Область техники
Настоящее изобретение относится в общем смысле к штамповочным модульным установкам с инструментальными сборными узлами, содержащими штампы для вытяжки с утонением для преобразования заготовки в виде чашки в корпус контейнера, более конкретно к штамповочным модульным установкам, содержащим инструментальные узлы с внутренним регулированием температуры.
Уровень техники
Штампы для формовки банок используют для получения металлических банок или контейнеров заданной формы. Описание, представленное здесь, в особенности относится к металлическим контейнерам, выполненным из двух деталей. Неглубокую металлическую чашку продавливают через штамп с помощью пуансона для получения корпуса банки. Штампы, в общем случае, выполнены в виде инструментальных узлов, в которых установлен ряд последовательно сужающихся штамповочных вставок для последовательной вытяжки с утонением металлической чашки с преобразованием ее в металлический контейнер желаемой формы и толщины. Пример обычного набора штампов для вытяжки с утонением в виде инструментального узла описан в патенте США №4173882, выданном на имя Lee, Jr., 13 ноября 1979, полный текст которого включен в данное описание посредством ссылки. Каждый штамп установлен в соответствующем штамповочном модуле.
В инструментальных узлах, используемых в коммерческом производстве банок, обычно применяют охлаждающие жидкотекучие среды, подаваемые к наружной поверхности инструментального узла оснастки для поддержания на определенном уровне или уменьшения рабочих температур штампов. В определенных случаях при формовке банок, однако, желательно избегать использования подаваемых извне охлаждающих жидкотекучих сред. Например, внешние охлаждающие жидкотекучие среды могут загрязнять поверхности контейнера, что требует использования дорогого и нежелательного с точки зрения охраны окружающей среды процесса очистки после формовки.
Сущность изобретения
В настоящем изобретении устранены недостатки известных решений, например отмеченные выше, путем предложения штамповочной модульной установки, содержащей модульный инструментальный узел с внутренним регулированием температуры, который не требует использования жидкотекучей среды, подаваемой к наружной поверхности инструментального узла. Вместо этого, температуру инструментального узла регулируют посредством принудительной подачи жидкотекучей среды, в особенности жидкости, с желаемой теплоотдачей, вокруг штамповочных вставок через специальные полости в штампах, причем тепло отводят за счет теплопроводности. Наружную температуру каждой штамповочной вставки можно непрерывно отслеживать у соответствующего штамповочного модуля и температуру жидкотекучей среды можно автоматически регулировать для поддержания температуры штампа в приемлемом диапазоне.
Жидкотекучую среду подают к инструментальному узлу с помощью модуля контроля температуры и затем подводят к штамповочным модулям через ряд трубок, фитингов и патрубков. Жидкотекучая среда протекает через каналы в каждом модуле и соответствующем штампе, где жидкотекучую среду направляют по окружности вокруг наружной поверхности штамповочных вставок. Предпочтительно, чтобы многочисленные каналы в каждом штампе были расположены симметрично по окружности, с чередованием впускных и выпускных отверстий для равномерного распределения жидкотекучей среды вокруг каждой штамповочной вставки. Конструкция с несколькими входными и выходными отверстиями и с их симметричным расположением обеспечивает по существу одинаковые температуры во всех штамповочных вставках и также сводит к минимуму температурные перепады вокруг штампа. В предпочтительном варианте выполнения предусмотрены четыре впускных отверстия и четыре выпускных отверстия, расположенных с чередованием, разнесенных по окружности на угол 45° друг от друга. Однако количество и расположение отверстий может быть изменено для соответствия специфическим требованиям регулирования температуры.
Другие признаки и преимущества настоящего изобретения будут более понятны из нижеследующего описания изобретения, со ссылками на прилагаемые чертежи.
Краткое описание чертежей
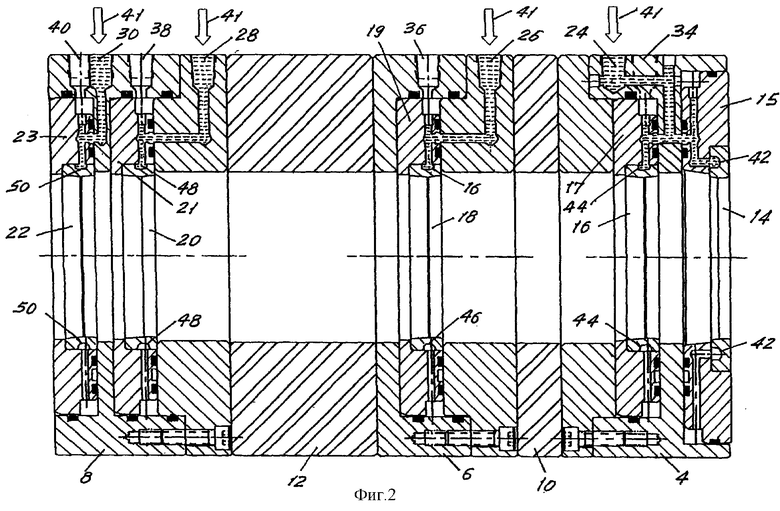
Фиг.1 изображает в осевом разрезе модульный инструментальный узел штамповочной модульной установки с внутренним регулированием температуры, выполненный согласно настоящему изобретению.
