Область техники
Изобретение относится к способу формования подошв из пластмассы, например полиуретана, и обувных рантов на верху обуви посредством формы, так чтобы получать готовую обувь с рантовым внешним видом, при этом указанная форма содержит колодку, на которой расположен верх обуви, верхнюю часть формы, разделенную вдоль продольной центральной плоскости и, таким образом, содержащую две половины, выполненные с возможностью поперечного передвижения относительно нижней части формы между открытым и закрытым положениями формы, и нижнюю часть формы, выполненную с возможностью вертикального передвижения относительно верхней части формы между открытым и закрытым положениями формы.
Предшествующий уровень техники
Во французской публикации №2609874 описывается способ изготовления обуви, при котором на обуви формуют рант для придания обуви внешнего вида обуви с рантом. Рант расположен вертикально, и, таким образом, между верхом обуви и рантом виден материал подошвы, соединяющий рант и верх обуви, что не является удовлетворительным.
В патентном документе US 3855657 описывается способ вышеуказанного типа для формования сбоку обувной подошвы накладки, которая не является подлинным рантом. При этом способе используют состоящую из двух частей накладку, образованную из двух половин. При открытом положении формы помещают половину накладки в паз, имеющийся в каждой из двух половин верхних элементов формы. Пазы открыты в направлении радиально внутрь. Затем закрывают форму и формуют обувную подошву в полости, ограниченной пазами. Во время процесса формования вводят формовочный материал между верхом обуви и накладкой, так чтобы прикреплять последнюю к обувной подошве и, таким образом, к верху обуви.
В патентном документе GB 840029 описывается способ вышеуказанного типа для одновременного формования ранта и подошвы на верху обуви. При этом способе используют рант, состоящий из двух частей, при этом каждая половина ранта по существу соответствует половине ранта на готовой обуви. При открытом положении формы вставляют одну половину ранта в паз во внутренней поверхности каждого верхнего элемента формы. Вблизи паза каждый их верхних элементов формы снабжен защитным средством для поддержания ранта во время процесса формования. Затем смыкают полуформы вокруг верха обуви, расположенного на колодке, тем самым заставляя ранты прилегать к нижней поверхности верха обуви. После этого заливают формовочный материал в полость, образованную верхом обуви и верхним элементом формы, вводят поршень в эту полость и формуют подошву на верху обуви. Использование ранта, состоящего из двух частей, связано с риском втекания материала подошвы между рантами и верхом обуви у концов половин ранта в каблучной и носочной частях обуви. Кроме того, требуется много времени для установки каждой половины ранта в каждую из половин верхнего элемента формы.
Описание изобретения
Целью изобретения является создание способа вышеуказанного типа, позволяющего сравнительно просто и надежно устанавливать рант, не вызывая при этом втекание материала подошвы между рантом и верхом обуви, так чтобы он стал видимым на готовой обуви.
Согласно изобретению предложен способ формования подошв из пластмассы, например полиуретана, и обувных рантов на верху обуви посредством формы, так чтобы получать готовую обувь с рантовым внешним видом, при этом указанная форма содержит колодку, на которой расположен верх обуви, верхнюю часть формы, разделенную вдоль продольной средней плоскости и содержащую две половины с выступами, выполненные с возможностью поперечного передвижения относительно нижней части формы между открытым и закрытым положениями формы, и нижнюю часть формы, выполненную с возможностью вертикального передвижения относительно верхней части формы между открытым и закрытым положениями формы, включающий помещение ранта в форму при открытом положении формы, сведение вместе двух половин верхней части формы, посредством чего верхний выступ на каждой из этих половин простирается над обувным рантом, формование обувной подошвы известным способом, подавая пластмассу в полость формы, отличающийся тем, что используют кольцевой рант, имеющий внутренний контур, по существу соответствующий наружному контуру нижней боковой части верха обуви, который соответствует положению ранта в готовой обуви, после сведения двух половин верхней части формы передвигают нижнюю часть формы в ее закрытое положение, при этом кольцевая опорная поверхность на верхней поверхности нижней части формы взаимодействует с нажимной поверхностью на нижней поверхности выступа на каждой из половин верхней части формы таким образом, что часть ранта, обращенная к верху обуви, наклоняется внутрь и вниз для приведения внутренней крайней поверхности ранта в плотное соприкосновение с нижней боковой частью верха обуви.
Когда половины верхней части формы сомкнуты вокруг верха обуви (т.е. половины сведены вместе), а верхняя и нижняя части формы сведены вместе (т.е. передвинуты в их закрытое положение), часть обувного ранта наклонена и принудительно соприкасается с боковой частью верха обуви по всей его периферии. В результате этого предотвращается вытекание пластмассы (например, полиуретана) между рантом и верхом обуви. Однако достигается прочное сцепление ранта с верхом обуви. Кроме того, установлено, что способ согласно изобретению применим ко многим моделям обуви.
После формования подошвы разделяют части формы и извлекают обувь из формы. Затем обрезают и соответствующим образом обрабатывают самую наружную часть ранта для получения обуви в ее готовом виде.
Согласно изобретению внутренняя крайняя поверхность ранта, обращенная к верху обуви, может быть по существу плоской поверхностью, предпочтительно снабженной поднутрением. В результате этого достигается надежное скрепление посредством плоской крайней поверхности, при этом поднутрение обеспечивает втекание пластмассы между рантом и верхом обуви для надежного прикрепления ранта.
Кроме того, согласно изобретению половины верхней части формы и/или нижняя часть формы могут оказывать такое давление на рант, чтобы вызывать наклон ранта и прижатие его внутренней крайней поверхности к верху обуви, посредством чего, по меньшей мере, самые верхние 10% указанной крайней поверхности плотно соприкасаются с верхом обуви. Таким образом, достигается очень надежное крепление ранта к формованной подошве и к верху обуви.
Кроме того, согласно изобретению опорной поверхностью может быть поверхность кольцевой канавки в верхней поверхности нижней части формы, и на виде в разрезе указанная поверхность образует с горизонтальной плоскостью угол V, равный 20-40°, предпочтительно 25-35°. В результате этого при передвижении в их закрытое положение верхняя и нижняя части формы особенно эффективно взаимодействуют для наклона ранта радиально вокруг самого внутреннего края канавки, посредством чего рант оказывается более точно расположенным относительно верха обуви, при этом одновременно верх обуви может быть благодаря наружной наклонной поверхности канавки подвергнут действию силы, направленной радиально внутрь.
