Настоящее изобретение относится к способам изготовления композитных тканей, включающих в свой состав упрочняющие дискретные полимерные области.
Известны способы изготовления изделий из тканей, требующих некоторого упрочнения, способствующего увеличению прочности этих изделий в процессе их использования. Во многих случаях упрочнение просто обеспечивается по всей поверхности подложки или ткани. Такие подходы могут, однако, приводить к увеличению стоимости и веса ткани, а также жесткости всей поверхности ткани даже в тех областях, которые не требуют упрочнения. Кроме того, введение упрочняющих слоев, которые будут расширяться вместе с тканью, может также приводить к уменьшению ее способности пропускать воздух.
Чтобы решить часть этих проблем, к некоторым областям ткани или подложки, требующим упрочнения, можно добавлять небольшие вставки упрочняющих материалов. Способы работы с такими дискретными вставками и их закрепления и добавления таких дискретных вставок могут, однако, оказаться проблематичными, приводя к снижению производительности и появлению дополнительных отходов (в тех местах, где дискретные вставки не закреплены надежно). Кроме того, в этих случаях необходимо точное совмещение или расположение закрепляемых вставок на ткани, что может потребовать использования адгезивов или других связующих веществ и т.д. Кроме того, дискретные вставки могут иметь относительно острые края, становясь таким образом источником раздражения или дискомфорта. Раздражение или дискомфорт могут быть упрочнены в тех случаях, когда упрочняющие частицы располагаются на поверхности подложки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает способы изготовления композитных тканей, включающих в свой состав подложку с одной или большим количеством упрочняющих дискретных полимерных областей, расположенных на поверхности или внутри композитной ткани.
Одним из преимуществ способов, предлагаемых в настоящем изобретении, является способность переносить одну или большее количество дискретных полимерных областей на основную поверхность подложки, где термопластичный материал дискретной полимерной области может быть с усилием закреплен на подложке с помощью специального промежуточного валика. Если подложка имеет пористую, волокнистую и т.д. структуру, применение давления может повысить прочность соединения дискретных полимерных областей с подложками за счет того, что часть термопластичного состава пропитывает подложку и/или приводит к капсулированию волокон, присутствующих в подложке.
Другим преимуществом настоящего изобретения является способность контролировать форму, расстояние между частицами, а также объем дискретных полимерных областей. Это может быть особенно выгодно, потому что эти параметры (форма, расстояние между частицами и объем) могут быть установлены независимо от скорости технологической линии системы.
Еще одно преимущество настоящего изобретения может проявляться в наличии комбинированных углублений и их использовании, что может облегчить образование упрочняющих дискретных полимерных областей в соответствии с настоящим изобретением. Комбинированные углубления могут, например, улучшить перенос сравнительно больших дискретных полимерных областей на подложку, а также перенос дискретных полимерных областей, имеющих переменную толщину.
Дополнительным преимуществом способов, предлагаемых в настоящем изобретении, является способность обеспечить получение одной или большего количества дискретных полимерных областей, которые простираются по всей длине подложки (при этом они не образуются по всей ширине подложки, то есть дискретные полимерные области не растягиваются вместе с основной поверхностью подложки).
Еще одним преимуществом способов, предлагаемых в настоящем изобретении, является способность обеспечить получение различных термопластичных композиций по всей ширине подложки, при этом некоторые дискретные полимерные области могут быть сформированы из одной термопластичной композиции, в то время как другие дискретные полимерные области сформированы из другой термопластичной композиции.
И, наконец, еще одним преимуществом способов настоящего изобретения является способность обеспечить получение одной или большего количества дискретных полимерных областей на обеих основных поверхностях подложки. По желанию на противоположных основных поверхностях подложки могут быть сформированы дискретные полимерные области, обладающие одинаковыми или различными свойствами.
В одном варианте воплощения настоящее изобретение обеспечивает способ получения композитной ткани, который включает использование промежуточного валика, на внешней поверхности которого содержится одно или несколько сформированных на ней углублений. В этом случае одно или большее количество углублений включают, по крайней мере, одно углубление, содержащее сложное углубление, сформированное множеством ячеек; а подача расплавленной неэластомерной термопластичной композиции производится на внешнюю поверхность промежуточного валика. Способ далее включает удаление избытка расплавленной неэластомерной термопластичной композиции с внешней поверхности промежуточного валика, причем часть расплавленной неэластомерной термопластичной композиции попадает в одно или большее количеств углублений. Кроме того, часть расплавленной неэластомерной термопластичной композиции, находящейся в одном или большем количестве углублений, остается в одном или большем количестве углублений после удаления избытка расплавленной неэластомерной термопластичной композиции с внешней поверхности промежуточного валика; при этом по меньшей мере часть расплавленной неэластомерной термопластичной композиции, содержащейся в одном или большем количестве углублений, переносится на первую основную поверхность подложки путем контакта первой основной поверхности подложки с внешней поверхностью промежуточного валика и расплавленной неэластомерной термопластичной композицией, находящейся в одном или большем количестве углублений. После этого отделяют подложку от промежуточного валика, при этом одна или большее количество дискретных полимерных областей, сформированных из неэластомерной термопластичной композиции, после отделения подложки от промежуточного валика остается на первой основной поверхности подложки.
В другом варианте настоящее изобретение предлагает способ получения композитной ткани, который включает использование промежуточного валика, на внешней поверхности которого имеется одно или более углублений, сформированных в ней, причем одно или большее количество углублений включает, по крайней мере, одно углубление, содержащее комбинированное углубление, сформированное множеством перекрывающихся ячеек. Подача расплавленной неэластомерной термопластичной композиции производится на внешнюю поверхность промежуточного валика. Способ также включает удаление расплавленной неэластомерной термопластичной композиции с внешней поверхности промежуточного валика, причем часть расплавленной неэластомерной термопластичной композиции проникает в одно или большее количество углублений. Часть расплавленной неэластомерной термопластичной композиции, находящейся в одном или большем количестве углублений, остается в одном или большем количестве углублений после удаления расплавленной неэластомерной термопластичной композиции с внешней поверхности промежуточного валика. В результате часть первой основной поверхности подложки вдавливается в одно или большее количество углублений, причем первая основная поверхность имеет пористую поверхность, включая волокна, и часть неэластомерной термопластичной композиции в одном или большем количестве углублений проникает в пористую поверхность или расплавленная неэластомерная термопластичная композиция охватывает по меньшей мере несколько волокон. После этого отделяют подложку от промежуточного валика, при этом одна или несколько дискретных полимерных областей, содержащих неэластомерную термопластичную композицию, после отделения подложки от промежуточного валика находятся на первой основной поверхности подложки.
В еще одном варианте настоящее изобретение обеспечивает способ получения композитной ткани, использующий промежуточный валик, внешняя поверхность которого содержит одно или несколько сформированных в ней углублений, при этом подача расплавленной неэластомерной термопластичной композиции осуществляется на внешнюю поверхность промежуточного валика. Способ далее включает удаление расплавленной неэластомерной термопластичной композиции с внешней поверхности промежуточного валика, причем часть расплавленной неэластомерной термопластичной композиции входит в одно или большее количество углублений. Кроме того, часть расплавленной неэластомерной термопластичной композиции в одном или большем количестве углублений остается в одном или большем количестве углублений после удаления расплавленной неэластомерной термопластичной композиции с внешней поверхности промежуточного валика. Способ включает также перенос, по крайней мере, части расплавленной неэластомерной термопластичной композиции из одного или большего количества углублений на первую основную поверхность первой подложки путем приведения в соприкосновение первой основной поверхности первой подложки с внешней поверхностью промежуточного валика и расплавленной неэластомерной термопластичной композицией в одном или большем количестве углублений. Затем отделяют первую подложку от промежуточного валика, при этом после отделения первой подложки от промежуточного валика одна или большее количество дискретных полимерных областей, содержащих неэластомерную термопластичную композицию, находится на первой основной поверхности первой подложки. Способ также включает ламинирование второй подложки с первой основной поверхностью первой подложки, причем после ламинирования второй подложки с первой подложкой одна или большее количество дискретных полимерных областей первой подложки располагаются между первой и второй подложками.
В следующем варианте настоящее изобретение обеспечивает способ получения композитной ткани, включающий использование промежуточного валика, на внешней поверхности которого имеется одно или большее количество углублений. Подача расплавленного неэластомерного термопластичного состава осуществляется на внешнюю поверхность промежуточного валика. Способ далее включает удаление расплавленной неэластомерной термопластичной композиции с внешней поверхности промежуточного валика, при котором часть расплавленной неэластомерной термопластичной композиции входит в одно или несколько углублений. В этом случае часть расплавленной неэластомерной термопластичной композиции в одном или большем количестве углублений остается в одном или нескольких углублениях после удаления расплавленной неэластомерной термопластичной композиции с внешней поверхности промежуточного валика. Способ также включает перенос по меньшей мере части расплавленной неэластомерной термопластичной композиции в одном или нескольких углублениях на первую основную поверхность первой подложки путем приведения в соприкосновение первой основной поверхности первой подложки с внешней поверхностью промежуточного валика и расплавленной неэластомерной термопластичной композицией, находящейся в одном или нескольких углублениях. В последующем отделяют первую подложку от промежуточного валика. В результате после отделения первой подложки от промежуточного валика получают одну или несколько дискретных полимерных областей, содержащих неэластомерную термопластичную композицию и расположенных на первой основной поверхности первой подложки. Способ также включает ламинирование второй подложки по первой основной поверхности первой подложки, причем вторая основная поверхность первой подложки расположена на противоположной стороне первой подложки по отношению к первой основной поверхности первой подложки. В этом случае одна или большее количество дискретных полимерных областей, расположенных на первой подложке, размещаются между первой и второй подложками после соединения первой подложки со второй подложкой.
Еще в одном варианте воплощения настоящее изобретение предусматривает наличие промежуточного валика, предназначенного для переноса расплавленных термопластичных композиций на подложку. Устройство включает валик с внешней поверхностью и одно или большее количество углублений, сформированных во внешней поверхности. Каждое углубление, состоящее из одной или большего количества углублений, представляет собой комбинированную систему, сформированную большим числом ячеек.
При этом во всех вариантах заявленного изобретения по меньшей мере одно углубление из одного или нескольких углублений образует дискретную полимерную область на первой основной поверхности подложки, при котором часть первой основной поверхности подложки располагается в пределах охватывающего кольца неэластомерной термопластической композиции и при котором способ включает, кроме того, формирование отверстия, проходящего через подложку в пределах охватывающего кольца неэластомерной термопластической композиции. А также на первой основной поверхности подложки имеется пористая поверхность, при этом перенос включает дополнительно усиленное прижатие части первой основной поверхности подложки к одному или нескольким углублениям, при котором часть расплавленной неэластомерной термопластической композиции в одном или нескольких углублениях проникает в пористую поверхность в пределах одного или нескольких углублений.
А также на первой основной поверхности подложки имеются волокна и, кроме того, при этом процесс переноса включает охватывание по меньшей мере части по меньшей мере нескольких волокон расплавленной неэластомерной термопластической композицией путем усиленного прижатия первой основной поверхности подложки к одному или нескольким углублениям.
Эти и другие особенности и преимущества способов, изложенных в настоящем изобретении, более подробно описаны ниже, причем описание сопровождается различными иллюстративными примерами осуществления изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - Поперечное сечение одной упрочняющей дискретной полимерной области, расположенной на композитной ткани, изготовленной в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.2 - Вид сверху части промежуточного валика, который может быть использован для изготовления композитных тканей в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.3А - Поперечное сечение углубления на фиг.2, изображенного по линии 3-3 на фиг.2, в один из моментов в ходе формирования углубления.
Фиг.3 В - Поперечное сечение углубления, изображенного на фиг.2 по линии 3-3 на фиг.2 в другой момент в ходе формирования углубления.
Фиг.3С - Поперечное сечение углубления, изображенного на фиг.2 по линии 3-3 на фиг.2 в ходе формирования углубления.
Фиг.4 - Вид сверху другого углубления на части промежуточного валика, которое может быть использовано для получения упрочняющих дискретных полимерных областей на композитной ткани в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.5 - Поперечное сечение изображенного на фиг.4 углубления по линии 5-5 на фиг.4.
Фиг.6 - Вид сверху другого углубления на части промежуточного валика, которое может быть использовано для получения упрочняющих дискретных полимерных областей на композитной ткани в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.7 - Поперечное сечение композитной ткани, изготовленной согласно способам, изложенным в настоящем изобретения, включающей упрочняющие дискретные полимерные области между двумя подложками.
Фиг.8 - Поперечное сечение композитной ткани, показанной на фиг.7, перед присоединением двух подложек, необходимых для формирования композитной ткани в соответствии со способами настоящего изобретения.