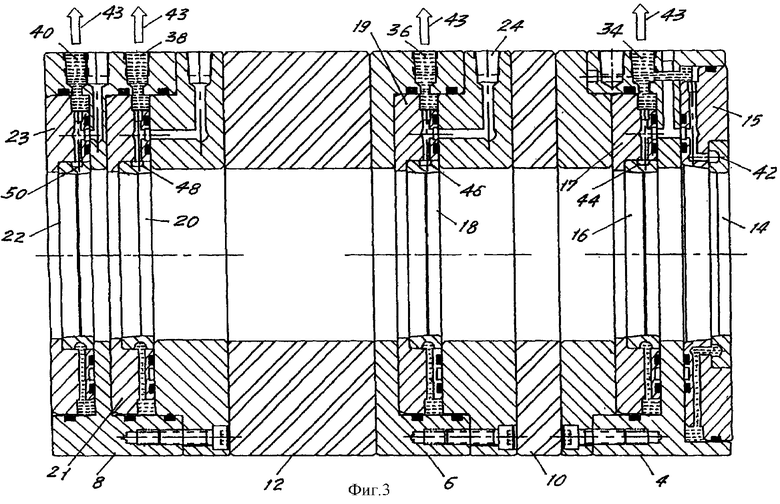
Фиг.2 изображает в осевом разрезе узел, показанный на фиг.1, с изображением каналов для направления жидкотекучей среды внутрь узла.
Фиг.3 изображает в осевом разрезе узел, показанный на фиг.1, с изображением каналов для отвода жидкотекучей среды наружу из узла.
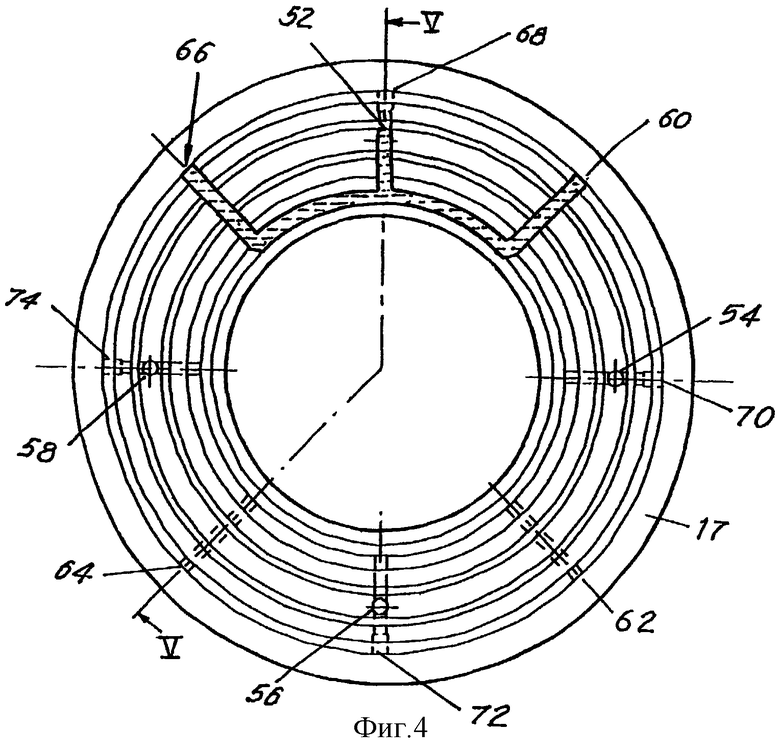
Фиг.4 изображает в поперечном сечении штамп для вытяжки с утонением, с изображением каналов для протекания охлаждающей жидкотекучей среды в штампе, выполненном согласно настоящему изобретению.
Фиг.5 изображает штамп для вытяжки с утонением согласно фиг.4 в разрезе по линии V-V.