Согласно изобретению до помещения ранта в форму он может быть прикреплен вдоль края сравнительно тонкой вспомогательной подошвы, которая проницаема для пластмассы и способствует удержанию ранта на месте во время формования подошвы. Этот способ является особенно предпочтительным.
Согласно изобретению вспомогательную подошву особенно предпочтительно изготавливать из проницаемой ткани, например, из прессованных пластмассовых волокон или обработанной клеем ткани, снабженной множеством отверстий, диаметр которых предпочтительно равен 1,5-6 мм и расстояние между которыми предпочтительно равно 3-16 мм.
Кроме того, согласно изобретению вспомогательная подошва может быть успешно изготовлена из сетки, сделанной из пластмассовых волокон.
Согласно изобретению рант может быть изготовлен из сравнительно мягкого материала, как например, кожи, резины, пластмассы или прессованной кожи с волокнами («лефа»), которая, как оказалось, является особенно предпочтительной.
Кроме того, согласно изобретению рант может быть помещен на кольцевую опорную поверхность на верхней стороне нижней части формы при открытом положении формы.
Далее, согласно изобретению рант может быть прикреплен к нижней поверхности верха обуви через вспомогательную подошву предпочтительно посредством клея и/или посредством центрирующих штифтов и приведен в соприкосновение с опорной поверхностью или принят в канавку в нижней части формы во время движения нижней части формы в ее закрытое положение. Таким образом, обеспечивается, что до формования обувной подошвы рант принимает правильное положение относительно верха обуви.
Кроме того, изобретение относится к ранту для использования в вышеуказанном способе согласно изобретению. Обувной рант отличается тем, что он является по существу кольцевым и имеет внутренний контур, по существу соответствующий наружному контуру нижней боковой части верха обуви при расположении обувного ранта на готовой обуви, при этом поверхность, которая должна быть обращена к верху обуви, является по существу вертикальной и, по выбору снабжена поднутрением, по меньшей мере, на своей самой нижней части. В результате этого рант сцепляется с верхом обуви, позволяя материалу обувной подошвы течь в «клин» между поверхностью ранта, обращенной к верху обуви, и верхом обуви, при этом предотвращается вытекание материала подошвы над рантом (на готовой обуви).
На своей наружной поверхности рант может быт снабжен некоторым количеством предпочтительно равноотстоящих надрезов.
Согласно изобретению рант может быть прикреплен вдоль края поддерживающей вспомогательной подошвы посредством приклеивания и/или пришивания, при этом указанная вспомогательная подошва имеет наружный контур, по существу соответствующий наружному контуру готовой формованной подошвы. Таким образом можно точно размещать рант относительно верха обуви, а готовая обувь будет очень походить на обувь, действительно сшитую по ранту, в тех случаях, когда верхняя поверхность ранта будет снабжена ложным швом для изображения ранта.
Далее, согласно изобретению рант может иметь форму поперечного сечения, по существу соответствующую трапеции, прямоугольнику или прямоугольнику с коротким вспомогательным выступом. На практике эти формы поперечного сечения оказались особенно предпочтительными.
Кроме того, изобретение относится к форме для осуществления вышеуказанного способа согласно изобретению; форма содержит нижнюю часть формы и верхнюю часть формы, при этом верхняя часть формы разделена в продольном направлении на две половины, выполненные с возможностью поперечного передвижения относительно нижней части формы между открытым и закрытым положениями формы и снабженные каждая выступом, а нижняя часть формы выполнена с возможностью вертикального передвижения относительно верхней части формы между открытым и закрытым положениями формы, и, кроме того, содержит колодку с верхом обуви на ней, расположенную над нижней частью формы. Форма отличается тем, что она имеет кольцевую опорную поверхность, образованную на верхней поверхности нижней части формы и, по выбору, образованную в кольцевой канавке в указанной верхней поверхности, при этом указанная опорная поверхность выполнена для поддержки ранта и предпочтительно наклонена вверх к нижней части верха обуви, при этом выступ на нижней поверхности каждой половины верхней части формы имеет нажимную поверхность для деформирования, по меньшей мере, части ранта во время смыкания верхней части формы и нижней части формы и удерживающую поверхность для удержания ранта. Эта форма оказалась особенно предпочтительной для осуществления способа согласно изобретению.
Согласно изобретению кольцевая канавка имеет по существу V-образное поперечное сечение, наверху которого опорная поверхность продолжается в горизонтальную верхнюю поверхность для поддержки радиально самой внутренней части ранта во время формования обувной подошвы на верху обуви, а указанная опорная поверхность образует с горизонтальной плоскостью угол V, равный 20-40°, предпочтительно 25-35°. Благодаря наличию опорной поверхности с таким наклоном достигается особенно надежное и правильное формоизменение ранта в связи с формованием обувной подошвы.
Кроме того, согласно изобретению ширина выступа на каждой половине верхней части формы может быть выбрана таким образом, чтобы при закрытом положении верхней и нижней частей формы край выступа, обращенный к верху обуви, мог простираться за боковую стенку нижней части формы, но таким образом, чтобы не оказывать чрезмерное давление на верх обуви. В результате этого при осуществлении способа согласно изобретению форма не оставляет вмятин на верху обуви.
Далее, согласно изобретению, по меньшей мере, часть соответственно формоизменяющей нажимной поверхности и удерживающей поверхности выступа верхней части формы может быть по существу параллельна соответственно кольцевой верхней поверхности и опорной поверхности нижней части формы. В то же самое время при формовании обувной подошвы верхняя поверхность ранта, таким образом, имеет особенно изящную форму, что способствует приданию готовой обуви весьма привлекательного внешнего вида.
