Описание
Настоящее изобретение относится к упаковочной машине для упаковывания текучих пищевых продуктов и образования запечатанных упаковок. Она содержит средства продольного запечатывания полотна непрерывного упаковочного материала, чтобы сформировать трубку, а также запечатывающие средства для сжатия в поперечном направлении и запечатывания через определенные интервалы трубки, заполненной продуктом, при этом указанные запечатывающие средства содержат первые две группы совместно работающих первых нагревательных запечатывающих захватов и первых запечатывающих контрзахватов, соответственно, а также вторые две группы совместно работающих вторых нагревательных запечатывающих захватов и вторых запечатывающих контрзахватов, соответственно.
Изобретение также относится к пакетоформирующему и запечатывающему модулю для упаковочной машины, содержащей каркас и используемой для упаковывания текучих пищевых продуктов и образования запечатанных упаковок. Модуль включает в себя нагревательные запечатывающие захваты для сжатия в поперечном направлении и запечатывания трубки, заполненной продуктом, через определенные интервалы при взаимодействии с соответствующими запечатывающими контрзажимами. Кроме того, изобретение относится к секции каркаса с цепным транспортером с (контр-) захватами для термосварки.
Технология образования упаковок для жидких или текучих пищевых продуктов хорошо известна. Эти упаковки изготавливают из рулона упаковочного материала, который содержит слои волокнистого материала, например бумаги, и который с обеих сторон покрыт термопластиком, таким как полиэтилен. Та сторона упаковочного материала, которая в упаковке будет контактировать с пищевым продуктом, также содержит слой барьерного материала, такого как алюминиевая фольга, покрытого термопластиком. Для формирования упаковок вышеупомянутого типа к упаковочной машине подают упаковочный материал в виде полотна из рулона. Упаковочный материал стерилизуют, предпочтительно в самой упаковочной машине, посредством химического стерилизующего агента, например раствора перекиси водорода. На стадии стерилизации, стерилизующий агент в итоге будет удален с поверхности упаковочного материала, например, посредством выпаривания нагреванием.
После этого из стерилизованного упаковочного материала образуют трубку, которую запечатывают в продольном направлении. Трубку заполняют стерилизованным текучим пищевым продуктом. Примерами таких текучих пищевых продуктов являются фруктовые соки, пастеризованное или ИНТ-стерилизованное молоко, вино, томатный соус, ванильный соус или, вообще, любые продукты с высокой вязкостью. Затем заполненная трубка проходит между парами бесконечных цепей с совершающими возвратно-поступательное перемещение элементами, несущими запечатывающие средства, в частности, нагревательные запечатывающие захваты на одной паре цепей и запечатывающие контрзахваты на другой паре цепей, при этом запечатывающие средства сжимают и запечатывают трубку через равные интервалы. После этого полученные цепочки упаковок из запечатанного упаковочного материала разрезают между следующими друг за другом заполненными и запечатанными упаковками, получая множество отдельных упаковок.
Известны различные типы упаковок, например, параллелепипедные упаковки и упаковки в форме тетраэдра. Упаковка с известным зарегистрированным товарным знаком Tetra Brik™ является одним из примеров параллелепипедной упаковки. Для получения таких упаковок используют пару бесконечных цепных транспортеров. Один из этих транспортеров снабжен множеством нагревательных запечатывающих захватов, при этом другой цепной транспортер несет на себе множество запечатывающих контрзахватов. Эти два бесконечных цепных транспортера образуют соответствующие бесконечные пути, параллельные и обращенные друг к другу, между которыми подают трубку из упаковочного материала. (Нагревательные запечатывающие) захваты на одной паре бесконечных цепей взаимодействуют с соответствующими (противоположными) контрзахватами на другой паре бесконечных цепей при возвратно-поступательном перемещении для сжатия трубки в равноразнесенных местах и запечатывания ее таким образом, чтобы сформировать поперечные запечатывающие швы. Полученным подушкообразным упаковкам может быть придана окончательная форма, например, посредством сгибания, что, однако, не относится к настоящему изобретению.
Также хорошо известны упаковки в форме тетраэдра, например, упаковки с зарегистрированным товарным знаком Tetra Classic™ или Tetra Classic Aseptic™. Для их изготовления требуются две пары цепных транспортеров. Каждая пара состоит из двух бесконечных цепей, несущих (нагревательные) запечатывающие захваты, и из двух других бесконечных цепей, несущих запечатывающие контрзахваты. Во время операции сжатия и запечатывания, которую поочередно выполняют захватами на соответствующих парах, за первой запечатанной цепочкой, следующей в первом направлении, проходит последующая запечатанная цепочка в направлении, перпендикулярном первому направлению, и т.д. с чередованием. Таким образом получают упаковки в форме тетраэдра.
Известными примерами упаковочных машин, которые упомянуты выше, являются упаковочные машины, известные как ТВА/22, производимые Tetra Brik Packing Systems, Via Delfini 1, Модена, Италия, и предназначенные для изготовления параллелепипедных упаковок, известных под зарегистрированным товарным знаком Tetra Brik™. На этой известной машине установлены две пары цепей.
Машины для изготовления упаковок в форме тетраэдра Tetra Classic™/Tetra Classic Aseptic™ известны как ТС/ТСА65 и производятся фирмой TetraPak Stalvall, Швеция. Такие машины содержат четыре пары стационарно установленных цепей.
Таким образом, чтобы иметь возможность изготовления упаковок разных типов и/или разных размеров (объемов), т.е. как упаковок в форме параллелепипеда, так и упаковок в форме тетраэдра, требуются по меньшей мере две разные упаковочные машины. Очевидно, что это невыгодно и приводит к значительным затратам, поскольку упаковочная машина представляет собой дорогой и громоздкий агрегат. Кроме того, каждая машина требует тщательного технического обслуживания, а при запуске производства требует определенного периода наладки. Так, например, может возникнуть потребность в упаковывании одного и того же текучего пищевого продукта в различные типы упаковок или в упаковки разных размеров, например, в зависимости от требований рынка и т.д., а это предполагает значительные дополнительные затраты на эксплуатацию и обслуживание двух или более разных машин. Согласно другому аспекту, механизмы для привода цепных транспортеров имеют сложную конструкцию и имеют тенденцию ухудшать эксплуатационную гибкость машины.
Задачей настоящего изобретения является создание такой упаковочной машины вышеописанного типа, которая могла бы использоваться для изготовления упаковок разных типов и размеров. В частности, задача изобретения состоит в создании упаковочной машины, которая может использоваться как для изготовления подушкообразных упаковок, так и упаковок в форме тетраэдра. В более общем смысле задача изобретения состоит в создании упаковочной машины, имеющей эксплуатационную гибкость, а именно более высокую эксплуатационную гибкость, чем известные упаковочные машины. Задача изобретения также состоит в создании упаковочной машины, позволяющей изготавливать разнообразные упаковки, обычно изготавливаемые разными машинами упаковывания текучих пищевых продуктов. Кроме того, задача состоит в создании упаковочной машины, работа и техническое обслуживание которой упрощены.
Еще одна частная задача изобретения состоит в обеспечении возможности изготовления упаковок различных типов с меньшими затратами и более простым образом, чем при использовании известных упаковочных машин. Точнее, задача состоит в создании упаковочной машины с уменьшенным количеством конструктивных частей, требующих наладки и обслуживания, которые могли бы ломаться, изнашиваться и т.д. Помимо этого, задача изобретения состоит в создании упаковочной машины, при использовании которой период запуска производства может быть сокращен и посредством которой быстрее и легче переключаться между изготовлением различных типов упаковок.
