Изобретение относится к инструментам для обработки металлов и может быть использовано на предприятиях металлообрабатывающей промышленности для эффективной черновой, чистовой и отделочной обработки заготовок деталей машин и приборов.
Известны сборные торцовые шлифовальные круги, состоящие из металлического корпуса и закрепленных на нем тем или иным способом абразивных элементов (SU, авторские свидетельства №971640, кл. B24D 7/00, 1982; №1002142, кл. B24D 7/06, 1983; №1100076, кл. B24D 7/00, 1984; №1100077, кл. B24D 7/00, 1984; №1102667, кл. B24D 7/00, 1984; №127737, кл. B24D 7/00, 1986; №1235709, кл. B24D 7/06, 1986; №1315273, кл. B24D 7/00, 1987).
Достоинствами являются:
- рациональное расходование абразивных материалов за счет использования металлического корпуса многократного применения и сменных абразивных элементов;
- возможность снижения теплонапряженности шлифования заготовок прерывистой абразивной поверхностью.
Причиной, препятствующей достижению указанного ниже технического результата, является постоянство характеристики абразивных элементов, что ограничивает применение одного и того же круга для обработки заготовок деталей из материалов с различными свойствами и различными требованиями к качеству обработанных поверхностей.
Известен сборный торцовый абразивный круг (SU, авторское свидетельство №1281393, кл. B24D 7/06, 1987), состоящий из металлического корпуса и абразивных сегментов, выполненных в виде усеченных секторов и неподвижно закрепленных на корпусе с помощью фланца.
Достоинство такого круга аналогично описанным выше.
Причиной, препятствующей достижению указанного выше технического результата, является отсутствие возможности изменения относительного положения абразивных сегментов, что, как и в предыдущих случаях, снижает эффективность использования таких кругов в условиях многономенклатурных производств.
Известен торцовый абразивный круг (SU, патент №2205742, кл. B24D 7/14, 2003), имеющий корпус с закрепленным на нем крупнозернистым абразивным слоем для предварительного шлифования, установленный соосно с корпусом с возможностью осевого перемещения стакан, несущий мелкозернистые абразивные слои для окончательного шлифования и механизм выдвижения стакана, включающий в себя тарельчатый элемент, выполненный из сплава с термомеханической памятью и срабатывающий при подаче через каналы в корпусе круга нагретого воздуха.
К причинам, препятствующим достижению указанного ниже технического результата, относится то, что при использовании указанного круга абразивные слои, используемые для окончательного шлифования, образуют прерывистую рабочую поверхность, что приводит к возникновению дополнительных колебаний в технологической системе при шлифовании и ухудшению микрогеометрии шлифованных поверхностей, формируемой на окончательном этапе обработки торцовым кругом.
Наиболее близким устройством того же назначения к заявляемому изобретению по совокупности признаков является торцовый абразивный круг, имеющий прерывистую рабочую абразивную поверхность для предварительного шлифования и непрерывную рабочую абразивную поверхность для окончательного шлифования (RU, патент №2214901, кл. B24D 7/14, 2001), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что указанный круг имеет достаточно сложную конструкцию, затрудняющую его изготовление, а также необходимость модернизации станка для обеспечения дискретной подачи нагретого и охлажденного воздуха.
Сущность изобретения заключается в следующем. С целью упрощения конструкции круга механизм перемещения установленного соосно с корпусом стакана, несущего мелкозернистый абразивный слой, выполнен в виде винтовой пары, образованной стаканом и центрирующей оправкой и предназначенной для выдвижения стакана в осевом направлении на окончательном этапе шлифования.
Технический результат заключается в упрощении конструкции круга.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном устройстве, торцовый абразивный круг содержит корпус с закрепленным на нем прерывистым крупнозернистым слоем, установленный соосно с корпусом с возможностью осевого перемещения стакан с закрепленным на его торцовой поверхности непрерывным мелкозернистым абразивным слоем и механизм перемещения стакана. Особенность заключается в том, что механизм перемещения стакана выполнен в виде винтовой пары, образованной стаканом и центрирующей оправкой и фиксируемой в рабочем и нерабочем положении стопорными винтами.
