ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к способу повышения гладкости поверхности волокнистого полотна без одновременного ухудшения других свойств, таких как пухлость, плотность, производительность и качество. Более точно, изобретение относится к способу, в котором полотно бумаги/картона пропускают над гладким необработанным валиком таким образом, чтобы создать трение и тем самым обеспечить выделение достаточного количества тепла для пластификации или расплавления поверхностного волокна.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Для всех процессов печати поверхность бумаги/картона должна быть настолько гладкой и/или однородной, насколько это возможно. Типовые способы повышения гладкости поверхности бумаги/картона или перед мелованием в качестве конечного отделочного процесса после нанесения покрытия на основу из бумаги/картона, или для немелованной бумаги/картона предусматривают сжатие листа. Это называется каландрированием. При каландрировании бумагу подвергают воздействию большого давления для придания поверхности гладкой отделки. Цель каландрирования состоит в придании гладкости поверхности бумаги или в пластическом деформировании бумаги и в "воспроизведении" поверхностей вала каландра на бумаге. Это выполняется путем пропускания полотна через одну или несколько зон контакта двух валов; таким образом, происходит как сжатие, так и полирование материала и образование глазированной поверхности. Валы могут иметь одинаковую или неодинаковую твердость. Эффективность процесса может быть повышена путем использования большего давления или путем нагрева или увлажнения поверхностных волокон для придания им большей пластичности. Например, в одном способе бумагу/картон пропускают через одну или несколько нагретых зон контакта валов каландра, которые находятся при температурах, превышающих температуру полотна. Поверхность бумаги/картона, которая подлежит отделке, прижимают к нагретому валу. Подводимое тепло приводит к повышению температуры поверхности бумаги/картона до температуры перехода в стеклообразное состояние, что вызывает размягчение волокон и их прилегание к поверхности вала.
Существуют многочисленные типы каландров, но все они обеспечивают выравнивание поверхности за счет механических сил сжатия и скольжения. Обычное каландрирование характеризуется некоторыми существенными недостатками. После повторного увлажнения поверхность, разглаженная посредством каландрирования, будет полностью или частично восстанавливать свою исходную форму. Также известно, что бумага может потерять до 35-40% ее прочностных характеристик и 25-35% ее исходной непрозрачности в результате каландрирования. Кроме того, исходное сопротивление полотна бумаги разрыву заметно уменьшается. Кроме того, во время каландрирования также имеет место некоторое уплотнение листа. С учетом проблем, связанных с каландрированием, значительные усилия были предприняты для поиска некоторых других способов придания гладкости поверхности.
В патенте США No. 5533244 раскрыт способ полирования бумаги цельнотканым ремнем, который скользит по полотну бумаги со скоростью, отличающейся от скорости самого полотна, вызывая фрикционное воздействие. В патенте США No. 4089738 раскрыто устройство с мягкими каландрами, которое воздействует на поверхность бумаги как устройство, создающее трение скольжения. Устройство будет полировать поверхность бумаги так же, как настоящие суперкаландры. В патенте США No. 4112192 раскрыто использование нагретого устройства для каландрирования.
В области техники, связанной с производством бумаги, известно, что различные типы валиков могут быть использованы для различных целей, например для перемещения полотна, мелования и каландрирования. Например, на операции сушки исходный материал подают в сушильную секцию, где его пропускают над нагретыми паром валиками для высушивания его. После сушки бумагу подают в клеильный пресс, где ее пропускают через валики, такие как каландры, и наносят добавки для придания особых характеристик поверхности, необходимых для конечного продукта.