В тех случаях, когда для подачи жидкого формовочного материала, например полиуретана, используют, по меньшей мере, один подающий канал в верхней части формы, предпочтительно в ее каблучной части и предпочтительно в плоскости разъема между двумя половинами верхней части формы, этот подающий канал может быть разделен на два меньших канала недалеко от его открывания в полость формы, так чтобы образовывать Y-образный канал, при этом впускные отверстия этих двух каналов в полость формы расположены на разных уровнях. Таким образом, часть материала для формования подошвы при его впрыскивании в полость формы подается в переднюю часть формы, в то время как другая часть материала для формования подошвы подается в самую заднюю часть полости формы. В результате этого сводится к минимуму тенденция к образованию пустот в подошве.
Кроме того, одно из ответвлений канала может быть выполнено с возможностью впрыскивания струи материала для формования подошвы, направленной к верху обуви под углом наклона вверх «Y» относительно горизонтального направления, где 50°<Y<80°, в то время как другое ответвление канала может быть выполнено для впрыскивания струи формовочного материала вниз по направлению к дну полости формы под углом «Z» относительно горизонтального направления, где 50°<Z<80°.
Далее, форма может быть выполнена с возможностью работы с полиуретаном, имеющим температуру 85-150°С во время процесса формования; верхнюю и нижнюю части формы смыкают вместе посредством сжимающего усилия в 0,4-4 т, предпочтительно в 1,8 т, посредством чего готовая подошва имеет особенно привлекательный внешний вид без пустот.
В Y-образной системе каналов основной канал может иметь диаметр 5-10 мм, а каждое ответвление канала - диаметр 3-6 мм. Эта форма оказалась особенно подходящей для формования подошвы из полиуретана.
Наконец, форма может быть сделана из алюминия, посредством чего достигается особенно простое изготовление формы.
Краткое описание чертежей
Ниже изобретение подробнее объясняется со ссылкой на сопровождающие чертежи, на которых:
фиг.1 - перспективный вид формы для осуществления изобретения, на котором указанная форма показана в ее открытом состоянии и без колодки и верха обуви,
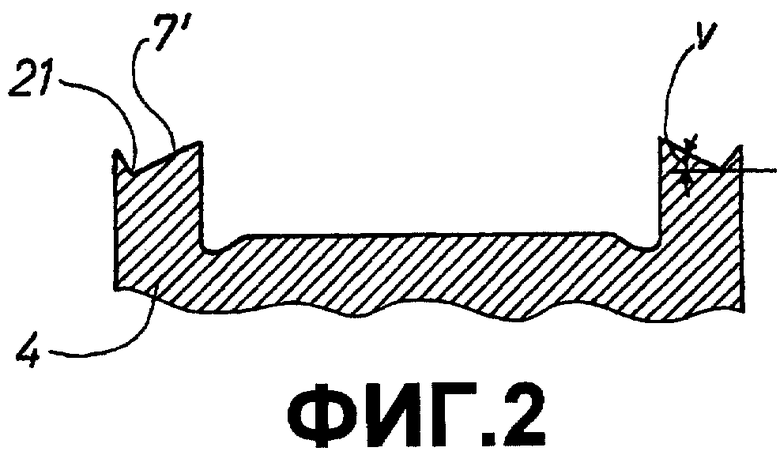
фиг.2 - вид нижней части формы в разрезе по линии II-II на фиг.1,
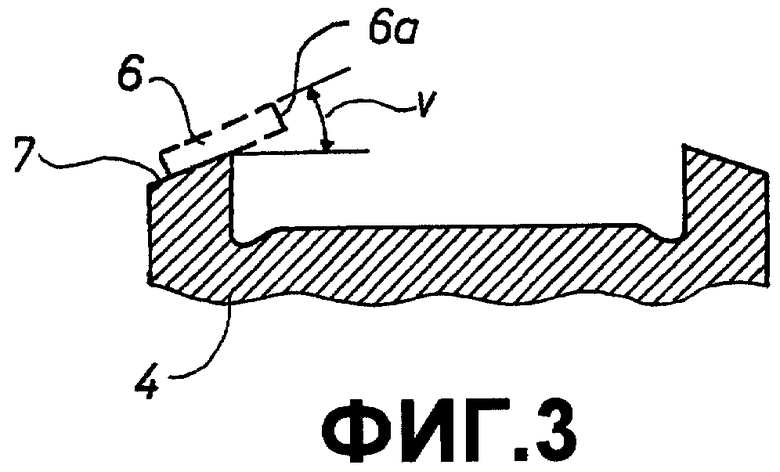
фиг.3 - вид в разрезе, как и на фиг.2, но показывающий другой вариант выполнения нижней части формы,
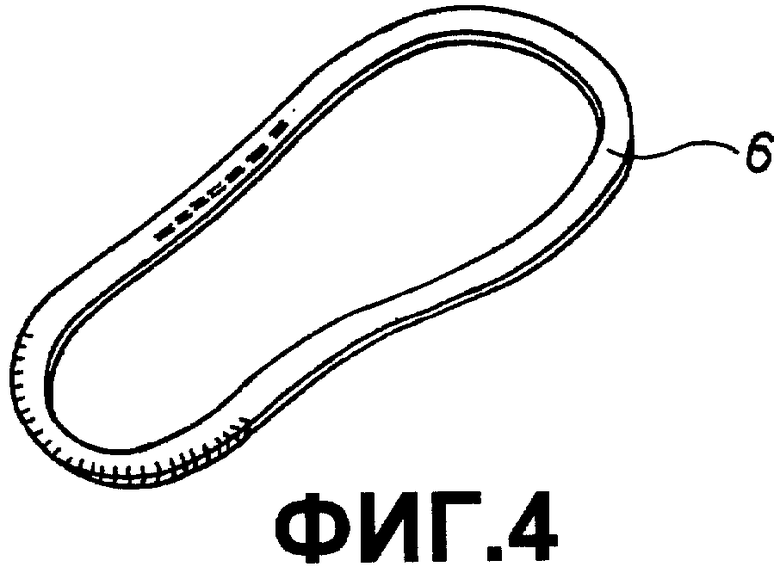
фиг.4 - наклонный вид сверху ранта для использования при способе согласно изобретению,
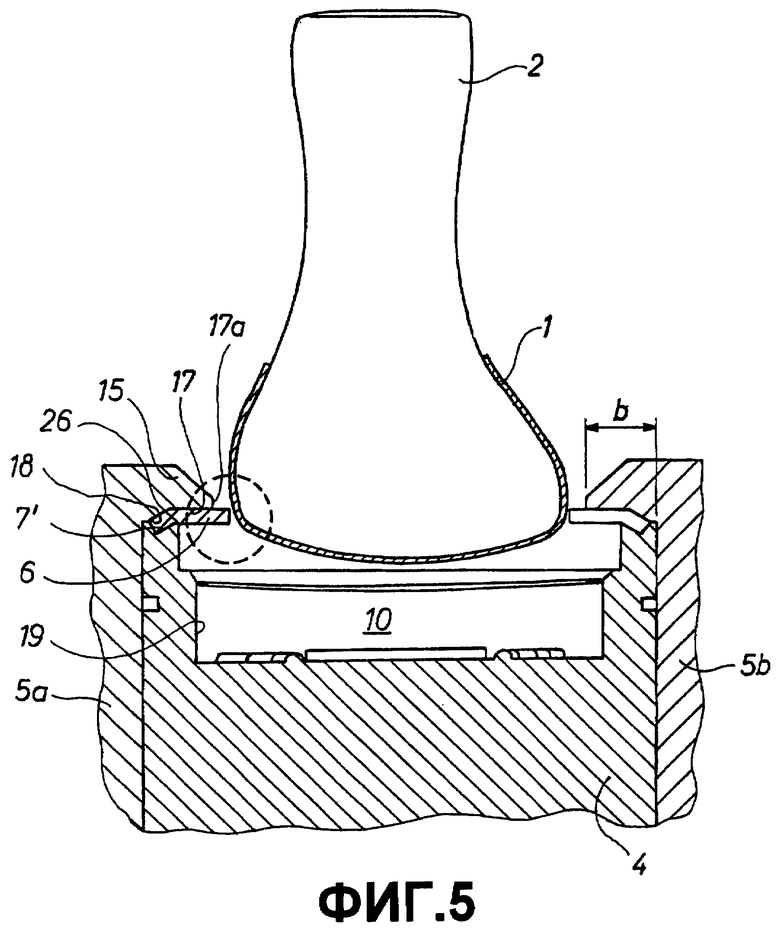
фиг.5 - частичный вид в разрезе верхней части формы, нижней части формы и колодки с установленным на ней верхом обуви во время формования подошвы,
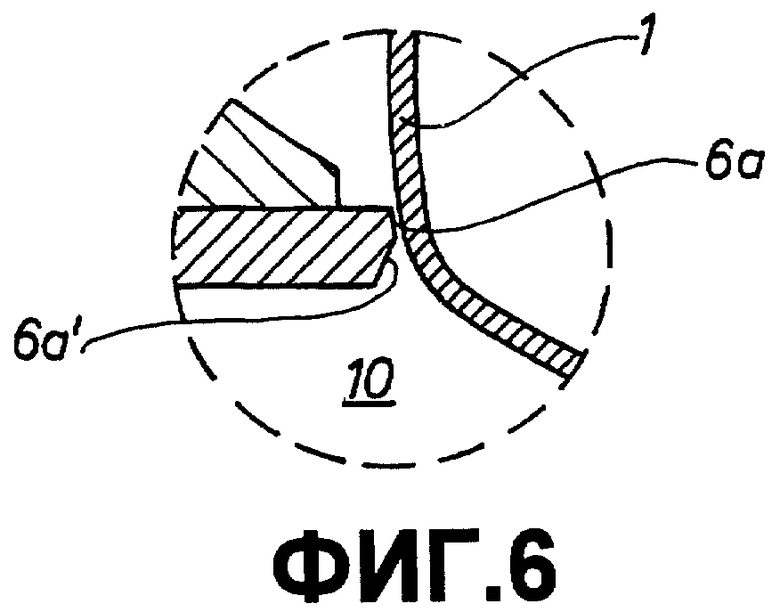
фиг.6 - подробный вид в увеличенном масштабе части, показанной в небольшом кружке на фиг.5,
фиг.7 - перспективный вид сверху ранта, прикрепленного к вспомогательной подошве,
фиг.8 - вид небольшой части одного варианта выполнения ранта согласно изобретению, при этом также видна небольшая часть вспомогательной подошвы,
фиг.9 - вид в разрезе второго варианта выполнения ранта согласно изобретению,
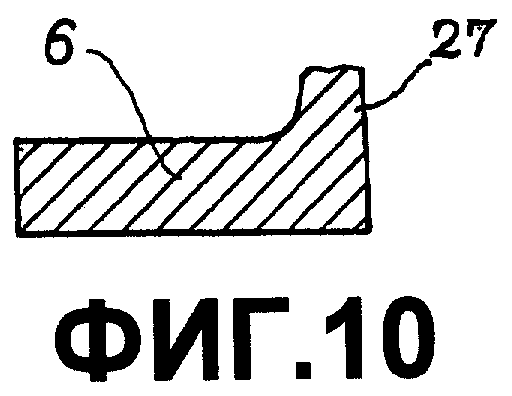
фиг.10 - вид в разрезе третьего варианта выполнения ранта согласно изобретению,
фиг.11 - вид в разрезе четвертого варианта выполнения ранта согласно изобретению,
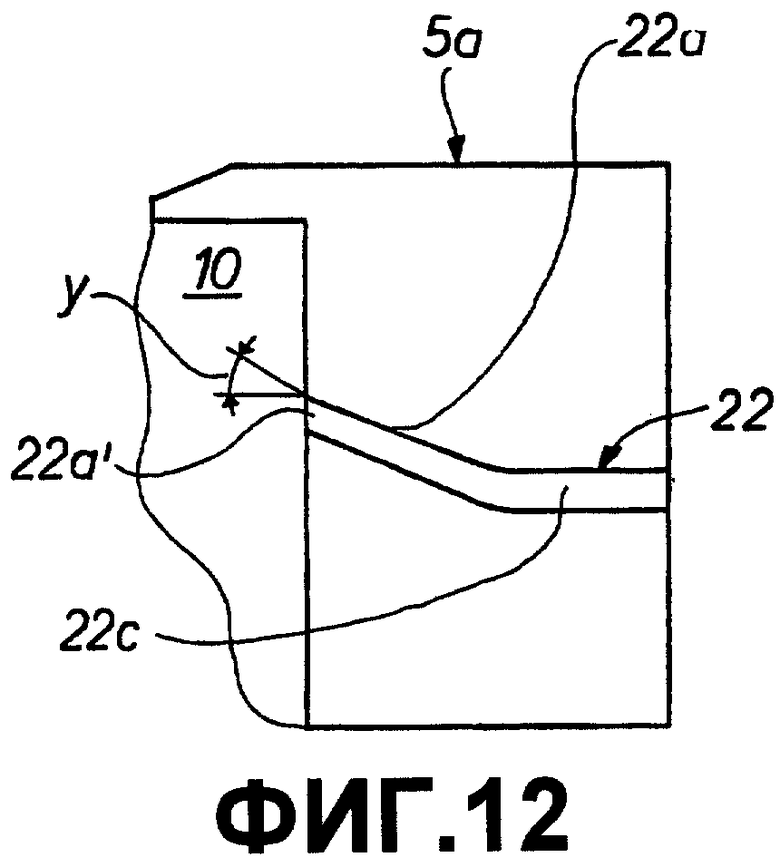
фиг.12 показывает часть плоскости разъема одной из половин верхней части формы, при этом ясно видно одно ответвление Y-образного подающего канала для жидкого материала, используемого для формования подошвы, и
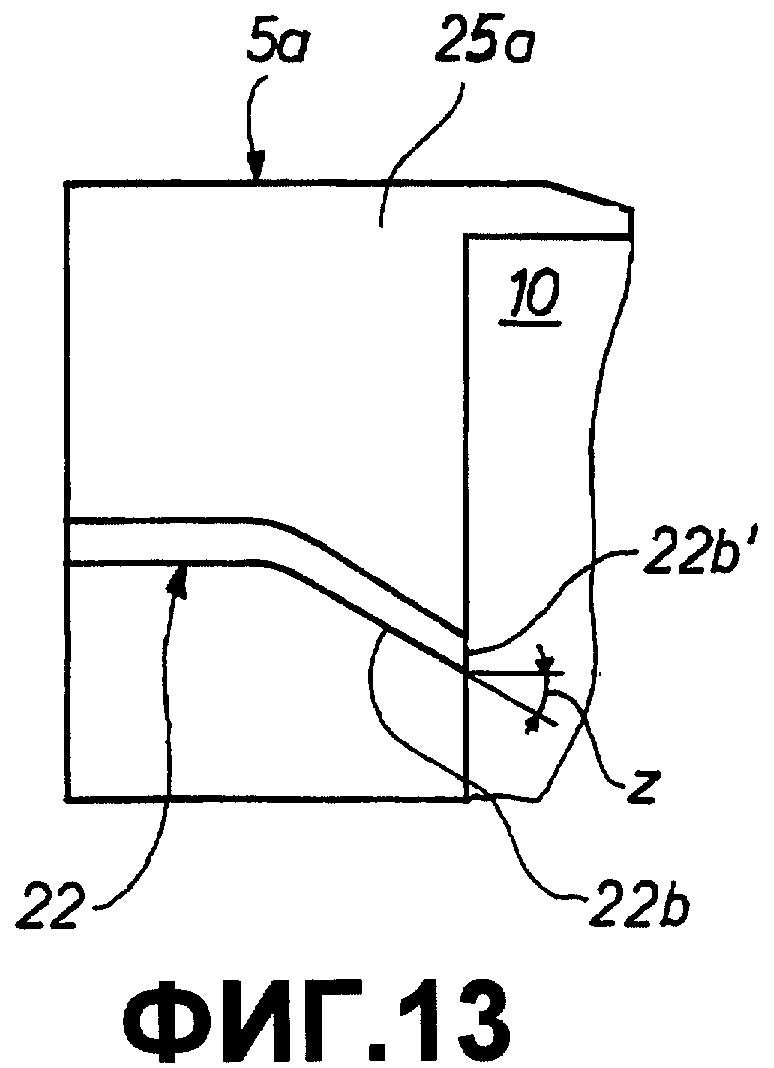
фиг.13 показывает часть плоскости разъема другой половины верхней части формы, при этом ясно видно другое ответвление Y-образного подающего канала.
Наилучшие варианты осуществления изобретения
