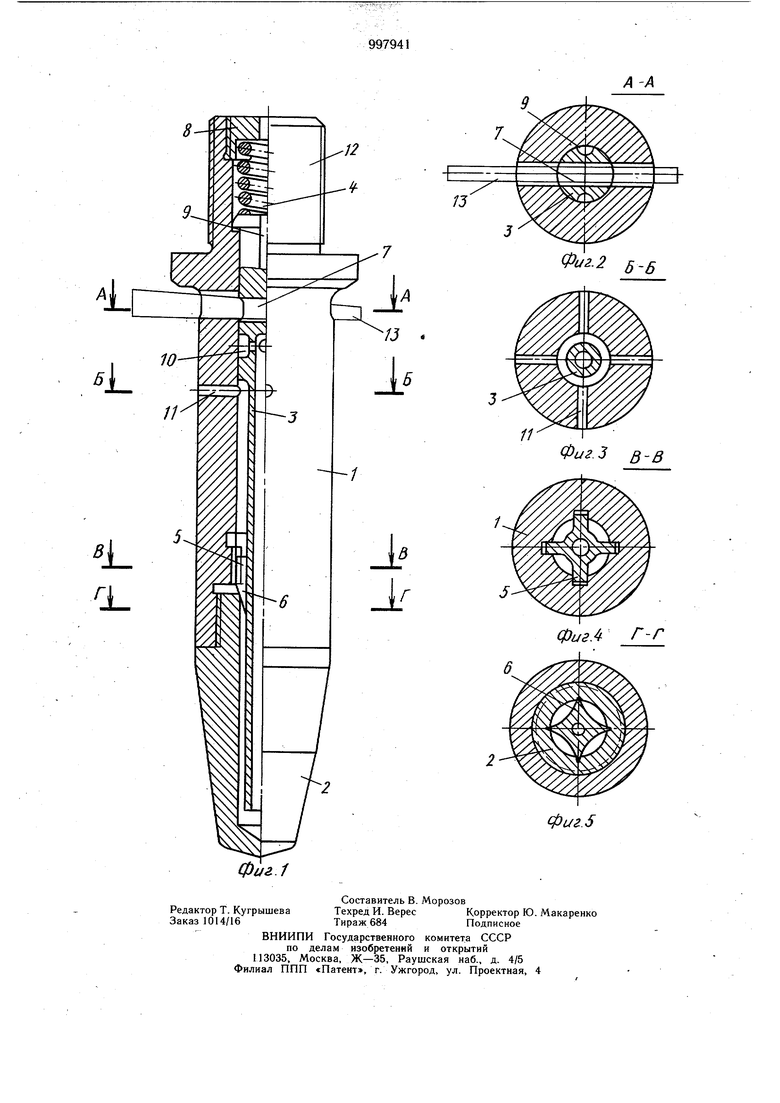
(54) ПРОШИВНОЙ ПУАНСОН Изобретение относится к обработке металлов давлением, а именно к конструкциям кузнечного инструмента, и может быть использовано при глубокой горячей прошивке заготовок.; Известен пр.ошивШй пуансон, содержащий корпусс, осевым отверстием, сменный наконечник-с полостью связанный с корпусом посредством резьбового соединения, и размещенную в отверстии корпуса трубку для подвода хладагента, выполненную .со щлицевыми выступами, расположенными с возможностью взаимодействия с ответными пазами 1. Недостатком известного прощивного пуансона является высокая трудоемкость замены наконечника при его износе. Цель изобретения - повышение производительности за счет сокращения времени На замену наконечника. Указанная цель достигается тем, что в прошивном пуансоне, содержащем корпус с осевым отверстием, сменный наконечник с полостью, связанный с корпусом посредством резьбового соединения, и размещенную в отверстии корпуса трубку для подвода хладагента, выполненную со шлицевыми выступами, расположенными с возможностью взаимодействия с ответными пазами, трубка для подвода хладагента, размещенная в отверстии корпуса, выполнена с возможностью осевого перемещения и подпружинена к наконечнику, при этом на торцовой поверхности трубки, обращенной к наконечнику, выполнены клиновые заостренные ребра, расположенные с возможностью взаимодействия с кромкой полости наконечника, в корпусе и в трубке выполнен сквозной диаметральный клиновой паз под монтажный клин, а ответные пазы под щлицевые выступы трубки выполнены на поверхности отверстиякорпуса. На фиг. 1 изображен прошивной пуансон, общий вид; на фиг. 2 - сечение А-А на фиг. Г, на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. I. Прощивной пуансон содержит корпус 1 с осевым отверстием, сменный наконечник 2 с полостью, соединенный резьбовым соединением с корпусом 1, трубку 3 для подвода хладагента (охлаждающей жидкости) к наконечнику 2 и пружину 4 сжатия. На трубке 3, расположенной с возможйостью осевого перемещения в корпусе 1, выполнены шлицевые выступы 5 (фиг. 4), входящие в ответные пазы корпуса 1. На трубке 3 имеются заостренные и наклонные к ее оси ребра 6 (фиг. 5), контактирующие в рабочем положении острыми кромками с поверхностью полости наконечника 2. На противоположном конце трубки 3 имеется клиновидный поперечный паз 7, совмещенный В осевой плоскости со сквозным пазом, выполненным в корпусе 1. Пружина 4 сжатия опирающаяся на гайку 8, нагружает трубку 3 в сторону наконечника 2. Охлаждающая жидкость поступает в пуансон через осевое отверстие гайки 8 в полость, в которой расположена пружина 4, далее в каналы 9 (фиг. 2) и через кольцевую проточку 10 и радиальные отверстия - внутрь трубки 3, по которой поступает в головную часть наконечника 2. Отвод охлаждающей жидкости происходит по каналу между трубкой 3 и поверхностью отверстия в корпусе 1 и через радиальные отверстия 11 жидкость выводится из пуансона. Пуансон закрепляется резьбовым хвостовиком 12 в паунсонодержателе машины. Осевым перемещением