В патентах США No.No. 6468133 и 6497793 раскрыт способ удаления хлопьев высокой плотности с поверхности бумаги путем сошлифовки наиболее выступающих частей полотна шлифующим средством, таким как шлифующий валик, или вибрационное шлифовальное устройство, или вращающийся шлифовальный цилиндр. В патенте США No. 2349704 раскрыт способ полирования поверхности полотна бумаги товарным полирующим валиком. Поверхность валика содержит порошкообразный абразивный материал, который прикреплен к поверхности с помощью связующего. Задача состоит в сжатии и полировании бумаги до той же степени, какая обеспечивается посредством процесса глазирования, и в соответствии с описанием патента плотность обработанной бумаги такая же, как после процесса суперкаландрирования, и лоск, измеренный с помощью прибора Baush & Lomb для определения лоска бумаги, на 10 пунктов выше, чем перед обработкой. В патенте США No. 4267215 раскрыт способ нанесения покрытия на поверхность полотна, в котором используется технология с вращением валика в противоположную сторону, при которой валик для нанесения покрытия вращается в противоположную сторону относительно направления перемещения полотна. Патент США No. 2118763 относится к способу обработки древесноволокнистых плит, который состоит в перемещении плит в одном направлении и одновременном подвергании движущихся плит воздействию пары противолежащих, сильно нагретых валиков с гладкой поверхностью, находящихся в контакте с поверхностями плит, при этом указанные валики вращаются в направлении, противоположном направлению перемещения плит, и со значительно более высокой скоростью.
Ни один из способов по известному уровню техники не обеспечивает простого и экономичного способа придания гладкости поверхности волокнистого полотна. Кроме того, очевидно, что прочностные характеристики бумаги ухудшаются в процессе применения известных способов. Было бы существенным экономическим преимуществом обеспечение повышения гладкости, которое имеет место в результате каландрирования, без необходимости повышения плотности листа.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Авторы настоящего изобретения установили, что за счет игнорирования идей, характерных для известного уровня техники, а именно того, что для повышения гладкости требуется абразивный валик или валик с покрытием, и за счет использования гладкого валика, не имеющего покрытия, вместо вышеуказанного валика можно добиться существенного повышения гладкости.
Следовательно, цель настоящего изобретения заключается в устранении недостатков известного уровня техники и в создании нового способа обработки поверхности волокнистого полотна, в частности поверхности бумаги/картона, для повышения ее гладкости при одновременном сохранении в значительной степени толщины и механических характеристик полотна.
Таким образом, цель настоящего изобретения состоит в создании способа повышения гладкости поверхности волокнистого полотна без одновременного ухудшения других свойств, таких как пухлость, плотность, производительность и качество.
Цель настоящего изобретения состоит в создании способа, в котором волокнистое полотно пропускают над гладким валиком, не имеющим покрытия, при этом скорость вращения валика и скорость вращения полотна различаются в достаточной степени для того, чтобы создать достаточное трение для выделения тепла и расплавления поверхности волокна.
Дополнительная цель настоящего изобретения заключается в создании способа, в котором волокнистое полотно пропускают над гладким валиком, не имеющим покрытия, вращающимся в том же направлении или в направлении, противоположном направлению перемещения полотна.
Кроме того, изобретение включает в себя усовершенствованный способ, в котором гладкий валик, не имеющий покрытия, представляет собой валик из мягкой углеродистой стали.
Изобретение дополнительно включает в себя усовершенствованный способ, в котором гладкий валик, не имеющий покрытия, представляет собой валик из мягкой углеродистой стали, который хромирован.
Кроме того, изобретение включает в себя способ, который может предусматривать использование мягкого опорного валика, поджимающего бумагу/картон к полотну.
Кроме того, изобретение включает в себя способ, в котором опорный валик перемещается с той же скоростью и в том же направлении, что и полотно.
Кроме того, в соответствии с изобретением предложен способ, в котором операцию придания гладкости предпочтительно выполняют перед мелованием картона, обработкой в клеильном прессе или каландрированием.
Цель настоящего изобретения состоит в разработке способа повышения гладкости волокнистого полотна без потери пухлости, которая имеет место в результате каландрирования, при этом указанный способ предусматривает подвергание бумаги/картона воздействию гладкого валика, не имеющего покрытия, перед каландрированием.
Дополнительная цель настоящего изобретения состоит в разработке способа, в котором операция каландрирования требуется только для обеспечения регулирования толщины в поперечном направлении, перпендикулярном направлению движения полотна в машине. В результате уменьшается минимальная пухлость.
Преимуществом способа согласно настоящему изобретению является то, что он позволяет достичь многих из характеристик листа при меньшем количестве волокна, и результатом способа является повышенная гладкость поверхности без уменьшения толщины.