Для решения указанных задач изобретение обеспечивает упаковочную машину, в которой по меньшей мере одна из упомянутых первой и второй групп взаимно или попарно взаимодействующих первых и вторых двух запечатывающих захватов может переходить между первым и вторым состоянием, чтобы упаковочная машина могла работать в первом и втором состояниях, позволяя изготавливать упаковки разных типов. В частности, упомянутую по меньшей мере одну из первых и вторых парных групп несут цепные транспортеры, установленные с возможностью перемещения между первым положением, соответствующем первому состоянию, и вторым положением, соответствующем второму состоянию, при этом первое положение является таким рабочим положением, в котором соответствующие запечатывающие захваты могут сжимать и запечатывать упаковки, а второе положение является таким рабочим положением, в котором запечатывающие захваты этой группы не действуют. Таким образом, когда запечатывающие захваты обеих из первых и вторых парных групп захватов находятся в рабочем положении, могут изготавливаться упаковки одного типа, а если только одна из первых и вторых парных групп захватов находится в рабочем положении, то изготавливаются упаковки другого типа. В частности, когда цепные транспортеры обеих из первых и вторых парных групп находятся в рабочем положении, изготавливаются упаковки, имеющие форму тетраэдра, тогда как если в рабочем положении находятся лишь цепные транспортеры одной из первых и вторых парных групп, то изготавливаются, например, подушкообразные упаковки. При этом цепные транспортеры первых парных групп захватов расположены под углом 90° по отношению к цепным транспортерам вторых парных групп запечатывающих захватов.
В варианте выполнения, каждая из первых и вторых парных групп содержит два цепных транспортера, при этом один из цепных транспортеров указанных первых и вторых парных групп несет множество нагревательных запечатывающих захватов, тогда как другой цепной транспортер несет множество запечатывающих контрзахватов для попарного взаимодействия с нагревательными запечатывающими захватами. Упаковочная машина содержит основной каркас, при этом два цепных транспортера первых парных групп захватов установлены на первой и второй каркасных секциях, с возможностью перемещения соединенных с основным каркасом. В альтернативном варианте, два цепных транспортера вторых попарных групп захватов установлены на своих каркасных секциях, т.е. на третьей и четвертой каркасных секциях, которые с возможностью перемещения соединены с основным каркасом. В еще одном варианте две каркасные секции (третья и четвертая) неподвижно установлены на основном каркасе. Каркасные секции, установленные с возможностью перемещения относительно основного каркаса, в частности, могут быть шарнирно соединены с основным карсасом, чтобы обеспечить возможность их легкого перемещения между первым рабочим положением и вторым отведенным (нерабочим) положением. Первые и вторые парные группы, в частности, могут быть полностью отдельными друг от друга, то есть первая и вторая секции или третья и четвертая секции, соответственно, могут быть отдельно соединены с основным каркасом одинаковым или различным образом, то есть неподвижно или с возможностью перемещения, обеспечивая то, что по меньшей мере две секции (первая и вторая или третья и четвертая) подвижно соединены с основным каркасом, либо с другой частью машины, посредством чего обеспечивается возможность их перемещения между рабочим и нерабочим положением. Первая и вторая секции расположены под углом 180° по отношению друг к другу.
В варианте выполнения машины, позволяющем снизить затраты, связанные с ее приобретением, эксплуатацией и обслуживанием, и имеющую уменьшенное количество деталей, приводным является только один из цепных транспортеров взаимодействующей пары, включающей транспортер, на котором установлены захваты нагревательного и запечатывающего типа, и другой транспортер с запечатывающими контрзахватами. Другой транспортер, взаимодействующий с указанным приводным транспортером по этому варианту выполнения, перемещается прикладываемым давлением запечатывания между нагревательными запечатывающими захватами и запечатывающими контрзахватами, установленными на цепных транспортерах и взаимодействующими при операции сжатия и запечатывания. Эта концепция может быть применена независимо от наличия двух или четырех групп запечатывающих захватов, причем она также применима, если фактически имеются четыре группы запечатывающих захватов, обеспечивающих возможность изготовления упаковок различных типов, при этом только одна группа приводится посредством другой группы, в то время как эта другая группа является приводной. В одном из таких вариантов выполнения цепные транспортеры двух смежных секций приводятся в движение приводными средствами, содержащими цепную систему и приводной двигатель. Две такие смежные секции расположены под углом 90° по отношению друг к другу и таким образом не несут на себе зажимов, взаимодействующих друг с другом.
В варианте выполнения конструкции, в котором один цепной транспортер приводят косвенным образом посредством запечатывающих захватов на взаимодействующем с ним цепном транспортере, запечатывающие захваты снабжены бегунками низкого трения. В других вариантах нагревательные запечатывающие захваты приводят посредством запечатывающих контрзахватов, или наоборот. В частности, приводные запечатывающие захваты установлены на соответствующем цепном транспортере посредством бегунков низкого трения, однако наиболее предпочтительно, чтобы оба типа захватов (т.е. захваты и контрзахваты) были установлены на соответствующих цепных транспортерах посредством бегунков низкого трениям. В предпочтительном варианте, бегунки низкого трения включают подшипники, например, шариковые или роликовые, которые, в частности, установлены попарно на задней стороне соответствующего запечатывающего захвата. Например, два шарикоподшипника установлены на верхней задней части запечатывающего захвата, и два шарикоподшипника установлены на нижней задней части запечатывающего захвата. При этом контактная поверхность запечатывающего захвата, контактирующая с полотном на стадии сжатия и запечатывания, содержит элемент высокого трения, например, из резины или, в общем, из эластомерного материала, известного в этой области.
Таким образом, приводные средства требуются только для одного цепного транспортера из пары взаимодействующих цепных транспортеров, несущих на себе попарно взаимодействующие запечатывающие захваты, благодаря высокому давлению запечатывания, прикладывамому между взаимодействующими запечатывающими захватами, а также дополнительному содействию бегунков низкого трения. В частности, в таком варианте конструкции, каждый нагревательный запечатывающий захват (или запечатывающий контрзахват) содержит первое (второе) направляющее средство для придания направления указанному захвату (или контрзахвату). При этом первое направляющее средство на одном захвате взаимодействует с соответствующим вторым направляющим средством на взаимодействующем захвате (контрзахвате). Нагревательный запечатывающий захват может, например, содержать вильчатую часть, а второе направляющее средство на контрзахвате может содержать выступ, сопрягаемый с вильчатой частью. Безусловно, возможны и альтернативные варианты. В частности, направляющие средства дополнительно действуют в качестве позиционирующих средств. Так, функция позиционирования может потребоваться, чтобы правильно расположить нож, установленный каким-либо обычным способом для разрезания полотна после сжатия и запечатывания, относительно канавки, обеспеченной в контактной поверхности взаимодействующего запечатывающего захвата, для гарантии разрезания упаковочного материала в надлежащих местах.
Направляющие и позиционирующие средства, безусловно, могут быть обеспечены также любым другим подходящим способом.
В особенно предпочтительной упаковочной машине может быть реализована как концепция привода только одного цепного транспортера из пары таких транспортеров (то есть обеспечения приводного средства только для одного из пары цепных транспортеров), так и концепция подвижности по меньшей мере двух каркасных секций, несущих взаимодействующие друг с другом запечатывающие захваты на цепных транспортерах, способных перемещаться по отношению к основному каркасу или даже способных отделяться от нее.
Изобретение также обеспечивает двойной, пакетоформирующий и запечатывающий модуль для упаковочной машины для упаковывания текучих пищевых продуктов и изготовления запечатанных упаковок. Указанный двойной модуль содержит по меньшей мере первые две группы взаимодействующих друг с другом первых нагревательных запечатывающих захватов и первых запечатывающих контрзахватов, которые несут соответствующие цепные транспортеры, установленные на каждой каркасной секции, при этом указанные секции установлены на основном каркасе с возможностью перемещения между рабочим и нерабочим положениями. В частности, каркасные секции могут быть отдельно и шарнирно соединены с основным каркасом упаковочной машины.
В одном из вариантов выполнения, двойной модуль дополнительно содержит вторые группы попарно взаимодействующих вторых нагревательных запечатывающих захватов и вторых запечатывающих контрзахватов, которые несут соответствующие цепные транспортеры, установленные на каркасных секциях. Конкретно, секции вторых парных групп подвижно и отдельно соединены, например, шарнирно, с основным каркасом. Это означает, что секции (и соответственно цепные транспортеры) как для первых, так и для вторых парных групп могут быть установлены в рабочее или нерабочее положения, так что можно выбрать, какую из первых и вторых парных групп использовать для производства запечатанных упаковок, при этом обе из первых и вторых парных групп (то есть четыре группы) могут быть все установлены в рабочее положение, чтобы можно было изготавливать другой тип упаковок, например, в форме тетраэдра, а когда используют только две взаимодействующие группы, то могут изготавливаться параллелепипедные, например, подушкообразные упаковки. В варианте, секции для двух взаимодействующих групп неподвижно прикреплены к основному каркасу упаковочной машины, а это означает, что могут изготавливаться различные типы упаковок в зависимости от того, сколько групп находится в рабочем положении - две или четыре.
