестве комбинированного варианта способа, соответственно, возможно, что резательным приспособлением 10 вырезается разрыв 6 и затем у резательного приспособления 9 оставшаяся заготовка из разливочной машины 2 удаляется в режиме рубки устройством для удаления лома.
СПИСОК УСЛОВНЫХ ОБОЗНАЧЕНИЙ
1. Полоса
2. Разливочная машина
3. Чистовой прокатный стан
4. Первое место
5. Второе место
6. Разрыв
7. Черновой прокатный стан
8. Печь
9. Первое резательное приспособление (маятниковые ножницы/гильотина)
10. Второе резательное приспособление (маятниковые ножницы/гильотина)
11. Устройства для наложения направляющей силы
12. Участок охлаждения
13. Летучие ножницы
14. Моталка
15. Моталка
16. Система оповещения о неполадке
17. Система удаления лома/прием лома
18. Несущее ножницы устройство
19. Элемент ножниц
20. Элемент ножниц
21. Часть полосы
F – Направление подачи
Изобретение относится к непрерывному литью, совмещенному с прокаткой. Металлическую полосу производят путем отливки сляба на разливочной машине (2), подвода в направлении (F) подачи полосы к чистовому прокатному стану (3) и чистовую прокатку. В случае производственной неполадки при полной или почти полной остановке подачи сляба или полосы создают разрыв в слябе или полосе путем вырезания части сляба или полосы, для чего: а) разрезают сляб или полосу (1) в первом месте (4); b) разрезают сляб или полосу (1) во втором месте (5), находящемся на удалении 0,1-5,0 м от первого места разрезания в направлении (F), с образованием разрыва в слябе или полосе; c) удаляют вырезанную часть сляба или полосы из линии подачи для создания зоны разрыва (6) в слябе или полосе (1); d) подают материал сляба или полосы из зоны, расположенной до первого места разрезания, в направлении (F) в зону разрыва (6), созданную на этапах а), b); e) отрезают отрезки сляба или полосы, подаваемых согласно этапу d), и удаляют отрезки из линии подачи. Обеспечивается быстрое удаление сляба или заготовки из установки, предотвращается повреждение кристаллизатора. 11 з.п. ф-лы, 11 ил.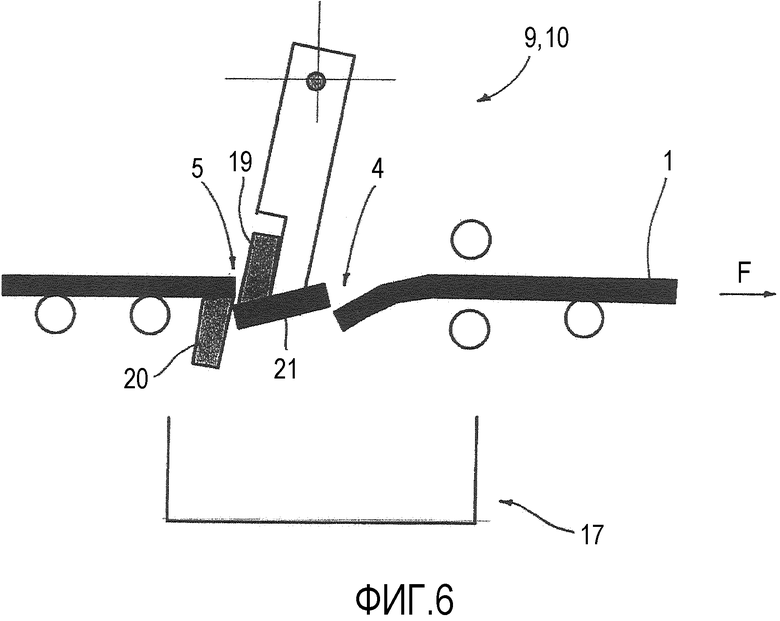
1. Способ изготовления металлической полосы (1) непрерывным способом литья и прокатки, включающий отливку сляба на разливочной машине (2), подвод в направлении (F) подачи полосы к чистовому прокатному стану (3) и чистовую прокатку, причем в случае производственной неполадки при полной или почти полной остановке подачи сляба или полосы создают разрыв в слябе или полосе путем вырезания части сляба или полосы на следующих шагах:
а) разрезают сляб или полосу (1) в первом месте (4);
b) разрезают сляб или полосу (1) во втором месте (5), находящемся на удалении от первого места разрезания в направлении (F) подачи, составляющем от 0,1 м до 5,0 м, с образованием разрыва в слябе или полосе;
c) удаляют вырезанную часть сляба или полосы из линии подачи для создания зоны разрыва (6) в слябе или полосе (1);
d) подают материал сляба или полосы из зоны, расположенной до первого места разрезания, в направлении (F) подачи в зону разрыва (6), созданную на этапах а) и b);
e) отрезают отрезки сляба или полосы, подаваемых согласно этапу d), и удаляют отрезки из линии подачи.