Другое преимущество настоящего изобретения заключается в устранении связи между двумя переменными, которые сильно связаны при обычном процессе каландрирования (гладкость и толщина), в результате чего производителю бумаги предоставляется возможность выбора или использования получающейся в результате бумаги с повышенной гладкостью поверхности без уменьшения толщины с целью получения повышенной жесткости, которая достигается при большей толщине, или удаления волокна и завершения процесса с той же толщиной, что и ранее.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
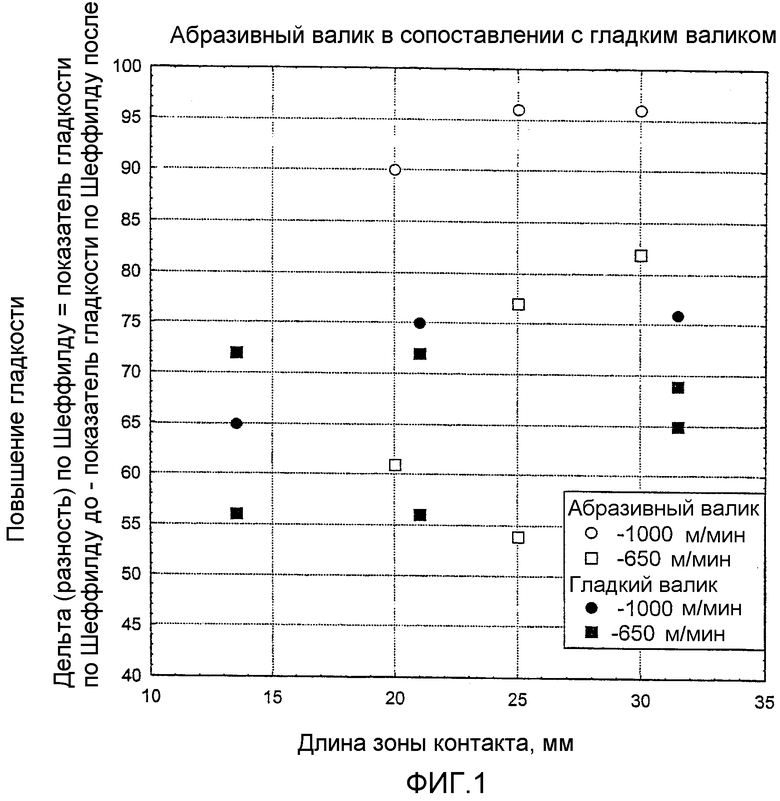
Фиг.1 показывает, что гладкий валик, не имеющий покрытия, обеспечивает повышение гладкости, аналогичное повышению, достигаемому с помощью абразивного валика.
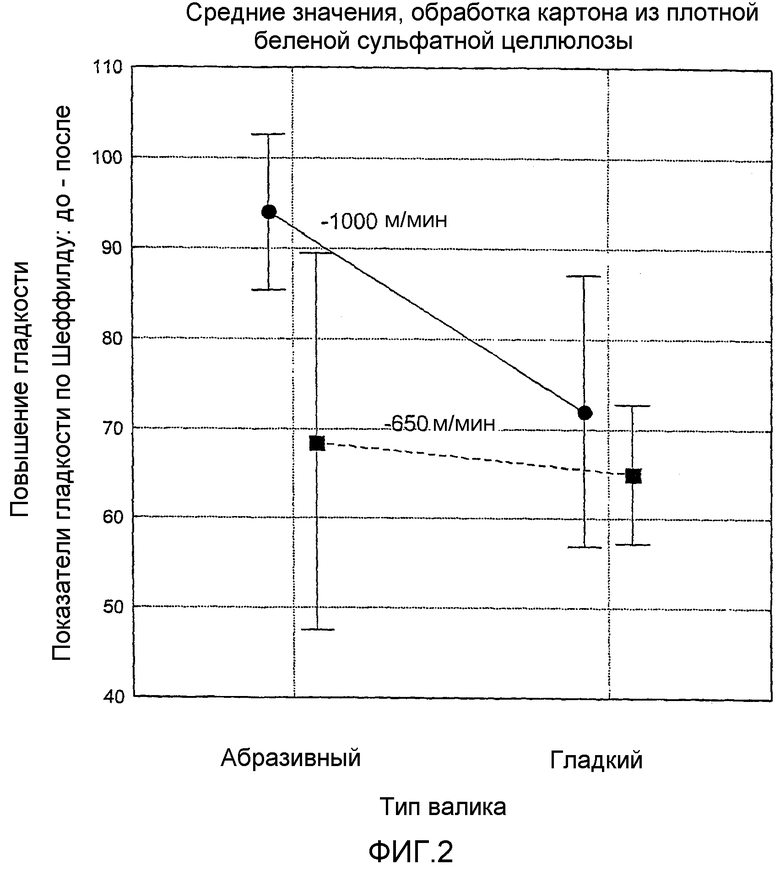
Фиг.2 показывает, что гладкий валик, не имеющий покрытия, обеспечивает повышение гладкости, аналогичное повышению, достигаемому с помощью абразивного валика.