В варианте только один из цепных транспортеров взаимодействующих двух групп является приводным, тогда как другой цепной транспортер приводится давлением запечатывания, прикладываемым между взаимодействующими запечатывающими захватами, то есть между нагревательными запечатывающими захватами и запечатывающими контрзажимами, в течение операции сжатия и запечатывания.
Наиболее предпочтительной своей простотой по сравнению с известными машинами, не требующей сложного обслуживания и содержащей меньше деталей является такая машина для упаковывания текучих пищевых продуктов и изготовления запечатанных упаковок, которая содержит средства для продольного запечатывания полотна непрерывного упаковочного материала, чтобы сформировать трубку, и попарно взаимодействующие запечатывающие средства для сжатия и запечатывания через равные интервалы заполненной продуктом трубки, при этом запечатывающие средства содержат группу нагревательных запечатывающих захватов, взаимодействующих с группой запечатывающих контрзахватов, установленных на соответствующих цепных транспортерах. В первом варианте выполнения, приводными средствами приводится только один из цепных транспортеров, тогда как запечатывающие захваты на другом цепном транспортере вовлекают в движение (перемещают) давлением запечатывания, прикладываемым между взаимодействующими захватами, то есть между нагревательными запечатывающими захватами и запечатывающими контрзахватами на стадии сжатия и запечатывания. Этот вариант предпочтительно скомбинирован с подвижными секциями с цепными транспортерами, описанными выше. В частности, цепной транспортер, несущий нагревательные запечатывающие захваты, является приводным, при этом его запечатывающие захваты снабжены бегунками низкого трения, например шарикоподшипниками. Такие подшипники могут быть установлены попарно на задней стороне соответствующих запечатывающих захватов. Передние стороны запечатывающих захватов (то есть как нагревательные запечатывающие захваты, так и запечатывающие контрзахваты) снабжены направляющими или зацепляющими средствами, например, в форме вильчатых частей с углублением на захватах одного типа для приема выступа, расположенного на захватах другого типа. Еще точнее, направляющие и позиционирующие средства используют для надлежащего расположения захватов относительно друг друга, при использовании (известных) ножей на запечатывающих контрзажимах. Безусловно, могут использоваться и другие типы направляющих или зацепляющих средств, при этом только один цепной транспортер во взаимодействующей паре цепных транспортеров должен приводиться активными приводными средствами, например, приводным двигателем, соединенным с ведущей шестерней цепного транспортера. Приводные средства, в частности, могут включать приводной двигатель и коническую передачу для приведения в движение двух смежных (то есть не взаимодействующих) цепных транспортеров. Это относится к варианту с четырьмя секциями, обеспечивающему возможность изготовления как упаковок в форме тетраэдра, так и подушкообразных упаковок.
Преимущество изобретения заключается в том, что создана упаковочная машина, обладающая эксплуатационной гибкостью и обеспечивающая возможность изготовления упаковок разных типов, и посредством которой можно легко осуществлять переключение между изготовлением упаковок разных типов, причем такое переключение может быть быстро выполнено. Преимущество также заключается и в том, что обеспечивается машина, у которой требуется приводить только один цепной транспортер из пары взаимодействующих цепных транспортеров, несущих соответственно нагревательные запечатывающие захваты и запечатывающие контрзахваты.
