Настоящая группа изобретений относится к способу изготовления стельки для обуви, в частности для использования внутри предмета обуви, изготовленного способом, называемым «GOOD YEAR» («Благоприятный год»).
Настоящая группа изобретений также относится к новой стельке, изготовленной новым способом согласно изобретению.
При изготовлении так называемого «предварительно собранного» предмета обуви согласно особой известной и утвердившейся технологии, названной «GOOD YEAR», верх ботинка до его присоединения к подошве «предварительно собирают» на стельке с использованием колодки.
Более конкретно, согласно упомянутой технологии сначала подготавливают верх ботинка, т.е. часть ботинка, разработанную для охвата стопы с боковых сторон и сверху, такой верх ботинка открыт снизу, т.е. вокруг всей периферии подошвы стопы, так как он предназначен для его расположения на стельке, с нижней стороны которой в конце процесса прикрепляют реальную подошву.
Как указано выше, эту операцию «предварительной сборки» верха ботинка на стельке осуществляют с помощью «колодки», практически представляющей модель, воспроизводящую трехмерную форму стопы, на которую сажают верх ботинка, нижние крокули которого затем растягивают, подбирают снизу и прикрепляют под краями стельки, предварительно сцентрированной и удерживаемой по центру подошвы «колодки». Затем приклеивают и пришивают подошву с нижней стороны стельки.
Согласно технологии «GOOD YEAR» подошву делают шире расположенной сверху стельки таким образом, чтобы края подошвы выступали на несколько миллиметров за верх ботинка по всему его контуру за исключением подковообразной дуги вдоль задника ботинка.
Вдоль выступающего края подошвы прикрепляют отделочный рант, которым снаружи охватывают нижний крокуль верха ботинка и закрывают любые дефекты обработки вдоль всей периферии кромки верха ботинка, который отогнут назад и расположен между подошвой и стелькой. На практике упомянутый рант состоит из гибкой полоски кожи, изогнутой L-образно так, чтобы ее вертикальную сторону можно было приклеить и пришить к наружной стороне нижней части верха ботинка, в то время как ее горизонтальную сторону можно было приклеить и пришить непосредственно поверх упомянутого выше выступающего края подошвы.
Таким образом, два шва выполняют вдоль ранта, причем один шов содержит стежки, проходящие через верх ботинка с наружной стороны внутрь, которые служат для прикрепления ранта к верху ботинка, а другой шов содержит стежки, проходящие сверху вниз, которые служат для прикрепления ранта к расположенной снизу подошве.
Следует упомянуть, что в технологии «GOOD YEAR» швы, которыми прикрепляют рант к наружной стороне нижних крокулей верха ботинка, также служат для прикрепления верха ботинка снизу к стельке, которую специально располагают для обеспечения эффективной площади захвата для стежков шва.
Согласно более старой и более традиционной технологии с нижней стороны края стельки прикрепляют гибкую полосу, обычно изготовленную из картона, имеющую T-образное поперечное сечение, верхнюю часть которой приклеивают снизу к стельке, в то время как ее вертикальная часть представляет эту площадь захвата для стежков упомянутого выше шва, проходящего с наружной стороны внутрь через внутренний край ранта, при этом нижние крокули верха ботинка и вертикальную часть полосы по существу сводят, одновременно прикрепляя рант к верху ботинка и к стельке.
Приклеивание гибкой полосы снизу к стельке обычно осуществляют с помощью термопластичного связующего, которое должно быть нанесено в горячем состоянии и которое после охлаждения придает определенную жесткость упомянутой полосе, уже являющейся полужесткой благодаря тому, что ее вертикальная часть содержит упрочненную сердцевину.
Все это означает, что гибкость стельки существенно ухудшается из-за присутствия упомянутой полосы, проложенной вокруг всего нижнего края стельки.
Согласно альтернативной технологии с нижней стороны края стельки изготавливают канавку, с помощью которой обеспечивается возможность изолирования одного крокуля края и загиба вниз, при этом к этому краю прикрепляют крокули верха ботинка и внутренний край ранта посредством одного обычного шва, состоящего из ряда стежков.
