Изобретение относится к высокоскоростному фальцовочному узлу упаковочных машин, предназначенных для непрерывного изготовления запечатанных упаковок текучих пищевых продуктов из рукава упаковочного материала.
Многие виды текучих пищевых продуктов, такие как фруктовый сок, пастеризованное или прошедшее ультравысокотемпературную (UHT) обработку молоко, вино, томатный сок и пр., продают в упаковках, выполненных из стерилизованного упаковочного материала.
Типичный пример этого типа упаковки: параллелепипедная упаковка для жидких или текучих пищевых продуктов, известная под названием “Tetra Brik” или Tetra Brik Aseptic (зарегистрированные товарные знаки) и полученная путем сгибания (сгибания) и запечатывания ламинированного полосового упаковочного материала. Этот упаковочный материал имеет многослойную структуру, содержащую слой волокнистого материала, например - бумажный слой, покрытый с обеих сторон слоями термосвариваемого пластикового материала, например - полиэтилена. Применительно к асептическим упаковкам для продуктов длительного хранения, такой как UHT-молоко, упаковочный материал содержит слой барьерного материала, такого как алюминиевая фольга, на котором уложен слой запечатываемого термосваркой материала и который в свою очередь покрыт одним или несколькими слоями запечатываемого термосваркой материала, в конечном счете образующего внутреннюю сторону упаковки, контактирующую с пищевым продуктом.
Упаковки такого вида изготавливают при помощи полностью автоматических упаковочных машин, в которых непрерывный рукав формируют из упаковочного материала в виде подаваемого в них ленточного полотна. Полотно упаковочного материала стерилизуют в упаковочной машине, например, химическим стерилизующим веществом, таким как раствор перекиси водорода, которое после стерилизации удаляют, например - испаряют нагреванием, с поверхности упаковочного материала; и таковое стерилизованное полотно упаковочного материала содержат в замкнутом стерильном пространстве, сгибают и запечатывают продольно, так что образуют вертикальный рукав.
Рукав заполняют непрерывно в нисходящем направлении стерилизованным или стерильно переработанным пищевым продуктом, запечатывают и затем разрезают на равные части, образуя при этом подушкообразные упаковки, которые потом поступают в фальцовочный узел для получения готовых упаковок, имеющих, например, по существу, параллелепипедную форму.
В частности, подушкообразные упаковки содержат, по существу, параллелепипедную основную часть и противоположные верхнюю и нижнюю части, выступающие по бокам на противоположных сторонах основной части и образующие соответствующие треугольные концевые клапаны, сгибаемые на основную часть.
Продольная запечатывающая полоса, образуемая при запечатывании упаковочного материала для формирования вертикального рукава, продолжается вдоль подушкообразных упаковок; и концевые части каждой подушкообразной упаковки имеют соответствующие поперечные запечатывающие полосы, перпендикулярные к соответствующей продольной запечатывающей полосе и образующие соответствующие концевые планки, выступающие с верха и низа упаковки.
Концевые части каждой подушкообразной упаковки сужаются в сторону основной части от соответствующих планок, и фальцовочный узел их прижимает в направлении друг к другу, чтобы сформировать плоские противоположные концевые стенки упаковки, и одновременно концевые клапаны сгибаются на соответствующие стенки основной части.
Известны упаковочные машины упоминаемого выше типа, в которых подушкообразные упаковки сгибают с образованием параллелепипедых упаковок фальцовочными узлами, которые включают в себя транспортер для подачи упаковок по пути формования; несколько сгибающих элементов, расположенных вдоль пути формования и взаимодействующих с упаковками, сгибающих упаковочный материал по предварительно образованным линиям фальцовки; нагревающий узел, который воздействует на клапаны каждой сгибаемой упаковки и термосваркой запечатывает клапаны на соответствующих стенках упаковки; и устройство окончательного давления, которое взаимодействует с каждой упаковкой - удерживает клапаны на соответствующих стенках, пока те остывают.
Поскольку подушкообразные упаковки поступают в фальцовочный узел в перпендикулярном положении и по причине движения впереди транспортера через фальцовочные элементы, концевые планки естественным образом сгибаются на соответствующие концевые стенки упаковок, на не имеющую продольной запечатывающей полосы сторону, т.е. в направлении, противоположном направлению движения транспортера.