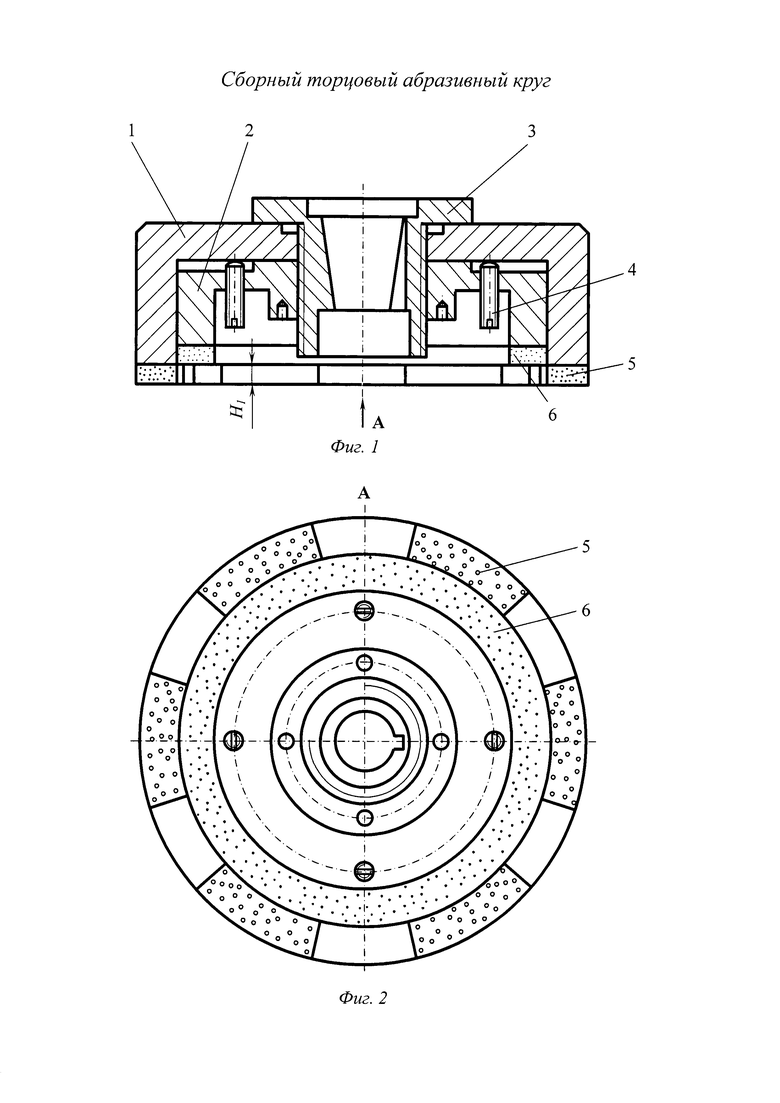
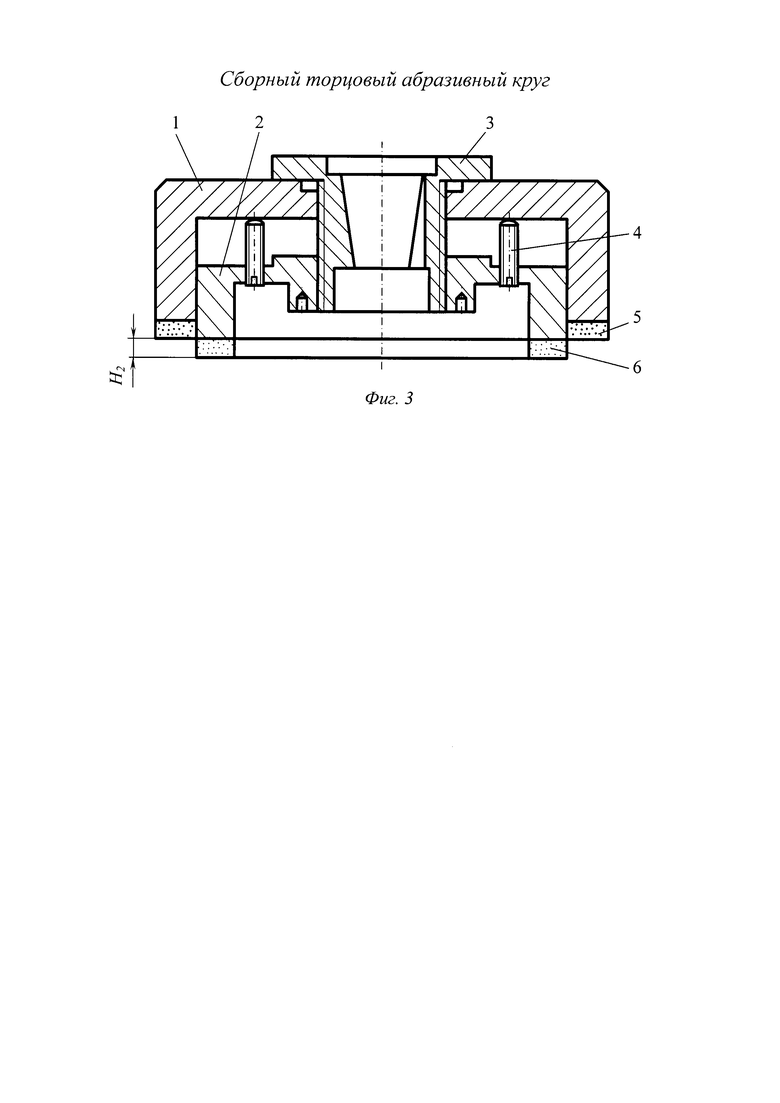
На чертежах представлено: на фиг. 1 - продольный разрез торцового абразивного круга; на фиг. 2 - вид снизу на круг по фиг. 1; на фиг. 3 - продольный разрез круга с выдвинутым стаканом, несущим мелкозернистый абразивный слой.
Сборный торцовый круг содержит металлический корпус 1 (фиг. 1), соосный с корпусом стакан 2, центрирующую оправку 3 и винты 4.
На кольцевой торцовой поверхности корпуса 1 неподвижно закреплены крупнозернистые абразивные слои 5 (фиг. 2), а на кольцевой торцовой поверхности стакана неподвижно закреплен мелкозернистый абразивный слой 6.
Сборный торцовый абразивный круг используют следующим образом.
При съеме основного припуска (на предварительную обработку) шлифование осуществляют крупнозернистыми абразивными слоями 5, неподвижно закрепленными на кольцевой торцовой поверхности корпуса 1 круга (фиг. 1) на режимах, соответствующих предварительному шлифованию. Прерывистость рабочей поверхности на этом этапе шлифования способствует снижению теплонапряженности процесса предварительной обработки и формированию благоприятных физико-механических характеристик поверхностных слоев обработанных деталей, при этом рабочая поверхность мелкозернистого слоя «утоплена», т.е. находится на некотором расстоянии Н1 (фиг. 1) от рабочей поверхности крупнозернистого слоя и не касается обрабатываемой поверхности детали.
После снятия основной части припуска станок останавливают, «отпускают» винты 4 (фиг. 1) и поворотом стакана 2 относительно центрирующей неподвижной резьбовой поверхности оправки 4 перемещают его в осевом направлении так, чтобы мелкозернистый абразивный слой выступал за пределы крупнозернистого на величину Н2 (фиг. 3). Винты 4 поворачивают до упора во внутреннюю торцовую поверхность корпуса, создавая при этом натяг в резьбе винтовой пары, препятствующий непреднамеренному повороту стакана. Станок включают и оставшуюся часть припуска удаляют мелкозернистым абразивным слоем на режимах, соответствующих окончательному шлифованию.
