Изобретение относится к производству мягкой мебели, а более конкретно к изготовлению матрацев, диванных подушек и т.п.
Из уровня техники известно устройство для изготовления трубчатой оболочки с цепочкой независимо деформирующихся цилиндрических пружин, содержащее расположенные последовательно средства для подачи полотна текстильного материала, средства для загиба вверх каждого края полотна текстильного материала на угол, близкий к 90°, средства для периодической подачи цилиндрических пружин в трубчатую оболочку из текстильного материала, средства для формирования трубчатой оболочки с перекрытием внахлестку краев полотнатекстильного материала, средства для формирования поперечных термических сварных швов в трубчатой оболочке и средства для ее дискретного перемещения (см. патент US-А-№4966518, 1991).
Недостаток известного устройства заключается в том, что оно имеет сложную конструкцию. Действительно, формирование трубчатой оболочки из полотна текстильного материале осуществляется о помощью двух независимо работающих узлов в два этапа: сначала с помощью щелевидной направляющей осуществляется загиб каждого края полотна текстильного материала на угол, приблизительно равный 90°, а затем с помощью двух роликов и двух выравнивающих горизонтально расположенных пластин осуществляется образование трубчатой оболочки. Кроме того, сложную конструкцию имеют также и средства для периодической подачи цилиндрических пружин в трубчатую оболочку из текстильного материала, включающие горизонтальный транспортер, два рычажных фиксатора, вертикальный и горизонтальный толкатели. В результате увеличивается стоимость устройства, в также снижается его надежность в производственных условиях.
Известно также устройство для изготовления трубчатой оболочки с цепочкой независимо деформирующихся цилиндрических пружин, взятое в качестве прототипа и содержащее формирующий элемент, выполненный в виде трубы прямоугольного сечения (с прямоугольным основанием, продольными боковыми и верхней стенками), соединенной с формирующим ободом, являющимся скругленным входным торцом формирующего элемента, средства для подачи полотна текстильного материала на входной торец формирующего элемента, средства для периодической подачи цилиндрических пружин в трубчатую оболочку из текстильного материала, расположенные напротив входного торца формирующего элемента, а также расположенные о его противоположной стороны и последовательно в направлении перемещения текстильного материала средства для формирования поперечных термических сварных швов в трубчатой оболочке и средства для ее дискретного перемещения (см. патент RU-С1-№2130412, 1999).
Недостаток прототипа заключается в том, что используемая в нем конструкция формирующего элемента не обеспечивает в процессе производства постоянства величины взаимного перекрытия краев полотна текстильного материала вследствие возможных, на входе в формирующий элемент, боковых сдвигов одного из краев текстильного материала при фрикционном взаимодействии его с боковыми участками вталкиваемых в формирующий элемент цилиндрических пружин. Следствием этого является либо выпуск бракованной продукции, либо необходимость непрерывного контроля за технологическим процессом.
Изобретение направлено на решение технической задачи по повышению надежности работы устройства для изготовления трубчатой оболочки с цепочкой независимо деформирующихся цилиндрических пружин. Достигаемый при этом технический результат заключается в исключении влияния фрикционного взаимодействия вталкиваемых в формирующий элемент цилиндрических пружин с текстильным материалом на величину взаимного перекрытия его краев в процессов работы устройства.
Поставленная задача решена тем, что в устройстве для изготовления трубчатой оболочки с цепочкой независимо деформирующихся цилиндрических пружин, содержащем формирующий элемент с прямоугольным основанием и с ортогонально расположенными к нему двумя одинаковыми боковыми стенками, средства для подачи полотна текстильного материала на выполненный скругленным входной торец формирующего элемента, средства для периодической подачи цилиндрических пружин в трубчатую оболочку из текстильного материала, расположенные напротив входного торца формирующего элемента, а также расположенные с его противоположной стороны и последовательно в направлении перемещения текстильного материала средства для формирования поперечных термических сварных швов в трубчатой оболочке и средства для ее дискретного перемещения, согласно предложенному техническому решению продольные боковые стенки формирующего элементе выполнены трапециевидной формы с обращенными друг к другу одинаковыми отгибами, расположенными со стороны меньших оснований трапеций в соответствующих параллельных между собой плоскостях, при этом продольные боковые стенки формирующего элемента плавно сопряжены с основанием и соответствующими отгибами, которые выполнены также трапециевидной формы и с частичным взаимным перекрытием в проекции на плоскость основания формирующего элемента, а обращенные к средствам для периодической подачи цилиндрических пружин в трубчатую оболочку из текстильного материала и образующие совместно с соответствующим торцом основания входной торец формирующего элемента торцы продольных боковых стенок и их отгибов расположены под острым углом к большим основаниям соответствующих трапеций.