Подробное описание варианта выполнения изобретения
На фиг.1 изображен в осевом разрезе модульный инструментальный узел 2 с внутренним охлаждением штамповочной модульной установки, выполненный согласно настоящему изобретению. Узел содержит три последовательных кольцевых штамповочных модуля 4, 6 и 8, причем смежные модули разделены вставками 10 и 12. Первый штамповочный модуль 4 содержит штамповочную вставку 14 вытяжки, за которой следует первая штамповочная вставка 16 утонения. Следующий штамповочный модуль 6 содержит вторую штамповочную вставку 18 утонения. Последний штамповочный модуль 8 содержит штамповочные вставки 20 и 22. Штамповочные вставки 14, 16, 18, 20 и 22 установлены в соответствующих корпусах 15, 17, 19, 21 и 23.
Как показано на фиг.2-5, каждый из штамповочных модулей 4, 6 и 8 имеет, по меньшей мере, одно входное отверстие и, по меньшей мере, один выходной канал и одно выходное отверстие для жидкотекучей среды. Когда используют несколько входных и выходных отверстий, отверстия предпочтительно располагают с чередованием и симметрично вокруг каждого штамповочного модуля.
Как показано на фиг.2, первый штамповочный модуль 4 снабжен входным отверстием 24, второй модуль 6 снабжен входным отверстием 26 и третий модуль 8 имеет входные отверстия 28 и 30. Аналогично, как показано на фиг.3, штамповочный модуль 4 снабжен выходным отверстием 34, модуль 6 снабжен выходным отверстием 36 и модуль 8 имеет выходные отверстия 38 и 40, через которые жидкотекучая среда выходит из инструментального узла.
Жидкотекучая среда, подаваемая обычным модулем 39 регулирования температуры, протекает через каналы 43, как видно на фиг.1, в штамповочные модули через впускные отверстия, как показано стрелками 41 на фиг.2. Каналы, выполненные в каждом штамповочном модуле и проходящие через корпусные элементы, доставляют охлаждающую среду к каналам 42, 44, 46, 48 и 50, выполненным в наружных стенках формовочных вставок 14, 16, 18, 20 и 22 соответственно.
Модуль 39 регулирования температуры может регулировать как расход потока к каждому каналу 43 и впускному отверстию по стрелке 41, так и соответствующую температуру у каждого канала и впускного отверстия независимо от других каналов и впускных отверстий для настройки температурного режима и управления температурой в каждом штамповочном модуле отдельно, так как каждый модуль может иметь различную тепловую нагрузку. После циркуляции вдоль части окружности вокруг каждого штампа жидкотекучая среда выходит из штамповочных модулей, как показано по направлению стрелок 43 на фиг.3.
Штамповочная вставка выполнена с множеством каналов для протекания жидкотекучей среды, целиком находящихся внутри штамповочной вставки и примыкающих к соответствующим периферийным участкам отверстия, через которые проходит штампуемый объект.
Таким образом, жидкотекучая среда протекает через каналы в прямом контакте с наружной в радиальном направлении поверхностью каждой из штамповочных вставок, отводя тепло, выделяющееся в штамповочных вставках во время процесса вытяжки с утонением при формовке банки. В общем случае, жидкотекучая среда, протекающая вокруг штамповочных вставок, поглощает тепло и охлаждает штамповочную вставку для поддержания желаемой температуры в каждой штамповочной вставке. Жидкотекучую среду можно также подогревать для разогрева штамповочных вставок, например, при пуске машины. Это может быть желательно для сведения к минимуму эффектов теплового расширения и для улучшения процессов вытяжки с утонением и снятия банки.
На фиг.4 и 5 штамповочная вставка 16 и корпус 17 штампа показаны таким образом, что видны симметрично расположенные друг относительно друга входные и выходные отверстия для подачи жидкотекучей среды к штамповочной вставке 16. Жидкотекучая среда входит через входные отверстия 52, 54, 56 и 58 корпуса, протекает радиально внутрь через корпус 17 и по окружности по каналу 44, образованному вдоль одной четверти наружной окружной поверхности корпуса 17. Жидкотекучая среда выходит из штамповочного модуля через выходные отверстия 60, 62, 64 и 66. Заглушки 68, 70, 72 и 74 закрывают наружные торцы просверленных входных отверстий 52, 54, 56 и 58 соответственно. На чертежах показан только один проход жидкотекучей среды от входного отверстия 52 по окружности в обоих направлениях к выходным отверстиям 60, 66. Другие входные и выходные отверстия этого штамповочного модуля расположены таким же образом. В результате, входное отверстие и смежное с ним выходное отверстие разнесены относительно друг друга на угол 45°. Штамповочные вставки 14, 18, 20 и 22 охлаждают или нагревают с помощью таких же симметрично расположенных входных и выходных отверстий.