Непрерывность рабочей абразивной поверхности на этом этапе шлифования способствует уменьшению вибраций в технологической системе и улучшению микрогеометрии шлифованных поверхностей.
После окончания цикла шлифования винты 4 «отпукают», поворотом стакана 2 возвращают его в исходное (нерабочее) положение и вновь стопорят винтами 4 (фиг. 1).
Осевая (врезная) подача абразивного круга при обработке как крупно-, так и мелкозернистым абразивными слоями осуществляется от привода подач шлифовального станка.
Применение предлагаемого круга позволяет на одной операции выполнить с высоким качеством предварительное и окончательное шлифование торцом круга за один установ заготовок. При этом конструкция сборного торцового абразивного круга достаточно технологична и не требует модернизации шпиндельного узла шлифовального станка для подачи нагретого или охлажденного воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2214901C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2205742C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2219039C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2294278C1 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2011 |
|
RU2468908C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2152869C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113973C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2002 |
|
RU2217295C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении сборных торцовых абразивных кругов для обработки металлов. Абразивный круг содержит корпус с закрепленным на нем прерывистым крупнозернистым абразивным слоем, центрирующую оправку и установленный соосно с корпусом с возможностью осевого перемещения стакан с закрепленным на его торцовой поверхности непрерывным мелкозернистым абразивным слоем. Центрирующая оправка и стакан с мелкозернистым абразивным слоем образуют винтовую пару, выполненную с обеспечением осевого перемещения стакана с фиксацией в рабочем и нерабочем положениях стопорными винтами с упором их во внутреннюю поверхность корпуса и созданием натяга в резьбе винтовой пары. В результате упрощается конструкция круга и обеспечивается эффективная черновая, чистовая и отделочная обработка деталей машин и приборов. 3 ил.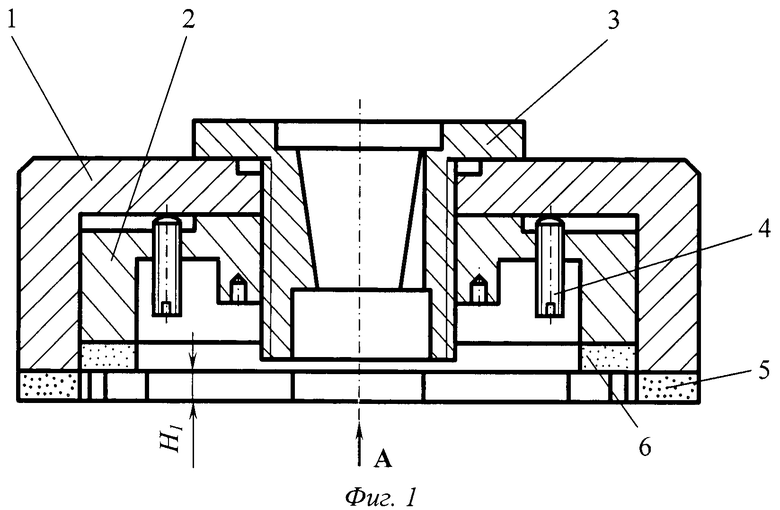
Сборный торцовый абразивный круг, содержащий корпус с закрепленным на нем прерывистым крупнозернистым абразивным слоем, центрирующую оправку и установленный соосно с корпусом с возможностью осевого перемещения стакан с закрепленным на его торцовой поверхности непрерывным мелкозернистым абразивным слоем, отличающийся тем, что центрирующая оправка и стакан с мелкозернистым абразивным слоем образуют винтовую пару, выполненную с обеспечением осевого перемещения стакана с фиксацией в рабочем и нерабочем положениях стопорными винтами с упором их во внутреннюю поверхность корпуса и созданием натяга в резьбе винтовой пары.
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2214901C2 |
| Абразивный торцевой инструмент | 1982 |
|
SU1041280A1 |
| АБРАЗИВНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 0 |
|
SU262656A1 |
| GB 1445313 A, 11.08.1976. | |||