Фиг.9 - Вид сверху одной типовой подложки с упрочняющими дискретными полимерными областями, сформированными на подложках для изготовления композитной ткани в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.10 - Поперечное сечение другой композитной ткани с упрочняющими дискретными полимерными областями на обеих основных поверхностях подложки.
Фиг.11 - Перспективный вид одного процесса переноса полимера, используемого для получения дискретных полимерных областей на подложке в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.11А - Увеличенная схема, показывающая взаимное положение ракеля и углубления на промежуточных валиках, используемых в соответствии с настоящим изобретением.
Фиг.11 В - Увеличенное частично поперечное сечение согласующегося опорного валика, упрочняющего подложку, при контакте с промежуточным валиком.
Фиг.11C - Увеличенное частично поперечное сечение, изображающее сопряженный опорный валик, включающий выступы, согласующиеся с углублениями на промежуточном валике.
Фиг.12 - Схема другого промежуточного валика и источника полимера, используемого в соответствии с зонированными системами подачи и применяемыми способами.
Фиг.13 - Вид сверху изделия, сформированного в композитной ткани за счет упрочняющих дискретных полимерных областей на подложке в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.14 - Поперечное сечение изделия, показанного на фиг.13, по линии 14-14 на фиг.13.
Фиг.15 - Вид сверху части одной композитной ткани, изготовленной согласно настоящему изобретению.
Фиг.16 - Перспективный вид промежуточного валика, который может быть использован для изготовления композитной ткани, показанной на фиг.15.
Фиг.17 - Вид сверху части одной композитной ткани, изготовленной согласно существующему изобретению, которая включает дискретные полимерные области, расположенные по всей ширине подложки.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Как уже указывалось выше, настоящее изобретение предлагает способы и системы изготовления композитных тканей, которые включают в себя подложку с упрочняющими дискретными полимерными областями, расположенными на поверхности или внутри композитной ткани. Для иллюстрации различных вариантов композитных тканей, которые могут быть изготовлены в соответствии со способами настоящего изобретения, будут описаны различные структуры. Способы, предложенные в настоящем изобретении, не ограничиваются лишь этими иллюстративными материалами и ограничиваются только приведенной ниже формулой изобретения.
На фиг.1 приведено поперечное сечение части одной композитной ткани, изготовленной в соответствии со способами, предлагаемыми в настоящем изобретении. Композитная ткань включает в себя подложку 10 с первой основной поверхностью 18 и второй основной поверхностью 19. Одна или большее количество упрочняющих дискретных полимерных областей 14 расположены на первой основной поверхности 18 подложки 10. Понятно, что подложка может включать более одной упрочняющей дискретной полимерной области, как показано, например, на фиг.7-12.
Предпочтительно, чтобы каждая из упрочняющих дискретных полимерных областей 14 композитных тканей, изготовленных в соответствии с настоящим изобретением, имела переменную толщину или высоту над поверхностью 18 подложки 10. Особенно предпочтительно, чтобы переменная толщина ткани достигалась за счет более тонкой дискретной полимерной области, находящейся наиболее близко к границам 15 упрочняющей дискретной полимерной области 14.
Комбинация более толстых центральных частей упрочняющей дискретной полимерной области 14 и более тонких границ 15 может обеспечить композитной ткани дополнительные преимущества. Более тонкие границы 15 могут быть более гибкими или более мягкими, что может сделать изделие более комфортным в том случае, если композитная ткань, содержащая такие дискретные полимерные области, используется для изготовления одежды, например для изготовления подгузников, хирургических халатов и т.д. В то же самое время более толстая центральная часть упрочняющей дискретной полимерной области 14 может обеспечить желательный уровень жесткости для дискретной полимерной области.
Упрочняющие дискретные полимерные области 14 могут закрывать любую желательную часть поверхности 18 подложки 10, на которой они расположены, хотя следует иметь в виду, что дискретные полимерные области 14 не будут закрывать всю поверхность подложки 10. Некоторые изменения общей площади поверхности подложки, занятой дискретными полимерными областями, могут быть такими, как описано, например, в заявке на патент США №09/257447, озаглавленной "Ткань, содержащая дискретные упрочняющие области" и зарегистрированной 25 февраля 1999 года (патент опубликован как международная публикация №WO 00/50229).
Кроме того, хотя дискретные полимерные области 14 изображены в виде не связанных друг с другом областей, необходимо иметь в виду, что некоторые композитные ткани, изготовленные с использованием систем и способов, описанных в настоящем изобретении, могут содержать относительно тонкий скин-слой термопластичного состава, используемый для формирования дискретных полимерных областей. Такой скин-слой в некоторых случаях может соединять между собой некоторые или даже все дискретные полимерные области, расположенные на композитной ткани. Однако в любом случае количество полимерного материала в скин-слое будет недостаточным для того, чтобы обеспечить существенное упрочнение подложки за пределами более толстых дискретных полимерных областей.
Подложки, используемые для композитных тканей, описанных в настоящем изобретении, могут иметь разнообразные структуры. Например, подложки могут представлять собой тканый материал, нетканый материал, трикотаж, бумагу, пленку или любые другие рулонные материалы, которые могут подаваться через определенную зону защемления. Подложки могут иметь различные свойства, такие как растяжимость, эластичность, гибкость, степень комфортности, способность пропускать воздух, пористость, жесткость и т.д. Кроме того, подложки могут иметь складки, морщины или другие отклонения от плоской конфигурации.
В некоторых случаях подложки могут характеризоваться определенной способностью к растяжению, а в некоторых случаях и эластичностью. Ткани, способные к растяжению, предпочтительно могут иметь начальный предел текучести при растяжении, равный, по крайней мере, приблизительно 50 г/см, предпочтительно, по крайней мере, приблизительно 100 г/см. Кроме того, растяжимые ткани могут предпочтительно представлять собой растяжимые нетканые ткани.
Подходящими процессами изготовления нетканого материала, которые могут использоваться при реализации способов согласно настоящему изобретению, являются, помимо прочего, эжектирование воздушным потоком, получение нетканого материала фильерным способом, сшивание волокон, процессы формирования материалов аэродинамическим способом из расплава и кардных материалов. Нетканые материалы, полученные фильерным способом, изготавливают экструзией расплавленного термопластика (нити) из набора выходных частей (малого диаметра) оформляющей части мундштука экструдера. Диаметр экструдированных нитей быстро уменьшается при натяжении, обеспечиваемом неэжекторным, эжекторным или другим фильерным механизмом, как описано в патентах США 4340563 (Аппель (Appel) и др.), 3692618 (Дорчнер (Dorschner) и др.), 3338992 и 3341394 (Кинни (Kinney)), 3276944 (Леви (Levy)), 3502538 (Петерсон (Peterson)), 3502763 (Хартман (Hartman)) и 3542615 (Добо (Dobo) и др.). Материал, полученный фильерным способом, предпочтительно приклеивают (в отдельных местах или по всей области).
Слой нетканого материала может быть также изготовлен из приклеиваемых кардных материалов. Кардные материалы изготавливают из отдельных штапельных волокон, пропускаемых через гребне- или кардочесальную машину, в которой происходит разделение и совмещение штапельных волокон в направлении протягивания, в результате чего формируется нетканый материал с волокнами, ориентированными, как правило, в направлении протягивания в машине. Для нарушения этого единообразного направления ориентации волокон используются устройства для произвольного ориентирования волокон.
После формирования кардный материал приклеивают одним или несколькими способами, чтобы придать материалу требуемые свойства для растяжения. Одним из способов является приклеивание порошковым клеем, распределяемым по материалу и затем активизируемым, обычно при помощи нагревания материала и клея горячим воздухом. При этом процессе пучки небольших волокон, длина которых обычно находится в пределах от приблизительно 6 мм до приблизительно 19 мм, разделяются и захватываются потоком воздуха и затем осаждаются на формовочном сите, часто с использованием вакуумной техники. Хаотично осажденные волокна затем связываются друг с другом с помощью, например, горячего воздуха или адгезива, подаваемого в виде аэрозоля.
Эжектирование воздушным потоком - еще один процесс, при помощи которого можно изготовить волокнистые нетканые материалы согласно настоящему изобретению. В этом способе пучки небольших волокон, обычно имеющих длину 6-19 мм, разделяются и подаются в воздухонагнетатель, а затем направляются на формирующую сетку, часто под действием вакуумного агрегата. Произвольно распределяемые волокна затем склеиваются вместе, например, под действием горячего воздуха или разбрызгиваемого клея.
Расплавленные нетканые материалы можно сформировать посредством экструзии термопластичных полимеров из выходных частей оформляющего мундштука экструдера. Потоки расплавленного полимера немедленно ослабляются высокоскоростным потоком воздуха или пара, нагнетаемым вдоль двух поверхностей мундштука экструдера непосредственно в том месте, где полимер выходит из выходных частей оформляющего мундштука экструдера. Окончательные волокна сплетаются в сцепленный материал в турбулентном воздушном потоке, прежде чем собираются на поверхности сбора. Как правило, для обеспечения достаточной целостности и прочности материала согласно настоящему изобретению расплавленные материалы следует дополнительно скрепить одним из указанных выше способов - эжектрированием воздушным потоком, термосваркой или ультразвуковой сваркой
Ткань, способная к растяжению, может быть получена с помощью способа, использующего выборочное разрезание материала и приведенного, например, в международной публикации №WO 96/10481 (Abuto и др.). Для изготовления эластичной растягивающейся ткани необходимо, чтобы разрезы были не непрерывными, и обычно делают разрезы на ткани перед тем, как нанести ее на любой эластичный компонент. Хотя это и более сложно, тем не менее, можно создать разрезы в неэластичном слое ткани и после того, как неэластичная ткань будет нанесена путем ламинирования на эластичную ткань. По крайней мере, часть разрезов в неэластичной ткани должна быть в основном перпендикулярна (или иметь существенный перпендикулярный вектор) по отношению к предполагаемому направлению растяжения или эластичности (по крайней мере, к первому направлению) эластичного слоя ткани. В основном перпендикулярность в этом случае означает, что угол между продольной осью выбранного разреза или разрезов и направлением растяжения должен находиться между 60 и 120 градусами. Достаточное число описанных разрезов обычно перпендикулярно, поэтому полученный таким способом ламинат является эластичным. Нанесение разрезов в двух направлениях выгодно в том случае, когда эластичный ламинат должен обладать эластичностью, по крайней мере, в двух различных направлениях.
Нетканый материал, используемый согласно настоящему изобретению, может представлять собой суженный или сужаемый с возможностью восстановления нетканый материал, описанный в патентах США №№4965122; 4981747; 5114781; 5116662 и 5226992 (автор всех патентов Morman). В этих вариантах осуществления изобретения нетканую ткань удлиняли в перпендикулярном направлении по отношению к желательному направлению растяжения. При таком направлении удлинения ткани она может растягиваться и возвращаться в исходное состояние в направлении растяжения.
Предпочтительно, чтобы подложки, используемые в рамках настоящего изобретения, имели некоторую пористость на одной или обеих основных поверхностях подложки. В этом случае при нанесении расплавленной термопластичной композиции на одну из основных поверхностей подложки будет возникать механическая связь между расплавленной термопластичной композицией и подложкой за счет пропитывания подложки расплавленной термопластичной композицией и/или за счет капсулирования части пористой поверхности подложки. В рамках настоящего изобретения термин "пористый" включает как структуры, содержащие пустоты, так и структуры, сформированные совокупностью волокон (например, тканых, нетканых, трикотажных и т.д.), которые позволяют расплавленной термопластичной композиции проникать в промежутки между волокнами. Если пористая поверхность включает волокна, термопластичная композиция может предпочтительно капсулировать волокна или части волокон, находящиеся на поверхности подложки.
При выборе соответствующей подложки, на которую должна быть нанесена расплавленная термопластичная композиция, необходимо учитывать тип и структуру материала или материалов подложки. Обычно для этой цели выбирают тот тип и структуру материалов, которые не плавятся, не размягчаются или не разрушаются каким-либо другим способом под воздействием температуры и давления, используемых на стадии переноса термопластичной композиции к подложке. Например, подложка должна иметь достаточную внутреннюю прочность, чтобы она не разрушалась в ходе процесса. Предпочтительно, подложка должна иметь достаточную прочность в направлении подачи машины при нагретом промежуточном валике, чтобы подложку можно было удалить неповрежденной с промежуточного валика.
Используемый в данном изобретении термин "волокно" включает волокна неопределенной длины (например, нити) и волокна дискретной длины, например штапельные волокна. Волокна, используемые в связи с настоящим изобретением, могут быть многокомпонентными волокнами. Термин "многокомпонентное волокно" относится к волокну, имеющему в поперечном сечении волокна, по крайней мере, два отдельных домена полимера с совместимостью структур в продольном направлении, в противоположность смесям, где эти домены имеют тенденцию быть рассеянными, расположенными хаотично или неструктурированными. Таким образом, отдельные домены могут быть сформированы из полимеров различных классов (например, найлона и полипропилена) или могут быть сформированы из полимеров одного и того же класса (например, найлон), но которые отличаются по своим свойствам или характеристикам. Термин "многокомпонентное волокно", таким образом, включает, но не ограничивается только ими, концентрические и эксцентрические волокна, имеющие бикомпонентную структуру, симметричные и асимметричные волокна, имеющие последовательную структуру, волокна с изолированной структурой, а также полые волокна этих конфигураций.