Несмотря на то что вышеописанный способ выполняется очень легко, при сгибании концевых планок уменьшается пространство, остающееся на верхних концевых стенках упаковок, для установки повторно закрываемых укупорочных устройств.
Как известно, укупорочные устройства нельзя устанавливать на участках запечатывания упаковок из-за трудности прикрепления укупорочных устройств термосваркой к неровным поверхностям и во избежание нарушения герметичности самих упаковок.
Поэтому укупорочные устройства можно устанавливать только на небольших плоских участках вблизи запечатывающих полос на верхних концевых стенках упаковок, и это обстоятельство определенно ограничивает максимальный размер укупорочных устройств.
Это ограничение также усугубляется ввиду растущего количества пищевых продуктов, имеющих разные физические свойства и упаковываемых вышеупомянутым способом, т.е. в упаковках из бумажного упаковочного материала. В частности, некоторые виды продуктов, особенно полужидкие продукты или продукты, содержащие волокна или частицы, обязательно требуют использования более крупных укупорочных устройств, чтобы продукт можно было выливать без задержек.
Для увеличения места на упаковках для установки укупорочных устройств предлагалось изменить направление, в котором концевые планки сгибают на соответствующую верхнюю концевую стенку, путем их укладки на той же стороне, на которой выполнено продольное запечатывание.
Направление сгибания концевых планок упаковок обычно обращают путем постепенного деформирования планок при помощи имеющих соответствующую форму контактных поверхностей, по которым упаковки перемещаются со скольжением, следуя по пути формования.
Этот способ сгибания концевых планок упаковок, хотя он во многих отношениях целесообразен, не обеспечивает полной повторяемости и надежности сгибания.
Изобретение направлено на обеспечение фальцовочного узла для машины, выполняющей упаковку текучих пищевых продуктов, в котором указанные недостатки фальцовочных узлов уровня техники будут устранены.
Согласно изобретению обеспечен фальцовочный узел для машины, упаковывающей текучую пищевую продукцию, согласно пункту 1 формулы изобретения.
На чертежах
Предпочтительный вариант выполнения, не ограничивающий данное изобретение, описан ниже в качестве примера со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - вид сбоку фальцовочного узла по изобретению для изготовления упаковок текучих пищевых продуктов из запечатанных подушкообразных упаковок; некоторые компоненты удалены в пояснительных целях;
Фиг.2 - вид в перспективе подушкообразной упаковки в том виде, в котором она поступает в фальцовочный узел, показываемый на Фиг.1;
Фиг.3-7 - увеличенные виды, показывающие последовательность фальцовки подушкообразной упаковки, выполняемой вдоль некоторой части пути подачи упаковок; причем, в пояснительных целях, путь показан как будто он прямой и горизонтальный;
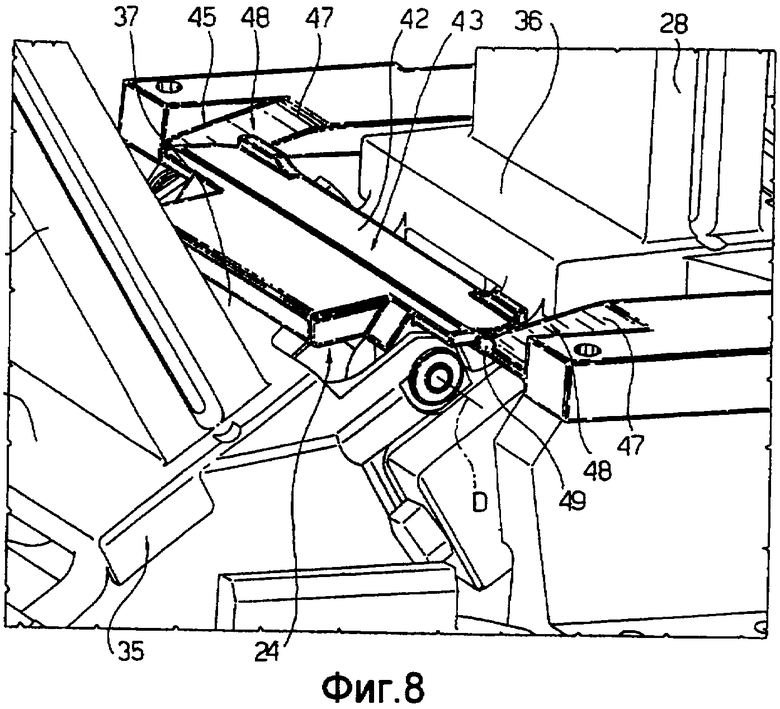
Фиг.8 - увеличенный вид в перспективе фрагмента фальцовочного узла, показываемого на Фиг.1;
Фиг.9 - увеличенный вид сбоку, частично в сечении, варианта фрагмента фальцовочного узла, показываемого на чертеже Фиг.1.