Преимущество предложенного устройства перед известным, взятым в качестве прототипа, заключается в том, что при формировании трубчатой оболочки текстильный материал находится во фрикционном взаимодействии не только с внутренними поверхностями продольных боковых стенок формирующего элемента, но и с внутренними поверхностями отгибов, расположенных с зазором друг относительно друга и выполненных трапециевидной формы. Это обеспечивает заданную величину перекрытия краев текстильного материала в процессе работы устройства.
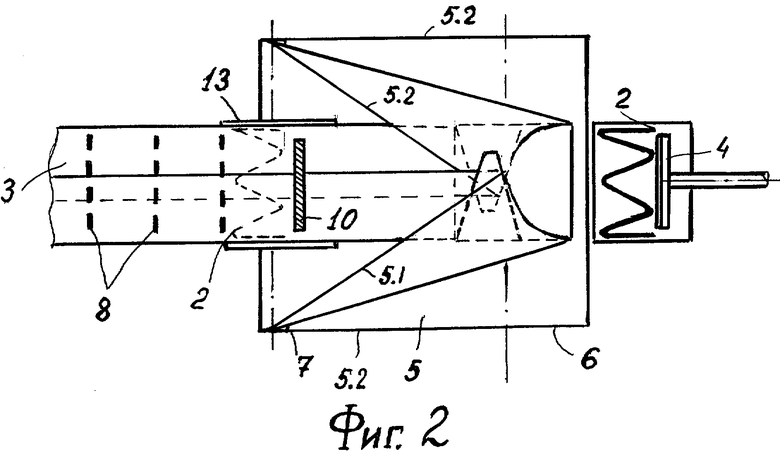
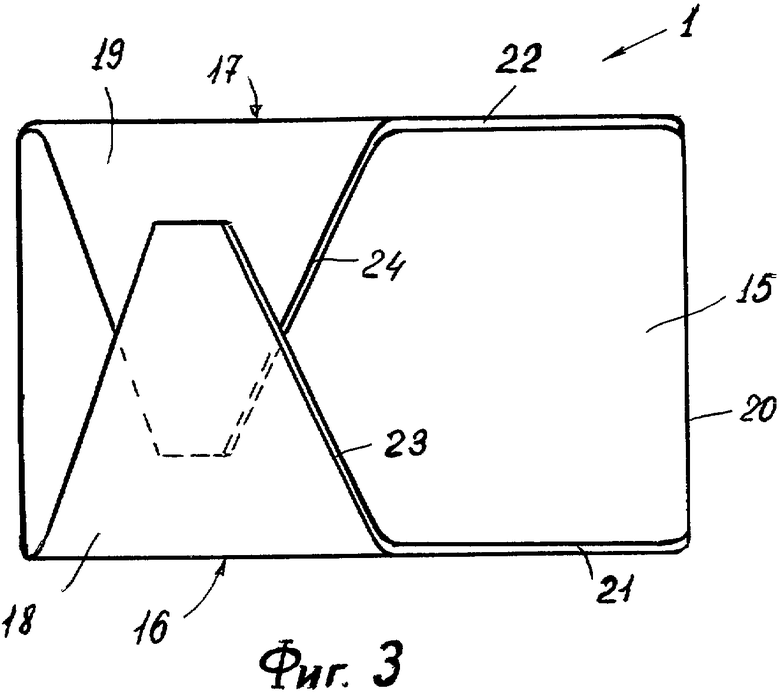
На фиг.1 схематично изображено устройство для изготовления трубчатой оболочки с цепочкой независимо деформирующихся цилиндрических пружин, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.3 - формирующий элемент, вид сверху, увеличено.