Однако должно быть понятно, что первая концепция, относящаяся к упаковочной машине, обеспечивающей изготовление упаковок различных типов, может быть осуществлена независимо от того, все или только по одному из пары цепных транспортеров активно приводят в действие, или нет. Подобным образом концепция приведения в действие только одного из двух цепных транспортеров может быть применена независимо от того, обеспечивает ли упаковочная машина возможность изготовления упаковок различных типов, или нет, либо, если говорить более определенно, наличия у упаковочной машины двух неподвижно установленных каркасных секций, тогда как две другие каркасные секции, например, шарнирно установлены на основном каркасе, или если машина содержит четыре подвижно (отделяемо) установленные каркасные секции.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже изобретение описывается неограничивающим образом со ссылкой на сопровождающие чертежи, на которых:
фиг.1 - схематичный вид первой каркасной секции с бесконечным цепным транспортером с группами нагревательных запечатывающих захватов,
фиг.2 - схематичный вид второй каркасной секции с бесконечной цепью с множеством запечатывающих захватов,
фиг.3 - вид нагревательного запечатывающего захвата согласно варианту выполнения, в котором только один из цепных транспортеров является приводным;
фиг.4 - вид запечатывающего контрзахвата для взаимодействия с нагревательным запечатывающим захватом по фиг.3;
фиг.5 - вид упаковочной машины с четырьмя каркасными секциями с цепными транспортерами с взаимодействующими запечатывающими захватами и контрзахватами, соответственно, при этом четыре каркасные секции находятся в рабочем положении;
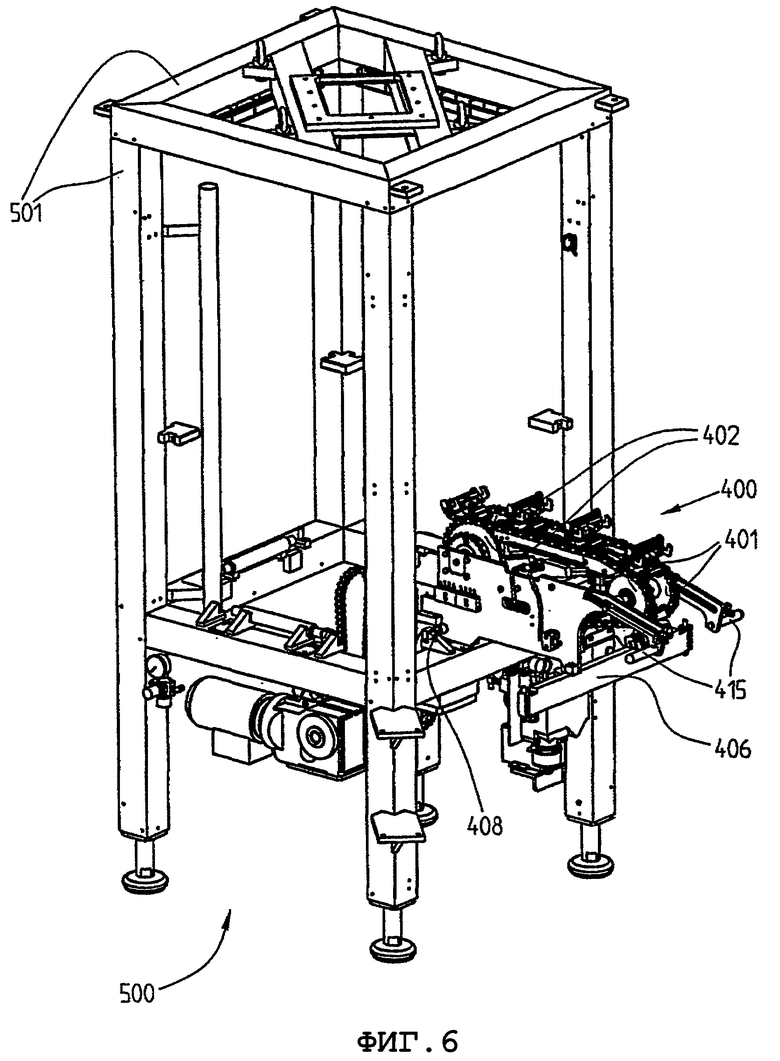
фиг.6 - вид упаковочной машины по фиг.5 с одной каркасной секцией, перемещенной в рабочее положение (для ясности другие секции не показаны);
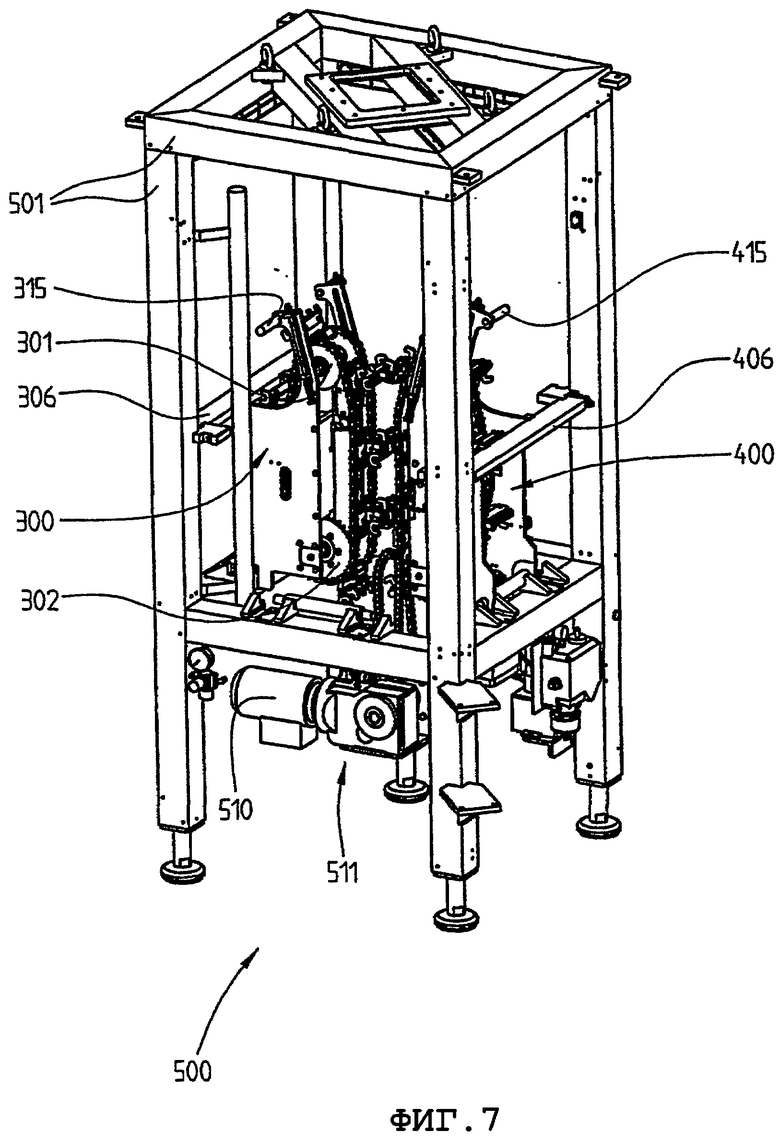
фиг.7 - вид упаковочной машины по фиг.5, в которой две каркасные секции находятся в рабочем положении, при этом две другие секции рамы удалены;
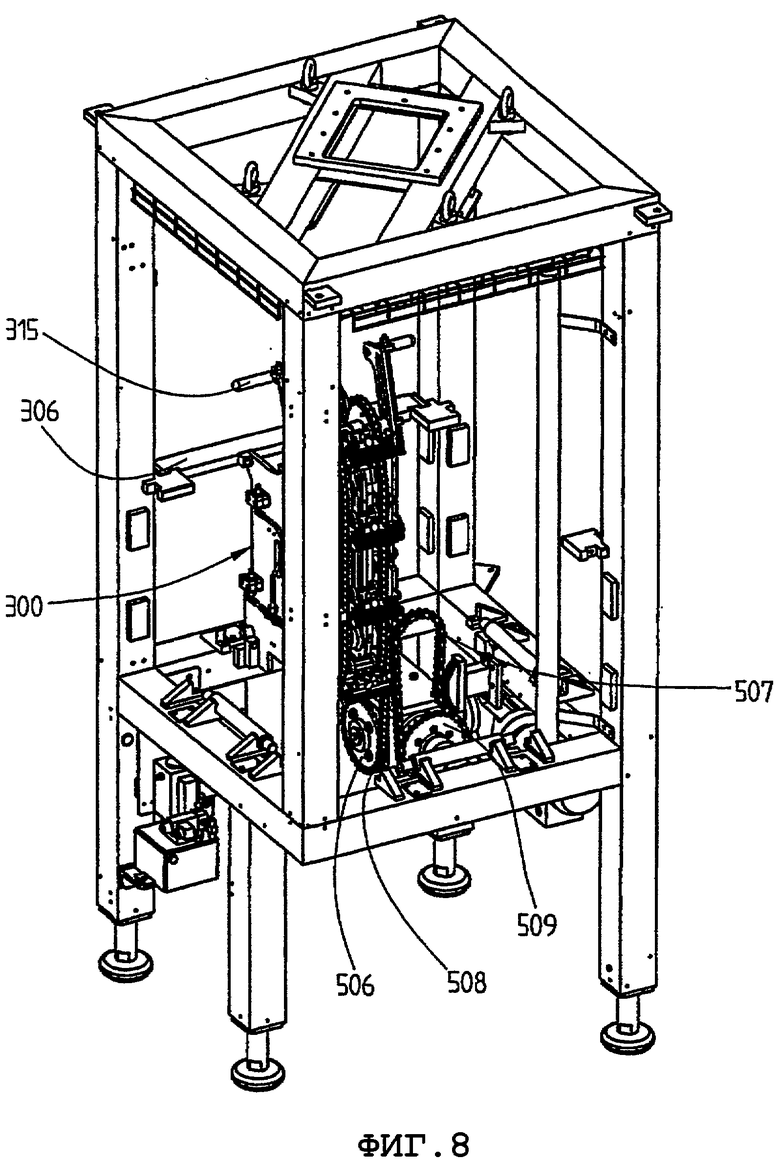
фиг.8 - вид упаковочной машины с одной каркасной секцией в рабочем положении и с приводными средствами для перемещения упомянутой каркасной секции и другой, смежной каркасной секции (не показана);
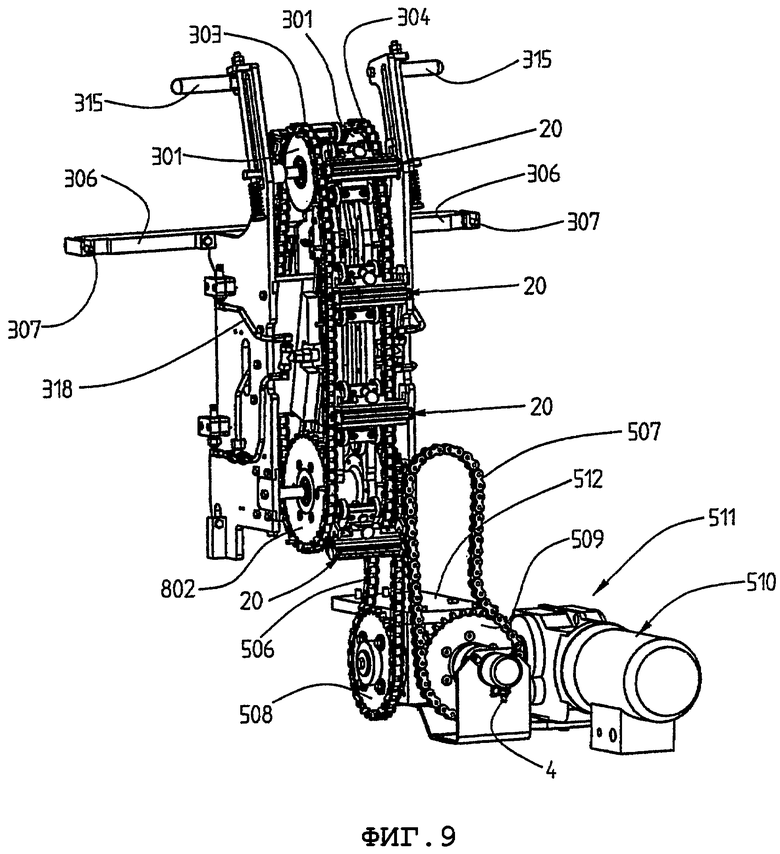
фиг.9 - подробный вид приводных средств.
На фиг.1 показана первая каркасная секция 100, содержащая корпус 105 с первым цепным транспортером, содержащим две цепи 103, 104. Первый цепной транспортер образует первый бесконечный путь, при этом на указанном транспортере обеспечено множество запечатывающих захватов, в данном случае, в частности, нагревательных запечатывающих захватов 10. Нагревательные запечатывающие захваты 10 в рабочем состоянии взаимодействуют с запечатывающими захватами, обеспеченными на второй каркасной секции 200 (см. фиг.2), содержащей цепной транспортер, образующий второй бесконечный путь, при этом между упомянутыми путями подают заполненную продуктом трубку из упаковочного материала таким образом, что вследствие возвратно-поступательного перемещения взаимодействующих захватов и контрзахватов через равные промежутки времени они будут сжимать и термозапечатывать заполненную продуктом трубку так, чтобы сформировать отдельные упаковки, которые после окончания операции сжатия и запечатывания отделяются друг от друга с помощью режущего элемента известным по себе способом; смотри, например, вышеупомянутую европейскую заявку ЕР-А-0887263 или ЕР-А-0887265, включенные сюда посредством ссылки.