На фиг.1 показана форма, посредством которой может быть осуществлен способ формования подошв из пластмассы, например, полиуретана на верху обуви, при этом верх 1 обуви расположен на колодке 2 (фиг.5). Как показано на фиг.1, форма 3 имеет нижнюю часть 4 формы и верхнюю часть 5 формы с двумя половинами 5а и 5b верхней части формы. Эти половины верхней части формы могут быть сдвинуты вместе или раздвинуты в горизонтальной плоскости. При использовании формы для указанного способа готовая обувь будет выглядеть как действительно сшитая на ранте. При этом способе используют рант 6 (фиг.4). Рант выполнен кольцевым и имеет контур, по существу соответствующий очертанию готовой обуви в нижней части верха обуви.
В первом варианте осуществления способа согласно изобретению для формования обувной подошвы на верху 1 обуви вначале помещают рант 6 на кольцевую опорную поверхность 7 на нижней части формы. На фиг.3 поперечное сечение ранта показано пунктирной линией с обозначением позицией 6, и, как видно, рант 6 наклонен вниз от своей внутренней крайней поверхности 6а к своей наружной крайней поверхности. Вместо расположения на опорной поверхности 7 рант может быть помещен в кольцевую канавку 21 на верхней поверхности нижней части формы (фиг.2). После того как верх 1 обуви (с сопряженной колодкой) вставлен в форму, рант 6 ограничивает верх обуви и наклонен вверх к нижней части верха 1 обуви.
На следующей стадии осуществления способа смыкают две половины 5а, 5b верхней части формы вокруг обувной колодки 2 и подают материал подошвы в полость 10 на верху нижней части формы для образования подошвы, при этом указанная полость, кроме того, ограничена верхом обуви. Затем нижнюю часть формы с обувным рантом на ней передвигают к верху обуви и соединяют половины верхней части формы. Одновременно формоизменяют рант посредством выступа 15 на каждой из половин 5а, 5b верхней части формы. Небольшое количество материала подошвы втекает между крайней поверхностью 6а ранта и нижней частью верха обуви, обеспечивая прочное сцепление ранта с верхом обуви. На фиг.5 показана форма в ее закрытом положении с верхом обуви (на колодке 2), вставленным в форму. Кроме того, показано, как кольцевой выступ 15 верхней части формы сдвинул часть ранта 6, простирающуюся в полость формы 10, вниз в горизонтальное положение, так что имел место изгиб (или скорее наклон) части ранта, выступающей в полость формы.