Устройство для изготовления трубчатой оболочки с цепочкой независимо деформирующихся цилиндрических пружин для, например, известных в рассматриваемой области техники матрацев конструкции Маршалла содержит (фиг.1 и 2) формирующий элемент 1, средства для периодической подачи цилиндрических пружин 2 в трубчатую оболочку 3 из текстильного материала (предпочтительно нетканного на полипропиленовой основе), которые выполнены в виде горизонтального толкателя 4, например с возвратно-поступательным пневмоприводом (на чертеже на показан). Кроме того, устройство для изготовления трубчатой оболочки с цепочкой независимо деформирующихся цилиндрических пружин содержит средства для подачи на входной торец формирующего элемента полотна 5 текстильного материала, которые содержат, по крайней мере, барабан 6 с полотном 5 текстильного материала, имеющем края 5.1 и 5.2, и направляющий ролик 7. Горизонтальный толкатель 4 расположен напротив входного торца формирующего элемента 1, а с его противоположной стороны последовательно в направлении (показанном на чертежах стрелкой) перемещения текстильного материала расположены средства для формирования поперечных термических, например прерывистых, сварных швов 8 в трубчатой оболочке 3 и средства для ее дискретного перемещения. Средства для формирования поперечных термических сварных швов 8 в трубчатой оболочке 3 выполнены (аналогично тому, как это обычно осуществляется в рассматриваемой области техники) в виде сварочного аппарата 9, включающего неподвижно закрепленный инструмент 10, упор 11, установленный с возможностью поворота вокруг оси 12 из нерабочего положения в рабочее положение (показанное на фиг.1 штриховой линией), а также фиксирующую П-образную скобу 13. Средства для дискретного перемещения трубчатой оболочки 3 с цилиндрическими пружинами 2, расположенными в изолированных друг от друга полостях (карманах) в предпочтительном варианте осуществления предложенного технического решения выполнены в виде колеса 14 с ободом в виде равномерно расположенных по окружности захватывающих дугообразных скоб, аналогично тому, как описано в патенте ЕР-В1-№1026977, 2003.
Формирующий элемент 1 (фиг.3) выполнен из металла и содержит прямоугольное основание 15, две ортогонально расположенные к нему одинаковые продольные боковые стенки 16 и 17, которые выполнены трапециевидной формы. Каждая продольная боковая стенка 16 и 17 со стороны меньшего основания соответствующей трапеции выполнена с соответствующим отгибом 18 в 19 трапециевидной формы. Одинаковые отгибы 18 и 19 обращены друг к другу, расположены в соответствующих параллельных между собой плоскостях на расстоянии, равном (1,8-4) Н, где Н - толщина текстильного материала, и частично взаимно перекрываются в проекции на плоскость основания 15. Продольные боковые стенки 16 и 17 плавно сопряжены (например, по радиусу) с основанием 15 и соответствующими отгибами 18 и 19. Обращенные к горизонтальному толкателю 4 торец 20 основания 15, торцы 21 и 22 соответственно продольных боковых стенок 16 и 17 и торцы 23 и 24 соответственно отгибов 18 и 19 выполнены скругленными и образуют входной торец формирующего элемента 1. Торцы 21 и 22 продольных боковых стенок 16 и 17 расположены под острым углом (40-75°) к большим основаниям соответствующих им трапеций. Аналогично торцы 28 и 24 отгибов 18 и 19 расположены под острым углом (40-75°) к большим основаниям соответствующих им трапеций.
Устройство для изготовления трубчатой оболочки с цепочкой независимо деформирующихся цилиндрических пружин работает следующим образом. С барабана 6 полотно 5 текстильного материала, пройдя направляющий ролик 7, подается на входной торец формирующего элемента 1. Центральная часть полотна 5 текстильного материала при взаимодействии с торцов 20 основания 15 изгибается на угол 180°-α (где α - угол между полотном 5 и плоскостью основания 15), при этом край 5.1 полотна 5 проходит сначала поверх отгиба 18, а после загиба его на расположенном под острым углом к большому основанию соответствующей трапеции торце 23 проходит снизу отгиба 18 в зазоре между отгибами 18 и 19. Аналогично край 5.2 полотна 5 проходит сначала поверх отгиба 19 (в том числе и в зазоре между ним и отгибом 18), а после загиба его на также расположенном под острым углом к большому основанию соответствующей трапеции торце 24 проходит снизу отгиба 19. При этом соответствующие (симметрично расположенные относительно краев 5.1 и 5.2) участки полотна 5 изгибаются внутрь формирующего элемента 1 в результате взаимодействия их с также наклонно расположенными к плоскости основания 15 торцам 21 и 22 соответственно продольных боковых стенок 16 и 17.
