Область техники
Настоящее изобретение относится к пуансонам, используемым при формовке банок из заготовки в виде чашки, и особенно для формовки банок, выполненных из двух деталей, более конкретно к пуансонам, имеющим внутреннее охлаждение.
Уровень техники
Для формовки корпусов металлических контейнеров используют формовочные машины. Неглубокие металлические чашки - заготовки продавливают через ряд кольцевых штамповочных средств посредством пуансона для формовки более вытянутого корпуса банки, например, в известном процессе вытягивания с утонением. Обычная машина для формовки банок описана, например, в патенте США №4,173,882, выданном на имя Lee, Jr. 13 ноября 1979, весь текст которого вставлен в данное описание посредством ссылки.
Отдельный пуансон обычно установлен с возможностью снятия на переднем конце плунжера, совершающего возвратно-поступательное движение, в машине для вытягивания с утонением. Пуансон создает внутреннюю оправку, на которой происходит формовка, вытягивание и утонение банки при прохождении через последовательные штампы. Температура пуансона должна находиться под контролем из-за тепла, выделяемого в пуансоне в процессе повторяемого фрикционного контакта между пуансоном, внутренней поверхностью корпуса банки и штампом, через который движется пуансон.
В обычном оборудовании для формовки банок рабочие температурные условия поддерживают за счет наружной подачи охлаждающих жидкостей. В некоторых типах оборудования для формовки банок, однако, желательно исключить обычную наружную подачу охлаждающей жидкости. Подаваемые к наружной поверхности охлаждающие текучие среды могут привести к загрязнению поверхностей банки, что потребует выполнения процесса очистки банки после формовки, а это дорого и нежелательно с точки зрения охраны окружающей среды.
Известны конструкции с внутренним охлаждением пуансона. В патенте США №4,502,313, выданном на имя Phalin et al., предложены одинарный входной канал для охладителя и одинарный выходной канал для охладителя, обеспечивающие протекание охлаждающей жидкости через спиральную канавку рядом с внутренней поверхностью пуансона. В патенте США №5,687,604, выданном на имя Robbins, патентах США №5,233,912 и 5,048,592, выданных на имя Mueller, и патенте США №5,678,442, выданном на имя Ohra et al., описаны трубки для подачи и выпуска охлаждающей жидкости через центральные трубы. В патенте США №6,035,688, выданном на имя Nagao et al., предложен одинарный непрерывный канал для подачи охладителя. Известные решения имеют недостатки, так как они не сводят к минимуму температурные перепады по окружности плунжера и не обеспечивают равномерное охлаждение пуансона.
Краткое описание изобретения
В настоящем изобретении устранены недостатки известных решений для пуансонов с внутренним охлаждением потоком текучей среды, особенно охлаждающей жидкостью, через расположенные по окружности трубки для переноса текучей среды к радиально расположенным проходам. Каждый проход соединен с каналом, расположенным по окружности вблизи внутренней поверхности пуансона, находящимся в концевой части и над указанной частью плунжера внутри пуансона. Пуансон с внутренним охлаждением не требует наружной подачи текучей среды. Наружную температуру пуансона можно непрерывно контролировать, например, посредством прямого контакта с пуансоном или контролируя температуру текучей среды, охлаждающей пуансон, причем температуру охлаждающей текучей среды можно регулировать автоматически для поддержания температуры пуансона в приемлемом диапазоне.
Охлаждающую текучую среду подают от модуля регулирования температуры и направляют к пуансону через ряд трубок, проходящих через плунжер. Входные трубки направляют охлаждающую среду к дальнему или переднему концу плунжера и пуансона. Выходные трубки, расположенные ближе или в задней части, возвращают охлаждающую среду из пуансона. Параллельные входные и выходные трубки расположены по окружности и симметрично вокруг окружной поверхности пуансона, с чередованием входных и выходных трубок, для распределения текучей среды равномерно вокруг внутренней поверхности пуансона. Конструкция, содержащая несколько входных и выходных отверстий для текучей среды с симметрично расположенными проходами, способствует поддержанию постоянной температуры пуансона и обеспечивает минимальные значения температурных перепадов по окружности.