Обувь, полученная с использованием технологии «GOOD YEAR», отличается прочностью и надежностью, а также водонепроницаемостью, так как верх ботинка защищен снизу толстым многослойным основанием, сформированным из стельки и расположенной снизу подошвы, тогда как с боков она охвачена упомянутым защищающим рантом, с помощью которого предотвращают проникновение воды между подошвой и стелькой.
Однако обувь, полученная с использованием технологии «GOOD YEAR», отличается малым удобством из-за ее тяжести и жесткости, из-за чего она не гнется мягко таким образом, чтобы соответствовать естественному движению стопы при ходьбе. Такая жесткость в основном получается из-за наличия упомянутой «предварительно собранной» стельки, толщина которой в пределах от 3 мм до 5 мм добавлена к толщине подошвы, что приводит в результате к образованию толстого многослойного основания, которое дополнительно упрочнено слоем связующего, использованного для приклеивания подошвы к стельке до перехода к операции окончательного пришивания ранта к подошве.
Кроме того, упомянутая стелька сама по себе также является жесткой и в какой-то мере гибкой, при этом оба свойства объясняются наличием упомянутой полосы T-образного сечения, и присущая ей жесткость увеличивается из-за жесткого буртика термопластичного клея и, в варианте осуществления, в котором стелька содержит канавку по периферии, из-за толщины кожи, которая должна составлять, по меньшей мере, 5 мм, чтобы она выдерживала нагрузки при нарезании канавки без риска разрыва и прорезания.
Очень серьезный критический обзор этого типа обуви привел к созданию промышленного способа согласно изобретению, основная цель которого является создание стельки новой конструкции для обуви, изготавливаемой с использованием способа «GOOD YEAR» таким образом, чтобы получать значительно более легкий, гибкий и удобный предмет обуви, в то же время сохраняющий описанные выше свойства, включающие прочность и водонепроницаемость, являющиеся типичными при использовании обычной технологии «GOOD YEAR».
Исходя из указанной цели, был разработан новый промышленный способ изготовления стельки для обуви, основная отличительная особенность которого заключается в исключении использования обычной полосы T-образного сечения, приклеиваемой под краем стельки, и приспособлении канавки, выполненной снизу вдоль края стельки, посредством введения вместо этого тонкой ленты из кожи, пришиваемой снизу к краю стельки, изготовленной из тонкой пластины мягкой кожи или из мягкой дубленой кожи.
Это означает, что между подошвой стопы потребителя и подошвой ботинка располагается только тонкая мягкая пластина кожи, имеющая толщину, обладающую жесткостью и весом, значительно меньшими, чем кожаная стелька толщиной 3-5 мм, которую обычно использовали ранее.
Следует также отметить, что упомянутая выше лента из тонкой кожи имеет толщину, обладает жесткостью и весом, которые значительно меньше, чем аналогичные параметры упомянутой выше полосы T-образного сечения, при этом увеличение жесткости стельки из-за прошивки, используемой для прикрепления упомянутой полосы из тонкой кожи снизу к краю стельки, является существенно меньшим увеличения жесткости, получающегося в результате образования буртика термопластичного связующего, используемого для прикрепления упомянутой выше полосы T-образного сечения.
Другой целью изобретения является существенное повышение удобства «предварительно собранного» ботинка, изготовленного с использованием способа «GOOD YEAR», посредством обеспечения амортизирующей стельки таким образом, чтобы подошва стопы была также была обеспечена опорной поверхностью, являющейся мягкой, а также гибкой.
Для большей ясности описание способа согласно изобретению ниже приведено со ссылками на прилагаемые чертежи, приведенные в качестве примеров, не ограничивающих объем изобретения, на которых показаны различные компоненты стельки до сборки, во время выполнения различных стадий сборки и после завершения сборки.
На чертежах показано следующее:
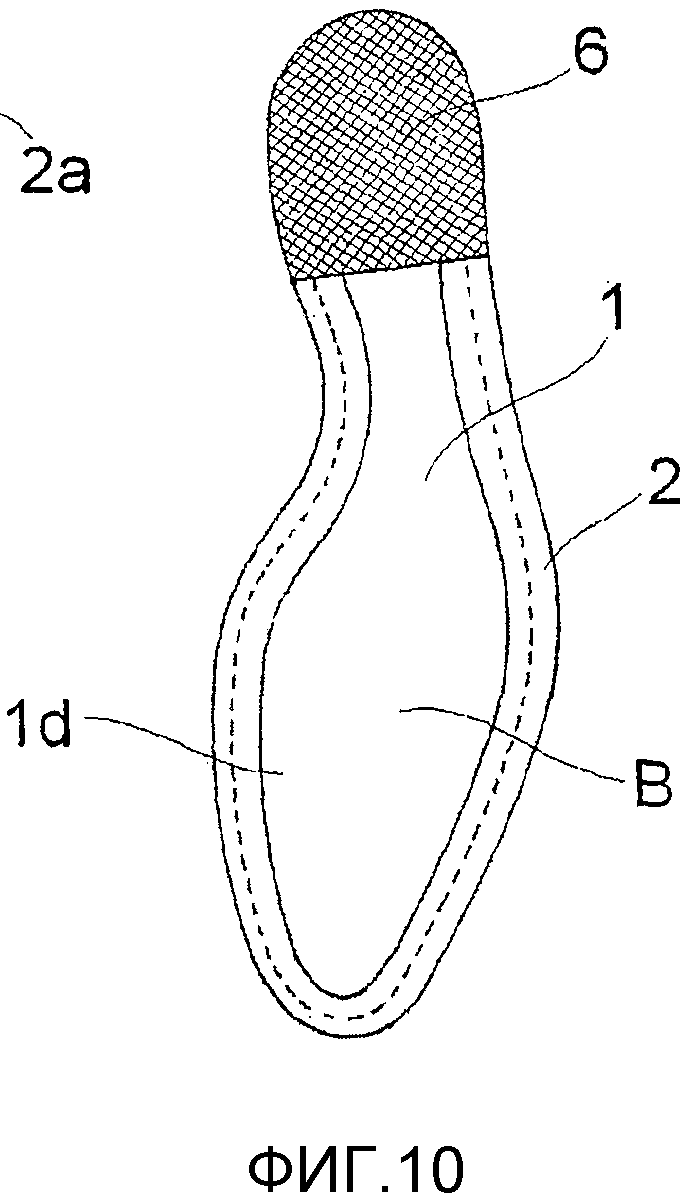
На фиг.1 показаны два основных компонента стельки согласно изобретению до сборки,
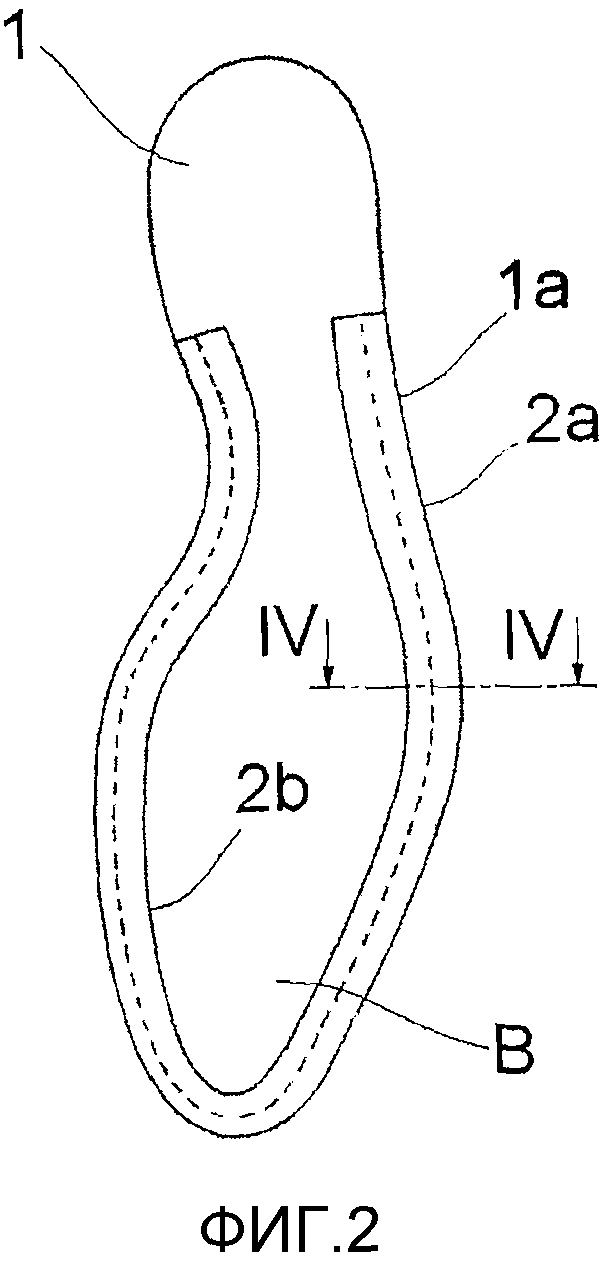
на фиг.2 показаны два основных компонента стельки согласно изобретению в собранном состоянии,
на фиг.3 показано поперечное сечение по линии III - III на фиг.1;
на фиг.4 - поперечное сечение по линии IV - IV на фиг.2;
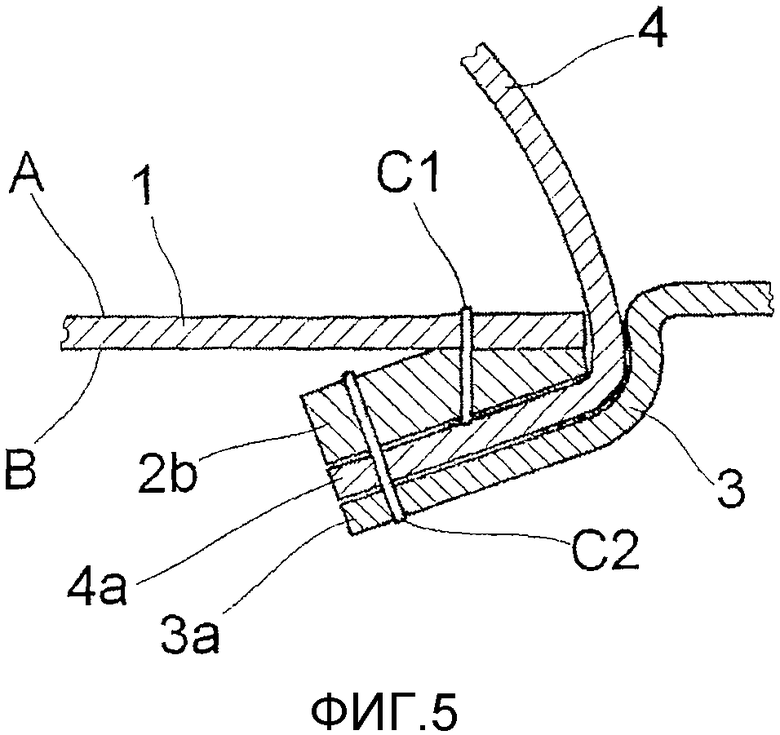
на фиг.5 - поперечное сечение стельки согласно изобретению, пришитой к верху ботинка и к ранту;