Хотя подложки, изображенные на поперечных разрезах различных изделий, изготовленных в соответствии со способами, приведенными в настоящем изобретении, показывают однослойную структуру, следует иметь в виду, что подложки могут иметь как однослойную, так и многослойную структуру. При использовании многослойной структуры следует иметь в виду, что различные слои могут иметь одинаковые или различные свойства, структуру и т.д. Некоторые примеры таких вариаций могут быть такими же, какие описаны, например, в заявке на патент США №09/257447, озаглавленный "Ткань, содержащая упрочняющие дискретные области". Заявка зарегистрирована 25 февраля 1999 года (опубликована как международная публикация №WO 00/50229).
Дискретные полимерные области 14 могут быть получены из широкого круга различных неэластичных термопластичных полимерных материалов. Используемый в рамках настоящего изобретения термин "термопластичный" (и различные его варианты) означает полимер или полимерную композицию, которые размягчаются при нагревании и возвращаются к своему первоначальному состоянию или к состоянию, близкому к первоначальному, при охлаждении до комнатной температуры. Термопластичные композиции, используемые в рамках настоящего изобретения, должны обладать текучестью или должны быть способны проникать в углубления, образованные в переносящем полимер валике, как будет описано ниже.
Пригодными термопластичными композициями являются такие композиции, которые могут быть переработаны в расплаве. Такими полимерами являются те, которые обладают текучестью, достаточной для того, чтобы, по крайней мере частично, заполнять углубления и которые не подвергаются значительному ухудшению свойств в процессе плавления. Широкий диапазон разнообразных термопластичных композиций имеет характеристики плавления и текучести, достаточные для использования в процессе, предложенном в настоящем изобретении в зависимости от геометрии углублений и условий обработки. Предпочтительно, чтобы плавящиеся перерабатываемые материалы и условия их обработки были выбраны таким образом, чтобы любое вязкоэластическое упругое последействие термопластичных композиций не приводило к их значительному отставанию от стенок углублений до тех пор, пока не возникает необходимость перенести термопластичную композицию на подложку.
Некоторые примеры неэластомерных термопластичных композиций, которые могут использоваться в рамках настоящего изобретения, включают, но не ограничиваются лишь этими продуктами, полиуретаны, полиолефины (например, полипропилены, полиэтилены и т.п.), полистиролы, поликарбонаты, полиэфиры, полиметакрилаты, сополимеры этилена с винилацетатом, сополимеры этилена с виниловым спиртом, поливинилхлориды, полимеры этиленвинилацетата, модифицированные акрилатом, сополимеры этилена с акриловой кислотой, найлоны, фторуглероды и т.д.
Неэластомерный термопластичный полимер - это полимер, который плавится и возвращается к своему первоначальному состоянию или к состоянию, близкому к первоначальному, после охлаждения и который не обладает высокоэластическими свойствами в обычных условиях (например, при комнатной температуре и нормальном давлении). Используемый в рамках настоящего изобретения термин "неэластомерный" означает, что материал после растяжения в значительной мере не возвращается к своему исходному состоянию. Кроме того, неэластомерные материалы могут предпочтительно иметь постоянную остаточную деформацию после цикла "деформация-релаксация". Предпочтительно, чтобы остаточная деформация в этом цикле составляла, по крайней мере, приблизительно 20 процентов или более и более предпочтительно, по крайней мере, приблизительно 30 процентов или более от первоначальной длины при умеренном удлинении, например приблизительно 50% (для тех материалов, которые могут даже быть растянуты до 50% без разрыва или появления других отрицательных эффектов).
Термопластичные составы, используемые согласно настоящему изобретению, могут быть также объединены с различными присадками, вводимыми для достижения требуемого эффекта. К таким присадкам относятся, например, наполнители, вещества для уменьшения вязкости, пластификаторы, повышающие клейкость вещества, красители (например, краски и пигменты), антиоксиданты, антистатики, повышающие связующие свойства добавки, препятствующие слипанию вещества, улучшающие скольжение добавки, стабилизаторы (например, стабилизирующие состояние при воздействии тепла и ультрафиолетовых лучей), пенообразующие вещества, микрошарики, стеклянные шарики, армирующие волокна (например, микроволокна), облегчающие разъем пресс-формы вещества, теплопроводные частицы, электропроводные частицы и т.п. Количества таких материалов, которые при введении в термопластичные композиции, способны приводить к появлению положительного эффекта, можно легко определить на основании практического опыта при обработке и использовании таких материалов.
На фиг.2 представлен вид сверху части внешней поверхности одного переносящего инструмента, который может использоваться для нанесения упрочняющей дискретной полимерной области 14 на подложку 10, изображенную на фиг.1. Эта изображенная на рисунке часть внешней поверхности 32 включает сформированное на ней углубление 34. На фиг.2 изображено также множество более мелких углублений 38, рассеянных по поверхности 32 промежуточного валика. Каждое из углублений 38 меньше, чем большее углубление 34, как по размерам (см. ниже), так и по объему углубления. При использовании промежуточного валика более мелкие углубления 38 могут также заполняться расплавленной термопластичной композицией с меньшими дискретными полимерными областями, образованными углублениями 38. Как будет рассмотрено ниже в связи с фиг.7-9, этот процесс может быть использован для различных целей.
Углубление 34 представляет собой предпочтительно соединение ячеек 34а, 34b, 34 с и 34d, образованных на поверхности 32 с помощью любой подходящей техники, например механической обработкой, травлением, лазерной обработкой и т.д. Фиг.3А-3С изображают набор стадий, которые могут использоваться для получения комбинированного углубления 34 на промежуточном валике 30, как показано на фиг.2. Фиг.3А-3С представляют поперечный разрез системы, изображенной на фиг.2, по линии 3-3. Поэтому эти рисунки не включают самые маленькие ячейки 34d, показанные на фиг.2.
Для лучшего понимания настоящего изобретения на фиг.2, кроме того, дана полная схема каждой ячейки. Следует иметь в виду, однако, что части каждой из ячеек фактически не могут быть видны в законченном комбинированном углублении 34. Кроме того, комбинированное углубление 34 состоит из множественных закругленных ячеек 34a-34d. Следует иметь в виду, что комбинированные углубления, получаемые согласно настоящему изобретению, могут состоять из ячеек любой выбранной формы, например овальной, квадратной, треугольной и т.д. Кроме того, комбинированные углубления, получаемые согласно настоящему изобретению, могут быть построены из ячеек, имеющих разнообразные формы и/или размеры.
В изображенном комбинированном углублении 34 ячейки 34а имеют наибольший диаметр и образуются на самой большой глубине от поверхности 32. Кроме того, как видно из фиг.3А, ячейки 34а могут образовываться в первую очередь. Альтернативным образом могут формироваться сначала более мелкие ячейки, а только затем образуются более крупные ячейки. Затем могут быть сформированы ячейки 34b, как это изображено на фиг.3 В. Ячейки 34b, полученные в условиях, представленных на рисунке, формируются на меньшей глубине в промежуточном валике 30, чем ячейка 34а. На это может указывать тот факт, что ячейки 34b перекрывают более крупную ячейку 34а, так что не все выделенные более мелкие ячейки 34b действительно сформированы в промежуточном валике 30.
Заключительная стадия, изображенная на фиг.3С, - это формирование более мелких ячеек 34с, в большей степени удаленных от центральной ячейки 34а, чем ячейки 34b. В условиях, представленных на рисунке, эти внешние ячейки 34 с формируются на меньшей глубине, чем ячейки 34b, таким образом способствуя основному утончению границ упрочняющей дискретной полимерной области, как видно, например, на фиг.1.
Не стремясь быть связанным рамками какой-либо теории, все же можно предположить, что особенности структуры (например, наличие кромок, выступов и т.д.), сформированной на границе между различными ячейками в комбинированной структуре углубления 34, могут увеличить ее способность удерживать расплавленную термопластичную композицию в течение процесса переноса. Более подробно этот вопрос рассмотрен ниже.
Углубления на промежуточном валике, используемом в настоящем изобретении, могут быть охарактеризованы с точки зрения площади, занятой их основанием на внешней поверхности инструмента для формования, максимального размера этого отпечатка (в любом направлении на поверхности валика), объема углубления, формы отпечатка и т.д.
При оценке углубления, с точки зрения площади, занятой отпечатком углублений, каждое из углублений 34 может иметь отпечаток, площадь которого составляет приблизительно 4 квадратных миллиметра (мм2) или более. В других ситуациях каждое из углублений 34 может иметь отпечатки с площадью отпечатка приблизительно 8 мм2 или более.
Другой параметр, с помощью которого могут быть охарактеризованы углубления, - это размер наибольшего отпечатка на поверхности 32 промежуточного валика 30. При оценке, с точки зрения наибольшего размера отпечатка, может быть показано, что наибольший размер отпечатка углубления составляет приблизительно 2 мм или более, в некоторых случаях он достигает приблизительно 5 мм или более.
Еще один параметр, с помощью которого могут быть охарактеризованы углубления, используемые в рамках настоящего изобретения, - это объем углубления. Например, углубления могут иметь объем, равный, по крайней мере, приблизительно 3 (трем) кубическим миллиметрам или более, в альтернативном варианте объем углубления составляет приблизительно 5 (пять) кубических миллиметров или более. Величина объема может иметь большое значение, поскольку, по крайней мере, часть расплавленной термопластичной композиции может быть сохранена внутри углубления в течение процесса переноса. Таким образом, чтобы компенсировать удержание термопластичной композиции внутри углубления, объем углубления предпочтительно должен превышать предполагаемый объем дискретных полимерных областей, которые будут сформированы углублениями.
Ориентация углубления 34 на промежуточном валике 30 может быть выбрана на основе различных факторов. Удлиненное углубление 34 может быть сориентировано в направлении движения механизма (то есть в направлении подачи подложки) в направлении, поперечном ткани (то есть в направлении, поперечном направлению подачи подложки), или ориентировано в любом промежуточном направлении между направлением движения механизма и направлением, поперечным ткани.
На фиг.4 и 5 показана еще одна разновидность формы углублений, сформированных в наносящих инструментах, которые используются для получения упрочняющих дискретных полимерных областей на подложках с помощью способов, предлагаемых в настоящем изобретении. Углубление 134 расположено на поверхности 132 наносящего инструмента и имеет форму круглого лотка с островковым включением 133, находящимся в центре углубления 134, сформированного на внешней поверхности 132.
Углубления, которые имеют островковые включения, аналогичные изображенным на фиг.4, могут использоваться для получения упрочняющих дискретных полимерных областей на подложке, часть которой не обработана и находится внутри кольца полимера. Получаемая в этом случае структура может быть использована, в частности, для упрочнения подложки, например, в области петли, зазора, перфорации или другого отверстия, образованного в подложке. Подобные структуры можно использовать также и в других системах.
Островковое включение 133, сформированное в центре углубления 134, предпочтительно имеет такую же высоту, что и внешняя поверхность 132 промежуточного валика, которая окружает углубление 134. Хотя углубление 134 изображено только с одним островковым включением 133, при желании, углубления, получаемые с помощью способов, предлагаемых в настоящем изобретении, могут включать два или большее количество островковых включений, расположенных внутри каждого углубления. Кроме того, формы островкового включения и окружающего углубления также могут изменяться. Так, углубление, имеющее круглый внешний периметр, может содержать островковое включение, имеющее другую форму. В другом варианте островковое включение может не находиться в центре углубления, как изображено на фиг.4.
Другой способ, проиллюстрированный на фиг.5, заключается в изменении глубины углубления 134. Наиболее глубоким местом в этом случае является углубление, расположенное вблизи островкового включения; в направлении внешнего периметра углубления 134 глубина уменьшается. Такая структура может обеспечить получение упрочняющей дискретной полимерной области с наиболее гибкими краями, что обусловлено уменьшением толщины полимерной области. Это явление обсуждалось выше при рассмотрении фиг.1. Кроме того, хотя углубление 134 не показано в виде комбинированной структуры, как это показано для углубления 34 на фиг.2, углубление 134, включающее островковое включение 133, также может быть оптимально сформировано и в виде комбинированного углубления со множеством ячеек.
На фиг.6 изображено другое углубление 234, сформированное на поверхности 232 наносящего инструмента, а также углубление 234 с островковым включением 233, таким же, как и в случае углубления 134, показанного на фиг.4 и 5. В отличие от углубления 134 углубление 234 имеет в основном удлиненную овальную форму, которая может в большей степени способствовать формированию петель или подобных структур. И здесь, несмотря на то, что углубление 234 не изображено в виде комбинированной структуры, как в случае углубления 34 на фиг.2, оно может также быть сформировано и в виде комбинированного углубления, состоящего из множества ячеек.