На Фиг.1 позицией 1 обозначен в целом высокоскоростной фальцовочный узел для упаковочной машины (не показана), которая непрерывно изготавливает имеющие форму параллелепипеда запечатанные упаковки 2 с текучим пищевым продуктом, таким как пастеризованное молоко или UHT-молоко, фруктовый сок, вино и пр., из рукава упаковочного материала (не показан) известного уровня техники.
Рукав образуют известным способом до узла 1 путем продольной фальцовки и запечатывания известного из уровня техники полотна (не показано) запечатываемого термосваркой листового материала, который содержит слой бумажного материала, с обеих сторон покрытого слоями запечатываемого термосваркой пластмассового материала, например - полиэтилена. В случае асептической упаковки 2 для таких продуктов длительного хранения, как UHT-молоко, упаковочный материал содержит слой кислородобарьерного материала, например - алюминиевую фольгу, который расположен на одном или на нескольких слоях термосвариваемого пластикового материала, в конечном счете образующего внутреннюю сторону упаковки, контактирующую с пищевым продуктом.
Рукав упаковочного материала затем наполняют упаковываемым пищевым продуктом, запечатывают и нарезают на равные отрезки, получая подушкообразные упаковки 3 (Фиг.1-7), которые затем транспортируют в узел 1, где их сгибают механически и получают соответствующие упаковки 2.
Обращаясь к Фиг.1-7: продольная запечатывающая полоса 4, образованная при получении рукава упаковочного материала из исходного полотна, согнутого в цилиндрическую форму, продолжается по одной стороне каждой упаковки 3, закрываемой на противоположных концах соответствующими поперечными запечатывающими полосами 5, 6 перпендикулярно продольной запечатывающей полосе 4 и в соединении с ней.
Каждая упаковка 3 имеет ось А, параллельную продольной запечатывающей полосе 4, и содержит имеющую форму параллелепипеда основную часть 7; и противоположные, соответственно верхнюю и нижнюю, концевые части 8, 9, сужающиеся от основной части 7 в сторону соответствующих поперечных запечатывающих полос 5, 6.
В частности, основная часть 7 каждой упаковки 3 ограничена в боковом направлении двумя плоскими прямоугольными стенками 10, параллельными друг другу и параллельными оси А, и двумя плоскими прямоугольными стенками 11, проходящими перпендикулярно между стенками 10.
Каждая концевая часть 8, 9 образована двумя стенками 12, каждая из которых имеет форму, по существу, равнобедренной трапеции и которые имеют небольшой наклон друг к другу по отношению к плоскости, перпендикулярной к оси А, и их меньшие стороны образованы соответствующими концевыми краями стенок 10 части 7, и их более крупные стороны соединены друг с другом соответствующей запечатывающей полосой 5, 6.
Наглядно представлено на Фиг.2: продольная запечатывающая полоса 4 продолжается между поперечными запечатывающими полосами 5 и 6, и по всей одной стенке 10, и по соответствующим стенкам 12, расположенным на той же стороне, что и стенка 10.
Каждая запечатывающая полоса 5, 6 образует соответствующую продолговатую, по существу, прямоугольную, концевую планку 13, 14, выступающую в направлении оси А от соответствующей упаковки 3; и два, по существу, треугольных клапана 15, 16, выступающих поперечно на противоположных сторонах основной части 7 и образуемых концевыми частями соответствующих стенок 12.
Для формирования упаковок 2 узел 1 прижимает концевые части 8, 9 соответствующей упаковки 3 вниз плоско друг к другу и одновременно сгибает соответствующие планки 13, 14 на концевые части 8, 9.
Обращаясь к Фиг. 1 и 3-8: узел 1 содержит цепной транспортер 20 для подачи упаковок 3 непрерывно по преимущественно прямому горизонтальному пути В формования от подающей станции 21 к выпускающей станции 22 (обе показаны только схематически) и первое и второе сгибающие средства 23, 24, которые циклично взаимодействуют с каждой упаковкой 3, и уплощают соответствующие концевые части 8, 9 упаковки, и также сгибают соответствующие планки 13, 14 на концевые части 8, 9.
Транспортер 20 имеет: по меньшей мере, одно зубчатое колесо и в поясняемом примере ведущее зубчатое колесо 25 и ведомое зубчатое колесо 26; и сочлененную цепь 27, охватывающую и зацепляющую зубчатые колеса 25, 26 и имеющую установленные на ней прямоугольные лопасти 28; причем каждая лопасть выступает из цепи 27 и взаимодействует с соответствующей стенкой 10 соответствующей упаковки 3 и толкает эту стенку, чтобы транспортировать упаковку по пути В.
Цепь 27 содержит: прямую горизонтальную верхнюю ветвь 30; нижнюю ветвь 31, по существу, параллельную ветви 30; и две криволинейных С-образных части 32, 33, вогнутости которых обращены к соединительным ветвям 30 и 31 и средние части которых ограничивают подающую станцию 21 и выпускную станцию 22, соответственно.
Путь В включает в себя: прямую часть В1 основания, образуемую ветвью 30 цепи 27; и две, соответственно подающую и выпускающую, концевые части В2, В3, образуемые соответствующими верхними частями 32а, 33а частей 32, 33 цепи 27, проходящей между соответствующими станциями 21, 22 и ветвью 30. Ветвь 30 и части 32а, 33а частей 32, 33 поэтому образуют транспортирующую часть цепи 27, доставляющую упаковки 3 из станции 21 в станцию 22; при этом ветвь 31 и остальные части 32b, 33b частей 32, 33 образуют возвратную часть цепи 27, доставляющую лопасти 28 из станции 22 в станцию 21.
Цепь 27 имеет некоторое число сочлененных звеньев 35, образуемых, по существу, плоскими прямоугольными пластинами, от которых перпендикулярно выступают соответствующие лопасти 28. В частности, каждая лопасть 28 продолжается от промежуточной точки соответствующего звена 35 и разделяет звено на две приблизительно прямоугольные опорные части 36, 37, на которых находятся упаковки 3, и длина которых изменяется вдоль пути В, и которые расположены соответственно перед лопастью 28 и после нее по пути В. В частности, часть 37 длиннее части 36 вдоль пути В.
В этом выполнении транспортера 20 лопасти 28 расположены вертикально вдоль части В1 пути В и занимают приблизительно горизонтальное положение в станциях 21, 22.
Каждая упаковка 3 расположена на транспортере 20 таким образом, что концевая часть 9 контактирует с транспортирующей частью цепи 27, при этом одна из стенок 10 упирается в соответствующую лопасть 28, и ось А параллельна лопасти 28 и расположена поперечно пути В.
В подающей станции 21 каждая упаковка 3 поступает на транспортер 20 в направлении С подачи, соосном с осью А упаковки 3, и в горизонтальном входном положении, в котором концевая часть 9 и соответствующая концевая планка 14 обращены к транспортирующей части цепи 27. Аналогично, каждая готовая упаковка 2 удаляется с транспортера 20 в горизонтальном выпускном положении (не показано, т.к. это обстоятельство не является существенным для пояснения настоящего изобретения).
В частности, вдоль криволинейной части В2 пути В - естественным интервалом между соседними звеньями 35 цепи 27 - концевая часть 9 каждой упаковки 3 заходит на опорную часть 37 только соответствующего звена 35; при этом на прямой части В1 пути В концевая часть 9 каждой упаковки 3 контактирует с опорной частью 37 соответствующего звена 35 и с соответствующей частью 36 предшествующего звена 35.
Обращаясь к Фиг. 1: фальцовочное средство 23 содержит фиксированный удлиненный направляющий элемент 40, который обращен к транспортирующей части цепи 27 и отстоит от нее на некоторое расстояние, продолжается вдоль части, соединяющей части В1 и В2 пути В, и образует на обращенной к цепи 27 стороне вогнутую криволинейную поверхность, сходящуюся с доставляющей частью и взаимодействующую с концевой частью 8 каждой упаковки 3, прижимая ее вниз плоско к цепи 27.
Действие направляющего элемента 40 в сочетании с силой тяжести перемещает упаковки 3 вниз к доставляющей части цепи 27, при этом уплощая обе концевые части 8, 9 упаковок 3.
Две фиксированные стороны 41 (на Фиг. 1 пунктирной линией показана только одна сторона), расположенные на противоположных сторонах транспортера 20, огораживают по бокам ход упаковок по пути В.
Для каждой упаковки 3, поступающей в узел 1, средство сгибания 24 предпочтительно содержит подвижную пластину 42, которая, по меньшей мере, отчасти образует опорную часть 37 соответствующего звена 35 цепи 27 и которая шарнирно прикреплена к звену 35 с возможностью поворота вокруг оси D поперечно пути В и оси А упаковки 3. Каждая подвижная пластина 42 образует толкающую поверхность 43, на которую соответствующая упаковка 3 попадает концом планки 4 и которая поворачивается вокруг оси D между первым рабочим положением и вторым рабочим положением, рассчитанными таким образом, чтобы - по отношению к направлению С подачи и к оси А упаковок 3 - планку 14 можно было сгибать в направлении перемещения упаковок 3 по пути В.
В частности, в первом рабочем положении, занимаемом каждой подвижной пластиной 42 вдоль части В2 пути В, соответствующая толкающая поверхность 43 образует с осью А поступившей на нее упаковки 3 в направлении С угол свыше 90о в направлении пути В, и при этом, когда она контактирует с планкой 14, она сгибается на упаковку 3 в направлении перемещения упаковок 3 по пути В. Во втором рабочем положении, занимающем остальную часть пути В, толкающая поверхность 43 поворачивается к упаковке 3, с которой эта поверхность взаимодействует, и завершает сгибание соответствующей планки 14 на упаковку 3.
В частности, в первом рабочем положении толкающую поверхность 43 каждой подвижной пластины 42 образует с осью А поступившей на нее упаковки 3 или с направлением С подачи в станции 21 подачи угол предпочтительно в пределах значений от 105° до 125° и согласно поясняемому примеру угол 115°; причем во втором рабочем положении толкающая поверхность 43 каждой подвижной пластины 42 или сама подвижная пластина 42, по существу, параллельна пути В.
Для перемещения соответствующей толкающей поверхности 43 из первого рабочего положения во второе рабочее положение каждая подвижная пластина 42 предпочтительно поворачивается фиксированным первым кулачковым устройством 45, находящимся на исходной части прямой части В1 пути В; и для перемещения соответствующей толкающей поверхности 43 из второго рабочего положения в первое рабочее положение каждая подвижная пластина 42 поворачивается в противоположном направлении фиксированным вторым кулачковым устройством 46, находящимся непосредственно перед подающей станцией 21.
Обращаясь к Фиг. 1, 5, 6 и 8: устройство 45 содержит два кулачковых элемента 47, расположенных на противоположных сторонах верхней ветви 30 цепи 27 и сверху ограничиваемых соответствующими пандусными направляющими поверхностями 48, которые имеют уклон вверх в направлении перемещения упаковок 3 по пути В и которые взаимодействуют в скольжении с подвижными пластинами 42, поворачивая их из первого рабочего положения во второе рабочее положение. В частности, каждая подвижная пластина 42 имеет два штыря 49, выступающих в боковом направлении от противоположных сторон подвижной пластины 42, расположенной после соответствующей оси D вдоль пути В, и взаимодействует скольжением с направляющей поверхностью 48 соответствующего кулачкового элемента 47.
Аналогично (Фиг. 1), устройство 46 содержит два кулачковых элемента 50 на противоположных сторонах криволинейной части 32 цепи 27, и оно ограничено - на стороне, обращенной к внешней поверхности криволинейной части 32, - соответствующими пандусными направляющими поверхностями 51, имеющими уклон вниз в направлении перемещения упаковок 3 по пути В и взаимодействующими скольжением с соответствующими штырями 49 подвижных пластин 42, поворачивая подвижные пластины и таким образом перемещая соответствующие толкающей поверхности 43 из второго рабочего положения в первое рабочее положение.
Работа узла 1 далее поясняется со ссылкой на одну упаковку 3, которая, как пример, подается сначала в направлении С на часть 37 соответствующего звена 35 цепи 27 транспортера 20.
Согласно Фиг. 1 и 3: упаковка 3 расположена таким образом, что концевая планка 14 обращена к части 37 звена 35 и перемещается со скольжением по одной стенке 10 вдоль соответствующей лопасти 28, так что планка 14 параллельна лопасти 28.
Перед тем как дойти до подающей станции 21, звено 35 продолжается через кулачковые элементы 50 и взаимодействует с ними, поворачивая соответствующую подвижную пластину 42 вокруг оси D и перемещая соответствующую толкающую поверхность 43 из второго рабочего положения в первое рабочее положение.
Перемещение лопасти 28 и развиваемое ею усилие ставят упаковку 3 на части В2 пути В в вертикальное положение к началу части В1 пути В. Во время этого перемещения концевая часть 8 упаковки 3 взаимодействует скольжением с направляющим элементом 40, который, как указанно выше, сходится с цепью 27 и совместно с цепью 27 прижимает концевые части 8 и 9 плоско вниз.
Одновременно с этим упаковка 3 постепенно принудительно перемещается к части 37 соответствующего звена 35, пока планка 14 не упрется в соответствующую толкающую поверхность 43 в первом рабочем положении; и за счет наличия угла толкающей поверхности и перемещения транспортера 20 планку 14 постепенно сгибают на концевую часть 9 упаковки 3 в направлении перемещения упаковки по пути В (Фиг. 4 и 5).
В начале части В1 пути В звено 35 идет через кулачковые элементы 47 и взаимодействует с ними, поворачивая соответствующую подвижную пластину 42 вокруг оси D, и таким образом перемещает соответствующую толкающую поверхность 43 из первого рабочего положения во второе рабочее положение, и под весом упаковки 3, которая теперь находится в вертикальном положении, завершает сгибание планки 14 на упаковке 3, так что планка расположена, по существу, параллельно пути В.
Упаковка 3 затем подвергается последующим операциям формования, которые здесь не описаны и не поясняются, т.к. не являются частью настоящего изобретения; и затем упаковку выгружают с транспортера 20 в выпускной станции 22.
После того как упаковка 3 покинет звено 35, оно вновь поступает в станцию 21 через кулачковые элементы 50, которые взаимодействуют с соответствующей подвижной пластиной 42, поворачивая ее вокруг оси D и перемещая соответствующую толкающую поверхность 43 из второго рабочего положения в первое рабочее положение.
Вариант согласно Фиг. 9 относится к другой системе перемещения подвижной пластины 42 каждого звена 35 между первым рабочим положением и вторым рабочим положением.
В частности, в этом случае каждая подвижная пластина 42 подпружинивается в первое рабочее положение пружиной 52, например, при помощи цилиндрической винтовой пружины, установленной между подвижной пластиной 42 и частью 37 соответствующего звена 35. В частности, пружина 52 воздействует на концевую часть соответствующей подвижной пластины 42 на противоположной стороне оси D в направлении к концевой части, имеющей боковые штыри 49.
Каждая подвижная пластина 42 поэтому обычно удерживается пружиной 52 в первом рабочем положении и перемещается во второе рабочее положение за счет взаимодействия с кулачковыми элементами 50, которые после имеющих уклон вверх пандусных направляющих поверхностей 51 образуют соответствующие плоские горизонтальные направляющие поверхности (не показано) для обеспечения каждой подвижной пластине 42 второго рабочего положения напротив соответствующей пружины 52, когда соответствующая упаковка 3 перемещается в выпускную станцию 22.
Преимущества узла 1 согласно настоящему изобретению явно следуют из приводимого выше описания.
В частности, планку 14 концевой части 9 каждой упаковки 3 сгибают непосредственно на упаковку 3, упирающуюся в соответствующую подвижную толкающую поверхность 43 в первом рабочем положении, таким образом обеспечивая высокую степень точности и повторяемости и устраняя неточность сгибания, обусловленную сгибом концевых планок при их скольжении по контактным поверхностям.
Помимо этого излагаемое выше сгибание планок 14 упаковок 3 в направлении перемещения упаковок по пути В, т.е. в ту же сторону, что соответствующие продольные запечатывающие полосы 4, требует лишь незначительные изменения в известных фальцовочных узлах, упомянутых во вводной части описания. В частности, ту часть (42) каждого звена 35, которая первоначально принимает упаковку 3, необходимо только сделать подвижной, чтобы изменять угол падения планки 14 упаковки 3 на толкающую поверхность. Путем соответствующего увеличения этого угла относительно прямого угла в направлении упаковок 3 обеспечивается возможность, воспользовавшись скоростью упаковки 3 и инерцией, сгибания планки 14 в нужном направлении, противоположном направлению, которое обеспечилось бы автоматически с углом падения в 90°. Если толкающая поверхность 43 каждой упаковки 3 будет подвижной, то тогда будет можно восстановить толкающую поверхность в положение, перпендикулярное к продольной оси А упаковки 3, чтобы завершить сгибание планки 14 и стабилизировать вертикальное положение во время хода упаковки на транспортере 20.
Разумеется, в узле 1 возможны изменения в объеме изобретения, определенного в прилагаемой формуле изобретения.








Изобретение относится к высокоскоростному фальцовочному узлу упаковочных машин, предназначенных для непрерывного изготовления запечатанных упаковок текучих пищевых продуктов из рукава упаковочного материала. Фальцовочный узел имеет продольную ось и одну концевую планку, подлежащую сгибанию, которая выступает в направлении указанной оси. Узел содержит один транспортирующий элемент, который циклично принимает соответствующую упаковку концом, соответствующим концевой планке, и подает упаковку вдоль пути формования поперечно оси упаковки, и средства сгибания, имеющие толкающую поверхность. Толкающая поверхность принимает каждую упаковку концом, соответствующим планке, и которая транспортируется транспортирующим элементом для перемещения между первым и вторым рабочими положениями. В первом рабочем положении толкающая поверхность образует с направлением подачи соответствующей упаковки угол более 90°, открытый в направлении пути формования, и в результате этого сгибает толканием концевую планку на упаковку в направлении перемещения упаковок. Во втором рабочем положении толкающая поверхность поворачивается к упаковке и взаимодействует с ней. Технический результат направлен на обеспечение полной повторяемости и надежности сгибания. 8 з.п. ф-лы, 9 ил.
1. Фальцовочный узел (1) для изготовления упаковок (2) текучих пищевых продуктов из запечатанных упаковок (3), имеющих продольную ось (А) и содержащих, по меньшей мере, одну концевую планку (14), подлежащую сгибанию и которая выступает в направлении указанной продольной оси (А), причем указанный узел (1) содержит
по меньшей мере один транспортирующий элемент (35, 28), который циклично принимает очередную указанную упаковку (3) концом, соответствующим указанной концевой планке (14), и в направлении (С) подачи, соосном с указанной продольной осью (А), и который направляет упаковку (3) вдоль пути (В) формования поперечно указанной продольной оси (А), и
средства (24) сгибания, которые взаимодействуют с каждой указанной упаковкой (3) вдоль указанного пути (В) формования и сгибают указанную концевую планку (14) на упаковку (3),
отличающийся тем, что указанные средства (24) сгибания содержат толкающую (43) поверхность, которая принимает каждую указанную упаковку (3) концом, соответствующим указанной концевой планке (14), и которая транспортируется указанным транспортирующим элементом (35, 28) между первым рабочим положением, в котором указанная толкающая (43) поверхность образует с направлением (С) подачи соответствующей упаковки (3) угол более 90°, открытый в направлении указанного пути (В) формования, так что толканием соответствующей концевой планки (14) эта концевая планка сгибается на упаковку (3) в направлении перемещения упаковок (3) вдоль указанного пути (В) формования, и вторым рабочим положением, в котором указанная толкающая (43) поверхность поворачивается к упаковке (3), с которой она взаимодействует, завершая сгибание концевой планки (14) на упаковку (3).