Предпочтительно, чтобы трубки для переноса текучей среды были выполнены из материалов с низкой теплопроводностью для того, чтобы свести к минимуму теплопередачу к стенкам плунжера внутри пуансона. Сведение к минимуму теплопередачи между текучей средой и плунжером желательно для поддержания точного значения теплопередачи между текучей средой и плунжером, для поддержания точного значения температуры текучей среды на входе и для сведения к минимуму температурных деформаций плунжера вследствие температурных перепадов. Наличие температурных перепадов в окружном направлении в плунжере может деформировать плунжер и неблагоприятным образом сказаться на точности установки пуансона.
Каналы трубок переноса среды расположены симметрично по периферии, с чередованием входных и выходных каналов, для сведения к минимуму температурных перепадов в окружном направлении, которые могут быть переданы на плунжер и деформировать его, или поверхность пуансона. Симметричное чередование входных и выходных каналов обеспечивает равномерное распределение текучей среды в радиальном направлении относительно внутренней поверхности пуансона вокруг наружной поверхности плунжера. Теплопередающие трубки также окружают отдельный центральный канал для подачи воздуха, способствующий съему контейнера с пуансона с помощью потока воздуха.
Другие признаки и преимущества настоящего изобретения будут более понятны из следующего описания изобретения со ссылками на прилагаемые чертежи.
Краткое описание чертежей
Фиг.1 изображает узел пуансона с внутренним охлаждением, выполненный в соответствии с изобретением, в разрезе на виде сбоку.
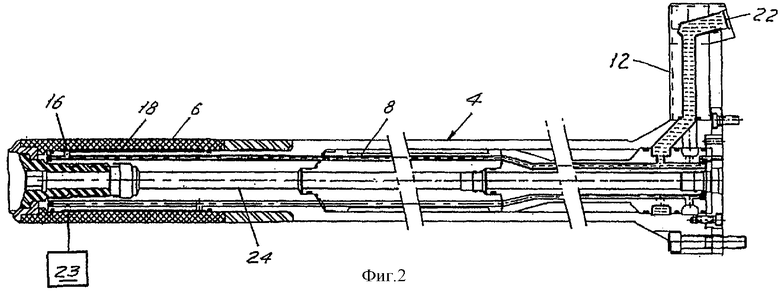
Фиг.2 изображает вид сбоку узла пуансона в разрезе, согласно фиг.1, и изображает дополнительно каналы протекания охлаждающей среды в узле пуансоне.
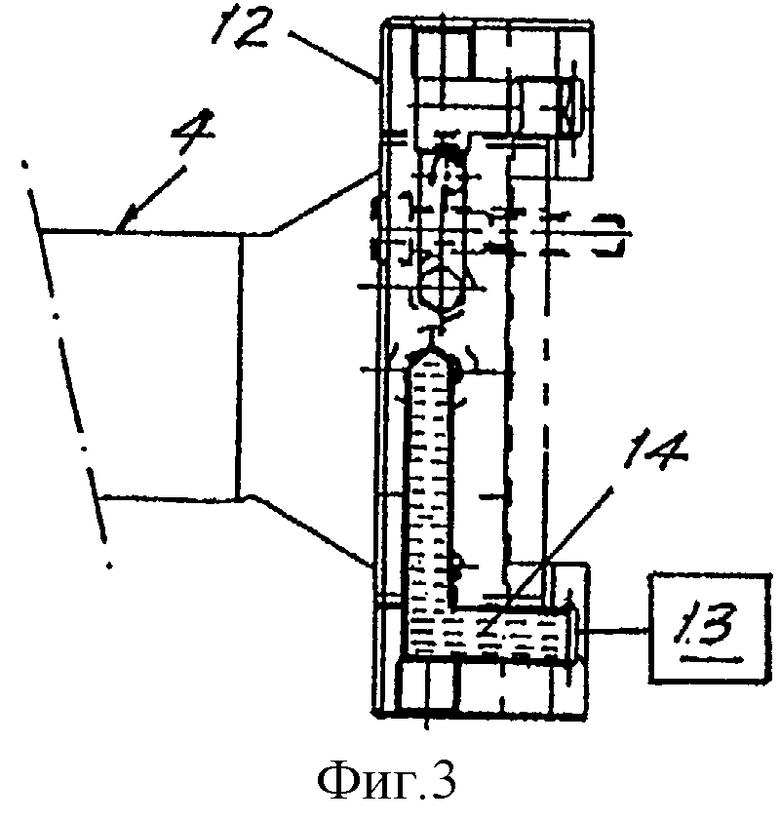
Фиг.3 изображает в разрезе в плане более подробно входной коллектор узла пуансона, как показано на фиг.1.