На фиг.7 и 8 показана еще одна разновидность композитной ткани, изготовленной в соответствии со способами, предлагаемыми в настоящем изобретении. Композитная ткань, изображенная на фиг.7, представляет собой слоистую структуру, включающую первую подложку 310а, ламинированную второй подложкой 310b с целью получения ламинированной подложки 310. Между этими двумя подложками 310а и 310b расположен ряд дискретных полимерных областей 314. Ряд более мелких дискретных полимерных областей 380 расположен между крупными дискретными полимерными областями 314. Наличие более мелких дискретных полимерных областей 380 не является обязательным, то есть эти полимерные области могут и не добавляться к крупным дискретным полимерным областям 314. Тем не менее, эти более мелкие структуры могут быть полезными для соединения друг с другом двух подложек 310а и 310b между крупными дискретными полимерными областями 314.
В некоторых случаях присоединение двух подложек 310а и 310b может быть достигнуто с использованием только дискретных полимерных областей 314 и 380. Это может происходить в том случае, когда процесс ламинирования происходит в системе, где полимерные области 314 и 380 находятся еще в расплавленном состоянии и когда они могут непосредственно связываться друг с другом в смежных дискретных полимерных областях на прилегающей подложке или непосредственно с подложкой. Одно преимущество этой структуры состоит в том, что ламинирование может быть достигнуто без дополнительных материалов и/или дополнительных стадий процесса. Ламинирование между подложками 310а и 310b может быть облегчено с помощью известных на практике различных материалов и/или способов, например, за счет термического связывания, а также с помощью адгезивов, смол, липких пленок/тканей и т.д. Подобные материалы и способы можно найти в патентах США №№2787244 (Hickin); 3694867 (Stumpf); 4906492 (Groshens); 5685758 (Paul и другие) и 6093665 (Sayovitz и другие).
Ламинированная структура, показанная на фиг.7, может оказаться полезной, например, для придания ткани с обеих ее сторон вида натуральной ткани или мягкости, придания ей способности пропускать воздух, для увеличения пористости и т.д. В этом отношении такая структура отличается от композитных тканей, в которых дискретные полимерные области расположены на наружной поверхности композитной ткани. Ламинированная структура композитной ткани, показанная на фиг.7, может также использоваться для обеспечения различных свойств на противоположных сторонах композитной ткани. Например, подложки 310а и 310b могут обладать различной пористостью или другими свойствами.
На фиг.8 показано ламинирование подложек 310а и 310b под воздействием сил, действующих в направлениях, указанных стрелками, расположенными на обеих сторонах рисунка. Один из аспектов, изображенных на фиг.8, состоит в комбинации дискретных полимерных областей 314а на подложке 310а с дискретными полимерными областями 314b, расположенными на противоположной поверхности подложки 310b. Такая комбинация дискретных полимерных областей 314а и 314b предназначена для формирования дискретных полимерных областей 314 в композитной ткани, как это показано на фиг.7.
В другом варианте, проиллюстрированном на фиг.8, более мелкие полимерные области 380, показанные на фиг.7, могут быть построены из комбинации полимерной области 380а, нанесенной на подложку 310а, и полимерной области 380b, нанесенной на подложку 310b. В других случаях меньшая полимерная область расположена только на одной из подложек 310а или 310b и в процессе ламинирования предпочтительно связывается непосредственно с противоположной подложкой. Аналогичным образом в некоторых случаях большие дискретные полимерные области 314 могут быть сформированы в результате нанесения полимера только на одну из подложек 310а или 310b перед присоединением противоположной подложки.
Другим возможным преимуществом ламинированной структуры композитной ткани, показанной на фиг.7 и 8, является то, что упрочняющие дискретные полимерные области 314, сформированные в результате совместного ламинирования двух единых полимерных областей 314а и 314b, могут обеспечить получение комбинированной упрочняющей дискретной полимерной области 314, которая содержит большее количество полимера, чем то количество полимера, которое могло бы быть эффективно нанесено в виде единой дискретной полимерной области с помощью способов, предлагаемых в настоящем изобретении. Это дополнительное количество полимера может обеспечить получение более жестких и более толстых дискретных полимерных областей или придать этой структуре дополнительные преимущества.
На фиг.9 показан вид сверху композитной ткани, которая может использоваться для изготовления композитной ткани, изображенной на фиг.7. В этой структуре два участка 310а и 310b отдельной унитарной подложки 310 могут быть сложены по линии сгиба 302. Такая процедура обеспечивает получение ламинированной структуры, показанной на фиг.7 и 8. Альтернативным образом, как видно, например, из фиг.8, перед проведением процесса ламинирования подложки 310а и 310b могут быть отделены друг от друга. Подложка 310 включает противоположные упрочняющие дискретные полимерные области 314а и 314b на участках 310а и 310b, которые объединяются после складывания подложки 310 по линии сгиба 302.
Подложка 310 включает в себя также множество противоположных более мелких дискретных полимерных областей 380а и 380b на участках 310а и 310b, которые объединяются при складывании подложки 310 по линии сгиба 302. Кроме того, подложка 310 содержит некоторые более мелкие дискретные полимерные области 380а и 380b, которые не препятствует нанесению ни с каких подобных покрытий на противоположной стороне линии сгиба 302.
Дискретные полимерные области 314а и 314b показаны в виде равномерно распределенной, регулярно повторяющейся по поверхности подложки 310 схемы расположения участков с одинаковым интервалом между этими участками (как в направлении оси "х", так и в направлении оси "у"). Однако необходимо понимать, что при желании интервал между упрочняющими дискретными полимерными областями 314а и 314b может быть и неравномерным. Кроме того, распределение упрочняющих дискретных полимерных областей в схеме расположения может быть неоднородным и/или неповторяющимся.
В других вариантах настоящего изобретения части композитных тканей, изготовленных в соответствии с настоящим изобретением, могут включать равномерно расположенные дискретные полимерные области, как это показано на фиг.9, в то время как другие части этой же композитной ткани могут не содержать никаких дискретных полимерных областей. В еще одном варианте настоящего изобретения части композитной ткани, изготовленной в соответствии с настоящим изобретением, могут включать равномерно расположенные дискретные полимерные области, как это показано на фиг.9. В то же время другие участки этой же композитной ткани могут включать дискретные полимерные области, которые расположены неравномерно и/или по неповторяющейся схеме. Кроме того, различные участки композитной ткани, изготовленной в соответствии с настоящим изобретением, могут включать различные наборы дискретных полимерных областей, которые могут быть равномерно расположены в повторяющихся схемах, отличающихся друг от друга.
Дискретные полимерные области могут быть получены в любой желательной форме, например они могут иметь форму квадратов, прямоугольников, шестиугольников и т.д. Дискретные полимерные области могут иметь или могут не иметь обычную геометрическую форму, но могут иметь также произвольный периметр формы. Кроме того, формы могут быть не обязательно цельными фигурами, но могут включать островковые включения, сформированные в пределах формы, в которой не перемещается ни одна из термопластичных композиций. В еще одном варианте настоящего изобретения некоторые или все дискретные полимерные области могут иметь форму знаков, то есть букв, чисел или других графических символов.
Фиг.10 иллюстрирует еще один вариант композитной ткани, изготовленной в соответствии с настоящим изобретением. Композитная ткань включает в себя подложку 410 с противоположно расположенными основными поверхностями 418 и 419. Одна особенность ткани, показанной на фиг.10, заключается в двухстороннем характере упрочняющих дискретных полимерных областей, расположенных на противоположных основных поверхностях 418 и 419 соответственно. Упрочняющая дискретная полимерная область 414 расположена на основной поверхности 418, а упрочняющая дискретная полимерная область 424 находится на противоположной основной поверхности 419. И дискретная полимерная область 414, и дискретная полимерная область 424 находятся на противоположных сторонах композитной ткани.
Дискретные полимерные области на противоположных основных поверхностях изображены как области, связанные через подложку 410. Другими словами, дискретная полимерная область 414 совмещена с дискретной полимерной областью 424 на противоположной стороне подложки 410. Кроме того, дискретная полимерная область 414 изображена в виде области, имеющей существенно такие же размеры, как и дискретная полимерная область 424, расположенная на противоположной стороне подложки 410. Следует иметь в виду, однако, что в том случае, когда необходимо получить композитную ткань, имеющую дискретные полимерные области на обеих основных поверхностях, дискретные полимерные области на противоположных поверхностях могут иметь, а могут и не иметь одинаковые размеры, как показано на фиг.10. Следует понимать также, что дискретные полимерные области могут быть связаны через подложку 410 или не связаны через нее, как это показано на фиг.10.
Можно предположить, что упрочняющие дискретные полимерные области 414 и 424 образуют кольцевую структуру на подложке 410. Вследствие этого было бы желательно, чтобы на подложке 410 можно было обеспечить произвольное дополнительное отверстие 404, как показано на фиг.10. Отверстие может быть получено с помощью любой подходящей техники, например с помощью механической перфорации, лазерной обработки, с помощью гидравлической или газовой резки и т.д. Следует иметь в виду, что подобные отверстия могут быть получены также и, например, в ламинированной композитной ткани, показанной на фиг.7.
На фиг.11 дано перспективное изображение одной системы и одного способа получения дискретных полимерных областей на одной поверхности подложки 10 в соответствии с принципами, изложенными в настоящем изобретении. Система, изображенная на фиг.11, включает в себя подложку 10, которая определяет маршрут движения ткани в системе. Подложка 10 перемещается по системе вниз по направлению, указанному стрелками на различных валиках. После разматывания или другого способа подачи (например, может быть изготовлена подложка 10 в комплексе с действующей системой, изображенной на фиг.11) подложка 10 направляется в зазор, расположенный между опорным валиком 20 и промежуточным валиком 30.
Процесс получения дискретных полимерных областей на подложке 10 включает подачу расплавленной термопластичной композиции на внешнюю поверхность 32 промежуточного валика 30, который включает одно или большее количество углублений 34, сформированных на его внешней поверхности 32. Расплавленная термопластичная композиция 41 подается на внешнюю поверхность 32 промежуточного валика 30 с помощью питающего устройства, имеющего форму лотка 40 (или с помощью другого питающего устройства, например экструдера, шестеренчатого насоса и т.д.).
Избыток расплавленной термопластичной композиции стирают или удаляют с внешней поверхности 32 с помощью ракеля 42, расположенного против внешней поверхности 32 промежуточного валика 30. Несмотря на то, что теоретически можно идеально удалить всю термопластичную композицию с внешней поверхности 32 промежуточного валика 30, практически часть термопластичной композиции может остаться на внешней поверхности 32 после ее удаления с помощью ракеля 42.
При нанесении расплавленной термопластичной композиции на внешнюю поверхность 32 промежуточного валика 30 в углубления 34, сформированные на внешней поверхности 32 промежуточного валика 30, предпочтительно поступает часть расплавленной термопластичной композиции. Если углубления 34 полностью не заполнены в процессе подачи расплавленной термопластичной композиции, использование ракеля 42 для удаления этой композиции с внешней поверхности 32 промежуточного валика 30 может помочь в существенном заполнении углублений расплавленной термопластичной композицией.
Контроль за изменением температуры различных валиков в системе, изображенной на фиг.11, может оказаться полезным для изготовления желаемых изделий. Предпочтительно, например, чтобы внешняя поверхность 32 промежуточного валика 30 была нагрета до выбранной температуры, равной или превышающей температуру плавления термопластичной композиции, которая должна быть нанесена на подложку 10. Нагревание промежуточного валика 30 может также привести к увеличению степени заполнения углублений 34 расплавленной термопластичной композицией.
Поскольку расплавленная термопластичная композиция 41 сама по себе нагрета при нахождении в лотке 40, ракель 42 также обычно будет нагреваться за счет тепла расплавленной термопластичной композиции. Альтернативным способом может оказаться желательным независимо от температуры лотка 40, содержащего расплавленную термопластичную композицию 41, поддерживать также и температуру ракеля 42 отдельно от температуры в лотке, содержащем расплавленную термопластичную композицию. Например, может быть желательным нагревать ракель 42 до температуры, которая выше температуры плавления расплавленной термопластичной композиции.
На фиг.11А представлен увеличенный участок поперечного сечения, показывающий взаимное расположение ракеля 42 и углубления 34 на промежуточном валике 30. Другой характеристикой ракеля 42, которую можно регулировать, является толщина ракеля или его длина 43 по отношению к внешней поверхности промежуточного валика 30 (измеренная в направлении переноса механизма подачи или в направлении вращения промежуточного валика). Например, более толстый или более длинный ракель 42 может оказаться полезным, позволяя расплавленной термопластичной композиции релаксировать внутри углублений 34 в течение более длительного времени, таким образом улучшая заполнение углублений. Кроме того, помимо изменения длины ракеля 42, можно также регулировать давление или усилие, прилагаемое ракелем к поверхности промежуточного валика 30. Такая регулировка может проводиться с учетом различных факторов, включающих, например, характеристики расплавленной термопластичной композиции, характеристики промежуточного валика и т.п.