Симметричное расположение входных и выходных отверстий в корпусе обеспечивает равномерное охлаждение или нагревание штамповочных вставок, обеспечивая, таким образом, равномерное распределение температур в штамповочной вставке и минимальные значения температурных перепадов по окружности, что является преимуществом. Наружную температуру каждой штамповочной вставки можно непрерывно контролировать, как с помощью термометров 80 для измерения температуры у каждого модуля, так и путем текущего контроля температуры выходящей жидкотекучей среды, причем при необходимости температуру можно регулировать.
Несмотря на то, что настоящее изобретение описано применительно к конкретным вариантам выполнения, для специалистов очевидно, что могут существовать многие другие вариации и модификации. Таким образом, рамки настоящего изобретения ограничены не данным описанием, а только прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ПУАНСОНА С ВНУТРЕННИМ ОХЛАЖДЕНИЕМ | 2002 |
|
RU2300437C2 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| ИЗГОТОВЛЕНИЕ БАНОК | 2011 |
|
RU2573850C2 |
| КОРПУС БАНКИ | 2011 |
|
RU2566941C2 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| ПРОИЗВОДСТВО БАНОК | 2011 |
|
RU2567077C2 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНЫМ МЕТАЛЛОМ | 2016 |
|
RU2623510C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДНА БАНОК | 2008 |
|
RU2448800C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОРПУСА КОНСЕРВНОЙ БАНКИ | 2011 |
|
RU2575889C2 |
| ВЫТАЛКИВАТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ФОРМИРОВАНИИ ГОРЛОВИНЫ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ, ШТАМПОВОЧНАЯ СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ ГОРЛОВИНЫ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ И СПОСОБ ФОРМИРОВАНИЯ ГОРЛОВИНЫ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ | 2013 |
|
RU2619414C2 |

Изобретение относится к области обработки металлов давлением и может быть использовано для вытяжки с утонением с внутренним регулированием температуры. Штамповочный модуль содержит штамповочную вставку с отверстием для прохождения штампуемого объекта и его вытяжки с утонением. Внутри штамповочной вставки имеется множество каналов для протекания жидкотекучей среды, расположенных с исключением контакта между жидкотекучей средой и внутренней поверхностью штамповочной вставки. Каналы для протекания жидкотекучей среды примыкают к соответствующим периферийным участкам отверстия для прохождения штампуемого объекта. В корпусе симметрично расположены множество входных и выходных отверстий для вхождения и отвода жидкотекучей среды. Каждому каналу соответствует, по меньшей мере, одно выходное отверстие. Множество линейно установленных штамповочных модулей составляют инструментальный узел. Штамповочная модульная установка содержит штамповочный модуль и средства регулирования температуры жидкотекучей среды. Осуществляют регулировку температуры жидкотекучей среды, что способствует равномерному распределению температур в штамповочной вставке. 3 н. и 10 з.п. ф-лы, 5 ил.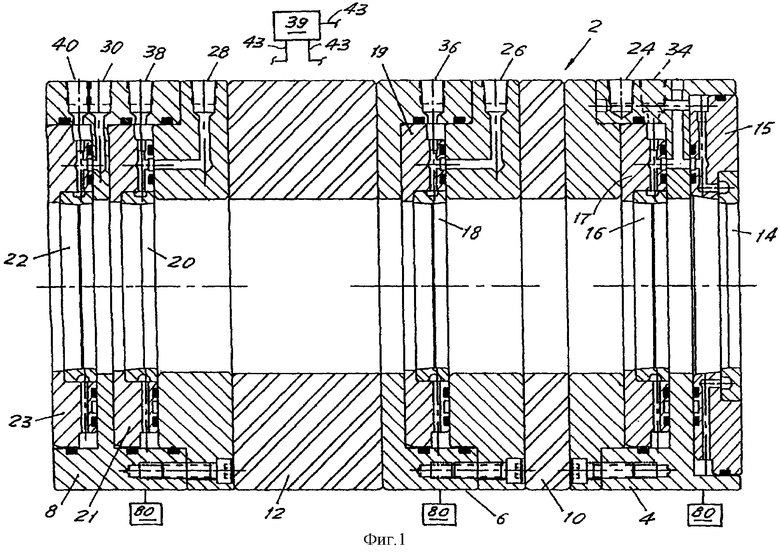
| US 4173882 А, 13.11.1979 | |||
| Устройство для глубокой вытяжки | 1989 |
|
SU1660800A1 |
| Производственный модуль для штамповочных работ | 1988 |
|
SU1685576A1 |
| Автомат универсально-гибочный, штамповочный, модульного типа | 1989 |
|
SU1813585A1 |