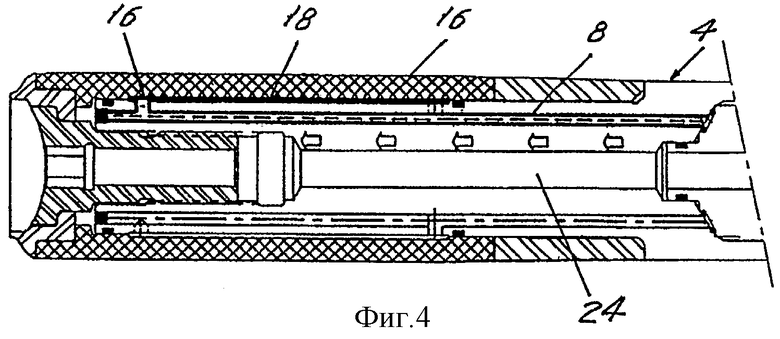
Фиг.4 изображает в увеличенном масштабе дальний конец узла пуансона, показанного на фиг.2, где дополнительно показана подача охлаждающей текучей среды.
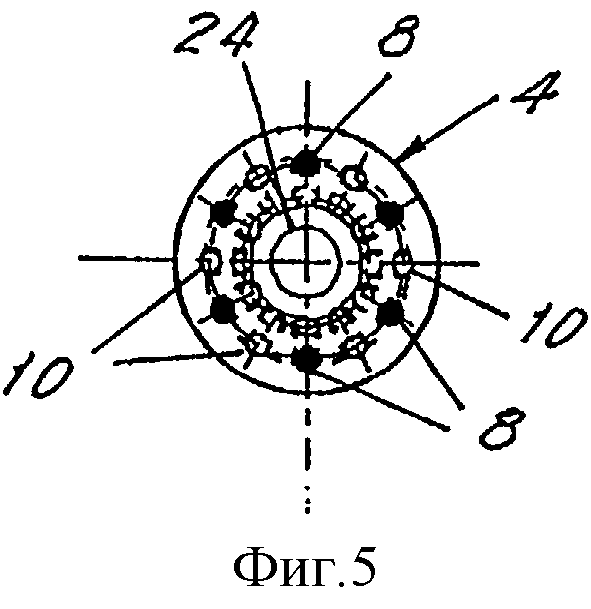
Фиг.5 изображает в поперечном сечении ближний конец узла пуансона, изображенного на фиг.1, и показывает течение текучей среды к пуансону согласно изобретению.
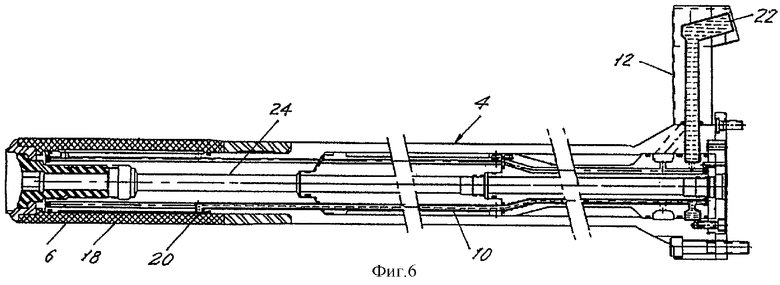
Фиг.6 изображает в разрезе узел пуансона, показанный на фиг.1, и дополнительно показывает каналы выпуска охлаждающей среды.