Цепные транспортеры содержат верхние направляющие (огибаемые цепью) колеса 101, 101, установленные на валу, и нижние, установленные на валу колеса 102, 102 для цепи. Согласно изобретению первая каркасная секция 100 выполнена отдельно от основного каркаса упаковочной машины. У известных упаковочных машин часть, несущая цепные транспортеры, выполнена за одно целое с основным каркасом машины или жестко прикреплена к нему.
Каркасная секция 100 содержит первое соединительное средство в форме соединительной балки 106 на задней стороне корпуса 105 каркасной секции 100, то есть проходящего перпендикулярно бесконечным путям, образованным цепными транспортерами, и обращенного к основному каркасу (не показан) упаковочной машины. В данном случае соединительная балка 106 отделяемо соединена с основным каркасом упаковочной машины с помощью первых средств крепления 107, 107, содержащих винты или т.п. для прикрепления или присоединения к основному каркасу наружных концов балки 106, к которым можно подобраться с наружной стороны основного каркаса упаковочной машины. Соединительная балка 106 каркаса может быть выполнена за одно целое с секцией 100 либо она может быть прикреплена к каркасной секции 100 с помощью средств крепления, например, винтов, болтов или т.п. Каркасная секция 100 дополнительно соединена с основным каркасом машины с помощью вторых соединительных средств 108, 108, которые в этом варианте содержат углубления, в которые входит соответствующий вал 510, стержень или т.п. основного каркаса машины. В данном случае каркасная секция 100 содержит три боковые стенки, из которых две первые, противоположные боковые стенки 105А, 105А (на чертеже показана только одна из них) идентичны, в то время как третья боковая стенка 105В подсоединена перпендикулярно, чтобы соединить между собой первые две боковые стенки 105А, 105А. Третья боковая стенка 105 В является передней стенкой меньшего размера, расположенной между двумя ветвями цепей, причем она также несет индукционный нагревательный элемент 112, используемый на стадии запечатывания посредством нагревания. Смежно и ниже упомянутых углублений 108, 108 обеспечены крепежные элементы 109, которые могут быть выполнены за одно целое с соответствующей боковой стенкой 105А, на которой они установлены, и со сквозными отверстиями для вхождения вторых средств крепления 110, 110, устанавливаемых ниже валов или стержней 510 для прикрепления каркасной секции 100 к основному каркасу.
На фиг.1 показана первая каркасная секция 100, находящаяся в рабочем положении. Если упаковочная машина должна работать без каркасной секции 100 (и противоположной секции 200, показанной на фиг.2), то первые средства крепления 107, 107 удаляют. В предпочтительном варианте, захватываемые рукой средства 115, 115 соединены с верхней частью корпуса 105, позволяя повернуть каркасную секцию 100 вручную вокруг валов 510, входящих в углубления 108, 108. При этом каркасная секция будет дополнительно соединена с возможностью поворота с валами 510, 510, чтобы предотвратить ее падение и т.д., с помощью вторых средств крепления 109, 109. Каркасная секция 100 может быть перемещена в положение по существу под углом 90° по отношению к положению, показанному на фиг.1, то есть она может быть повернута против часовой стрелки вокруг валов 510, 510 в положение, которое соответствует нерабочему, отведенному положению. В этом конкретном варианте, посредством удаления вторых средств крепления, в данном случае винтов 109, 109, первая каркасная секция 100 будет полностью отделена от основного каркаса и может быть просто вытянута из машины посредством приложения тянущего усилия к захватываемым средствам 115, 115.
Понятно, что соответствующие каркасные секции могут быть отведены из рабочего положения другими способами, причем с полным отделением от основного каркаса или путем перемещения разными способами в наружном направлении, посредством поворота вокруг оси, параллельной бесконечным путям, и т.д., но, главное, так, чтобы цепные транспортеры, установленные на каркасных секциях, могли располагаться в первом состоянии или положении, в котором запечатывающие захваты, расположенные на цепных транспортерах, приводятся в действие для сжатия и запечатывания, или в другом положении, в котором они выведены из приводного положения.
На фиг.1 показаны нагревательные запечатывающие захваты согласно одному варианту их выполнения, более подробно они описаны ниже со ссылкой на фиг.3. Понятно, что также могут использоваться обычные нагревательные запечатывающие захваты, при этом используя концепцию по изобретению.
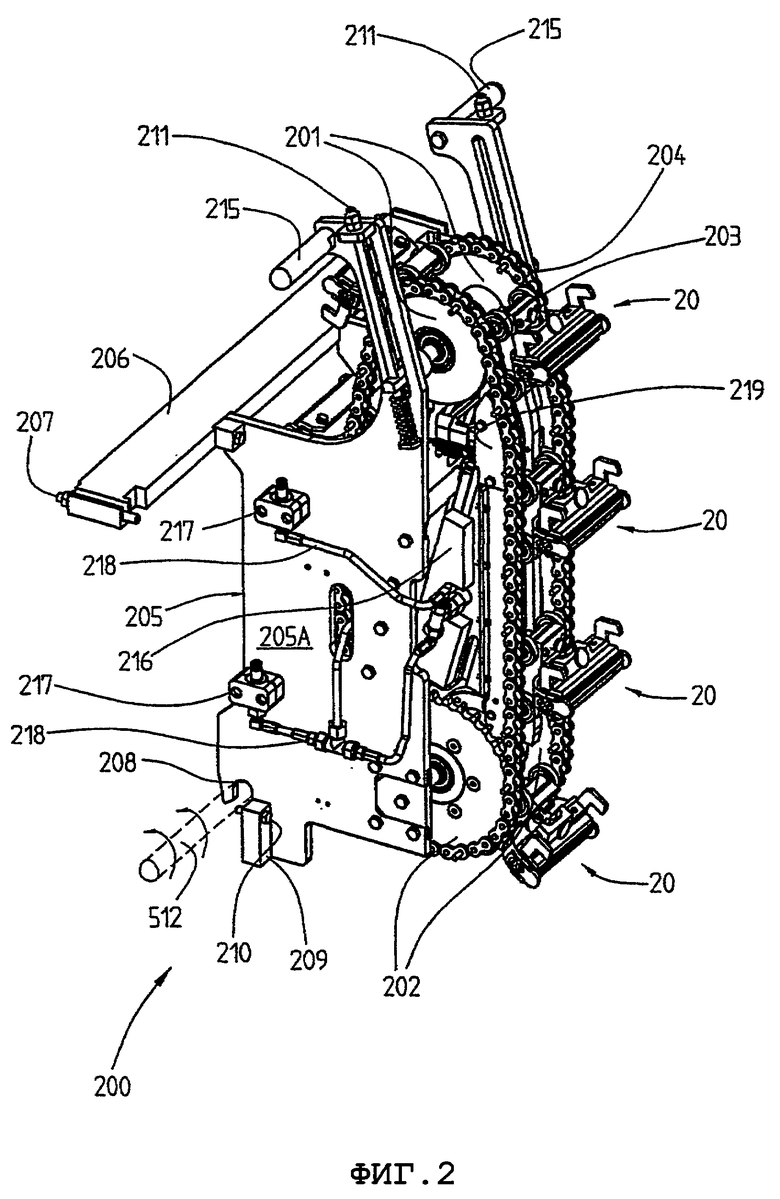
На фиг.2 показана вторая каркасная секция 200, содержащая корпус 205 с цепным транспортером, имеющим две цепи 203, 204, формирующие бесконечный путь, и множество запечатывающих контрзахватов 20, установленных для взаимодействия с нагревательными запечатывающими захватами 10 по фиг.1. Запечатывающие контрзахваты 20 подробно описаны ниже со ссылкой на фиг.4, причем подобно фиг.1, каркасная секция 200 содержит огибаемые цепью верхние колеса 201, 201 и нижние колеса 202, 202.