пуансона прощиваются отверстия в нагретых заготовках. При этом самопроизвольное отвинчивание наконечника 2 исключено тем, что усилием пружины 4 заостренные ребра 6 врезаются в кромку полости наконечника. За счет этого происходит жесткое сцепление наконечника 2 с трубкой 3. Трубка же не может повернуться потому, что ее шлицевые выступы 5 находятся в пазах корпуса 1. Наконечник 2 оказывается таким образом застопоренным от вращения. Для смены износившегося наконечника 2 в паз 7 и совмещенный с ним сквозной паз в корпусе 1 забивается монтажный клин 13 (показан тонкими линиями). При этом трубка 3 поднимается кверху, сжимая пружину 4. Вместе с трубкой поднимаются кверху и острые кромки ребер 6, освобождая тем самым от стопорения хвостовик 2. Выступы 5 при этом Не выходят из пазов корпуса. После удаления износивщегося наконечника на его место свинчивают с корпусом 1 новый наконечник и выбивают клин 13 из совмещенных пазов трубки и корпуса. Под действием пружины 4 трубка резким движением перемещается вниз. При этом острые кромки ребер 6 врезаются в тело нового наконечника, надежно стопоря его от самоотвинчивания. (Материал ребер 6 имеет большую твердость, чем материал наконечника 2, у которого твердой выполняется только наружная рабочая поверхность). По сравнению с известным использование предлагаемого изобретения позволяет повысить производительность за счет сокращения времени на замену наконечника. Формула изобретения Прошивной пуансон, содержащий корпус с осевым отверстием, сменный наконечник с полостью, связанный с корпусом посредством резьбового соединения, и размещенную в отверстии корпуса трубку для подвода хладагента, выполненную со шлицевыми выступами, расположенными с возможностью взаимодействия с ответными пазами, отличающийся тем, что, с целью повышения производительности за счет сокращения времени на замену наконечника, трубка для подвода хладагента, размещенная в отверстии корпуса, выполнена с возможностью осевого перемещения и подпружинена к наконечнику, при этом на торцовой поверхности трубки, обращенной к Наконечнику, выполнены клиновые заостренные ребра, расположенные с возможностью взаимодействия с кромкой полости Наконечника, в корпусе и в трубке выполнен сквозной диаметральный клиновой паз под монтажный клин, а ответные пазы под шлицевые выступы трубки выполнены на поверхности отверстия корпуса. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2895207/27, кл. В 21 J 5/10, 1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивной пуансон | 1980 |
|
SU904814A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| УСТРОЙСТВО ЯКОРНОЕ МНОГОРАЗОВОГО ИСПОЛЬЗОВАНИЯ (ТРИ ВАРИАНТА) | 2014 |
|
RU2563470C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ | 2004 |
|
RU2280245C2 |
| Инструмент для глубокой прошивки слитков | 1972 |
|
SU440198A1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| Способ однопереходной штамповки изделий типа стаканов с боковым выступом | 1980 |
|
SU912395A1 |
| Рельсовый стык | 2020 |
|
RU2733455C1 |
| КЕРНОГАЗОНАБОРНИК | 2002 |
|
RU2209922C1 |