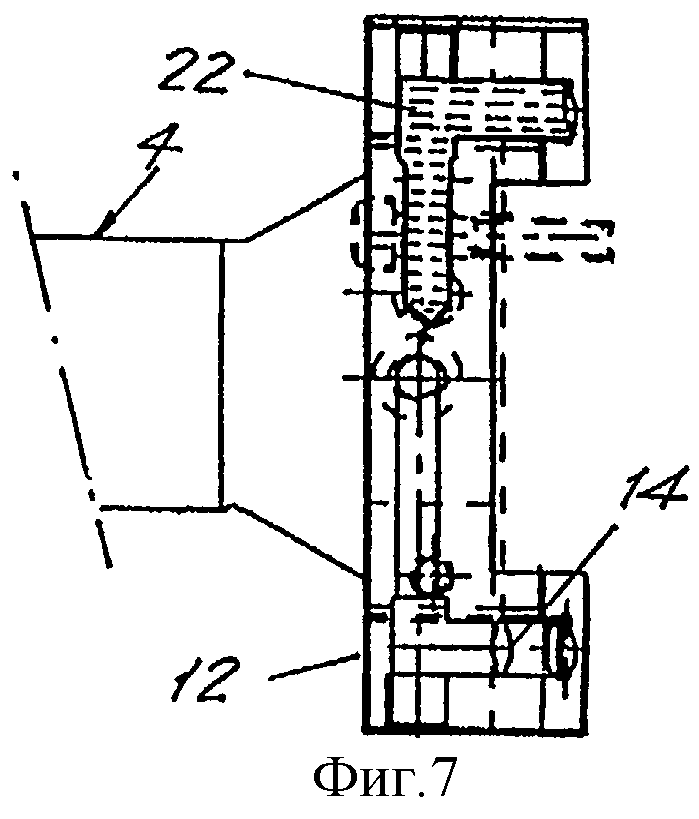
Фиг.7 изображает в разрезе в плане более подробно выходной коллектор узла пуансона, показанного на фиг.1.
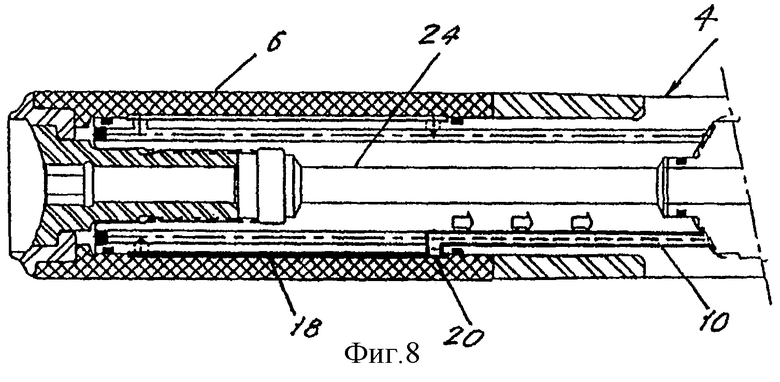
Фиг.8 изображает в увеличенном масштабе дальний конец узла пуансона, показанного на фиг.2, и изображает дополнительно выпуск охлаждающей среды из пуансона.
Подробное описание предпочтительного варианта выполнения изобретения
На фиг.1 изображен в разрезе узел пуансона 2 с внутренним охлаждением, выполненный согласно настоящему изобретению. Узел содержит плунжер 4, который обычным образом совершает возвратно-поступательное движение через ряд штампов (не показаны) инструментального узла для формовки контейнера (не показано). Такой инструментальный узел описан в другой одновременно поданной заявке, озаглавленной "Инструментальный узел с внутренним охлаждением". Дальний, наружный или передний конец плунжера имеет меньший наружный диаметр. Пуансон 6 установлен с возможностью съема на более узком дальнем конце плунжера.
Как показано на фиг.1-5, в плунжере 4 образованы входные трубки 8 для переноса текучей среды для подачи охлаждающей текучей среды и выходные трубки 10 для переноса текучей среды для выпуска охлаждающей текучей среды, расположенные симметрично по окружности, с чередованием трубок 8 и 10. Коллектор 12 для соединения с модулем 13 регулирования температуры расположен на ближнем конце узла пуансона и соединен, по меньшей мере, с одной из труб 8 и/или 10.
На фиг.2-5 показана подача текучей среды к пуансону. На фиг.2 показан поток охлаждающей среды от модуля 13 регулирования температуры обычной конструкции (фиг.3) к входной части коллектора 12 в плунжер 4 по направлению к дальнему концу по входным трубкам 8, как показано стрелками на фиг.4. Входная часть 14 коллектора 12 показана на фиг.3. Когда входная часть 14 расположена вблизи дальнего конца, охлаждающая среда протекает радиально наружу от трубок 8 через радиальный впускной проход 16 в канал или зазор 18, проходящий вдоль внутренней поверхности, или поверхности отверстия, пуансона 6.
На фиг.6-8 показан выпуск текучей среды из пуансона. На фиг.6 показан поток охлаждающей среды от ближнего конца зазора или канала 18, радиально через выпускной проход 20 с выходом из канала 18 к выходу 22 коллектора 12. Охлаждающая среда протекает в обратном направлении или по выходной трубке 10, с направлением выходного потока, показанном стрелками на фиг.8.
На фиг.5 показано, что соответствующие входные трубки 8 и выходные трубки 10 расположены в плунжере 4 по окружности с чередованием. Аналогично, впускные проходы 16 и выпускные проходы 20 расположены симметрично, по окружности для равномерного распределения охлаждающей среды относительно внутренней поверхности пуансона. Зазор или канал 18 может содержать ряд отдельных параллельных расположенных по окружности проходов или каналов или один окружной канал вдоль окружности внутренней части пуансона с расположенными на некотором расстоянии друг от друга опорами для пуансона, расположенными в этом зазоре. Так как соответствующие входные 8 и выходные 10 трубки смещены относительно друг друга вдоль окружности, зазор должен быть выполнен достаточно большим в окружном направлении, и/или впускные и выпускные проходы 16 и 20 соответственно должны быть расположены под углом таким образом, чтобы среда протекала внутри пуансона, как описано выше.
Трубки 8 и 10 переноса текучей среды выполнены из материалов с низкой теплопроводностью для сведения к минимуму теплопередачи между текучей средой и плунжером, для поддержания точного значения температуры текучей среды на входе и для сведения к минимуму температурных деформаций плунжера вследствие окружных температурных перепадов. Такие температурные перепады могут отрицательно сказываться на прямолинейности плунжера. Плунжер охлаждают посредством охлаждающей среды и охлаждают равномерно для поддержания его прямолинейности. Кроме того, текучую среду можно также подогревать для подогрева плунжера, например, при пуске машины. Это может быть желательно для сведения к минимуму эффектов теплового расширения и улучшения протекания процессов вытягивания, утонения и снятия контейнера.
Для поддержания требуемого уровня температуры температуру пуансона можно непрерывно контролировать термозондом 23, соединенным с пуансоном 6 у дальнего конца, например, у наружной или у внутренней части пуансона, у наружной части плунжера или посредством контроля температуры жидкости в канале 18.
Отдельный центральный канал 24, расположенный по оси в плунжере 4, используют для подачи воздуха для снятия готового контейнера с пуансона.