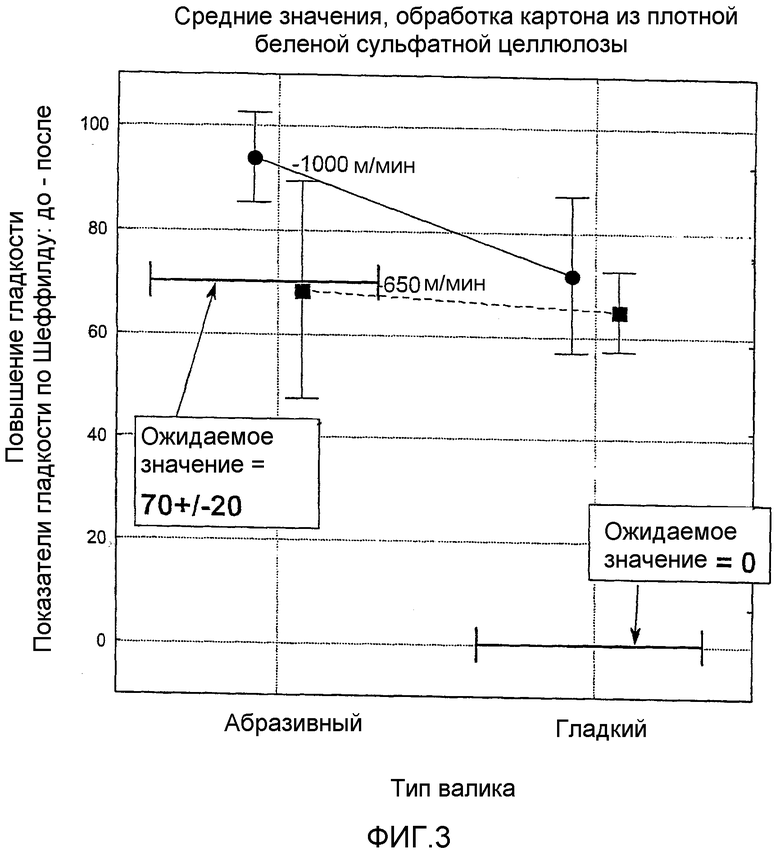
Фиг.3 показывает ожидаемую гладкость на основе известного уровня техники при использовании гладкого валика, не имеющего покрытия.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В области техники, связанной с производством бумаги, валики использовались для различных целей, например для перемещения полотна, мелования и каландрирования. Настоящее изобретение базируется на обнаружении того, что гладкий валик может быть использован для выработки тепла и тем самым обеспечения существенного повышения гладкости бумаги/картона, которое, как полагали ранее, требует использования валика с абразивным покрытием. В частности, в соответствии с настоящим изобретением предложен способ повышения гладкости поверхности полотна путем подвергания поверхности полотна воздействию гладкого валика, не имеющего покрытия и перемещающегося со скоростью, отличающейся от скорости перемещения полотна, и тем самым обеспечивающего выработку тепла, выделяемого за счет трения, с целью пластификации самых верхних волокон в мате. Авторы изобретения неожиданно обнаружили, что не требуется никакого абразивного материала на стальном валике для выделения тепла в количестве, необходимом для достижения повышенной гладкости.