В случае с углублениями 34, заполненными, по крайней мере частично, желательной расплавленной термопластичной композицией, промежуточный валик 30 продолжает вращаться до тех пор, пока углубления 34 и расплавленная термопластичная композиция, которую они содержат, не прижимают подложку 10 к опорному валику 20 в зазоре (то есть в зазоре, образованном промежуточным валиком 30 и опорным валиком 20). Именно в этот момент начинается перенос расплавленной термопластичной композиции в углублениях 34 на подложку 10. Необходимо понимать, что при определенных условиях только часть термопластичной композиции в углублениях 34 может перейти на подложку 10.
При использовании подложки 10, включающей одну или большее количество пористых основных поверхностей, на которые наносится расплавленная термопластичная композиция, в соответствии со способами настоящего изобретения, предпочтительно формируется механическое связывание в результате инфильтрации расплавленной термопластичной композиции в пористую поверхность подложки 10. Используемый в рамках настоящего изобретения термин "пористый" включает в себя как структуры, содержащие образовавшиеся там пустоты, так и структуры, сформированные из большого числа волокон (например, тканых, нетканых или трикотажных). Оба типа этих пористых структур позволяют расплавленным термопластичным композициям проникать внутрь этих структур.
Предпочтительно, чтобы давление в зазоре между промежуточным валиком 30 и опорным валиком 20 было достаточным для того, чтобы часть термопластичной композиции в дискретной полимерной области могла пропитать и/или капсулировать часть пористой подложки 10 и, таким образом, улучшить закрепление дискретных полимерных областей на подложке 10. В тех случаях, когда поверхность подложки 10 включает волокна (например, когда на основных поверхностях подложки 10 присутствует тканый, нетканый, или трикотажный материалы), для улучшения закрепления дискретных полимерных областей на подложке 10 предпочтительно, чтобы термопластичная композиция капсулировала все или, по крайней мере, некоторую часть по меньшей мере некоторых волокон, присутствующих на поверхности подложки 10.
В некоторых случаях расплавленная термопластичная композиция в углублениях 34 может полностью проникать в подложку 10. Такая ситуация может иметь место, если, например, подложка 10 является пористой по всей своей толщине. В других случаях, проникновение расплавленной термопластичной композиция может быть ограничено лишь одним или несколькими внешними слоями подложки 10.
Необходимо понимать, однако, что, несмотря на то, что внешние поверхности подложки 10 могут обладать некоторой пористостью, эта пористость может не обязательно простираться по всей толщине подложки 10. Например, подложка 10 может содержать широкий набор различных слоев, причем некоторые из этих слоев являются практически непористыми. В другом случае подложка 10 по всей своей толщине может оказаться непористой, даже при том, что внешние поверхности подложки 10 обладают некоторой пористостью, как указывалось выше.
Опорный валик 20 может обладать различными характеристиками в зависимости от типов материалов подложки и/или расплавленной термопластичной композиции, используемой при обработке. В некоторых случаях внешняя поверхность опорного валика 20 может быть изготовлена из каучука или другого плотно прилегающего материала, который соответствует форме промежуточного валика 30. При использовании плотно прилегающего материала типа каучука он может иметь твердость, замеренную дюрометром, равную, например, приблизительно 10-90 (измерение по Шору А).
Одна такая разновидность зазора между валиками изображена на фиг.11 В, на котором соответствующий опорный валик 130 изображен как элемент, вдавливающий часть подложки 110 в углубление 134 (там же находится термопластичная композиция 141). Если поверхность подложки 110, обращенная внешней частью к углублению 134, является пористой, то часть расплавленной термопластичной композиции 141 может быть внедрена в пористую поверхность подложки 110. Внедрение подложки 110 в углубление может быть особенно эффективно, если углубление 134 полностью не заполнено расплавленной термопластичной композицией 141, поскольку такое связывание улучшает вероятность контакта между подложкой 10 и расплавленной термопластичной композицией 141.
Альтернативным образом поверхность подложки может быть внедрена в углубления на промежуточном валике с использованием сопряженного опорного валика. Эта разновидность зазора между валиками изображена на фиг.11 C, где опорный валик 220 содержит выступы 222, которые являются дополнительными или сопряженными по отношению к углублениям 234 на промежуточном валике 230. Выступы 222 предпочтительно должны внедрять подложку в углубления таким же образом, как это имеет место в случае системы, изображенной на фиг.11 В. Сопряженный опорный валик 220 может быть изготовлен из любого плотно прилегающего материала, неплотно прилегающего материала или комбинации этих материалов.
Вопросы, связанные с нагреванием промежуточного валика или любым другим способом регулирования его температуры рассмотрены выше. Предпочтительно, если температура внешней поверхности опорного валика также может регулироваться. Например, может оказаться желательным охладить поверхности опорного валика до определенной температуры, которая ниже температуры промежуточного валика. Охлаждение опорного валика может оказаться полезным для поддержания целостности подложки. Это особенно важно, если целостность подложки может быть нарушена в результате воздействия высокой температуры промежуточного валика (если этот валик нагрет) и/или расплавленной термопластичной композиции в углублениях промежуточного валика.
Как видно из фиг.11, подложка 10 располагается вокруг опорного валика 20. В некоторых случаях часть расплавленной термопластичной композиции в углублениях может оставаться в углублениях 34, в то время как подложка 10 отходит от промежуточного валика 30. В результате может наблюдаться удлинение или натяжение расплавленной термопластичной композиции в углублениях 34 между промежуточным валиком 30 и подложкой 10.
Устройство типа нагретой проволоки 44, показанное на фиг.11, может использоваться для отделения любых жгутов термопластичной композиции, которые могут образовываться после отделения подложки 10 от промежуточного валика 30. В случае необходимости отделения любых жгутов расплавленной термопластичной композиции могут быть использованы также другие устройства и/или способы. Примеры таких устройств и/или способов могут включать, но не ограничиваясь лишь приведенными примерами, горячие воздушные ножи, лазеры и т.д. Кроме того, при некоторых условиях в процессе изготовления может не происходить натяжения термопластичной композиции.
Тенденция расплавленной термопластичной композиции в углублениях 34 испытывать натяжение при выходе подложки из зазора между валиками приводит к возникновению другой проблемы, которая должна быть разрешена при проведении процесса в соответствии с настоящим изобретением. Эта проблема связана с внутренней когезионной прочностью подложки 10 и/или пределом прочности на растяжение подложки 10. Особенно большое беспокойство эта проблема может вызывать в том случае, если подложка 10 включает волокнистые структуры (например, тканые, нетканые или трикотажные волокна), которые могут отделяться от оставшейся подложки за счет сил, возникающих при отделении подложки 10 от промежуточного валика 30. Эти соображения могут оказаться более важными, если расплавленная термопластичная композиция обладает специфическими свойствами (например, липкостью, высоким значением предела прочности при растяжении и т.д.), при которых жгуты расплавленной термопластичной композиции могут оказывать усилия на подложку 10, которые превышают внутреннюю прочность когезии и/или предел прочности при растяжении подложки 10.
Например, если подложка 10 содержит нетканую часть, связанную с полимером, то температура промежуточного валика 30 и/или расплавленной термопластичной композиции может превысить температуру плавления полимера, что, в свою очередь, может привести к снижению внутренней когезионной прочности и/или предела прочности при растяжении подложки 10. Альтернативным образом нетканая подложка может содержать в своем составе волокна, температура плавления которых аналогична температуре промежуточного валика 30 и/или расплавленной термопластичной композиции, что также может привести к снижению внутренней когезионной прочности и/или предела прочности при растяжении подложки 10.
В любом случае для того, чтобы сохранить целостность подложки в процессе нанесения расплавленной термопластичной композиции, необходимо по возможности контролировать температуру валиков и/или расплавленной термопластичной композиции. Например, опорный валик 20 может быть охлажден, что, в свою очередь, приведет к понижению температуры подложки 10 и будет способствовать сохранению его внутренней когезионной прочности.
В альтернативном варианте нагревание промежуточного валика 30 и/или опорного валика 20 может быть использовано для увеличения внутренней когезионной прочности и/или предела прочности на растяжение подложки 10. Например, если подложка 10 содержит в своем составе многокомпонентные волокна или волокна, имеющие различные составы, некоторое уплотнение волокон или других компонентов подложки 10 может наблюдаться при нагревании подложки 10 в процессе переноса расплавленной термопластичной композиции от промежуточного валика 30 к подложке 10. Такое уплотнение волокон и компонентов подложки может улучшить ее целостность за счет образования скин-слоя или другой упрочняющей структуры на поверхности или внутри подложки 10. Некоторые процессы такого типа могут быть описаны, например, в патенте США №5470424 (Isaac и другие).
Хотя система и способ, изображенные на фиг.11, приводят к получению композитных тканей с упрочняющими дискретными полимерными областями только на одной основной стороне этих тканей, практический опыт может помочь в получении в соответствии с принципами настоящего изобретения различных модификаций, содержащих дискретные полимерные области на обеих основных поверхностях подложки. Один пример может включать, например, образование дискретных полимерных областей на одной поверхности каждой из двух отдельных подложек, последующее ламинирование этих двух подложек, приводящее к получению единой подложки с дискретными полимерными областями на ее обеих основных поверхностях (см., например, фиг.10). Альтернативным образом единая подложка может быть направлена в зазор между валиками, сформированный двумя промежуточными валиками, причем эти промежуточные валики практически одновременно будут наносить дискретные полимерные области с обеих сторон ткани.
Хотя фиг.11 иллюстрирует вариант осуществления изобретения, при котором только одна термопластичная композиция перемещается с помощью промежуточного валика 30, должно быть понятно, что две или большее количество различных термопластичных композиций могут быть нанесены на внешнюю поверхность промежуточного валика 30. На фиг.12 изображена часть одной системы, использующей лоток 340, позволяющий подводить три расплавленных термопластичных композиции (в зонах А, В и С) к поверхности промежуточного валика 330, который вращается вокруг оси 331. Лоток 340 может, например, содержать барьеры 342, способствующие тому, что расплавленные термопластичные композиции, находящиеся в различных зонах лотка 340, не смешиваются в процессе обработки. В другом альтернативном варианте для нанесения на промежуточный валик 330 различных термопластичных композиций могут быть использованы отдельные лотки для каждой термопластичной композиции.
Промежуточный валик 330 также включает различные наборы углублений 334а, 334b и 334 с, в которые подаются различные расплавленные термопластичные композиции. Углубления в различных зонах промежуточного валика 330 имеют различные формы, различные размеры и располагаются на различном расстоянии. Например, треугольные углубления в зоне С расположены неравномерно и в неповторяющейся последовательности, в то время как углубления в зонах А и В расположены равномерно повторяющимся образом.
При работе с системой, изображенной на фиг.12, на одной подложке могут быть сформированы различные наборы дискретных полимерных областей с использованием различных термопластичных составов. В результате в такой системе могут быть использованы термопластичные композиции для получения множества различных свойств, относящихся к процессу изготовления или к использованию конечных изделий на основе композитных тканей.
На фиг.13 и 14 изображено изделие, которое может быть изготовлено из композитной ткани в соответствии со способами, предлагаемыми в настоящем изобретении. На фиг.13 показан вид сверху изделия, а на фиг.14 - поперечный разрез этого изделия по линии 14-14 на фиг.13. Изделие включает раму 560, сформированную упрочняющей дискретной полимерной областью на подложке 510. Это изделие может быть использовано, например, в качестве фильтра, где рама 560 обеспечивает встроенную опору для подложки 510, которая представляет собой фильтрующую среду. Рама 560, нанесенная в качестве упрочняющей дискретной полимерной области, предпочтительно не требует использования связывающих веществ (например, адгезивов и т.д.) для соединения рамы 560 с фильтрующей подложкой 510.
Показанное на рисунке изделие также содержит одну или большее количество дополнительных упрочняющих полос 562, которые располагаются поперек центральной области подложки 510, определенной рамой 560. Предпочтительно, чтобы упрочняющие полосы 562 были образованы дискретными полимерными областями, нанесенными на подложку 510 в соответствии со способами настоящего изобретения. Упрочняющие полосы 562 могут быть сформированы из того же самого или других полимерных составов, что и рамка 560.
Фиг.15 и 16 изображают еще один вариант способа изготовления композитных тканей в соответствии с настоящим изобретением. На фиг.15 показан вид сверху части композитной ткани, изготовленной согласно настоящему изобретению. Композитная ткань включает подложку 610, на которой расположены две дискретные полимерные области 614 и 615. Два противоположных края 611 подложки 610 расположены по всей длине композитной ткани и определяют продольный размер этой композитной ткани.
Дискретная полимерная область 614 представлена в форме линии термопластичной композиции, нанесенной на подложку 610 вдоль всей длины композитной ткани. Как видно из фиг.15, дискретная полимерная область 614 может быть непрерывна по всей длине композитной ткани.
Дискретная полимерная область 615 представляет собой разновидность дискретной полимерной области 614 и имеет волнистую поверхность по сравнению с относительно плоской формой дискретной полимерной области 614. В то же время волнистая поверхность дискретной полимерной области 615 также расположена по всей длине композитной ткани. Кроме того, как показано на фиг.15, дискретная полимерная область 615 также может быть непрерывна в продольном направлении композитной ткани.
На фиг.16 показан перспективный вид промежуточного валика 630, который может быть использован для переноса расплавленных термопластичных композиций на подложку в форме, показанной на фиг.15, в соответствии со способами, предлагаемыми в настоящем изобретении. Промежуточный валик 630 включает углубление 634, которое предпочтительно располагается непрерывно вокруг внешней окружности промежуточного валика 630 и формирует дискретную полимерную область 614, как это показано на фиг.15. Промежуточный валик 630 также включает углубление 635, также расположенное вокруг внешней окружности промежуточного валика 630 и формирующее дискретную полимерную область 615, изображенную на фиг.15.
Фиг.17 показывает другой вариант способа изготовления композитной ткани в соответствии с настоящим изобретением. На фиг.17 представлен вид сверху части композитной ткани, изготовленной согласно настоящему изобретению. Композитная ткань включает подложку 710, на которой расположены дискретные полимерные области 714а, 714b и 714 с, причем эти дискретные полимерные области проходят поперек подложки. Две противоположные кромки 711 подложки 710 проходят по всей длине композитной ткани и вместе определяют продольный и поперечный размеры композитной ткани.
Каждая из дискретных полимерных областей 714а, 714b и 714с получена в форме линий термопластичного дискретного материала, нанесенных на подложку 710, главным образом, в поперечном направлении композитной ткани, то есть проходящих между противоположными кромками 711 подложки 710. В то время как дискретные полимерные области 714а, 714b имеют плоскую конфигурацию, дискретная полимерная область 714с имеет волнистую поверхность. В соответствии со способами, предлагаемыми в настоящем изобретении, можно предложить большое количество других вариантов расположения, формы и/или ориентации упрочняющих дискретных полимерных областей.
Помимо нанесения неупругого термопластичного полимера в дискретные области с помощью известных способов, на основную поверхность подложки можно также наносить дополнительные материалы. Такими материалами могут быть, например, адгезивы, как это описано, например, в патентах США №№5019071 (Bany и другие), 5028646 (Miller и другие) и 5300057 (Miller и другие), или когезивы, как это описано, например, в патентах США №№5389438 (Miller и другие) и 6261278 (Chen и другие).
ПРИМЕРЫ
Для более правильного понимания сущности настоящего изобретения ниже приведены некоторые примеры использования систем и способов, предлагаемых в этом изобретении. В то же время настоящее изобретение не ограничивается лишь приведенными ниже примерами.
Пример 1
Ткань, описываемую в данном изобретении, изготавливали с использованием системы, аналогичной системе, показанной на фиг.11. Для подачи в патрубок расплавленного полимера полипропилена (SC-917, Basell Olefins), имеющего температуру плавления приблизительно 227°С, использовали двухшнековый экструдер диаметром 40 мм с шестереночным насосом. Патрубок расположен таким образом, чтобы толстый жгут расплавленного полимера выдавливался вертикально вниз на внешнюю поверхность 32 обогреваемого горячим маслом стального промежуточного валика 30, диаметр которого составляет 23 см. Внешняя поверхность промежуточного валика обрабатывалась с помощью фрезерного станка, управляемого компьютерной программой, была получена окружность из 8 углублений по периметру валика. Углубления имели эллиптическую форму: их максимальная длина составляла 7,6 см, а ширина - максимум 1,9 см. Длинная ось каждого эллипса располагалась параллельно направлению переноса (по направлению к нижней части ткани). Расстояние между центрами эллипсов составляло 8,9 см. Механическая обработка углублений осуществлялась в ходе процесса, состоящего из семи этапов.
