Область техники, к которой относится изобретение
Настоящее изобретение относится к мачте погрузчика. В более узком аспекте изобретение относится к двухсекционной или многосекционной мачте погрузчика, которая либо жестко, либо с возможностью наклона установлена на корпусе погрузчика. Мачта содержит первую пару по существу вертикальных балок, соединенных одна с другой посредством, по меньшей мере, одной по существу горизонтальной балки и образующих жестко зафиксированный мачтовый узел. Вблизи указанного узла предусмотрена, по меньшей мере, одна вторая пара по существу совпадающих с ним по направлению вертикальных балок, которые соединены одна с другой посредством, по меньшей мере, одной по существу горизонтальной балки и образуют вместе с этой балкой грузонесущую или промежуточную каретку. Данная каретка выполнена с возможностью вертикального перемещения относительно жестко зафиксированного мачтового узла в результате движения плунжеров в гидроцилиндрах. Приводная мощность от плунжеров передается на каретку либо непосредственно, либо посредством цепей или тросов, причем по существу вертикальные балки и гильзы цилиндров указанной зафиксированной мачты образуют интегральную (т.е. выполненную в виде единого элемента) конструкцию. При этом гильзы цилиндров образуют каналы, расположенные внутри балок. Изобретение относится также к способу изготовления указанной интегральной конструкции.
Уровень техники
Термин "мачта погрузчика" относится к промышленному автопогрузчику или вилочному погрузчику, имеющему, по меньшей мере, три колеса и содержащему мачтовую конструкцию, которая состоит из жестко зафиксированного мачтового узла и грузонесущей каретки. Мачта может содержать также подвижные промежуточные каретки для увеличения высоты подъема погрузчика. Таким образом, в погрузчике предусматриваются две или более секций. Мачта соединяется с корпусом погрузчика жестко или с возможностью шарнирного наклона в соответствии со стандартами EN 1726-1 или EN 1726-2, как показано, например, на фиг.1. Секции мачты выполнены с возможностью смещения одна относительно другой в результате движения плунжеров в отдельных гидроцилиндрах, от которых приводная мощность передается на грузонесущую каретку либо непосредственно, либо через тяговые цепи или тросы. Мачта и ее секции представляют собой телескопическую направляющую систему, в которой нагрузка передается от грузонесущей каретки через опорные ролики или другие элементы качения на корпус машины. Погрузчик, снабженный мачтой, используется, кроме других целей, для перемещения контейнеров, коробок и других подобных предметов, например, на складские стеллажи или для разгрузки стеллажей.
Мачтовый узел и каретка или каретки в типовом случае собраны из вертикально установленных секций, таких как двутавровые балки, которые соединены одна с другой поперечными элементами. Секции мачтового узла и каретки (кареток) устанавливают в контакте одна с другой, чтобы обеспечить возможность их вертикального движения относительно друг друга с помощью роликов опорной системы. Крайняя наружная промежуточная каретка может смещаться с помощью этих роликов вдоль секций неподвижной мачтовой конструкции в вертикальном направлении. Внутренние промежуточные каретки смещаются, соответственно, относительно наружных промежуточных кареток, а грузонесущая каретка - относительно внутренней промежуточной каретки. Такая система создает телескопическую конструкцию для подъема объектов. Телескопическая конструкция обычно приводится в действие гидроцилиндрами.
Назначение мачтового погрузчика предполагает, что погрузчик должен обеспечивать по возможности наиболее хороший обзор во всех направлениях. Особенно важно иметь наиболее широкое и свободное поле обзора в направлении движения погрузчика. Другие требования к погрузчику включают компактность и маневренность, так как работа часто выполняется в стесненных складских помещениях. Конструкция мачты в известных погрузчиках уменьшает поле обзора оператора в наиболее важном направлении из-за широкой слепой зоны, создаваемой мачтой и связанными с ней гидроцилиндрами. В этих известных погрузчиках, снабженных мачтами, гидроцилиндры представляют собой отдельные корпусы или гильзы цилиндров с плунжерами, которые предпочтительно установлены либо вдоль мачтовой конструкции, либо за ней.
Однако в патентном документе ФРГ №3200287 А1 описана интегральная конструкция, в которой балка снабжена объединенным с ней в одно целое трубчатым узлом гидроцилиндров. Предполагается, что трубчатый узел присоединен либо к концу U-образного (швеллерного) профиля, либо в середине стенки на стороне, противоположной вилам. Такая известная конструкция сложна и требует больших затрат в изготовлении.
Решение по документу ФРГ №3200287 А1 может быть осуществлено практически, например, путем соединения сваркой трубчатой конструкции, образующей гидроцилиндр, с балкой U-образного профиля. Единая (интегральная) конструкция, изготовленная таким путем, будет дорогой, а ее изготовление связано с множеством операций, требующих точности и специальных профессиональных навыков. Другие технологии изготовления интегральной балки по указанной публикации предусматривают, например, литье или механическую обработку. Однако ни один их этих способов не является экономически целесообразным для изготовления балки в виде единого элемента. Кроме того, если цилиндр присоединен к концу балки U-образного профиля, конструкция будет очень длинной в направлении движения погрузчика, что, в свою очередь, приведет к снижению управляемости.