2. Способ по п. 1, отличающийся тем, что второе место (5) разрезания в направлении (F) подачи лежит перед первым местом (4) разрезания.
3. Способ по п. 1, отличающийся тем, что первое и второе места (4, 5) разрезания лежат между разливочной машиной (2) и чистовым прокатным станом (3).
4. Способ по п. 3, отличающийся тем, что первое и второе места (4, 5) разрезания лежат в направлении (F) подачи между черновым прокатным станом (7), следующим непосредственно за разливочной машиной (2), и печью (8), следующей в направлении подачи за черновым прокатным станом (7).
5. Способ по п. 3, отличающийся тем, что первое и второе места (4, 5) разрезания лежат между печью (8), следующей в направлении (F) подачи за разливочной машиной (2), и чистовым прокатным станом (8).
6. Способ по одному из пп. 1-5, отличающийся тем, что для разрезания используют единственное резательное приспособление (9).
7. Способ по п. 6, отличающийся тем, что для разрезания используют маятниковые ножницы или передвижную гильотину (9).
8. Способ по одному из пп. 1-5, отличающийся тем, что этапы d) и е) повторяют так долго, пока разливочную машину (2) не освободят от материала полосы или в разливочной машине (2) определенный отрезок длины не будет свободным от материала полосы.
9. Способ по одному из пп. 1-5, отличающийся тем, что этапы с а) по с) проводят с помощью первого резательного приспособления (9), а этапы с d) по е) с помощью второго резательного приспособления (10), причем оба резательных устройства (9, 10), при рассмотрении по направлению (F) подачи, расположены в разных местах.
10. Способ по одному из пп. 1-5, отличающийся тем, что полосу из чистового прокатного стана (3) в направлении, противоположном направлению (F) подачи, подают в зону по меньшей мере одного резательного приспособления (9, 10), и по меньшей мере в одном резательном приспособлении (9, 10) происходит отрезание отрезков подведенной полосы и выгрузка отрезков из линии подачи.
11. Способ по одному из пп. 1-5, отличающийся тем, что по соседству с по меньшей мере одним резательным приспособлением (9, 10) расположены средства (11) для наложения направляющий силы на полосу, с помощью которых может быть приложена сила перпендикулярно поверхности полосы.
12. Способ по одному из пп. 1-5, отличающийся тем, что зону разрыва (6) получают при помощи более чем двух разрезаний посредством резательного приспособления (9).
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА ПРИ ГИДРОМЕХАНИЗИРОВАННОЙ РАЗРАБОТКЕ ГЛИНИСТЫХ РОССЫПЕЙ | 2004 |
|
RU2259886C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ И/ИЛИ ЛИСТА | 1994 |
|
RU2114707C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ СТАЛИ | 2008 |
|
RU2434696C1 |
| RU 2010135757 А, 27.02.2012 | |||
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |