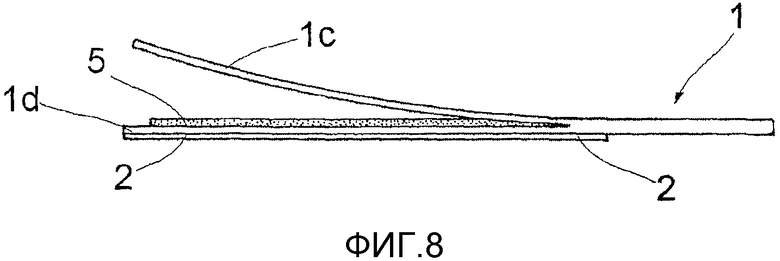
на фиг.6, 7 и 8 показан второй вариант выполнения стельки согласно изобретению;
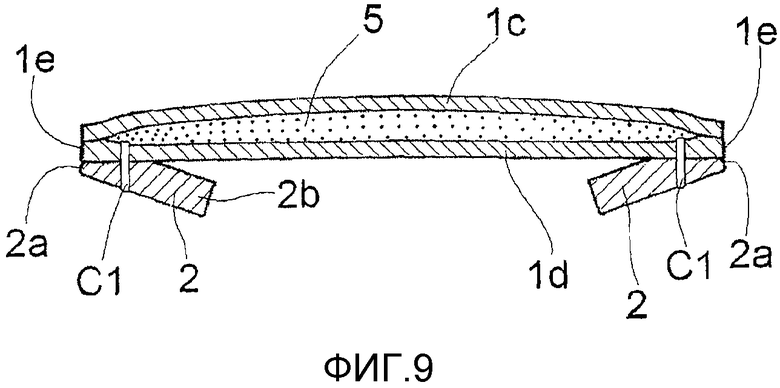
на фиг.9 показано поперечное сечение по линии IX - IX на фиг.7;
на фиг.10 показана верхняя поверхность стельки согласно изобретению в упомянутом выше втором варианте ее конструкции;
на фиг.11 показана нижняя поверхность стельки согласно изобретению в упомянутом выше втором варианте ее выполнения.
Способ согласно изобретению включает стадию подготовки стельки 1 (см. фиг.1-5) новой конструкции, отличающейся малым весом, мягкостью и большой гибкостью.
Стельку 1 предпочтительно изготавливают из тонкой пластины кожи, или мягкой тонкой дубленой кожи, или даже из ткани или сетчатого материала. Стелька 1 имеет верхнюю поверхность А и нижнюю поверхность B. К нижней поверхности B стельки 1 по всей ее периферии, за исключением подковообразной дуги вдоль задника ботинка, пришивают ленту 2, изготовленную из пластины кожи или мягкой дубленой кожи.
Более конкретно, ленту 2 прикрепляют к расположенной сверху стельке 1, по меньшей мере, одним периферийным швом C1, проходящим близко к наружному краю 2a ленты 2 после расположения наружного края 2a заподлицо с краем 1a стельки 1 таким образом, чтобы внутренний край 2b ленты 2 был свободен, чтобы его можно было отгибать и отделять от нижней поверхности B стельки 1.
В предпочтительном варианте осуществления настоящего способа наружный край 2a до пришивания срезают таким образом, чтобы его толщина S1 была меньше толщины S2 внутреннего края ленты, как это показано на фиг.3.
Благодаря выполнению такого предварительного утончения наружного края 2a ленты 2 ее внутренний край 2b имеет тенденцию самопроизвольного отделения от нижней поверхности B стельки 1 во время выполнения шва C1, как это показано на фиг.4.
Это отделение способствует выполнению следующей стадии способа, заключающейся в скреплении внутреннего края 3a ранта 3 нижних крокулей 4a верха 4 ботинка и внутреннего края 2b ленты 2 одним рядом стежков периферийного шва C2, как это показано на фиг.5. Таким образом, рант 3 и верх 4 ботинка, хотя и не непосредственно, прикрепляют к стельке 1 посредством шва C2 согласно условиям технологии «GOOD YEAR».
Прикрепление наружного края 2a ленты 2 к стельке 1 может быть выполнено быстрее, чем посредством шва C1 с использованием простого приклеивания с использованием клеев на водной основе или неопреновых клеев, которые не обладают тенденцией к упрочнению после сушки, как это происходит с термопластичными связующими, обычно использовавшимися до сих пор.
В варианте осуществления способа согласно изобретению, как показано на фиг.6-11, до прикрепления ленты 2 к стельке 1 последнюю подвергают операции разрезания вдоль плоскости, параллельной ей, таким образом, чтобы раскрыть и отделить, начиная от носка к своду подошвы, верхнюю полустельку 1c от нижней полустельки 1d.
В этом случае ленту 2 прикрепляют снизу к краю нижней полустельки 1d. Упомянутое разрезание стельки 1 на две полустельки 1c и 1d направлено на обеспечение возможности размещения прокладочного слоя 5 между двумя полустельками 1c и 1d, при этом прокладочный слой очевидно имеет такие размеры и форму, чтобы его можно было оптимальным образом расположить между двумя полустельками 1c и 1d.
Исходя из вышеуказанного ширину слоя 5 предпочтительно выполняют меньше ширины стельки 1 таким образом, чтобы наружные края двух полустелек 1c и 1d можно было непосредственно приклеить друг к другу, скрывая толщину внутреннего подкладочного слоя 5, которая, таким образом, не увеличивает толщину стельки 1, по меньшей мере, по всему ее краю, как это показано на фиг.9.
Материал, используемый для изготовления прокладки, может быть любым мягким материалом, обеспечивающим адекватное удобство потребителя, а предпочтительно материал должен быть эластичным податливым материалом, вспененным полимером, полистиролом или полиуретаном, при этом полиуретановый гель является наиболее предпочтительным. Благодаря агрегатному состоянию этого материала, он обладает преимуществом, заключающимся в особой стойкости к сжатию и тенденцией к принятию формы стопы потребителя для обеспечения оптимальной посадки.
После подготовки стельки 1 вышеописанным образом к стельке 1 снизу приклеивают армирующую пяточную часть 6, изготовленную из картона, и соответствующую пяточную часть 7, изготовленную из мягкого амортизирующего материала, приклеивают к верхней поверхности стельки 1, как это показано на фиг.10 и 11.
В итоге способ согласно изобретению в его наиболее простом и наиболее обоснованном варианте осуществления содержит следующие стадии:
утончение наружного края 2a ленты 2;
прикрепление ленты 2 снизу к стельке 1, предпочтительно посредством, по меньшей мере, одного периферийного шва C1, проходящего близко к наружному краю 2a, расположенному заподлицо с краем 1a стельки 1, в то время как внутренний край 2b ленты 2 остается свободным для его отгиба и отделения от нижней поверхности B стельки 1;
прикрепление, предпочтительно посредством приклеивания, армирующей пяточной части 6 снизу к стельке 1.
Стелька, подготовленная таким образом, готова к ее направлению для скрепления внутреннего края 3a ранта 3 и нижних крокулей 4a верха 4 ботинка к внутреннему краю 2b ленты 2 посредством одного ряда стежков шва C2.
В варианте с обеспечением прокладочного слоя стельки 1 способ согласно изобретению включает следующие стадии:
утончение наружного края 2a ленты 2;
разрезание стельки 1 вдоль плоскости, параллельной стельке, для раскрытия ее, начиная с носка до свода подошвы, и разделения на верхнюю полустельку 1c и нижнюю полустельку 1d, как это показано на фиг.6;
прикрепление ленты 2 снизу к нижней полустельке 1d предпочтительно посредством, по меньшей мере, одного периферийного шва C1, проходящего близко к наружному краю 2a, расположенному заподлицо с краем 1e нижней полустельки 1d, в то время как внутренний край 2b ленты 2 остается свободным для его отгиба и отделения от нижней полустельки 1d, как это показано на фиг.9;
введение прокладочного слоя 5 между двумя полустельками 1c и 1d, которые затем сжимают и склеивают по периферии одно поверх другой для формирования слоеной структуры вместе с промежуточным слоем 5, как это показано на фиг.9;
прикрепление снизу к стельке 1, предпочтительно посредством приклеивания, армирующей пяточной части 6, изготовленной из картона, и прикрепление соответствующей подпяточной части 7, изготовленной из мягкого материала, к верхней поверхности стельки 1, как это показано на фиг.10 и 11.