В других вариантах вторая каркасная секция 200 подобна первой каркасной секции 100, показанной на фиг.1, но с тем отличием, что на соответствующих каркасных секциях обеспечены другие типы запечатывающих захватов для их взаимодействия при выполнении операции сжатия и запечатывания посредством нагревания. В данном варианте вторая каркасная секция 200 также содержит соединительную балку 206, соединяемую с основным каркасом машины с помощью первых средств крепления 207, 207 в форме винтов, а вторые соединительные средства содержат углубления 208, 208, предназначенные для вхождения валов 512, 512 основного каркаса, формирующих точки поворота каркасной секции 200. Как и на фиг.1, крепежные элементы 210, 210 расположены на наружных концах каждой из боковых стенок 205А, 205А (из которых показана только одна), при этом каждый из них содержит сквозное отверстие для вхождения вторых средств крепления в форме винтов 210, которые, когда они находятся в положении крепления, проходят под валами 512, 512, которые таким образом будут удерживаться углублениями 208, 208 и винтами 210, 210.
В этом варианте, для перемещения второй каркасной секции 200 в нерабочее положение первые средства крепления 207, 207 удаляют и, толкая захватываемые средства 215, 215 в наружном направлении, вторую каркасную секцию 200 поворачивают против часовой стрелки вокруг валов 512, 512 основного каркаса в углублениях 208, 208, в частности, на угол около 90°. После этого, если желательно, каркасная секция 200 может быть извлечена из упаковочной машины после простого удаления вторых средств крепления 210, 210. Таким образом, первая и вторая каркасные секции 100, 200 расположены под углом 180° по отношению друг к другу и с возможностью отделения соединены с противоположными сторонами основного каркаса упаковочной машины.
Гидравлические приводные средства 218, присоединенные к боковой стенке 205А корпуса с помощью соединительных средств 217, 217 и через промежуточные секции 216, служат для привода плунжеров 219, 219, обеспечивающих возвратно-поступательное перемещение запечатывающих захватов, которые, например, катятся на шарикоподшипниках 16, 17 (см. фиг.3, 4).
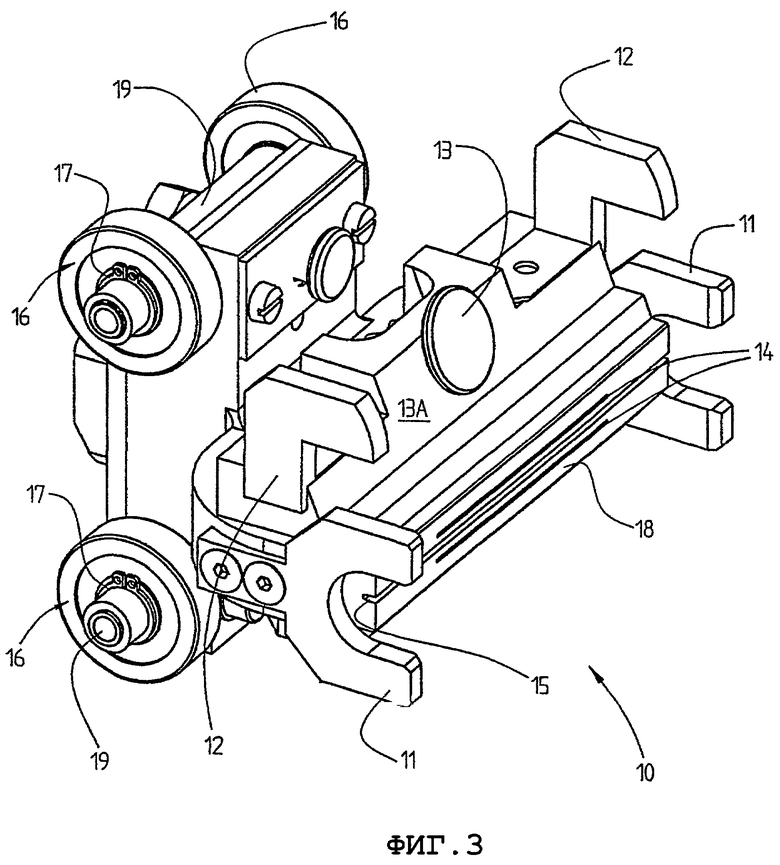
На фиг.3 представлен нагревательный запечатывающий захват 10 согласно одному из вариантов выполнения.
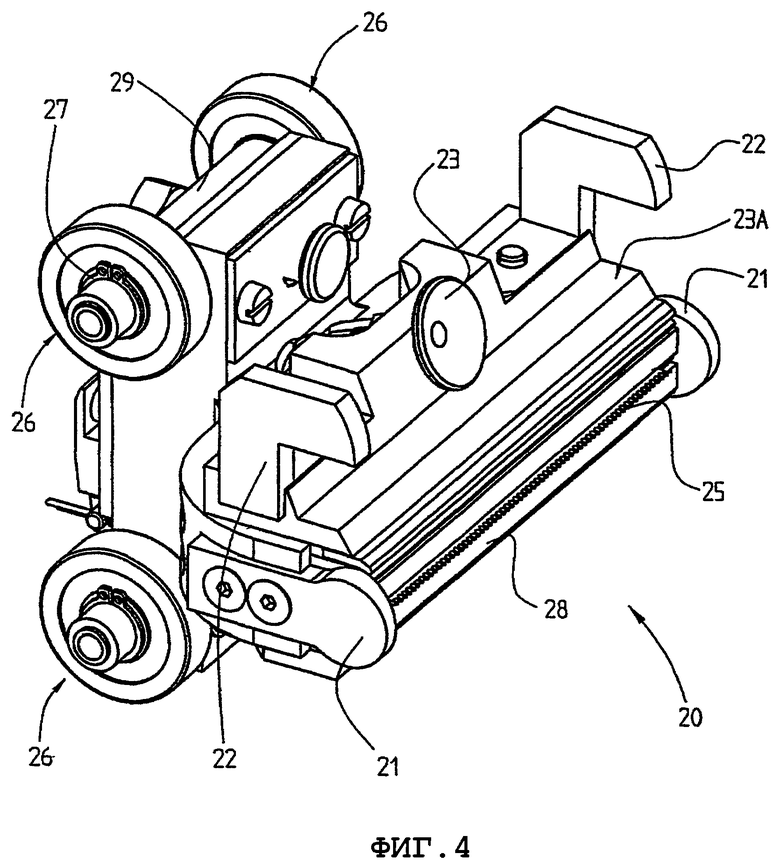
На фиг.4 представлен запечатывающий контрзахват 20, предназначенный для взаимодействия с нагревательным запечатывающим захватом 10 для сжатия и запечатывания нагреванием трубчатого полотна, непрерывно подаваемого между ними. Как и в машинах согласно уровню техники, запечатывающие захваты 10, 20 возвратно-поступательно перемещают так, чтобы через равные интервалы сжимать и запечатывать между ними полотно таким образом, чтобы образовать поперечные швы. Две группы запечатывающих захватов (т.е. захваты и контрзахваты 10, 20) присоединены к бесконечным цепям 103, 104; 203, 204, как показано на фиг.1 и 2. Для изготовления упаковок в форме тетраэдра обеспечивают другие две группы таких цепных транспортеров перпендикулярно вышеупомянутым цепным транспортерам, при этом взаимодействующие захваты на попарно взаимодействующих цепных транспортерах поочередно воздействуют на трубчатое полотно с образованием поперечных швов так, что последовательные поперечные швы образуют друг с другом угол 90°.
Нагревательный запечатывающий захват 10 содержит контактную поверхность 18, покрытую материалом, создающим высокое трение, например резиной или, в общем, эластомером, облегчающим сжатие трубчатого полотна. Также имеются обычным образом установленные индукционные нагревательные элементы 14, 14, между которыми обеспечена канавка 15 для взаимодействия с режущим элементом или ножом на взаимодействующем запечатывающем контрзахвате 20, чтобы в конце операции сжатия и запечатывания нагреванием отделить запечатанные упаковки друг от друга. В одном из вариантов, нагревательный запечатывающий захват 10 содержит средство 13 регулирования объема, с помощью которого можно контролировать и регулировать скобу 13А, определяющую объем. Должно быть понятно, что средство регулирования объема также может быть установлено на противоположной стороне контактной поверхности 18. К средству регулирования объема или к скобе 13А присоединены стопорные элементы 12 для предотвращения повреждения упаковок в конце операции запечатывания, когда захваты покидают упаковки, то есть отходят от них.