Таким образом, после протяжки полотна 5 текстильного материала через формирующий элемент 1 образуется трубчатая оболочка 3 из текстильного материала с взаимным перекрытием внахлестку ее краев. С помощью горизонтального толкателя 4 цилиндрическая пружина 2 подается в трубчатую оболочку 3 из текстильного материала. При этом благодаря предложенному выполнению формирующего элемента 1 происходит сначала фрикционное взаимодействие торцевых и нижних частей цилиндрической пружины 2 соответственно с участками полотна 5 текстильного материала, расположенного на внутренних поверхностях соответственно продольных боковых стенок 16 и 17 и основания 15, а затем с уже окончательно загнутым краем 5.2 полотна 5 и частично с внутренней поверхностью отгиба 19. Иными словами, исключается влияние фрикционного взаимодействия цилиндрических пружин с текстильным материалом на величину взаимного перекрытия его краев, так как текстильный материал находится во фрикционном взаимодействии не только с внутренними поверхностями продольных боковых стенок 16 и 17 (как в прототипе), но и с внутренними поверхностями отгибов 18 и 19, с помощью которых осуществляется взаимное перекрытие краев текстильного материала. Очередная цилиндрическая пружина 2 с помощью горизонтального толкателя 4, пройдя формирующий элемент 1, устанавливается в позицию, соответствующую положению фиксирующей П-образной скобы 13, при этом цилиндрические пружины 2 удерживаются внутри трубчатой оболочки 3 (после перевода горизонтального толкателя 4 в исходное положение) за счет трения между сторонами цилиндрической пружины 2 и текстильным материалом. Далее осуществляется формирование очередного поперечного термического сварного шва 8, расположенного за очередной цилиндрической пружиной 2. Для этого на инструмент 10 подается ультразвуковой сигнал и одновременно упор 11 переводится в рабочее положение. В результате формируется полость в трубчатой оболочке 3 для очередной цилиндрической пружины 2, ограниченная с двух сторон поперечными термическими сварными швами 8. После этого с помощью колес 14 осуществляется дискретное перемещение трубчатой оболочки 3 с уже сформированным рядом цилиндрических пружин 2 на расстояние, равное внешнему диаметру цилиндрической пружины. Далее описанный выше процесс циклически повторяется.
Осуществление предложенного технического решения не связано с использованием каких-либо дефицитных материалов или дорогостоящих технологических процессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРУЖИННЫЙ МОДУЛЬ ДЛЯ МАТРАСОВ (ВАРИАНТЫ) | 2011 |
|
RU2465799C1 |
| ПРУЖИННЫЙ МОДУЛЬ ДЛЯ МАТРАСОВ | 2011 |
|
RU2465800C1 |
| МАТРАС С РЕГУЛИРУЕМЫМ ЭЛЕКТРООБОГРЕВОМ | 2010 |
|
RU2419370C1 |
| СПОСОБ ЛЕЧЕНИЯ КОМБИНИРОВАННЫХ ФОРМ ТАЗОВОГО ПРОЛАПСА | 2023 |
|
RU2804184C1 |
| СПОСОБ ПРЕРЫВАНИЯ ХРАПЕНИЯ | 2010 |
|
RU2425659C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ОБРАЗОВАНИЯ ЗАКЛЮЧЕННЫХ В ГНЕЗДА ПРУЖИН | 1997 |
|
RU2154601C1 |
| Цепь передачи с коническими дисками с непрерывно меняющимся передаточным отношением | 1980 |
|
SU1114352A3 |