Термины "бумага/картон", "бумага" и "картон" относятся к продукции, имеющей вид листовых материалов, содержащих целлюлозные или лигноцеллюлозные волокна. Масса бумаги или картона может варьироваться в широких пределах от приблизительно 30 до приблизительно 500 г/м2. Шероховатость полотна, которое должно быть обработано, составляет приблизительно от 0,1 до 30 мкм, предпочтительно приблизительно от 1 до 15 мкм, при измерении по методу Parker Print Surf. В настоящем изобретении шероховатость, измеренная по методу Шеффилда для определения шероховатости, варьируется от приблизительно 100 до 400 единиц, предпочтительно от 200 до 325 единиц, наиболее предпочтительно составляет 125 единиц. Настоящее изобретение может быть использовано для обработки любого заданного полотна бумаги или картона. Практически в данном случае термины "бумага" или "полотно бумаги" используются для обозначения соответственно как "бумаги", так и "картона" и как "полотна бумаги", так и "полотна картона".
В пределах объема настоящего изобретения термины "целлюлозный" и "лигноцеллюлозный" используются для обозначения материалов, полученных соответственно из целлюлозы и лигноцеллюлозных материалов. В частности, термин "целлюлозный" относится к материалу, получаемому в результате химической варки целлюлозы из древесины и другого растительного сырья. Таким образом, полотно, содержащее "целлюлозные волокна", изготовлено, например, из крафт-целлюлозы, сульфитной или растворимой в органическом веществе целлюлозы. Термин "лигноцеллюлозный" относится к материалу, получаемому из древесины и другого растительного сырья путем механического разделения на волокна, например, с помощью промышленного процесса рафинирования, такого как механическая варка с использованием рафинера, механическая варка под давлением с использованием рафинера, термомеханическая варка, получение древесной массы или получение древесной массы под давлением, или химико-термомеханическая варка, или с помощью любого другого способа получения волокнистого материала, который может быть преобразован в полотно и покрыт.
Термины "очень короткие волокна", "волоконца" и "волокна" обозначают мелко измельченный материал, имеющий диаметр поперечного сечения менее приблизительно 10 мкм, как правило, в интервале от 0,001 до 2 мкм, и "волоконца" и "волокна" представляют собой материалы, имеющие отношение длины к диаметру поперечного сечения, составляющее более приблизительно 6.
Термин "натяжение полотна" означает натяжение, вызванное трением, созданным гладким валиком, не имеющим покрытия, а не только "внешнее" натяжение полотна, которое достигается посредством перемещения полотна вперед.
Бумагу/картон изготавливают на обычной бумагоделательной машине, такой как длинносеточная бумагоделательная машина. В такой машине массу исходного материала для изготовления бумаги (композиция бумажной массы представляет собой преимущественно суспензию в воде первичного сырья, вторичного сырья или смеси первичного и вторичного сырья из древесных волокон, наполнителей, клея и/или красителей) осаждают из напорного ящика на сетке (быстро перемещающейся перфорированной конвейерной ленте или сите), которая служит в качестве стола для формования бумаги. По мере того как бумажная масса перемещается, под действием силы тяжести и сосунных ящиков, расположенных под сеткой, происходит отсасывание воды. Как правило, после того как бумага выйдет из "мокрой части" бумагоделательной машины, она по-прежнему будет содержать преобладающее количество воды. Следовательно, бумага поступает в секцию отжима, которая может представлять собой ряд тяжелых вращающихся цилиндров, которые отжимают воду из бумаги, дополнительно уплотняя бумагу и уменьшая содержание воды в ней. После отжима бумага поступает в секцию сушки. Горячий воздух или нагретые паром цилиндры контактируют с обеими сторонами бумаги, вызывая испарение воды до низкого уровня. Бумагу в возможном варианте пропускают через клеящую жидкость для того, чтобы сделать ее менее пористой и чтобы способствовать тому, чтобы печатные краски оставались на поверхности вместо проникновения их в бумагу. Бумага может быть пропущена через дополнительные сушильные устройства, которые обеспечивают испарение жидкости в клее и покрытии. Каландры или полированные стальные валики делают бумагу еще более гладкой и более плотной. В то время как большинство каландров обеспечивают повышение лоска, некоторые каландры используются для создания матовой отделки.
Операции способа согласно настоящему изобретению состоят из подвергания полотна воздействию необработанного гладкого валика, предпочтительно после того, как полотно было высушено до достаточной степени сухости с целью придания приемлемой механической прочности полотну. Валик может иметь любой диаметр. Единственное условие состоит в том, что поверхность валика должна быть гладкой. Валик может быть соответствующим образом выполнен из мягкой стали. В способе по настоящему изобретению полотно может иметь две противоположные поверхности, и способ включает в себя подвергание обеих поверхностей полотна воздействию необработанного гладкого валика.