В варианте выполнения, обсужденном выше, запечатывающие контрзахваты 20, то есть цепной транспортер, несущий эти захваты, приводится в движение посредством взаимодействия каждого запечатывающего контрзахвата 20 с соответствующим нагревательным запечатывающим захватом 10. (Понятно, что это также может быть выполнено и наоборот, то есть цепи, несущие нагревательные запечатывающие захваты, могут приводиться в движение посредством запечатывающих контрзахватов и т.д.). Для этого нагревательные запечатывающие захваты 10 содержат первое направляющее средство 11, в данном случае в форме вильчатой части, для сопряжения с соответствующим направляющим элементом 21 (см. фиг.4) на противоположном запечатывающем зажиме 20, в данном случае содержащем выступ. Направляющие средства 11, 21 предпочтительно имеют двойное назначение, заключающееся в приведении или в вовлечении в движение посредством соединенных с ними запечатывающих захватов того цепного транспортера, который не приводится приводными средствами, а также в расположении каждого нагревательного запечатывающего захвата 10 по отношению к взаимодействующему с ним запечатывающему контрзахвату 20 так, чтобы режущее средство, например, нож 25 контрзахвата 20 и канавка 15 нагревательного запечатывающего захвата 10 были правильно позиционированы относительно друг друга. Правильное взаимное позиционирование режущего средства и взаимодействующей с ним соответствующей канавки требуется для гарантии того, что разрезание будет выполнено в соответствующем месте, поскольку в ином случае придется прервать процесс производства, а полученные упаковки придется выбросить и т.д.
Кроме того, нагревательный запечатывающий захват 10 снабжен бегунками 16, расположенными на задней стороне захвата 10, которые содержат шарикоподшипники для уменьшения трения, чтобы получить фактически катящиеся бегунки. Поскольку в данном случае почти не будет сопротивления (сравните с запечатывающими захватами уровня техники, которые обычно содержат бегунки, скользящие на плунжерах). Предпочтительно, бегунки 16, содержащие шарикоподшипники, расположены попарно на верхнем и нижнем участках в задней части запечатывающего захвата. Шарикоподшипники установлены на валах 19, к которым они прикреплены или присоединены стопорными кольцами 17, 17.
Согласно изобретению средством использования взаимодействующих направляющих средств и дополнительного содействия элементов 18 высокого трения, применение которых на запечатывающих захватах уже известно, в сочетании с бегунками 16 низкого трения, которые содержат шарикоподшипники или роликовые подшипники, либо подобные элементы, обеспечивающие движение запечатывающих захватов по существу без трения, нет необходимости активного приведения или внешнего привода для обоих цепных транспортеров, несущих взаимодействующие друг с другом запечатывающие захваты.
Подобно нагревательному запечатывающему захвату, запечатывающий контрзахват 20 содержит части 23А, 23А, определяющие объем (показана только одна из них), со средствами 23 регулирования объема, стопорными элементами 22, 22 и контактными поверхностями 28 из фрикционного материала (высокого трения). Он также содержит нож 25, который должен быть размещен соответственно канавке 15 взаимодействующего нагревательного запечатывающего захвата для выполнения разрезания, когда готовые пакеты отделяют друг от друга. Также обеспечены вторые направляющие средства 21, 21, которые в данном случае содержат выступающие части, сопрягающиеся с углублениями первых направляющих средств 11, 11 нагревательного запечатывающего захвата 10. Очевидно, что как первые, так и вторые направляющие средства могут быть выполнены за одно целое с соответствующим захватом (контрзахватом), например, с частями, определяющими объем, либо отдельно от захвата (контрзахвата), но будут соединены с ним тем или иным образом. Подобно нагревательному запечатывающему захвату, контрзахват 20 снабжен четырьмя бегунками 26 низкого трения, находящимися на задней стороне и содержащими шарикоподшипники, установленные на валах 29, 29 и прикрепленные к ним посредством стопорных колец 27, 27.
Также могут использоваться другие виды направляющих средств, функционирующих эквивалентным способом, при этом не имеет значения, на каком типе запечатывающего захвата (т.е. на захвате или на контрзахвате) расположен данный тип направляющего средства.
Однако понятно, что могут использоваться другие типы запечатывающих захватов для осуществления, по меньшей мере, концепции упаковочной машины, которая может использоваться для изготовления более одного типа упаковок посредством каркасных подвижных секций, так что одна из пары групп взаимодействующих запечатывающих захватов может быть перемещена из рабочего положения. Примеры таких запечатывающих захватов представлены, например, в заявке на патент Швеции №0001477-9 (заявитель), поданной 20 апреля 2000, которая включена сюда посредством ссылки.
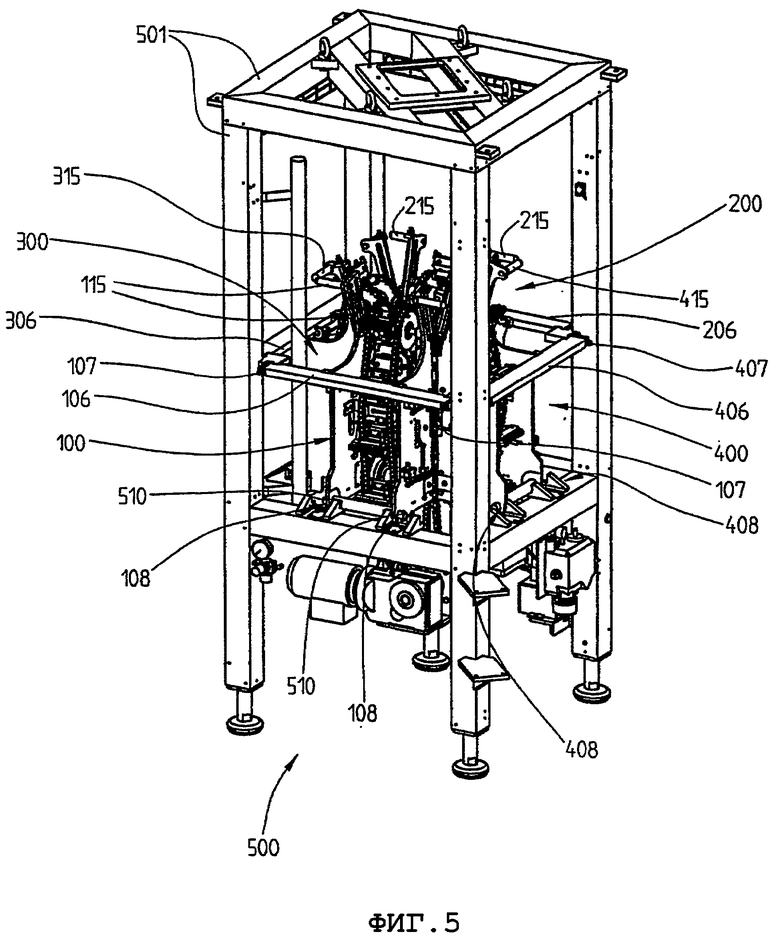
На фиг.5 схематично показана упаковочная машина 500, содержащая основной каркас 501, к которому прикреплены четыре каркасные секции 100, 200, 300, 400, а это означает, что упаковочная машина может использоваться для изготовления упаковок в форме тетраэдра. Взаимодействующие каркасные секции 100, 200 подробно описаны выше со ссылкой на фиг.1 и 2. Подробное описание, относящееся к каркасным секциям 100, 200, также может быть применено к взаимодействующим каркасным секциям 300, 400 в варианте, в котором все каркасные секции установлены с возможностью перемещения. Каркасная секция 100 соединена с основным каркасом 501 с помощью первого, верхнего соединительного средства 106, прикрепленного к основному каркасу 501 с помощью первого средства крепления 107, 107, и второго, нижнего соединительного средства 108, 108. Вторая каркасная секция 200 присоединена к противоположной стороне основного каркаса 501, тогда как каркасная секция 300 установлена на основном каркасе 501 под углом 90° по отношению к первой и второй каркасным секциям, и противоположно четвертой каркасной секции. Каркасные секции 100, 200, 300, 400 снабжены захватываемыми средствами 115, 115; 215, 215; 315, 315; 415, 415. Для ясности на чертеже показаны только некоторые из первых средств крепления, в данном случае винтов 107, 107; 207, 207; 307, 307; 407, 407 и т.д. Если первые средства крепления удалены или инактивированы, то с помощью захватываемых средств соответствующие секции каркаса могут быть повернуты наружу, вращая их против часовой стрелки вокруг валов 510, 510, присоединенных к основному каркасу и проходящих через углубления 108, 108.