Половины 5а, 5b верхней части 5 формы и/или нижняя часть 4 формы оказывают (оказывает) такое давление на рант 6, что вызывает его наклон (или изгиб), посредством чего вертикальная крайняя поверхность 6а ранта тесно поджимается к верху 1 обуви; с верхом обуви плотно соприкасается, по меньшей мере, 10% крайней поверхности 6а. Как показано на фиг.6, часть крайней поверхности 6а может быть снабжена небольшим поднутрением 6а'.
Как показано на фиг.2, на виде в разрезе опорная поверхность 7' в кольцевой канавке 21 используемой нижней части формы 4 образует с горизонтальной плоскостью угол V, равный 10-40°, предпочтительно 25-35°. В данном случае угол V равен около 30°.
На фиг.6 ясно видно уплотнение между крайней поверхностью 6а ранта и верхом обуви 1. Необходимо отметить, что даже если на фиг.5 и 6 крайняя поверхность 6а ранта показана расположенной на расстоянии от верха обуви, крайняя поверхность 6а, как описано выше, на практике плотно соприкасается с верхом обуви.
Обувной рант может быть изготовлен из сравнительно мягкого материала, как например, кожи, резины, пластмассы и прессованной кожи с волокнами («лефа»).
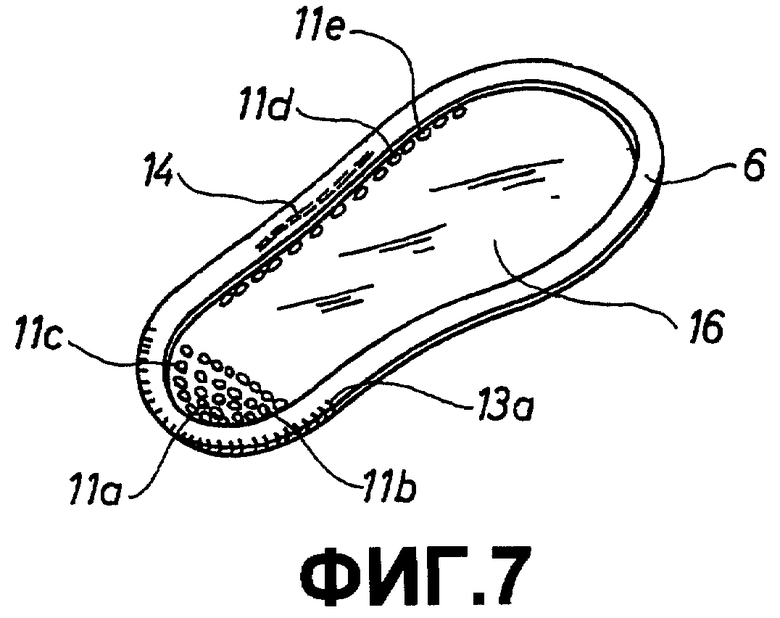
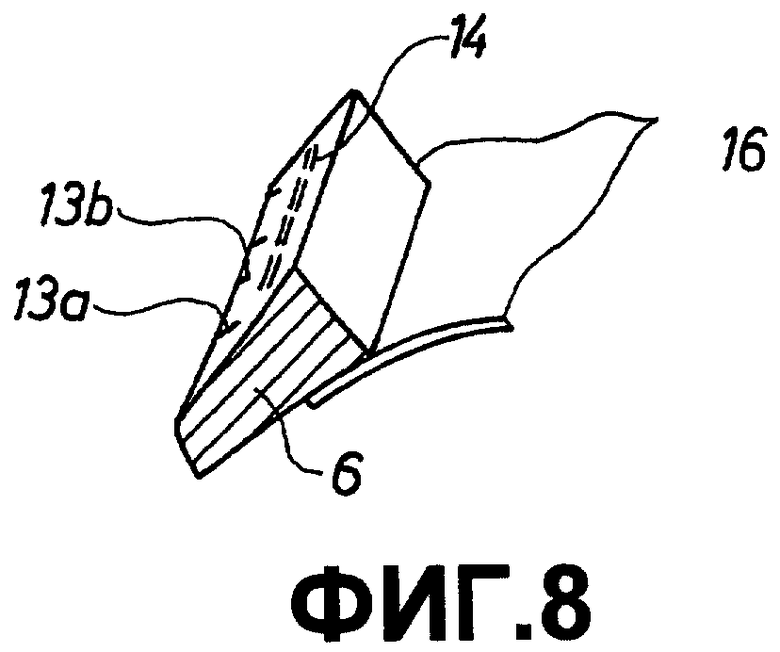
Как показано на фиг.7 и 8, до помещения в канавку 21 нижней части 4 формы рант 6 может быть установлен на сравнительно тонкой вспомогательной подошве 16 с прикреплением ранта по краю вспомогательной подошвы. В связи с креплением ранта 6 к вспомогательной подошве 16 следует отметить, что крепление может быть осуществлено приклеиванием и/или пришиванием, и, как показано, рант может быть снабжен ложным швом 14 для создания иллюзии пришиваемого ранта (фиг.7 и 8). Будучи помещенной на нижнюю часть формы 4 до процесса формования, вспомогательная подошва 16 способствует удержанию ранта на месте относительно опорных поверхностей 7' (по выбору, опорной поверхности 7), так чтобы рант находился в его предназначенном положении на готовой обуви.