Придание гладкости согласно изобретению осуществляют путем введения одной или обеих поверхностей полотна бумаги/картона в контакт с необработанным гладким валиком таким образом, чтобы вызвать возникновение силы трения, достаточной для обеспечения выделения тепла и тем самым расплавления поверхностного волокна бумаги/картона. Таким образом, разность скоростей между валиком и бумагой/картоном, которой(ому) должна быть придана гладкость, должна быть достаточной для того, чтобы возникла сила трения, достаточная для выделения тепла. Наилучший способ сделать это состоит в размещении валика так, чтобы он перемещался или в противоположном направлении по отношению к полотну, или в том же направлении, но с другой скоростью. Критическая разность скоростей зависит от качества древесины или целлюлозной массы, из которой была изготовлена бумага/картон.
В способе по настоящему изобретению может оказаться эффективным использование опорного валика, движущегося с той же скоростью и в том же направлении, что и полотно, с противоположной стороны полотна по отношению к гладкому валику, чтобы гарантировать то, что будет обеспечен хороший равномерный контакт поверхности с гладким валиком. Давление, действующее на полотно, может варьироваться в широких пределах при условии, что не будет происходить никакого существенного сжатия бумаги/картона. Как правило, давление на поверхности должно составлять приблизительно от 0,01 до 1000 кПа, предпочтительно приблизительно от 1 до 300 кПа. Скорость и давление должны поддерживаться на уровне, при котором локальный нагрев будет происходить в такой степени, что поверхностные волокна будут расплавляться. Выделение тепла, естественно, зависит от конкретного волокнистого полотна и от давления. Для гарантирования того, что, например, валик не будет нагреваться слишком сильно, можно использовать внутреннее или внешнее охлаждение для регулирования температуры.
Вращение валика осуществляется с помощью обычных приводных средств. Таким образом, движение валиков может быть осуществлено с помощью любого привода и приводного механизма, такого как пневматические и гидравлические цилиндры и электрические двигатели. Например, система бесконечных лент, охватывающих шкивы, соединенная с первичным двигателем, таким как электрический двигатель, представляет собой удобное средство, обеспечивающее такой плавный привод с регулируемой скоростью для валика, который не требует сложного редуктора.
Таким образом, настоящее изобретение предусматривает модернизацию существующего оборудования путем приведения валиков бумагоделательной машины или барабанов сушильного устройства в движение в направлении, противоположном направлению перемещения полотна. Настоящее изобретение также может быть реализовано путем установки необработанного гладкого валика на раме, при этом оси для валика должны быть установлены с возможностью поворота на направляющих и приспособлены для перемещения валика. За счет перемещения валиков в поперечном направлении к полотну можно управлять устройством и одновременно можно регулировать натяжение полотна. Направление перемещения валиков необязательно должно быть поперечным по отношению к полотну, но валики могут быть перемещены, например, путем поворота осей в направлении наклона или вдоль круговой траектории по отношению к полотну. Посредством перемещений валиков также можно регулировать расстояние, другими словами, то, как долго полотно будет проходить над наружной частью валика. Регулирование усилия лощения можно выполнить, например, путем введения гладкого валика, не имеющего покрытия, в контакт с полотном, имеющим заданное натяжение полотна, и путем регулирования конечного натяжения полотна за счет регулировки положения валика или за счет изменения угла между полотном и валиком.
Дальнейшая обработка бумаги/картона, обработанной (-ого) согласно настоящему изобретению, может быть выполнена или непосредственно на гладкой поверхности, или после проклейки или мелования гладкой поверхности. Дополнительная обработка обычно включает в себя полирование, легкое каландрирование, или возобновленную сушку гладкой поверхности, или комбинацию всех этих операций. Для мелования бумага/картон может быть снабжена (снабжен) слоем полимера, барьерным слоем, лаком или обычными покровными материалами. Эти виды бумаги/картона в особенности пригодны для печатания, письма и печатания на струйном принтере. Необработанная, возможно глянцевая качественная продукция также пригодна для целей упаковки, обертывания и упаковывания в мешки.