2. Узел по п.1, отличающийся тем, что в указанном первом рабочем положении указанная толкающая (43) поверхность продолжается параллельно указанному пути (В) формования.
3. Узел по п.1 или 2, отличающийся тем, что указанный угол, образованный между указанной толкающей поверхностью (43) в указанном первом рабочем положении и указанным направлением (С) подачи, составляет менее 125°.
4. Узел по п.1, отличающийся там, что указанный угол, образованный между указанной толкающей поверхностью (43) в указанном первом рабочем положении и указанным направлением (С) подачи, составляет 115°.
5. Узел по п.1, отличающийся тем, что указанный транспортирующий элемент (35, 28) содержит часть (35) основания, выполненную с возможностью перемещения по указанному пути (В) формования, и опорную часть (42), образующую указанную толкающую (43) поверхность и соединенную с указанной частью (35) основания, для ее поворота вокруг оси (D) шарнира поперечно указанному пути (В) формования и продольной оси (А) соответствующей указанной упаковки (3).
6. Узел по п.5, отличающийся тем, что содержит первые кулачковые средства (45), расположенные вдоль указанного пути (В) формования за областью приема (21) соответствующей указанной упаковки (3), и которые взаимодействуют с указанной опорной частью (42) указанного транспортирующего элемента (35, 28) для поворота опорной части вокруг указанной оси (D) шарнира и для перемещения таким образом указанной толкающей (43) поверхности из указанного первого рабочего положения в указанное второе рабочее положение.
7. Узел по п.6, отличающийся тем, что содержит вторые кулачковые средства (46), расположенные вдоль указанного пути (В) формования перед областью приема (21) указанных упаковок (3) и взаимодействующие с указанной опорной частью (42) транспортирующего элемента (35, 28) для поворота этой опорной части вокруг указанной оси (D) шарнира и для перемещения таким образом указанной толкающей (43) поверхности из указанного второго в указанное первое рабочее положение.
8. Узел по п.6, отличающийся тем, что указанный транспортирующий элемент (35, 28) содержит упругие средства (52), расположенные между указанной частью (35) основания и указанной опорной частью (42), которые действуют на указанную опорную часть (42) на некотором расстоянии от указанной оси (D) шарнира, относительно указанного пути (В) формования, для удерживания толкающей (43) поверхности опорной части (42) в указанном первом рабочем положении, причем указанные первые кулачковые средства (45) взаимодействуют с указанной опорной частью (42) указанного транспортирующего элемента (35, 28) в направлении, противоположном указанным упругим средствам (52), чтобы временно переместить указанную толкающую (43) поверхность в указанное второе рабочее положение.
9. Узел по п.1, отличающийся тем, что содержит некоторое число сочлененных указанных транспортирующих элементов (35, 28), образующих замкнутый транспортер (20).
| Дозировочно-смесительная установка для приготовления стружечно-клеевой смеси | 1980 |
|
SU887261A1 |
| Гибридная трансмиссионная система с несколькими мощностями и карьерный самосвал | 2022 |
|
RU2821607C2 |
| Способ проверки правильности установкии фОКуСиРОВКи СВЕТОВОгО пОТОКА фАРАВТОМОбилЕй и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1976 |
|
SU819602A1 |
| СПОСОБ СТРЕЛЬБЫ УЧЕБНО-ТРЕНИРОВОЧНЫМ ПАТРОНОМ ИЗ СТВОЛЬНОГО КРУПНОКАЛИБЕРНОГО ОРУЖИЯ И УЧЕБНО-ТРЕНИРОВОЧНЫЙ ПАТРОН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2326333C2 |
| Судовой движитель вращательного типа | 1939 |
|
SU61663A1 |
| US 4034537 А, 12.07.1977 | |||
| УПАКОВОЧНАЯ МАШИНА | 1994 |
|
RU2109662C1 |
| Устройство для запечатывания мешков из полимерных материалов | 1986 |
|
SU1402496A1 |