Наиболее предпочтительными способами изготовления интегральной балки были бы способы горячего экструзионного прессования или холодного волочения.
При горячем экструзионном прессовании пустотелый профиль изготавливают путем выполнения следующих операций:
- сверления в исходной заготовке диаметром, например, 150 мм и длиной 600 мм отверстия диаметром, например, 50 мм,
- нагрева исходной заготовки до температуры красного каления,
- проталкивания вспомогательного элемента (стержня диаметром 50 мм) в отверстие в исходной заготовке,
- проталкивания исходной заготовки вместе с вспомогательным элементом через шаблон.
Если центр масс расположен не на оси отверстия или в непосредственной близости к ней, то вспомогательный элемент согнется или сломается в ходе заключительной операции. Такая же проблема возникает в процессе изготовления балки посредством холодного волочения. Из-за указанного требования, налагаемого способом изготовления, балку по документу ФРГ №3200287 А1 пришлось бы изготавливать с добавлением "противовеса" для того, чтобы позиционировать центр масс на оси отверстия цилиндра или вблизи нее. В результате этого интегральная балка будет тяжелой, ее изготовление потребует большого количества стали, а ее наружные размеры увеличатся. При этом конструкция мачты увеличенных размеров закрывает слишком большую часть поля обзора и отрицательно влияет на маневренность машины.
Сущность изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в создании мачты погрузчика, имеющей более простую и легкую конструкцию и обеспечивающую существенное увеличение поля обзора оператора благодаря использованию интегральных конструкций, объединяющих в единый элемент балку мачтового узла и гильзу соответствующего гидроцилиндра.
Задачей, решаемой изобретением, является также создания способа изготовления интегральной балки, который является экономически целесообразным и способен обеспечить получение изделия, создающего небольшие помехи в поле обзора водителя, и который способствует получению легкой конструкции мачты.
В соответствии с изобретением двухсекционная или многосекционная мачта погрузчика, смонтированная на корпусе погрузчика жестко или с возможностью наклона, содержит первую пару по существу вертикальных балок, соединенных одна с другой посредством, по меньшей мере, одной по существу горизонтальной балки и образующих жестко зафиксированный мачтовый узел. Мачта содержит также, по меньшей мере, одну вторую пару вертикальных балок, расположенных вблизи указанного узла, по существу совпадающих с ним по направлению и соединенных одна с другой посредством, по меньшей мере, одной по существу горизонтальной балки. Указанная вторая пара вертикальных балок в сочетании с соответствующей поперечной балкой образует каретку (грузонесущую или промежуточную). Эта каретка выполнена с возможностью вертикального перемещения относительно жестко зафиксированного мачтового узла в результате движения плунжеров в гидроцилиндрах. Приводная мощность передается от плунжеров на грузонесущую каретку либо непосредственно, либо посредством цепей или тросов.
Каждая вертикальная балка зафиксированного мачтового узла и гильза соответствующего этой балке цилиндра образуют интегральную конструкцию, в которой гильза цилиндра образует канал, выполненный внутри балки мачтового узла. При этом каждая такая интегральная конструкция имеет центр масс, расположенный на оси гильзы цилиндра или в непосредственной близости к этой оси. Благодаря этому интегральная конструкция может быть изготовлена горячим прессованием или холодным волочением.
Мачта по настоящему изобретению характеризуется тем, что каждая интегральная конструкция снабжена первой полкой, которая имеет противолежащие поверхности, по существу параллельные направлению рабочего движения погрузчика. При этом внутренняя поверхность первой полки является опорной поверхностью для элемента качения опорной системы, а наружная поверхность полки или смежная с ней наружная поверхность интегральной конструкции является ограничительной поверхностью. Каждая интегральная конструкция снабжена также, по меньшей мере, одной второй полкой для позиционирования центра масс на оси гильзы цилиндра или в непосредственной близости к указанной оси.
Согласно одному из предпочтительных вариантов изобретения обе полки расположены на противоположных сторонах гильзы цилиндра и образуют прямой угол. Альтернативно, обе полки могут быть обращены в противоположные стороны.
В другом варианте осуществления изобретения первая и вторая полки интегральной конструкции обращены в противоположные стороны и расположены по одну сторону гильзы цилиндра. В этом случае стенка гильзы цилиндра, противолежащая указанным полкам, выполнена увеличенной толщины с образованием третьей полки.
Изобретение предлагает также экономически эффективный способ изготовления интегральной конструкции для описанной мачты погрузчика посредством горячего экструзионного прессования или холодного волочения. В соответствии с данным способом для позиционирования центра масс интегральной конструкции на оси гильзы цилиндра или в непосредственной близости к указанной оси интегральную конструкцию формуют с двумя полками. При этом одна из этих полок должна быть адаптирована для установки балки двутаврового профиля с опорой посредством элемента качения на внутреннюю поверхность данной полки. Противолежащая ей наружная поверхность полки или смежная с ней наружная поверхность интегральной конструкции является ограничительной поверхностью.
По сравнению с известными решениями настоящее изобретение обеспечивает получение следующих преимуществ.
Поле обзора оператора существенно увеличивается в наиболее важном направлении наблюдения, так как зона отсутствия обзора, или слепая зона, уменьшается, поскольку гильза гидроцилиндра находится внутри мачты. Механизм становится более простым, так как он имеет меньше компонентов, что снижает затраты на изготовление и техническое обслуживание. Изготовление балки по изобретению в виде единого элемента экономически выгодно при серийном производстве. Поскольку габаритные размеры мачты, то есть ее длина и ширина, становятся меньше, обеспечиваются более удобное управление и улучшенная маневренность погрузчика в стесненных складских помещениях. Выполненная в виде единого элемента балка имеет также более выгодное соотношение жесткости и массы. Кроме того, упрощается организация опорной системы для балок.
Интегральную балку по изобретению предпочтительно изготавливают способом горячего экструзионного прессования или холодного волочения. Ось полости цилиндра, образующего интегральную часть балки, проходит через центр масс балки или в непосредственной близости от него, предпочтительно - точно через центр масс. Отклонение от этого положения немедленно создает проблемы при горячем экструзионном прессовании или холодном волочении и, в зависимости от параметров процесса, на определенном этапе делает данный способ полностью непригодным. Именно поэтому решение по патентному документу ФРГ №3200287 А1 не может быть осуществлено с использованием упомянутых технологических способов.
Примеры осуществления настоящего изобретения будут подробнее описаны ниже со ссылками на прилагаемые чертежи, на которых:
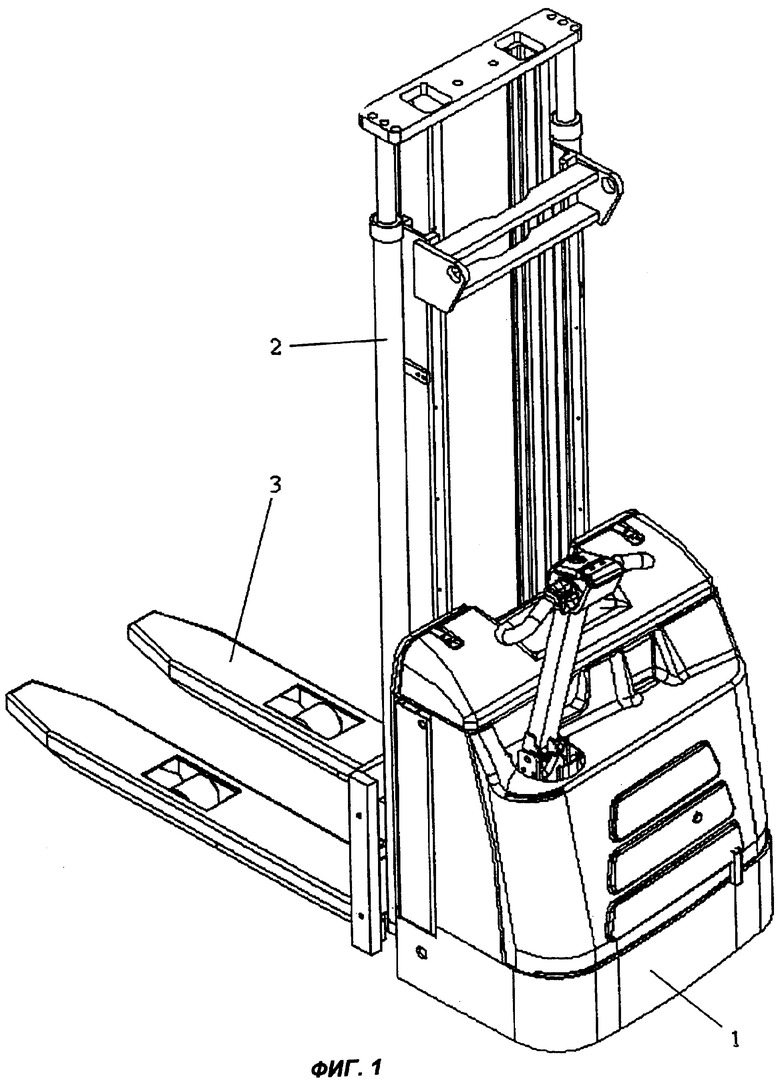
фиг.1 изображает в перспективе известный погрузчик с мачтой в соответствии с уровнем техники,
фиг.2 изображает на виде сверху в разрезе конструкцию мачты, в которой гильзы цилиндров выполнены в составе мачты,
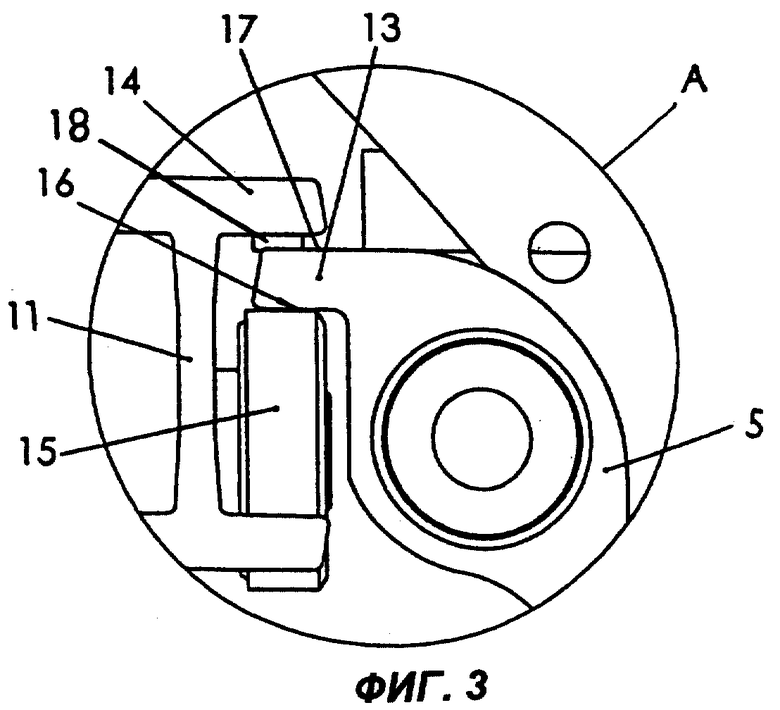
фиг.3 изображает в увеличенном виде узел А на фиг.2, иллюстрируя опорную систему мачты,
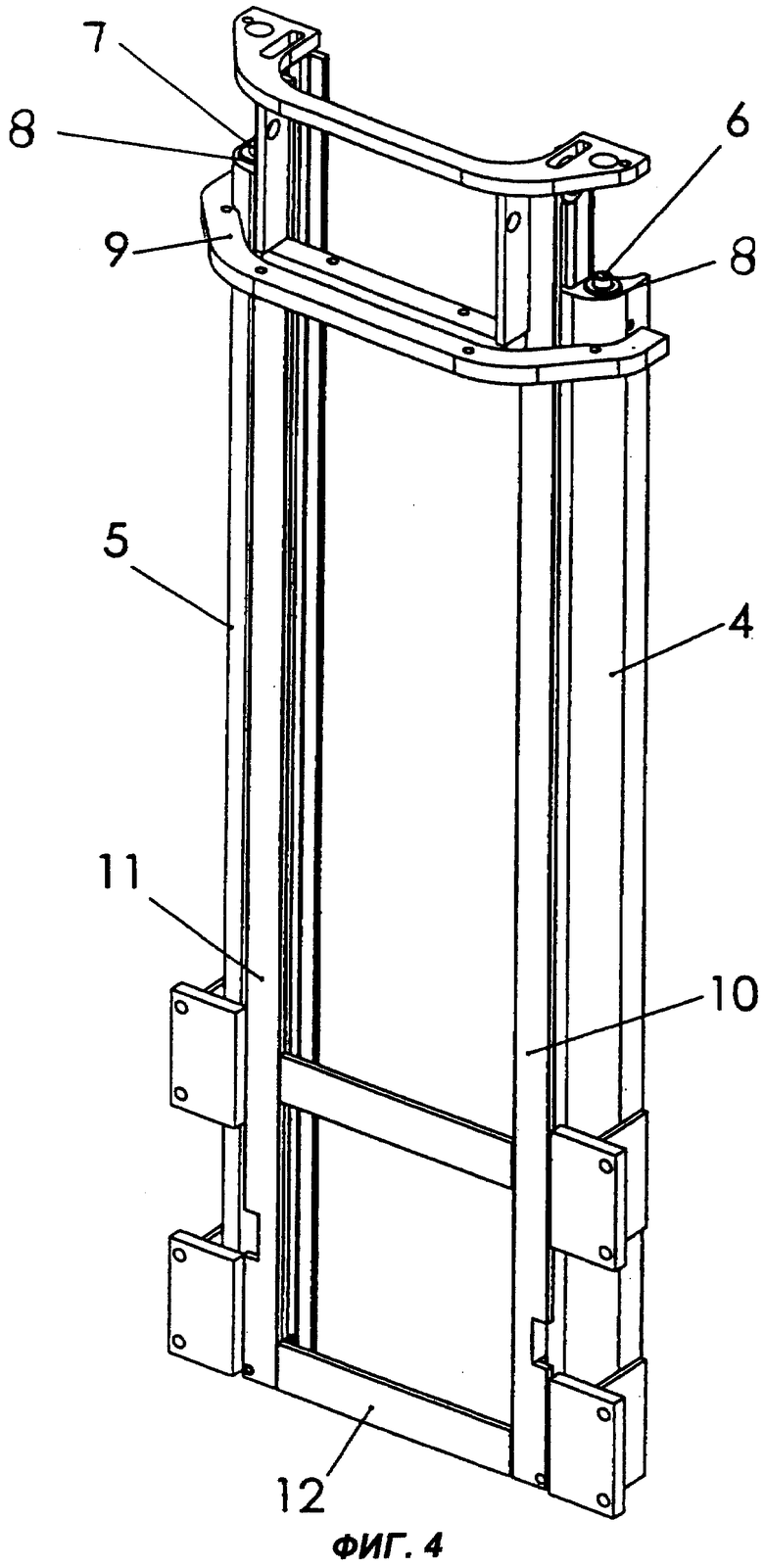
фиг.4 изображает мачту по фиг.2 на виде в перспективе спереди сверху,
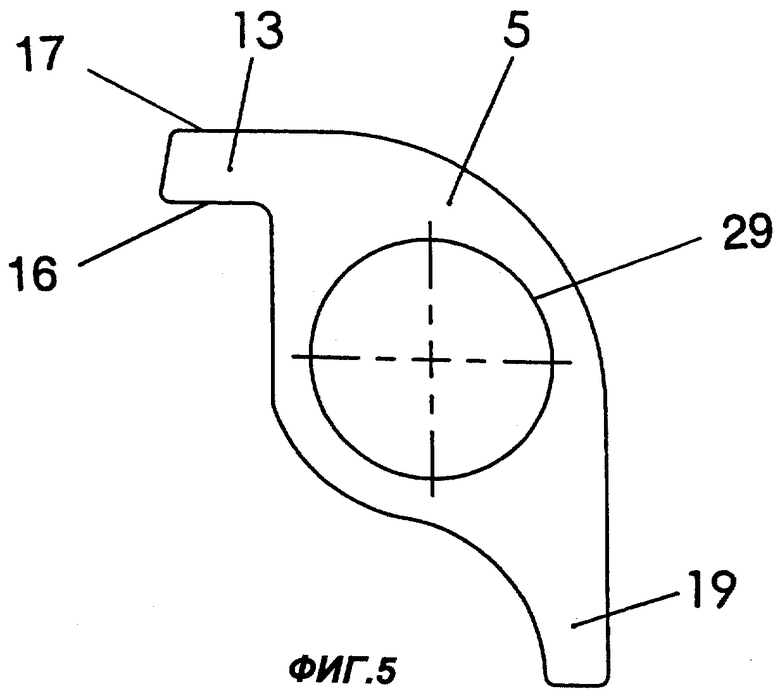
фиг.5 изображает интегральную балку по изобретению в поперечном сечении,
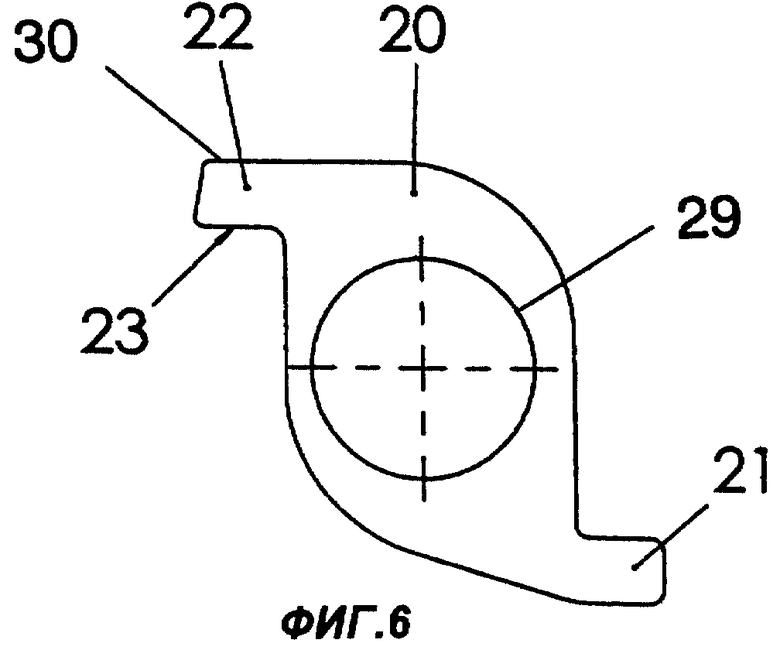
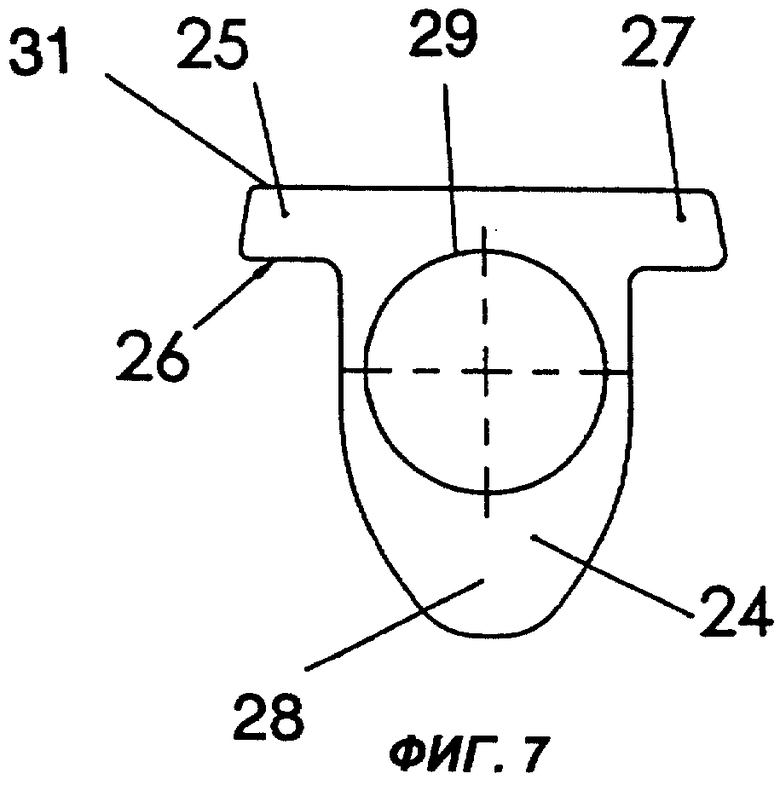
фиг.6 и 7 изображают в поперечном сечении два предпочтительных примера выполнения балки, выполненной в виде единого элемента.
Сведения, подтверждающие возможность осуществления изобретения
На фиг.1 показан известный погрузчик с мачтой. Корпус 1 машины связан с конструкцией 2, содержащей мачту и гидроцилиндры и предназначенной для подъема грузонесущей каретки 3. В данном случае грузонесущая каретка представляет собой вилочный захват. Подъем вилочного захвата производится в один или более этапов в зависимости от конструкции мачты.
Фиг.2 изображает мачту погрузчика в соответствии с изобретением в поперечном разрезе на виде сверху, где показаны по существу вертикальные балки или стойки 4 и 5, выполненные в виде единых (интегральных) элементов с внутренними гильзами 29 цилиндров и плунжерами 6 и 7. Гильзы 29 цилиндров образуют каналы, которые проходят по всей длине балок 4 и 5. Каждый канал закрыт с одной стороны, например на нижнем конце, уплотнительной втулкой или заглушкой, а наверху снабжен сальником для уплотнения и направления плунжера 6, 7. Балки 4 и 5 соединены одна с другой по существу горизонтальной балкой (поперечиной) 9. Между двумя балками 4 и 5 по ширине погрузчика установлена промежуточная или грузонесущая каретка, которая содержит по существу вертикальные балки в форме двутавровых секций 10 и 11 и горизонтальную балку (поперечный элемент) 12. Каждая балка 4, 5 снабжена полкой 13, которая расположена между полкой 14 двутавровой секции 10, 11 каретки и элементом или элементами 15 качения опорной системы для обеспечения возможности перемещения каретки в вертикальном направлении. Полка 13 имеет две противолежащие поверхности, которые образуют опорную поверхность 16 и ограничительную поверхность 17, являющиеся, соответственно, внутренней и наружной относительно центра масс интегрального элемента поверхностями. Интегральные балки 4 и 5 могут быть установлены на корпусе мачтового погрузчика либо жестко, либо с возможностью поворота.
На фиг.3 показан в увеличенном масштабе узел А по фиг.2, где более ясно видны опорная система с элементом качения 15 и ограничительная поверхность 17, входящие в состав мачты. Балка 11 двутаврового профиля имеет ограничитель, выполненный в виде всего одной полки 13 балки 5. При перемещении каретки опорная система, предпочтительно на основе элементов 15 качения (роликов), движется вдоль внутренней (опорной) поверхности 16 полки 13. При этом ограничительная поверхность 17 полки 13 опирается на элемент 18, установленный на полке 14 двутавровой балки 11. Предпочтительно элемент 18 выполнен в виде винта или подобного элемента для регулировки зазора. Направляющее воздействие на двутавровую балку 11 осуществляется в основном посредством контакта элемента 15 качения с опорной поверхностью 16 балки 5. Ограничивающая поверхность на противолежащей стороне полки 13 действует, например, только в начальный момент движения, когда двутавровая балка на короткое время отклоняется в противоположном направлении. Внутренняя и наружная поверхности 16 и 17 полки 13 по существу параллельны направлению рабочего движения (подъема и опускания) погрузчика. Их взаимно смещенное расположение обеспечивает улучшение работы погрузчика. Наружная поверхность 17 продолжается с поворотом на 90° вокруг гильзы 29 цилиндра. Ограничительной поверхностью балок 4 и 5 может служить и эта криволинейная область. Однако предпочтительно ограничительная поверхность соответствует плоской поверхности 17 полки 13.