В предпочтительном варианте осуществления настоящего изобретения валик представляет собой необработанный гладкий валик, то есть валик, поверхность которого не обработана абразивными материалами. В другом предпочтительном варианте осуществления необработанный гладкий валик образован путем подвергания обработке металлической поверхности, которая была сделана гладкой с помощью стандартных технологий изготовления, которые используются для любого валика, который изготавливают для бумагоделательной машины. Необработанный гладкий валик может представлять собой валик из обыкновенной мягкой малоуглеродистой стали или хромированный валик. Предпочтительно валик представляет собой валик из обыкновенной мягкой стали.
В предпочтительном варианте осуществления согласно настоящему изобретению разность скоростей между необработанным гладким валиком и волокнистым полотном должна быть достаточно большой с тем, чтобы вызвать трение, в результате чего будет выделяться достаточное количество тепла для расплавления поверхностного волокна бумаги/картона.
В другом предпочтительном варианте осуществления настоящего изобретения бумага/картон может представлять собой мелованную бумагу/картон, немелованную бумагу, не содержащую древесной массы, легковесную мелованную бумагу/картон, облицовочный картон или другие сорта немелованного волокнистого материала. Предпочтительно способ по настоящему изобретению используется для обработки бумаги/картона перед мелованием, обработкой в клеильном прессе или каландрированием. В некоторых случаях необходимость в каландрировании может отсутствовать.
В предпочтительных вариантах осуществления один или несколько валиков могут быть использованы для придания гладкости одной поверхности бумаги/картона. Валики могут быть приведены во вращение в противоположном направлении или в том же направлении по отношению к направлению перемещения бумаги/картона. Важно только то, чтобы существовала разность скоростей между полотном и гладким валиком, не имеющим покрытия.
В соответствии с настоящим изобретением предложен простой экономичный способ придания гладкости бумаге/картону, что обусловлено тем, что он создает возможность простой модернизации существующего оборудования путем приведения валиков бумагоделательной машины или барабанов сушильного устройства в движение в направлении, противоположном направлению перемещения полотна. Таким образом, настоящее изобретение позволяет устранить необходимость в специальном абразивном валике и необходимость в специальном оборудовании для удаления пыли, используемом для улавливания пыли и отходов, образующихся во время процесса шлифования. Кроме того, при применении предшествующего способа, в котором используется абразивный валик, бумага таких сортов, которые имеют низкую устойчивость к истиранию, расслаивается и разрывается во время обработки. Способ согласно настоящему изобретению устраняет необходимость в высокой поверхностной прочности. Кроме того, способ согласно настоящему изобретению позволяет дополнительно уменьшить количество операций, необходимых для каландрирования.
Были проведены испытания для сравнения воздействия гладкого валика и абразивного валика. Картон, использованный в этих испытаниях, представлял собой основу из сплошной беленой сульфатной целлюлозы, изготовленную на бумагоделательной машине в юго-восточных штатах США. Он был изготовлен при минимальном каландрировании и представлял собой немелованный картон. В экспериментальном оборудовании использовалась основа шириной 50 см. Абразивный валик был покрыт карбидом вольфрама с помощью HVOF-процесса (высокоскоростного напыления) и имел конечную шероховатость, характеризуемую средним арифметическим отклонением профиля (Ra), составляющим приблизительно 175 микродюймов. Гладкий валик представлял собой просто стальной валик, который был обработан с обычными допусками для работы на бумагоделательной машине, при этом он не был подвергнут чрезмерному полированию и не был покрыт каким-либо функциональным покрытием. В этом устройстве полотно бумаги удерживалось у функционального или "активного" валика с помощью опорного валика. Опорный валик перемещается с той же скоростью, что и полотно. Опорный валик изготовлен из очень мягкой резины и в этом случае имел значение HSA, составляющее 50. Давление, прилагаемое для деформирования опорного валика с целью достижения заданного результата, очень мало и, как правило, находится в диапазоне от 3 до 10 фунтов на линейный дюйм. Эти низкие давления значительно ниже тех, которые действуют на бумагу в обычном каландре, и они не приводят к уменьшению толщины в такой степени, какую можно наблюдать в каландре. Скорость полотна в испытаниях, как правило, составляла от 300 до 400 метров в минуту (м/мин). В таблице показано, что совершенно гладкий валик дает почти такую же гладкость, что и абразивный валик. Фиг.1 соответствует данным, приведенным в таблице. На фиг.2 показано, что гладкий валик, не имеющий покрытия, по настоящему изобретению обеспечивает аналогичное повышение гладкости в сравнении с абразивным валиком перед мелованием на сплошной беленой сульфатной целлюлозе. Отрезки на графике показывают составляющие 95% доверительные пределы средних значений повышения гладкости при давлениях в зоне контакта в процессе испытания, а квадраты и круги показывают сами средние значения. На фиг.3 показано то, что можно было бы ожидать исходя из того, что известно в данной области техники и что ожидает специалист в данной области техники. То есть не ожидается, что гладкий валик обеспечит изменение шероховатости поверхности, и поэтому разница в гладкости между картоном до и после обработки будет равна нулю.
Очевидно, что другие варианты и модификации могут быть выполнены, не отходя от настоящего изобретения. Соответственно, следует понимать, что варианты осуществления настоящего изобретения, описанные выше и показанные на сопровождающих чертежах, являются лишь иллюстративными и не предназначены для ограничения объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Основа для теплочувствительной бумаги и способ ее получения | 1989 |
|
SU1719518A1 |
| СПОСОБ ОБРАБОТКИ ВОЛОКНИСТЫХ ПОЛОТЕН | 1999 |
|
RU2219300C2 |
| КАРТОН, СОДЕРЖАЩИЙ МИКРОПЛАСТИНЧАТЫЕ ЦЕЛЛЮЛОЗНЫЕ ЧАСТИЦЫ | 2007 |
|
RU2374374C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОН ДРЕВЕСНОЙ МАССЫ С УВЕЛИЧЕННЫМ ОБЪЕМОМ, ПОЛУЧАЕМЫЕ ВОЛОКНА ДРЕВЕСНОЙ МАССЫ И СОДЕРЖАЩИЕ ИХ ИЗДЕЛИЯ | 2017 |
|
RU2716879C1 |
| КАЛАНДРИРОВАННАЯ ТЕХНИЧЕСКАЯ ТКАНЬ | 2003 |
|
RU2337198C2 |
| БУМАГА/КАРТОН С ЗАЩИТОЙ И СПОСОБ ПОЛУЧЕНИЯ БУМАГИ/КАРТОНА С ЗАЩИТОЙ | 2001 |
|
RU2265098C2 |
| БУМАГА С УЛУЧШЕННОЙ ЖЕСТКОСТЬЮ И ПУХЛОСТЬЮ И СПОСОБ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2330911C2 |
| СПОСОБ ОБРАБОТКИ СУБСТРАТА | 2007 |
|
RU2436882C2 |
| МОДИФИЦИРОВАННЫЕ ВОЛОКНА СУЛЬФАТНОЙ ЦЕЛЛЮЛОЗЫ | 2007 |
|
RU2401351C1 |
| ИЗДЕЛИЯ ИЗ КАРТОНА НИЗКОЙ ПЛОТНОСТИ | 2001 |
|
RU2243308C2 |
Способ может быть использован в целлюлозно-бумажной промышленности. При осуществлении способа повышения гладкости поверхности полотна поверхность полотна подвергают воздействию необработанного гладкого валика, движущегося со скоростью, отличающейся от скорости движения полотна. В результате чего вырабатывается тепло, выделяемое за счет трения, для пластификации самых верхних волокон в мате. Обеспечивается сохранение механических характеристик полотна и толщины, не требуется никакого абразивного материала для выделения тепла для достижения повышенной гладкости. 3 н. и 26 з.п. ф-лы, 3 ил., 1 табл.
| Многокамерный счетчик числа оборотов | 1929 |
|
SU18421A1 |
| DE 3600033 A1, 10.07.1986 | |||
| US 1855435 A, 26.04.1932 | |||
| GB 1371259 A, 23.10.1974 | |||
| Способ определения оптимальной внутренней формы обуви | 1987 |
|
SU1472828A1 |
| СУПЕРКАЛАНДР ДЛЯ ОБРАБОТКИ БУМАЖНОГО ПОЛОТНА | 1991 |
|
RU2011721C1 |
| СПОСОБ ЛОЩЕНИЯ ДВИЖУЩЕГОСЯ БУМАЖНОГОПОЛОТНА | 1972 |
|
SU432731A3 |