Несмотря на то, что настоящее изобретение описано применительно к конкретным вариантам выполнения, для специалистов очевидно, что могут существовать многие другие вариации и модификации. Таким образом, рамки настоящего изобретения ограничены не данным описанием, а только прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНЫЙ МОДУЛЬ ДЛЯ ВЫТЯЖКИ С УТОНЕНИЕМ МЕТАЛЛИЧЕСКИХ БАНОК, ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ ВЫТЯЖКИ С УТОНЕНИЕМ МЕТАЛЛИЧЕСКИХ БАНОК И ШТАМПОВОЧНАЯ МОДУЛЬНАЯ УСТАНОВКА ДЛЯ ВЫТЯЖКИ С УТОНЕНИЕМ МЕТАЛЛИЧЕСКИХ БАНОК | 2002 |
|
RU2304480C2 |
| УЗЕЛ ВПРЫСКА ТОПЛИВА И УСТАНОВКА, СОДЕРЖАЩАЯ УЗЕЛ ВПРЫСКА ТОПЛИВА | 2013 |
|
RU2632073C2 |
| УПЛОТНИТЕЛЬНЫЙ ОБТИРОЧНЫЙ УЗЕЛ ДЛЯ ПЛУНЖЕРА УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ БАНОК | 1995 |
|
RU2136498C1 |
| СИСТЕМА ПОДАЧИ АЭРОЗОЛЯ | 2017 |
|
RU2756249C2 |
| СЕКЦИОННЫЙ ТРУБЧАТЫЙ ВОЗДУХОНАГРЕВАТЕЛЬ С РЕКУПЕРАТОРОМ | 2014 |
|
RU2585329C1 |
| СПОСОБ ПЛУНЖЕРНОГО ФОРМОВАНИЯ ПОД ДАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ И ПОДОБНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2296641C2 |
| ПУЛЬСАЦИОННЫЙ КРИСТАЛЛИЗАТОР | 1991 |
|
RU2021835C1 |
| РЕКУПЕРАТОР ДЛЯ РАДИАЦИОННОЙ ТРУБЧАТОЙ ГОРЕЛКИ | 2009 |
|
RU2494309C2 |
| СИСТЕМА ДЛЯ ПАССИВНОЙ ДИССИПАЦИИ ТЕПЛА ИЗ ВНУТРЕННЕГО ОБЪЕМА ЗАЩИТНОЙ КОНСТРУКЦИИ ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2125744C1 |
| СИСТЕМА ОХЛАЖДЕНИЯ | 2009 |
|
RU2522406C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей типа корпуса контейнера из заготовки в виде чашки. Заготовку продавливают через кольцевое штамповочное устройство посредством узла, который содержит плунжер, пуансон и коллектор. Пуансон установлен на дальнем конце плунжера. Внутренняя поверхность пуансона расположена вокруг наружной поверхности плунжера. Коллектор соединен с ближним концом плунжера. Для подачи текучей охлаждающей среды к внутренней поверхности пуансона и вокруг наружной поверхности дальнего конца плунжера предусмотрено множество входных трубок. Отвод охлаждающей среды от внутренней поверхности пуансона осуществляется с помощью множества выходных трубок. Входные и выходные трубки параллельны друг другу. В результате обеспечивается равномерное охлаждение пуансона. 10 з.п. ф-лы, 8 ил.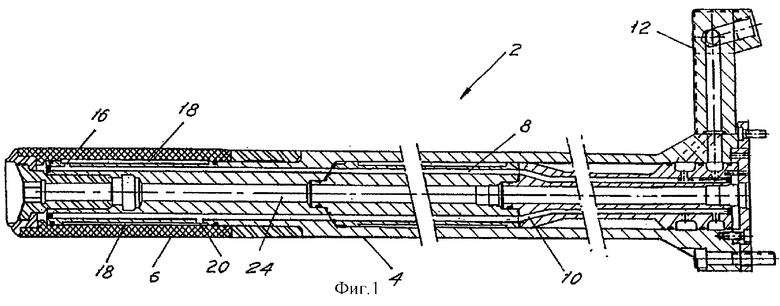
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Пуансон для глубокой вятяжки | 1973 |
|
SU480475A1 |
| 1971 |
|
SU410863A1 | |
| Прошивной пуансон | 1981 |
|
SU997941A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| US 3577753 А, 04.05.1971 | |||
| US 5678442 А, 21.10.1997. | |||