Первая стадия этого процесса заключалась во фрезеровании ячеек эллиптической формы 7,6×1,9 см глубиной 0,333 мм с использованием фрезы диаметром 2 мм. На второй стадии процесса с помощью фрезы диаметром 3 мм вырезались ячейки глубиной 0,500 мм. На третьей стадии получали ячейки глубиной 0,666 мм, используя фрезу диаметром 4 мм. На четвертой, пятой, шестой и седьмой стадиях процесса, используя фрезы диаметром 5 мм, 6 мм, 7 мм и 8 мм вырезались ячейки глубиной соответственно 0,833 мм, 0,999 мм, 1,165 мм и 1,332 мм. Ячейки располагались таким образом, что более глубокие ячейки находились в центре эллипса, а по мере уменьшения глубины ячеек они сдвигались к периметру эллипса.
После того как углубления были заполнены полностью или частично расплавленным полимером, любое избыточное количество расплавленного полимера удаляли с внешней поверхности промежуточного валика с помощью латунного ракеля 42, имеющего в точке контакта с валиком толщину 1,5 мм. Полимер удаляли с валика ракелем как по направлению его движения, так и против этого направления. Излишки расплавленного полимера образовали небольшой пополняющийся запас полимера в воронкообразной области, образованной ракелем и двумя боковыми стенками. Этот избыточный полимер плотно прижимался к промежуточному валику под линейным давлением 123 Н/см. Промежуточный валик был нагрет до температуры приблизительно 227°С. После удаления избыточного полимера с помощью ракеля вращение промежуточного валика продолжалось до тех пор, пока углубления и расплавленный полимер, который они содержат, не прижимались к находящейся на резиновом опорном валике 20 (23°С) нетканой подложке (штапельный материал, изготовленный гидроструйным способом, SONTARA 8001, 40 г/м2, Dupont), создавая прижимное линейное давление в зазоре между валиками, равное 25 Н/см.
Часть расплавленного полимера из углублений была нанесена на нетканую подложку. После разъединения подложки и промежуточного валика часть расплавленного полимера оставалась в углублениях. В результате наблюдалась тенденция к удлинению или натяжению расплавленного полимера между углублениями в промежуточном валике и подложкой. Для отделения любых жгутов расплавленного полимера, оставшихся после разъединения подложки и промежуточного валика, использовали нагретую проволоку 44. Вес каждой перемещенной упрочняющей области полимера составлял 0,28 г.
Пример 2
Для того чтобы продемонстрировать возможность переноса двух или большего количества упрочняющих дискретных полимерных областей к двум подложкам с последующим ламинированием подложек, композитную ткань получали таким же образом, как и в Примере 1, с использованием оборудования, показанного на фиг.11, за исключением того, что для переноса упрочняющей дискретной полимерной области на вторую нетканую подложку (штапельный материал, изготовленный гидроструйным способом, SONTARA 8001, Dupont) указанное оборудование содержало второй промежуточный валик, идентичный промежуточному валику 30, второй резиновый опорный валик, подобный резиновому опорному валику 20, второй ракель, подобный ракелю 42, и вторую нагретую проволоку, аналогичную нагретой проволоке 44. Расплавленный полимер полипропилена (SC-917, Basel Olefins) подавали на второй промежуточный валик при температуре плавления, т.е. приблизительно при 227°С. Температура второго промежуточного валика составляла также приблизительно 227°С, а температура второго резинового опорного валика составляла приблизительно 23°С. Использовали прижимное линейное давление в зазоре между валиками, равное 25 Н/см. Давление ракеля на второй промежуточный валик составляло приблизительно 123 Н/см. Второй промежуточный валик был отрегулирован таким образом, чтобы положение углублений на этом валике соответствовало положению углублений на первом промежуточном валике. Резиновый валик 20 и второй резиновый валик образовывали зазор, в котором происходило ламинирование двух нетканых подложек, содержащих перемещенные упрочняющие полимерные области. При этом ламинирование происходило таким образом, чтобы упрочняющие области на одной из подложек совпадали с упрочняющими областями на другой подложке. Такая процедура обеспечивала получение приблизительно удвоенной массы перемещенного полимера по сравнению с Примером 1.