Фиг.6 представляет собой чертеж, подобный фиг.5, но на котором четвертая каркасная секция 400 находится в отведенном нерабочем положении. Эта секция повернута на 90° наружу от рабочего положения. Для ясности, на этом чертеже первая, вторая и третья каркасные секции не показаны. Если четвертая каркасная секция 400 отведена, то третья секция 300 также должна быть отведена. Это осуществляют таким же образом. Приводные средства, в данном случае приводящие в движение цепные транспортеры, расположенные друг к другу под углом 90° и таким образом не имеющие взаимодействующих запечатывающих захватов, ниже подробно описаны со ссылкой на фиг.8 и 9.
На фиг.7 также показана машина, подобная машине по фиг.5, но с тем отличием, что две каркасные секции, в данном случае секция 100 и секция 200, полностью удалены из машины, которая при этом может действовать таким образом, чтобы изготавливать, например, подушкообразные упаковки. Здесь предполагается, что указанные две секции отделены от основного каркаса 501 путем удаления вторых средств крепления 110 (см. фиг.1) и 210 (см. фиг.2). На фиг.6 и 7 предполагается, что цепные транспортеры каркасных секций 100 и 400 обычно приводятся приводными средствами, тогда как цепные транспортеры на каркасных секциях 200 и 300 приводятся в движение косвенным образом посредством запечатывающих захватов, присоединенных к цепным транспортерам каркасных секций 100 и 400 и взаимодействующих с запечатывающими захватами соответствующего типа на каркасных секциях 200 и 300.
На фиг.8 схематически показана упаковочная машина 500 с основным каркасом 501, с которым для ясности соединена только одна секция 300. Секция 300 содержит множество запечатывающих контрзахватов, установленных на ведомом цепном транспортере с парой цепей 303, 304, с верхними огибаемыми цепью колесами 301, 301 и с нижними колесами 302, 302 для цепи. Приводной двигатель приводит в движение цепное устройство, содержащее две перпендикулярные цепи 506, 507, приводимые посредством перпендикулярно расположенных приводных колес 508, 509, так что приводное колесо 508 приводит колесо 302 для цепи посредством дополнительной шестерни (не показана), тогда как перпендикулярно расположенная цепь 507 приводит в движение дополнительную шестерню цепного транспортера, например, каркасной секции 100, смежной каркасной секции 300 и расположенной к ней под углом 90°. Поскольку цепные транспортеры смежных и перпендикулярных каркасных секций активно приводят с помощью этих приводных средств, то одна из приводных каркасных секций может быть удалена без влияния на другую приводную каркасную секцию, которая при этом приводит цепной транспортер противоположной секции, с которой она взаимодействует.
На фиг.9 несколько более подробно показано приведение в действие третьей каркасной секции 300, а также показано, как смежная и перпендикулярная каркасная секция приводится теми же приводными средствами. Другие детали уже пояснялись выше со ссылкой на другие фигуры чертежей, и поэтому не описываются дополнительно.
Приводные средства включают двигатель 510 и коническую передачу 511, содержащую два расположенных под прямым углом друг к другу приводных колеса 508, 509, на которых установлены приводные цепи 506, 507, из которых приводная цепь 506 приводит в движение не показанную дополнительную шестерню (не показана), расположенную на том же валу, что и колеса 302, 302.
Очевидно, что изобретение может быть модифицировано различным образом без выхода из объема прилагаемых пунктов формулы изобретения. Например, можно по отдельности приводить в движение цепные транспортеры каждой каркасной секции или использовать соответствующие отдельные приводные средства для приведения в движение двух смежных, перпендикулярно расположенных каркасных секций. Возможны и другие варианты.
Настоящее изобретение относится к упаковочной машине (500) для упаковывания текучих пищевых продуктов и образования запечатанных упаковок. Упаковочная машина содержит средства продольного запечатывания полотна непрерывного упаковочного материала и запечатывающие средства для сжатия и запечатывания через определенные интервалы заполненной продуктом трубки. Запечатывающие средства содержат первые две группы взаимодействующих первых нагревательных запечатывающих захватов (10) и первых запечатывающих контрзахватов (20), соответственно, и вторые две группы взаимодействующих вторых нагревательных запечатывающих захватов (10) и вторых запечатывающих контрзахватов (20), соответственно. Пакетоформирующий и запечатывающий двойной модуль для упаковочной машины содержит основной каркас для упаковывания пищевых продуктов и образования запечатанных упаковок. Каркасная секция для упаковочной машины содержит цепной транспортер, перемещающий группу запечатывающих захватов. Технический результат заключается в повышении эксплуатационной гибкости и уменьшении затрат на производство упаковок разных типов. 4 н. и 20 з.п. ф-лы, 9 ил.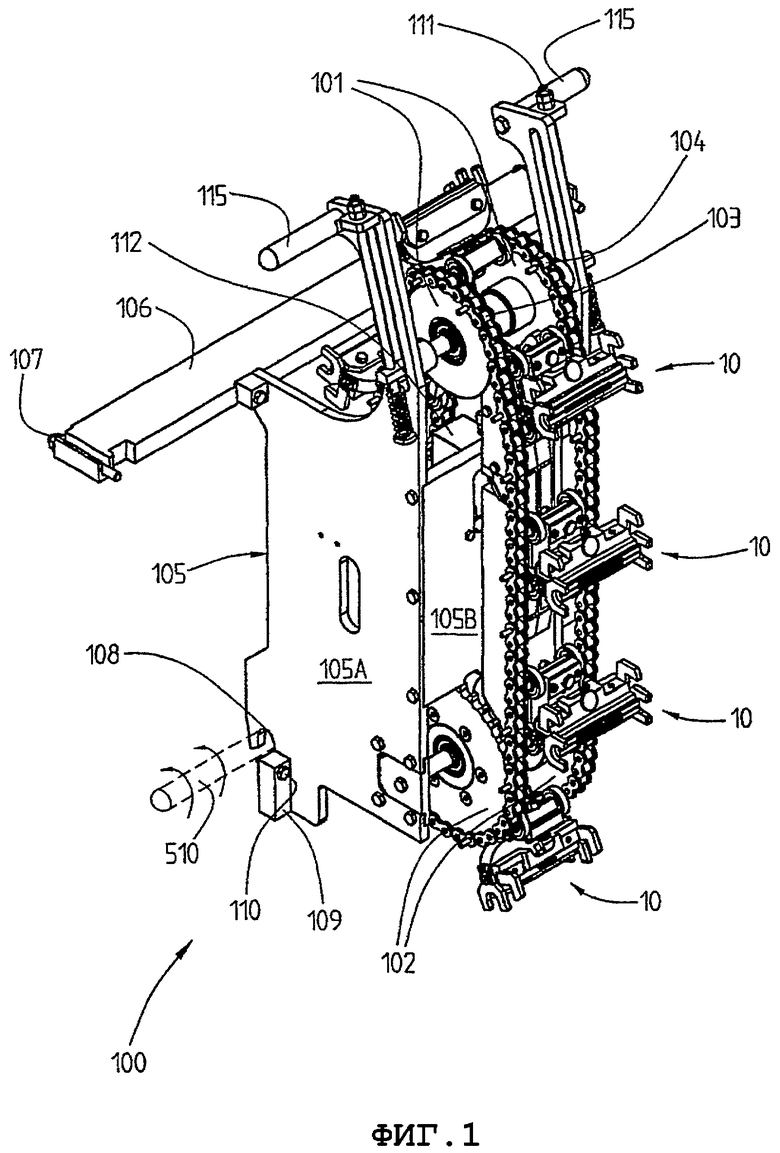
| Роторный пресс для изготовления двухслойных таблеток | 1980 |
|
SU887263A1 |
| Устройство для образования поперечных швов на пакетах | 1979 |
|
SU781115A1 |
| Жидкость-замасливатель для воздушных фильтров | 1988 |
|
SU1562347A1 |
| КОЗЛОВОЙ САМОМОНТИРУЮЩИЙСЯ КРАН | 0 |
|
SU271758A1 |