Стелька, подготовленная таким образом, готова к ее направлению для скрепления внутреннего края 3a ранта 3 и нижних крокулей 4a верха 4 ботинка к внутреннему краю 2b ленты 2 посредством одного ряда стежков шва C2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| СТЕЛЬКА ДЛЯ ОБУВНОГО ИЗДЕЛИЯ | 2011 |
|
RU2540881C2 |
| ПРОИЗВОДСТВЕННАЯ СИСТЕМА ДЛЯ БОТИНКА С АМОРТИЗИРУЮЩЕЙ ВСТАВКОЙ В КАБЛУКЕ (ВАРИАНТЫ) | 2007 |
|
RU2385139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2003 |
|
RU2243709C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
| Способ изготовления комбинированной стельки | 1988 |
|
SU1526638A1 |
| СТЕЛЬКА В СБОРЕ И УТЯЖЕЛЕННАЯ ОБУВЬ | 2004 |
|
RU2322938C2 |
| Способ изготовления обуви типа сабо | 1982 |
|
SU1088696A1 |
| Обувь, изготовленная способом горячей вулканизации | 1945 |
|
SU66950A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДОБНОЙ ОБУВИ И ОБУВЬ, ИЗГОТОВЛЕННАЯ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СПОСОБА | 2011 |
|
RU2538922C2 |





Группа изобретений относится к способу изготовления стельки для обуви, которая содержит ленту (2), расположенную на нижней поверхности (B) стельки (1) и проходящую вокруг всей периферии стельки за исключением только подковообразной дуги вдоль задника ботинка, если это желательно, при этом наружный край (2a) ленты совмещают с краем (1a) стельки (1) и прикрепляют к нему таким образом, что внутренний край (2b) ленты (2) остается свободным для его отгиба и отделения от нижней поверхности (B) стельки (1), причем способ содержит следующие стадии: разрезание стельки (1) вдоль плоскости, параллельной стельке, для ее раскрытия, начиная с носка до свода подошвы, и разделения на верхнюю полустельку (1c) и нижнюю полустельку (1d); прикрепление ленты (2) снизу к нижней полустельке (1d) для совмещения ее наружного края (2a) с краем (1с) нижней полустельки (1d) и прикрепления к нему, при этом внутренний край (2b) ленты (2) остается свободным для отгиба и отделения от нижней полустельки (1d); введение прокладочного слоя (5) между двумя полустельками (1c и 1d), дальнейшее сжатие полустелек и их склеивание по периферии одна поверх другой для формирования слоеной структуры вместе с промежуточным слоем (5). Технический результат заключается в обеспечении легкости гибкости при сохранении прочности и водонепроницаемости. 2 н. и 8 з.п. ф-лы, 11 ил.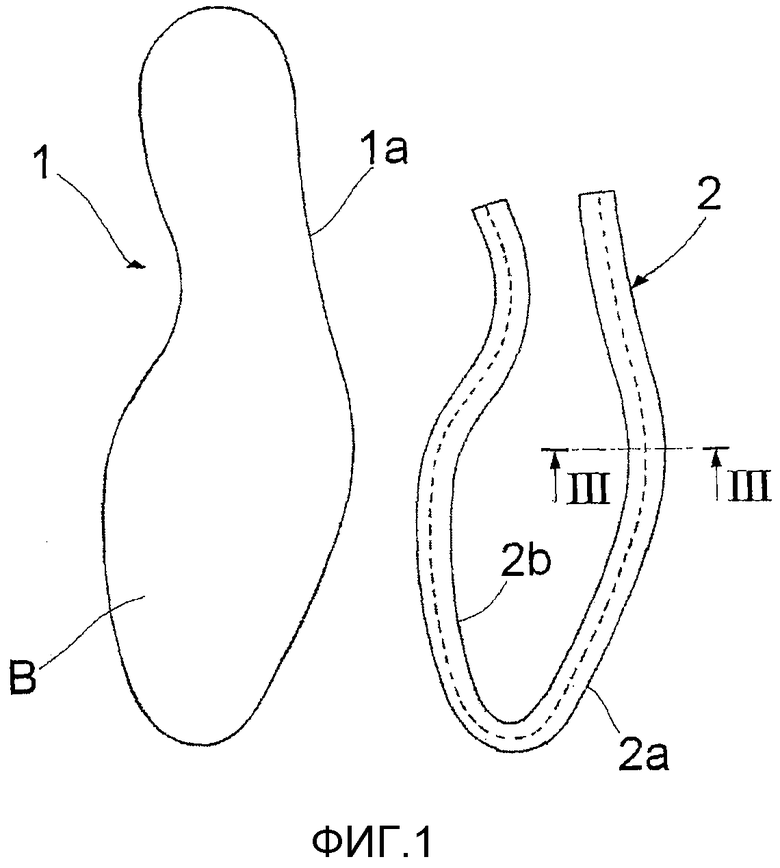
1. Способ изготовления стельки для обуви, содержащей ленту (2), расположенную на нижней поверхности (B) стельки (1) и проходящую вокруг всей периферии стельки за исключением только подковообразной дуги вдоль задника ботинка, если это желательно, при этом наружный край (2a) ленты совмещают с краем (1a) стельки (1) и прикрепляют к нему таким образом, что внутренний край (2b) ленты (2) остается свободным для его отгиба и отделения от нижней поверхности (B) стельки (1), отличающийся тем, что способ содержит следующие стадии:
разрезание стельки (1) вдоль плоскости, параллельной стельке, для ее раскрытия, начиная с носка до свода подошвы, и разделения на верхнюю полустельку (1c) и нижнюю полустельку (1d);
прикрепление ленты (2) снизу к нижней полустельке (1d) для совмещения ее наружного края (2a) с краем (1с) нижней полустельки (1d) и прикрепления к нему, при этом внутренний край (2b) ленты (2) остается свободным для отгиба и отделения от нижней полустельки (1d);
введение прокладочного слоя (5) между двумя полустельками (1c и 1d), дальнейшее сжатие полустелек и их склеивание по периферии одна поверх другой для формирования слоеной структуры вместе с промежуточным слоем (5).