Приведенные выше примеры иллюстрируют практические возможности настоящего изобретения. Способы этого изобретения можно осуществлять на практике и в отсутствии какого-либо элемента или пункта, специально не указанного в этом документе. Все данные, относящиеся к патенту, использованию патента и соответствующим публикациям, включены как отдельные ссылки в данный документ. Различные модификации и изменения данного изобретения станут очевидными для специалистов в данной области, что не подразумевает выхода за рамки объема данного изобретения. Необходимо понимать, что это изобретение не должно быть ограничено лишь приведенными в данном документе иллюстративными материалами.
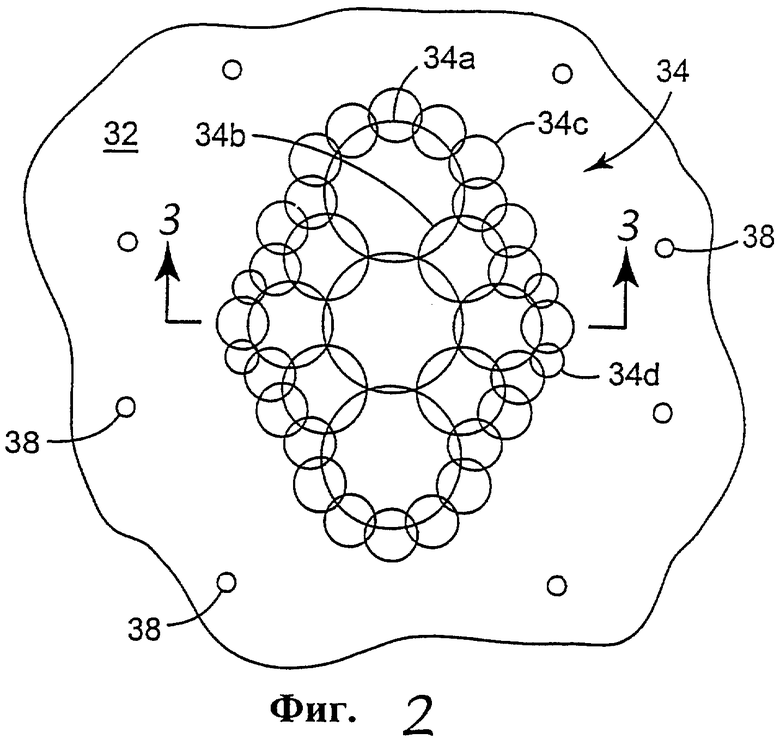
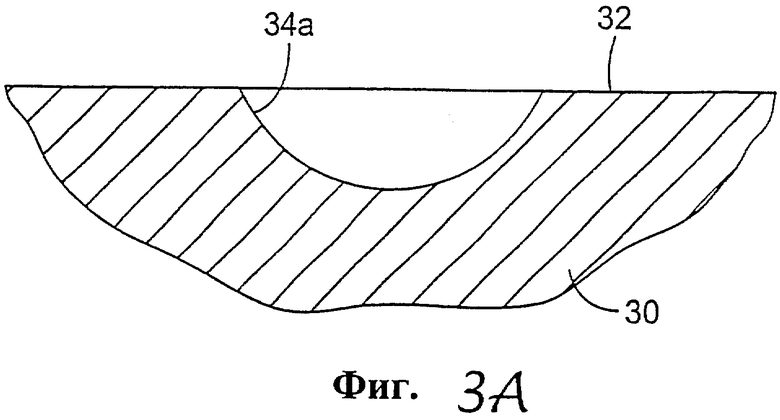
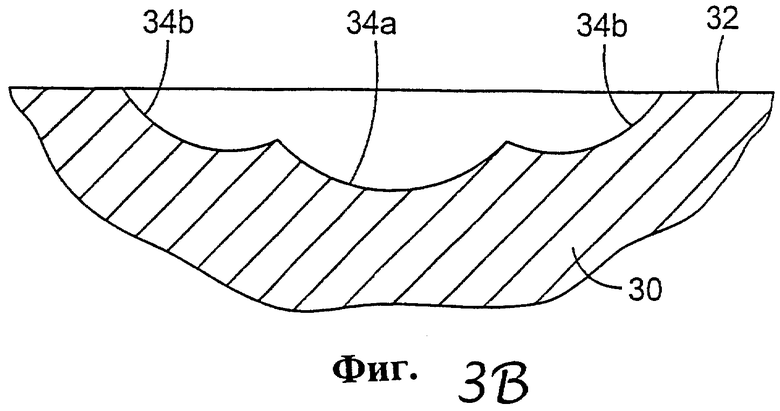
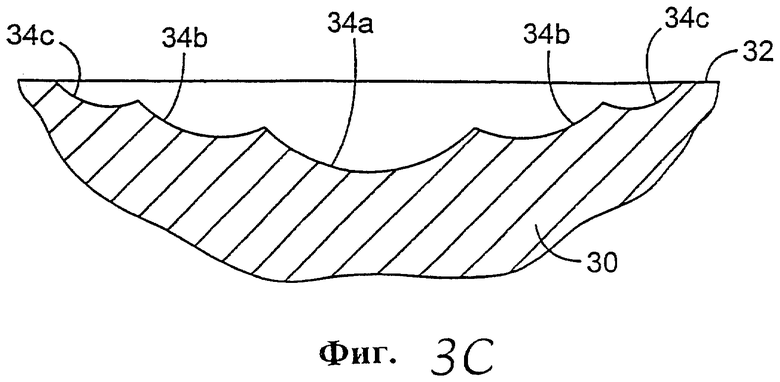
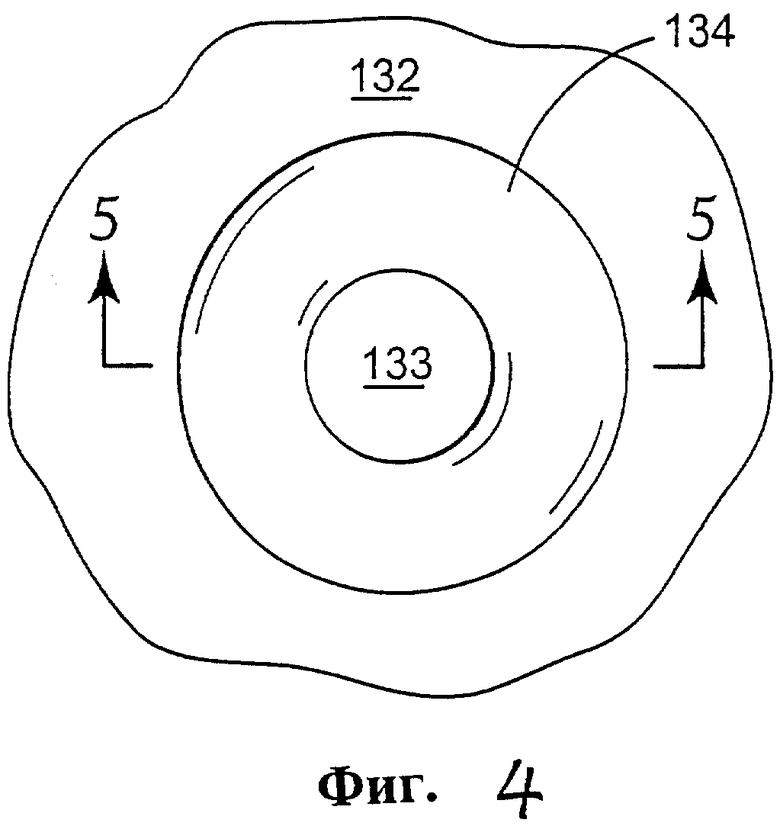
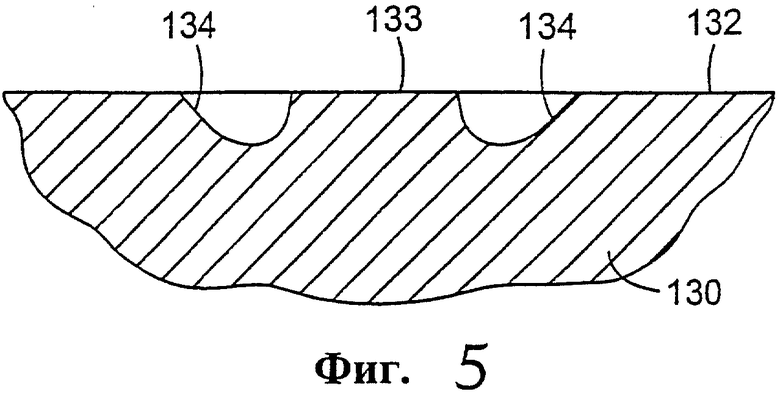
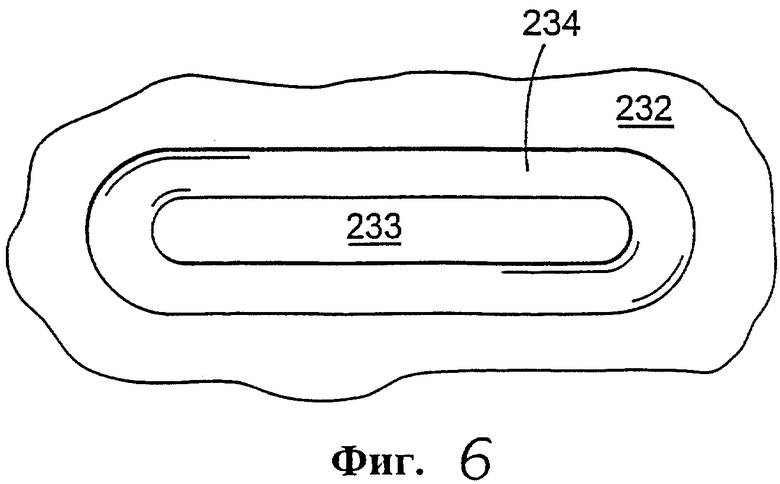
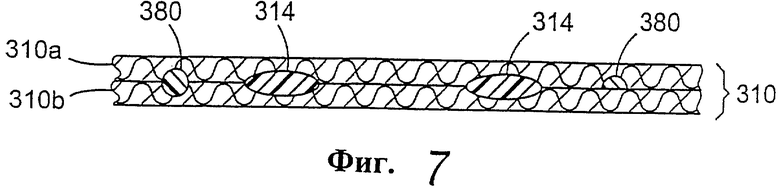
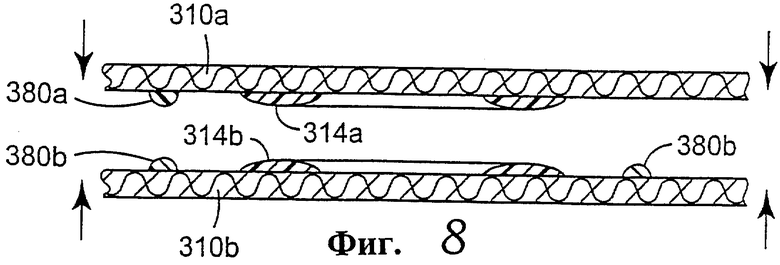
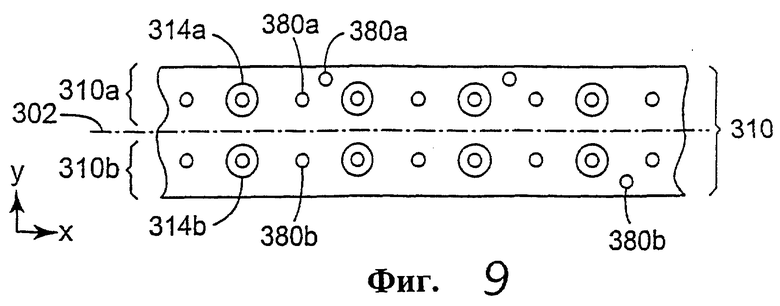
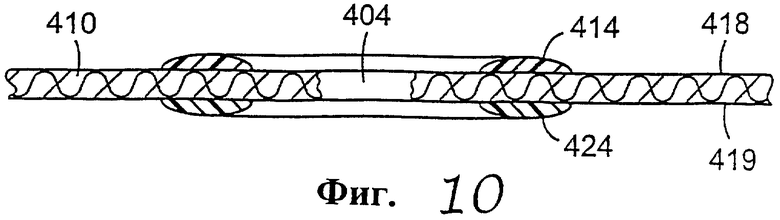
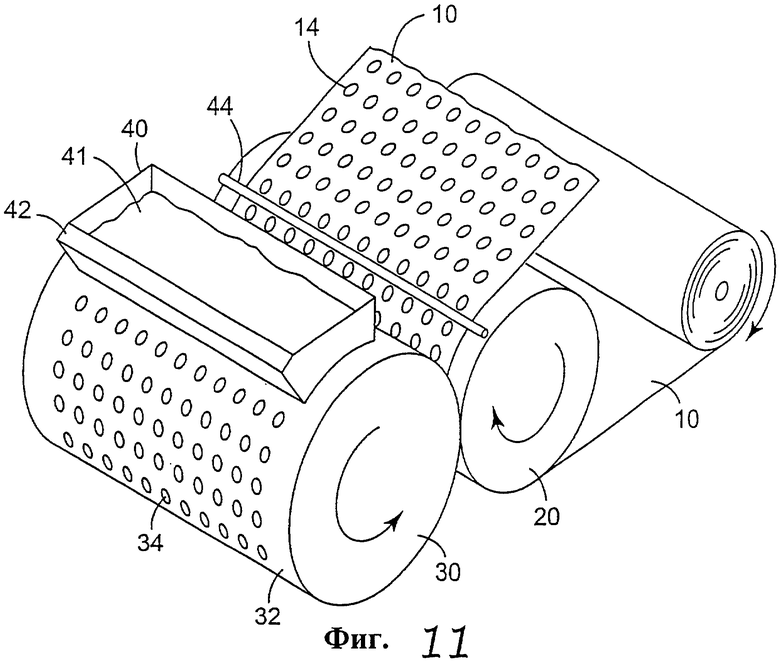
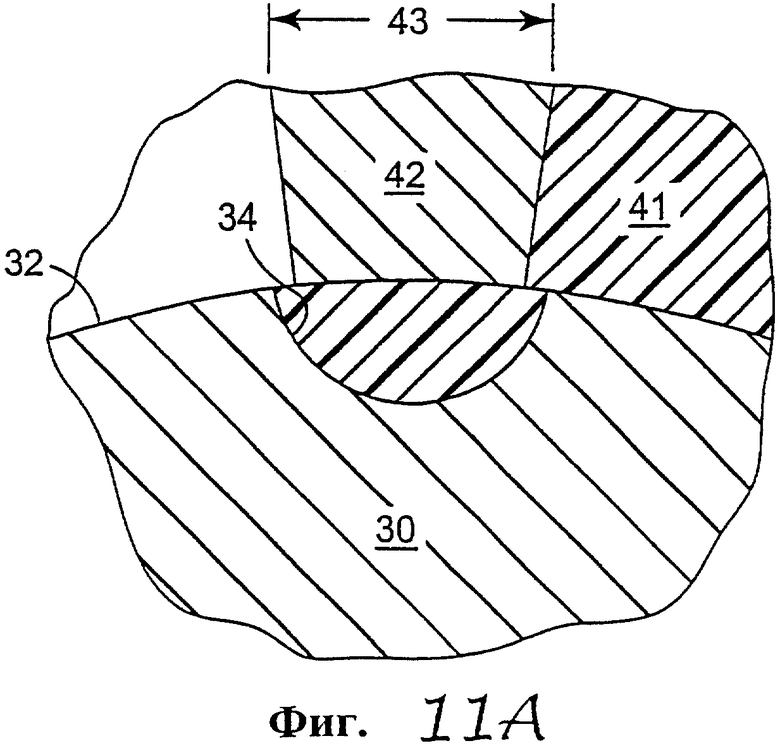
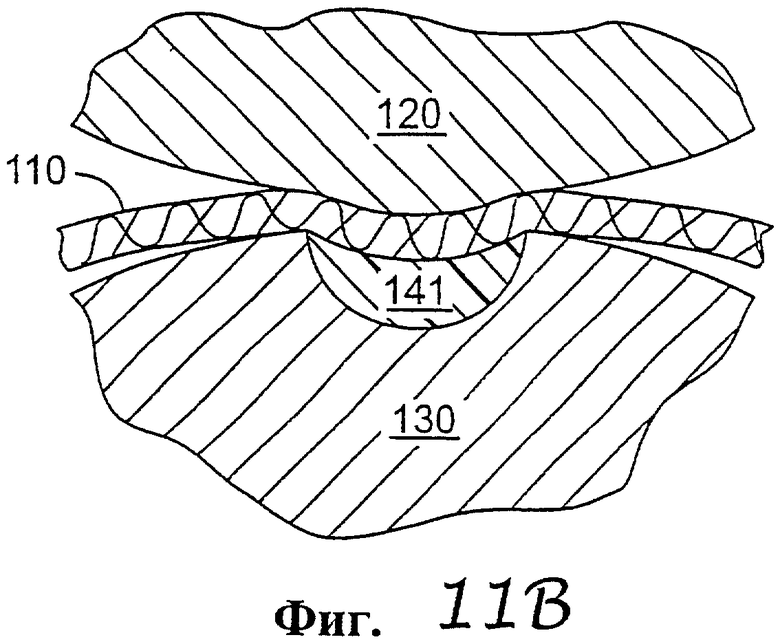
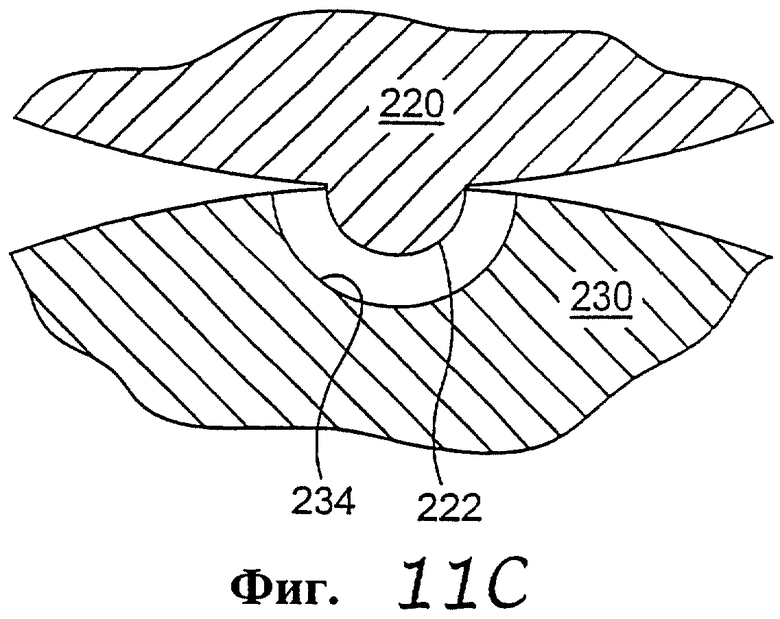
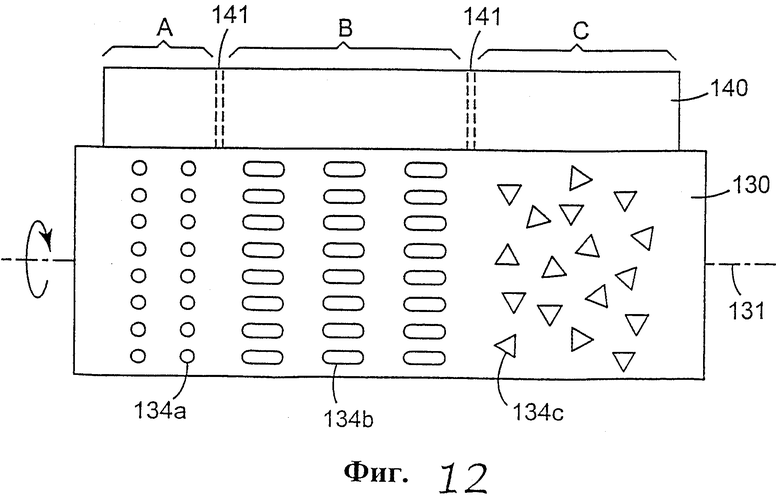
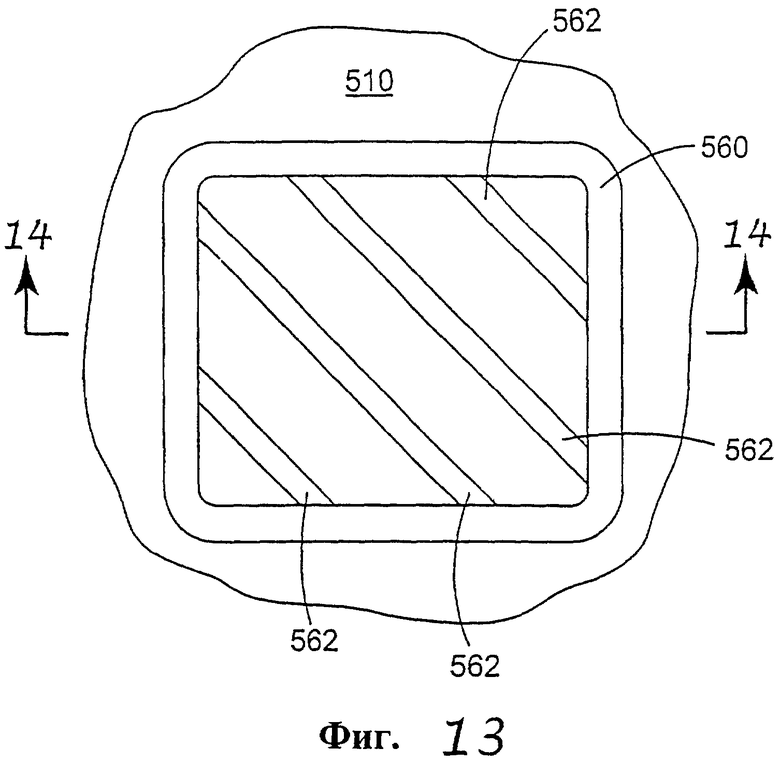
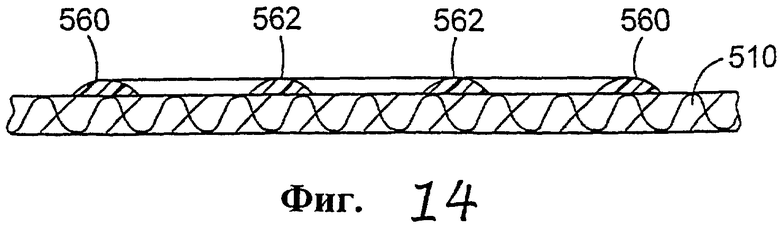
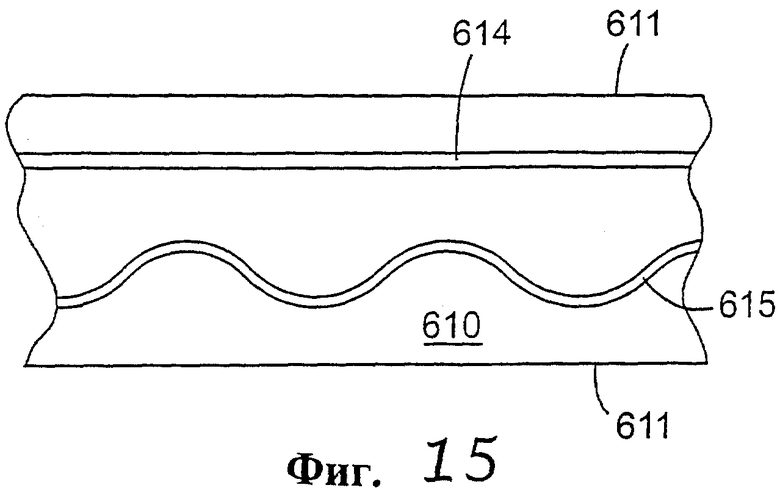
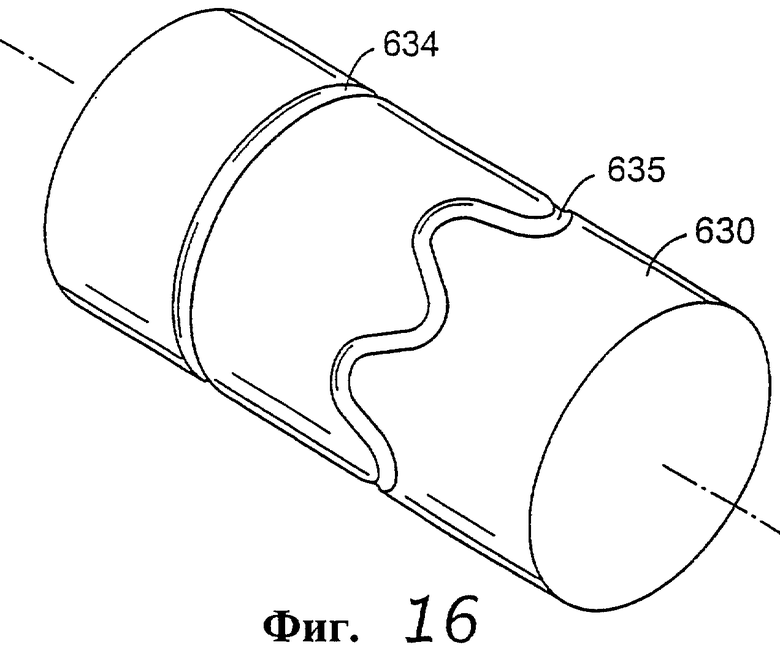
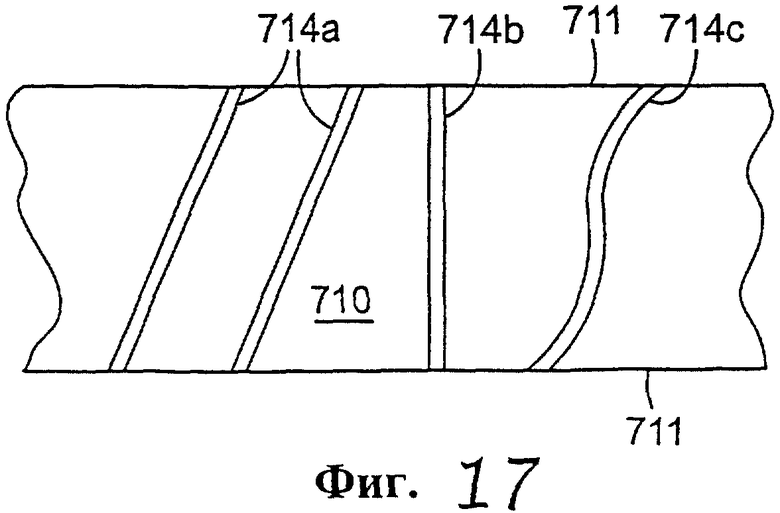
В данном изобретении описаны варианты способов изготовления композитных тканей, включающих подложку с одной или большим количеством упрочняющих дискретных полимерных областей, расположенных на поверхности или внутри композитной ткани. Расплавленную неэластомерную термопластичную композицию наносят на промежуточный валик, внешняя поверхность которого содержит несколько углублений, одно или несколько из которых имеют сложное углубление, образованное множеством ячеек, и содержат находящийся там же островок. Удаляют расплавленную неэластомерную термопластичную композицию с внешней поверхности промежуточного валика, при этом часть расплавленной неэластомерной термопластичной композиции входит в одно или несколько углублений и остается в них после отделения расплавленной неэластомерной термопластичной композиции от внешней поверхности промежуточного валика. Осуществляют перенос по меньшей мере части расплавленной неэластомерной термопластичной композиции в одном или нескольких углублениях на первую основную поверхность подложки при соприкосновении с внешней поверхностью промежуточного валика. Затем отделяют подложку от промежуточного валика. Одна или несколько дискретных полимерных областей, содержащих неэластомерную термопластичную композицию, находятся на первой основной поверхности подложки после отделения подложки от промежуточного валика. Если подложка имеет пористую, волокнистую или подобную структуру, часть неэластомерной термопластичной композиции может пропитывать подложку и/или капсулировать волокна подложки. Изобретения раскрывают также другие варианты способа изготовления композитных тканей, включающих подложку с одной или большим количеством упрочняющих дискретных полимерных областей, расположенных на поверхности или внутри композитной ткани. Технический результат, который достигается при использовании способов по изобретению, заключается в том, что обеспечивают повышение производительности при использовании дискретных вставок и исключение дополнительных отходов при ненадежном закреплении вставок. Кроме этого, необходимо обеспечить точное совмещение или расположение закрепляемых вставок на ткани, что требует использования адгезивов или связующих веществ. 3 н. и 3 з.п. ф-лы, 17 ил.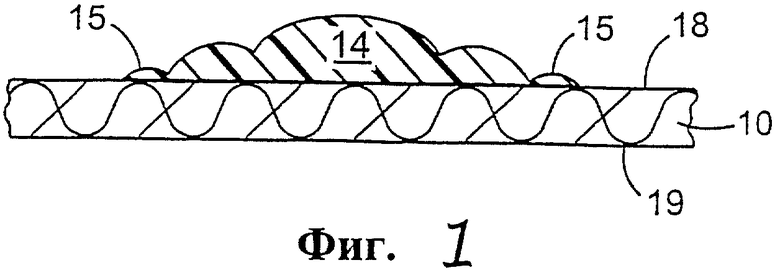
отверстия, проходящего через подложку в пределах охватывающего кольца неэластомерной термопластической композиции.
| US 3814052 A, 04.06.1974 | |||
| Судно | 1983 |
|
SU1117251A2 |
| ТОНКАЯ ДРАПИРУЮЩАЯСЯ НЕТЕКУЧАЯ ИМЕЮЩАЯ ОДНОРОДНУЮ ТОЛЩИНУ КЛЕЯЩАЯ ПЛЕНКА, ФОРМОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ ПЛЕНКИ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ | 1992 |
|
RU2127291C1 |