| ЭЛЕКТРОМАГНИТНЫЙ ЗАМОК | 2015 |
|
RU2615718C1 |
| КРАЕВОЙ ПРОФИЛЬ ОПАЛУБОЧНЫХ ЩИТОВ И ЗАМОК ЩИТОВОЙ ОПАЛУБКИ | 1999 |
|
RU2153564C1 |
| ДВУХДИАПАЗОННЫЙ ОБЛУЧАТЕЛЬ | 2009 |
|
RU2383973C1 |
Устройство для изготовления трубчатой оболочки с цепочкой независимо деформирующихся цилиндрических пружин относится к изготовлению матрацев, диванных подушек и т.п. и содержит формирующий элемент с прямоугольным основанием, с продольными боковыми стенками, расположенными ортогонально основанию и выполненными трапециевидной формы с обращенными друг к другу одинаковыми отгибами. Отгибы расположены со стороны меньших оснований их трапеций и в соответствующих параллельных между собой плоскостях. Устройство содержит средства для подачи полотна текстильного материала на входной торец формирующего элемента, средства для периодической подачи цилиндрических пружин в трубчатую оболочку из текстильного материала, а также средства для формирования поперечных термических сварных швов в трубчатой оболочке и средства для ее дискретного перемещения. Использование изобретения позволяет повысить надежность работы устройства. 3 ил.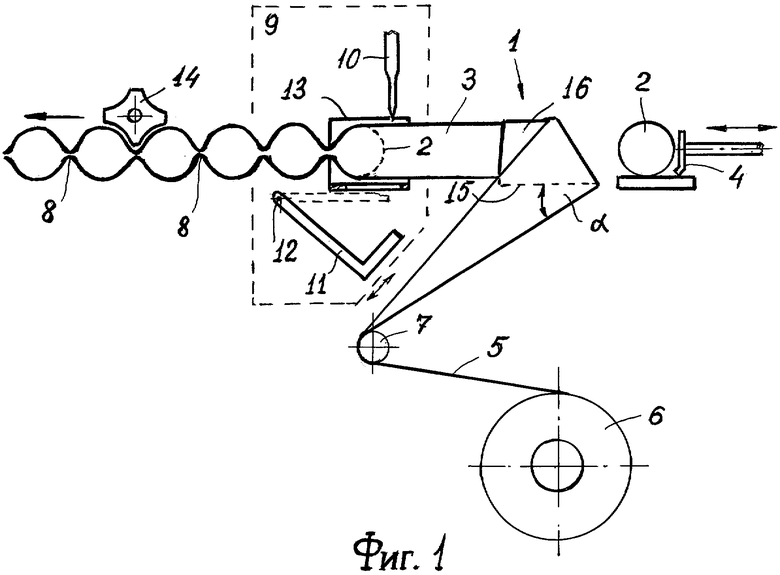
Устройство для изготовления трубчатой оболочки с цепочкой независимо деформирующихся цилиндрических пружин, содержащее формирующий элемент с прямоугольным основанием и с ортогонально расположенными к нему двумя одинаковыми продольными боковыми стенками, средства для подачи полотна текстильного материала на выполненный скругленным входной торец формирующего элемента, средства для периодической подачи цилиндрических пружин в трубчатую оболочку из текстильного материала, расположенные напротив входного торца формирующего элемента, а также расположенные с его противоположной стороны и последовательно в направлении перемещения текстильного материала средства для формирования поперечных термических сварных швов в трубчатой оболочке и средства для ее дискретного перемещения, отличающееся тем, что продольные боковые стенки формирующего элемента выполнены трапециевидной формы с обращенными друг к другу одинаковыми отгибами, расположенными со стороны меньших оснований трапеций в соответствующих параллельных между собой плоскостях, при этом продольные боковые стенки формирующего элемента плавно сопряжены с основанием и соответствующими отгибами, которые выполнены также трапециевидной формы и с частичным взаимным перекрытием в проекции на плоскость основания формирующего элемента, а обращенные к средствам для периодической подачи цилиндрических пружин в трубчатую оболочку из текстильного материала и образующие совместно с соответствующим торцом основания входной торец формирующего элемента торцы продольных боковых стенок и их отгибов расположены под острым углом к большим основаниям соответствующих трапеций.
| УСОВЕРШЕНСТВОВАНИЕ УКЛАДЫВАЕМЫХ В КАРМАНЫ СПИРАЛЬНЫХ ПРУЖИН | 1994 |
|
RU2130412C1 |
| US 4986518 А, 22.01.1991 | |||
| WO 00/63113 А1, 26.10.2000 | |||
| DE 10145341 А1, 29.05.2002 | |||
| Устройство для электролитического хромирования цилиндров | 1980 |
|
SU1067090A1 |