2. Способ по п.1, отличающийся тем, что наружный край (2a) ленты до прикрепления к нижней поверхности (B) стельки (1) срезается для обеспечения его толщины (S1) меньше толщины (S2) внутреннего края (2b) ленты.
3. Способ п.1 или 2, отличающийся тем, что прикрепление наружного края (2a) ленты (2) снизу к нижней полустельке (1d) обеспечивается посредством, по меньшей мере, одного периферийного шва (C1), проходящего близко к наружному краю (2a) ленты (2).
4. Способ по любому п.1 или 2, отличающийся тем, что после прикрепления наружного края (2a) ленты (2) снизу к нижней полустельке (1d) к полустельке (1d) приклеивают снизу армирующую пяточную часть (6), изготовленную из картона, и соответствующую пяточную часть (7), изготовленную из мягкого материала, приклеивают к верхней поверхности полустельки (1c).
5. Стелька (1) для обуви, содержащая ленту (2), прикрепленную к нижней поверхности (B) стельки по всей ее периферии за исключением только подковообразной дуги вдоль задника ботинка, если это желательно, при этом наружный край (2a) ленты совмещен с краем (1a) стельки (1) и прикреплен к нему, а внутренний край (2b) ленты (2) является свободным для его отгиба и отделения от нижней поверхности (B) стельки (1), отличающаяся тем, что стелька (1) сформирована из верхней полустельки (1c) и нижней полустельки (1d), к которой снизу прикреплена лента (2), наружный край (2a) которой совмещен с краем (1e) нижней стельки (1d) и прикреплен к нему, а внутренний край (2b) ленты (2) является свободным для его отгиба и отделения нижней полустельки (1d), причем между двумя полустельками (1c и 1d) расположен прокладочный слой (5).
6. Стелька для обуви по п.5, отличающаяся тем, что наружный край (2a) ленты (2) имеет толщину (S1), меньшую толщины (S2) ее внутреннего края (2b).
7. Стелька для обуви по п.5 или 6, отличающаяся тем, что наружный край (2a) ленты (2) прикреплен снизу к нижней полустельке (1d) посредством периферийного шва (C1), проходящего близко к наружному краю (2a) ленты (2).
8. Стелька для обуви по п.5 или 6, отличающаяся тем, что содержит армирующую пяточную часть (6), изготовленную из картона, приклеенную снизу к нижней полустельке (1d), и соответствующую пяточную часть (7), изготовленную из мягкого материала, приклеенную сверху к верхней поверхности верхней полустельки (1c).
9. Стелька по п.5 или 6, отличающаяся тем, что прокладочный слой (5) является слоем эластичного податливого пластикового материала, например вспененного полимерного или подобного материала.
10. Стелька по п.9, отличающаяся тем, что прокладочный слой (5) является слоем из полиуретанового геля.
| Способ прикрепления низа обуви | 1946 |
|
SU69738A1 |
| US 20070074422 A1, 05.04.2007 | |||
| US 0006226895 B1, 08.05.2001 | |||