Вспомогательная подошва 16 может быть изготовлена из проницаемой ткани, например, из прессованных пластмассовых волокон или из обработанной клеем ткани с множеством отверстий. Диаметр отверстий предпочтительно равен от 1,5 до 6 мм, а расстояние между отверстиями предпочтительно равно от 3 до 16 мм. На фиг.8 отверстия 11а, 11b, 11c для ясности показаны чрезмерно большими. Показаны только некоторые из отверстий. На практике отверстиями снабжена вся вспомогательная поверхность. По выбору, отверстия могут быть непосредственно вблизи ранта 6 (см. отверстия 11d, 11e). Отверстия служат для обеспечения того, чтобы во время формования материал подошвы мог легко течь в полость между вспомогательной подошвой и нижней частью верха обуви. Кроме того, вспомогательная подошва 16 может быть изготовлена из сетки, сделанной из пластмассовых волокон.
Вместо того, чтобы размещать обувной рант (со вспомогательной подошвой или без нее) непосредственно в канавке 21 до формования подошвы, согласно второму варианту осуществления изобретения рант 6, расположенный на вспомогательной подошве, может быть прикреплен к нижней поверхности верха обуви посредством вспомогательной подошвы, предпочтительно приклеиванием вспомогательной подошвы к нижней поверхности верха обуви и/или ее креплением к нижней поверхности верха обуви посредством центрирующих штифтов (показаны), которые в состоянии взаимодействовать с одним или большим числом отверстий 11а, 11b, 11c, 11d, 11e.
Что касается формования подошвы, то следует отметить, что формовочный материал, например, полиуретановый поропласт, может быть подан в полость формы 10 (фиг.5) до сведения вместе верхней части формы 5 и нижней части формы 4, например, посредством сжимающего усилия в 0,4-4 т, предпочтительно 1,8 т. По выбору, верхняя часть формы 5 и нижняя часть формы 4 могут быть сведены вместе до подачи формовочного материала, например ПВХ, в полость 10.
Как упоминалось выше, рант 6, который используют при осуществлении способа согласно изобретению, является по существу кольцевым и имеет контур, по существу соответствующий контуру подошвы готовой обуви. Как показано на фиг.6 и 7, поверхность 6а, которая должна быть обращена к верху обуви 1, является по существу вертикальной. Однако, по меньшей мере, ее самая нижняя часть снабжена поднутрением с поверхностью 6а'. На наружной поверхности ранта, обращенной от верха обуви, может иметься некоторое количество предпочтительно равноотстоящих надрезов 13а, 13b, 13с, которые обычно расположены на расстоянии 5 мм друг от друга.
В поперечном сечении рант может иметь форму трапеции (фиг.8), прямоугольника (фиг.9) или прямоугольника с выступом 27 (фиг.10).
Ниже будет подробно описана форма для осуществления способа согласно изобретению. Как упоминалось выше и как показано на фиг.1 и 5, форма содержит нижнюю часть 4 и верхнюю часть 5, при этом верхняя часть разделена в продольном направлении на две половины 5а, 5b, выполненные с возможностью поперечного передвижения относительно нижней части формы 4. Между двумя половинами верхней части формы и над нижней частью формы может быть помещена колодка с расположенным на ней верхом обуви. Как показано на фиг.5 и 6, каждая половина 5а, 5b верхней части формы снабжена выступом 15, имеющим формующую нажимную поверхность 17 на своей нижней поверхности.
Как показано на фиг.2 и 3, нижняя часть формы 4 на своей верхней поверхности снабжена кольцевой опорной поверхностью 7, по выбору, опорной поверхностью 7', образованной в кольцевой канавке 21 в нижней части формы 4. Эта опорная поверхность наклонена вверх к нижней части верха 1 обуви и служит для поддержки и удержания ранта в его правильном положении. При сведении вместе верхней части 5 формы и нижней части 4 формы эти формоизменяющие нажимные поверхности 17 половин верхней части формы, расположенные на нижних поверхностях выступов 15, совместно с опорными поверхностями 7 ограничивают и формоизменяют, по меньшей мере, часть ранта 6. На своих нижних поверхностях каждый выступ 15, кроме того, снабжен удерживающей поверхностью 18, зажимающей радиально самую наружную часть ранта 6 на нижней части формы. Зажим может быть также осуществлен посредством узкой горизонтальной верхней поверхности 26 на верхней поверхности нижней части формы. Верхняя поверхность 26 расположена вблизи опорной поверхности 7'.
Кольцевая канавка 21 имеет по существу V-образное поперечное сечение. Во время формования обувной подошвы на обувном верхе опорная поверхность 7' в канавке только поддерживает радиально самую наружную часть ранта 6, и, как упоминалось, эта опорная поверхность образует с горизонтальной плоскостью угол V, равный 20-40°, предпочтительно 25-35°.
Что касается ширины b выступа 15 верхней части 5 формы, то следует отметить, что эту ширину выбирают таким образом, чтобы край 17а выступа, обращенный к верху обуви 1, мог простираться за боковую стенку 19 нижней части формы (при соединенном состоянии частей формы), непосредственно не задевая верх 1 обуви, так что последний не подвергается чрезмерному давлению от края 17а. Слишком плотное соединение края 17а с верхом обуви вызвало бы образование кольцевых вмятин на верху обуви, что ухудшило бы внешний вид готовой обуви. Таким образом, посредством настоящего изобретения предотвращается образование таких вмятин.
По меньшей мере, часть нажимной поверхности 17 выступа 15 на верхней части формы может быть по существу параллельна кольцевой опорной поверхности 7' нижней части формы.
Жидкий материал для формования подошвы может быть подан в полость 10 формы различными способами: или до, или после сведения вместе верхней части формы и нижней части формы. В случае подачи жидкого формовочного материала, например полиуретана, до сведения вместе верхней и нижней частей формы этот материал может быть подан через верхнюю часть формы, предпочтительно в ее каблучной части и предпочтительно в плоскости разъема между двумя половинами верхней части формы с использованием, например, подающего канала 22 у указанной плоскости разъема (фиг.12). Недалеко от места открывания в полость 10 этот канал разделяется на два меньших канала 22а и 22b, в результате чего этот подающий канал становится по существу Y-образным. Как показано, отверстия 22а' и 22b' ответвлений 22а и 22b канала, обращенные к полости, расположены в полости формы 10 на двух разных уровнях.
Как показано на фиг.12 и 13, во время формования через ответвление 22а впрыскивается струя формовочного материала под углом наклона вверх «Y» предпочтительно 40-80° относительно горизонтальной плоскости. Через другое ответвление 22 впрыскивается струя формовочного материала вниз к полости формы под углом «Z» (измеренным относительно горизонтального направления), предпочтительно равным 40-80°. Кроме того, ответвления могут быть выполнены таким образом, чтобы две струи не впрыскивались в среднюю плоскость формы, а образовывали угол с этой плоскостью, отличный от 0°. Однако не показана эта конструктивная особенность.
Что касается размеров подающего канала 22, то следует отметить, что в Y-образной системе каналов подающий канал может иметь диаметр 5-10 мм, а каждое ответвление 22а, 22b может иметь диаметр 3-6 мм.
В случае подачи жидкого формовочного материала в полость формы после сведения вместе верхней и нижней частей формы этот материал может быть подан, например, через подающий канал, простирающийся как через верхнюю часть формы, так и через нижнюю часть формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| БОТИНОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2370191C2 |
| ОЗДОРАВЛИВАЮЩАЯ И ПОТОУДАЛЯЮЩАЯ ОБУВЬ | 1997 |
|
RU2127991C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕЛЬКИ ДЛЯ ОБУВИ И СТЕЛЬКА, ИЗГОТОВЛЕННАЯ ТАКИМ СПОСОБОМ | 2010 |
|
RU2532021C2 |
| КОНСТРУКЦИЯ НИЗА ОБУВИ | 2005 |
|
RU2310355C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИБКИХ ТРЕХМЕРНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2613432C2 |
| СРЕДНИЙ СЛОЙ ОБУВНОЙ ПОДОШВЫ | 2001 |
|
RU2257125C2 |
Данная группа изобретений относится к способу формования подошв на обуви, к конструкции ранта и форме для осуществления способа. В способе формования подошвы из пластмассы, например из полиуретана, и обувного ранта на верху обуви используют форму, чтобы получить готовую обувь с рантовым внешним видом. Форма содержит колодку, на которой расположен верх обуви, верхнюю часть формы и нижнюю часть формы. Верхняя часть формы разделена вдоль продольной средней плоскости и содержит две половины, выполненные с возможностью поперечного передвижения относительно нижней части формы между открытым и закрытым положениями формы. Нижняя часть формы выполнена с возможностью вертикального передвижения относительно верхней части формы между открытым и закрытым положениями формы. Для осуществления способа используют кольцевой обувной рант, имеющий внутренний контур, по существу соответствующий наружному контуру нижней боковой части верха обуви, который соответствует положению ранта в готовой обуви. Помещают кольцевой рант в форму при ее открытом положении. Сводят вместе две половины верхней части формы и передвигают нижнюю часть формы в ее закрытое положение. При этом верхний выступ на каждой из половин простирается над обувным кольцевым рантом. В результате этого кольцевая опорная поверхность на верхней поверхности нижней части формы взаимодействует с нажимной поверхностью на нижней поверхности выступа на каждой половине верхней части формы таким образом, что часть ранта, обращенная к верху обуви, наклоняется внутрь и вниз для приведения внутренней крайней поверхности ранта в плотное соприкосновение с нижней боковой частью верха обуви. Затем формуют обувную подошву известным способом, подавая пластмассу в полость формы. Технический результат, который достигается при использовании группы изобретений, заключается в сравнительно простой и надежной установке кольцевого обувного ранта, не вызывая при этом втекание материала подошвы между рантом и верхом обуви, так чтобы он стал видимым на готовой обуви. 3 н. и 13 з.п. ф-лы, 13 ил.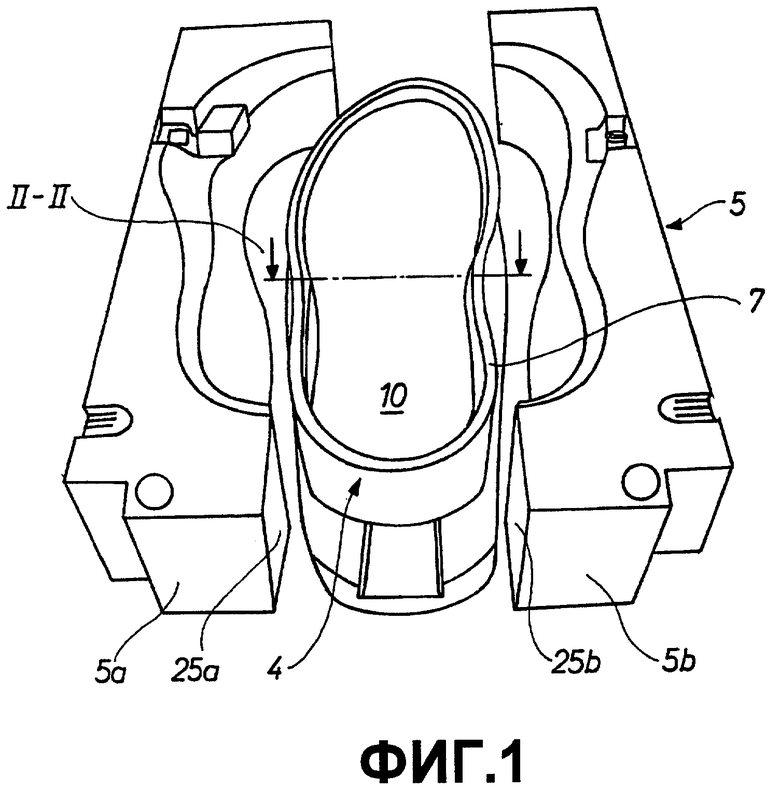
| WO 8404444 A1, 22.11.1984 | |||
| Стеновая панель | 1984 |
|
SU1258966A1 |
| Устройство для дозированной заправкиЕМКОСТи жидКОСТью | 1979 |
|
SU840029A1 |
| US 3855657 A, 24.12.1974 | |||
| Установка для осушки сжатогоВОздуХА | 1977 |
|
SU797746A1 |
| Безалкогольный напиток "Комплит Амино Ликвид" | 2015 |
|
RU2609874C1 |
| Способ прикрепления резинового низа обуви и пресс-форма для осуществления способа | 1949 |
|
SU88892A1 |
| Способ изготовления обуви с литьевой подошвой | 1982 |
|
SU1098540A1 |