На фиг.4 мачта по фиг.2 показана на виде в перспективе спереди и сверху. В верхней части балок 4 и 5 внутренняя поверхность гильз 29 цилиндров является предпочтительно механически обработанной областью, которая после изготовления этих балок снабжена отдельными сальниками 8, служащими направляющими плунжеров 6 и 7. В зависимости от конкретной конструкции сальники 8 могут быть расположены либо на верхних, либо на нижних концах балок 4 и 5, что обеспечивает возможность выдвижения плунжеров 6 и 7 либо вверх, либо вниз. На противоположных концах гильзы герметично закрыты уплотнительными втулками или заглушками. За счет этого допуски на изготовление балки, выполненной в виде единого элемента, могут быть несколько увеличены. Уплотнение между плунжерами 6 и 7 и гильзами цилиндров может быть обеспечено и другим известным образом.
Интегральные балки 4 и 5, состоящие из мачтовой структуры, гильз 29 цилиндров и плунжеров 6 и 7, уменьшают слепую зону в поле обзора водителя и не увеличивают длину погрузчика в рабочем направлении (подъема и опускания). Дополнительное преимущество состоит в более простой и легкой по весу конструкции, имеющей улучшенное соотношение жесткости к массе и меньшее число составных частей. Уменьшение числа составных частей дает экономию затрат на изготовление. Кроме того, за счет использования балок в виде единых элементов изготовление балки может осуществляться с использованием экономичных технологий, таких как горячее экструзионное прессование или холодное волочение. Эти технологии требуют, чтобы центр масс поперечного сечения балки, выполненной в виде единого элемента, был расположен на оси гильзы цилиндра или в непосредственной близости от этой оси.
На фиг.5 показана в поперечном сечении балка по изобретению, выполненная в виде единого элемента. Балка 5 имеет центр масс, расположенный на оси гильзы 29 цилиндра, так что изготовление балки может осуществляться способом горячего экструзионного прессования или холодного волочения. Для целей монтажа с использованием опор качения и ограничительного компонента балка (стойка) 5 содержит полку 13, а для целей требуемого позиционирования центра масс она содержит полку 19. Установка балки 5 осуществляется с опорой на поверхность 16, тогда как ограничение смещения достигается обеспечением контакта по поверхности 17. Конструкция имеет удлиненный контур в направлении рабочего перемещения каретки погрузчика, придавая конструкции прекрасную торсионную жесткость, что является существенным для работы мачты.
Фиг.6 изображает в поперечном сечении интегральную балку 20, которая соответствует другому предпочтительному примеру выполнения. Данная балка также может быть изготовлена способом горячего экструзионного прессования или холодного волочения. Балка 20 имеет полку 21, развернутую на 90° по часовой стрелке по сравнению с полкой 19 балки 5 по фиг.2-5. Как и в предыдущем примере выполнения, в этом случае опорная система расположена таким же образом со стороны внутренней поверхности 23 полки 22 балки 20. Ограничение от смещения осуществляется посредством противолежащей поверхности 30 полки 22. Как и для балки 5 на фиг.3, ограничительная поверхность может быть организована также на криволинейной поверхности балки 20. Однако при этом расположении характеристики торсионной жесткости в направлении работы погрузчика не так высоки, как у балки 5 по фиг.5. В этом примере выполнения центр масс также находится в соответствии с требованиями технологии изготовления на оси гильзы 29 цилиндра в балке 20.
На фиг.7 в поперечном сечении показана интегральная балка, также выполненная в виде единого элемента 24 и соответствующая следующему предпочтительному примеру выполнения. Данная балка также может быть изготовлена способом горячего экструзионного прессования или холодного волочения. Балку изготавливают путем выполнения гильзы 29 цилиндра в средней части элемента, имеющего по существу прямоугольное поперечное сечение. Один конец этого элемента, а именно полка 25, может быть снабжен опорной поверхностью 26, а его другой конец образует вторую полку 27. Таким образом, для совмещения центра масс с осью гильзы 29 цилиндра необходимо увеличить массу стенки цилиндра для формирования полки 28 на противоположной стороне указанного прямоугольника. В этом примере выполнения опорная система также расположена вдоль поверхности 26 полки 25, а ограничение от смещений осуществляется с помощью противолежащей поверхности 31 полки 25.
При изготовлении балки 5 в примере выполнения по фиг.5 расход стали составляет примерно 27 кг/м. Аналогичные балки по патентному документу ФРГ №3200287 А1, также выполненные в виде единых элементов, при изготовлении способом горячего экструзионного прессования требуют расхода примерно 50 кг/м. Поскольку стоимость стальных балок на единицу длины прямо зависит от расхода исходного материала на единицу длины, то очевидно, что данное известное решение не является экономически конкурентоспособным при использовании технологий горячего экструзионного прессования или холодного волочения. Кроме того, необходимое возрастание массы увеличивает также габаритные размеры балки, выполненной в виде единого элемента. Как следствие, балка закрывает значительную часть поля обзора оператора. Как было указано выше, изготовление балки другими способами, например путем сварки, также не является конкурентоспособным решением.
Существует множество возможностей формирования гильзы цилиндра внутри сечения мачты. На чертежах показаны несколько предпочтительных примеров выполнения интегральных балок, которые могут быть изготовлены способом горячего экструзионного прессования или холодного волочения. Однако для специалиста в данной области понятно, что при осуществлении изобретения возможны различные изменения и модификации, не выходящие за пределы объема защиты, который определен в пунктах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| ГРУЗОВАЯ КАРЕТКА ГРУЗОПОДЪЕМНИКА ПОГРУЗЧИКА | 2024 |
|
RU2828413C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПРОФИЛЕЙ С ТОЧНЫМ РАЗМЕРОМ ПОЛОСТИ | 2011 |
|
RU2584095C2 |
| СТЕНД ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 1997 |
|
RU2158196C2 |
| КУЗОВ ДЛЯ РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА С УСТРОЙСТВОМ КРЕПЛЕНИЯ СЦЕПКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2548711C2 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА ПРОЛЕТНЫХ СТРОЕНИЙ МОСТОВ | 1942 |
|
SU66830A1 |
| Устройство для сборки под сварку | 1989 |
|
SU1729722A1 |
| МАНИПУЛЯТОР ДЛЯ ПРОВЕДЕНИЯ ИЗМЕРЕНИЙ, ИСПЫТАНИЙ, ИССЛЕДОВАНИЙ И РЕМОНТА ВНУТРИ ОТКРЫТОГО СВЕРХУ И РАСПОЛОЖЕННОГО В КОРПУСЕ НАПОРНОГО БАКА РЕАКТОРА | 1984 |
|
RU2018985C1 |
| ГРУЗОВОЙ ПОДДОН | 1990 |
|
SU1835750A1 |
| Мачтовый подъемник | 1991 |
|
SU1789484A1 |
Изобретение относится к двухсекционной или многосекционной структуре, образующей мачту, и способу ее изготовления. Жестко зафиксированный мачтовый узел содержит по существу вертикальные балки с гильзами цилиндров, образующие интегральную конструкцию, выполненную в виде единого элемента. Гильзы цилиндров образуют каналы, выполненные внутри балок. Способ изготовления посредством горячего экструзионного прессования или холодного волочения интегральной конструкции для мачты погрузчика для позиционирования центра масс заключается в том, что интегральную конструкцию формуют в непосредственной близости к оси гильзы цилиндра. Интегральные конструкции имеют центр масс на оси гильзы цилиндра или в непосредственной близости к этой оси. Каждая интегральная конструкция снабжена первой полкой, одна сторона которой содержит опорную поверхность, а противолежащая ей сторона содержит ограничительную поверхность. Поверхности лежат в плоскостях, параллельных рабочему движению погрузчика. Интегральная конструкция снабжена также, по меньшей мере, одной второй полкой для позиционирования центра масс на оси гильзы цилиндра или в непосредственной близости к ней для создания мачты погрузчика, имеющей более простую и легкую конструкцию, обеспечивающую увеличение поля обзора оператора. 2 н. и 4 з.п. ф-лы, 7 ил.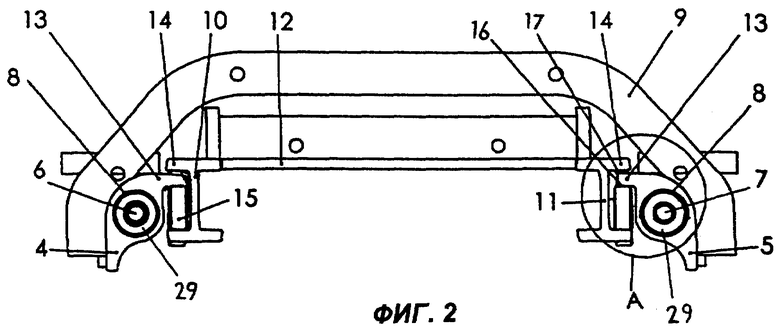
| DE 3200287 A1, 23.09.1982 | |||
| GB 1396715 А, 04.06.1975 | |||
| JP 10152298 А, 09.06.1998 | |||
| JP 10152300 А, 09.06.1998 | |||
| Погрузчик | 1975 |
|
SU652107A1 |

