Настоящее изобретение относится к бесконечным тканям, более точно к тканям, используемым в качестве технических тканей и применяемым для производства среди прочего продуктов, получаемых во влажном состоянии [wetlaid], таких как бумага, картон, а также тонкие гигиенические бумага и полотенца; для производства получаемой во влажном и сухом состоянии [drylaid] целлюлозы; тканям, используемым также в связанных с изготовлением бумаги процессах, таких как процессы с использованием фильтров-шламоуловителей и конвейерных моечных машин; для производства гигиенических бумаги и полотенец, изготовленных при помощи процессов сквозной просушки воздухом [through-air drying]; а также для производства нетканых материалов, получаемых гидропереплетением [hydroentangling] (влажный процесс), раздувом в расплавленном состоянии [meltblowing], склейкой в процессе прядения [spun bonding], прошивкой воздухом [airlaid needle punching]. Термин "технические ткани" включает также все другие ткани бумагоделательной машины (формующие, прессующие и сушильные ткани) для транспортировки целлюлозной суспензии на всех стадиях изготовления бумаги, но не ограничен ими.
При изготовлении бумаги получают бумажное полотно при осаждении волокнистой массы, то есть водной дисперсии целлюлозных волокон, на движущуюся формующую ткань в формующей секции бумагоделательной машины. Через формующую ткань из массы вытекает большое количество воды, и на поверхности формующей ткани остается бумажное полотно.
Свежеполученное бумажное полотно подают из секции формования в секцию прессования, которая включает ряд прессовых отжимок. Бумажное полотно проходит через прессовые отжимки, поддерживаемые прессующей тканью, или, как это часто бывает, между двумя такими прессующими тканями. В прессовых отжимках на бумажное полотно воздействуют сжимающими силами, которые выдавливают из нее воду и вызывают склеивание целлюлозных волокон в полотне между собой, в результате чего бумажное полотно превращается в лист бумаги. Вода поглощается прессующей тканью или тканями и - в идеале - не возвращается в лист бумаги.
Наконец, лист бумаги подают в секцию сушки, которая включает по меньшей мере один ряд вращающихся сушильных барабанов или цилиндров, подогреваемых изнутри паром. Свежеполученный лист бумаги направляют по змеевидной траектории последовательно вокруг каждого из барабанов в ряду посредством сушильной ткани, которая удерживает лист бумаги вблизи от поверхностей барабанов. Нагретые барабаны посредством испарения уменьшают содержание воды в листе бумаги до необходимого уровня.
Следует понимать, что формующие, прессующие и сушильные ткани имеют форму бесконечных петель в бумагоделательной машине и функционируют наподобие конвейеров. Кроме того, следует понимать, что производство бумаги - непрерывный процесс, который протекает при значительной скорости. Иначе говоря, волокнистая масса непрерывно осаждается на формующую ткань в формующей секции, в то время как свежеполученный лист бумаги непрерывно наматывается на рулоны после выхода из секции сушки.
Данное изобретение относится в первую очередь к бумагоделательным тканям, которые находятся в различных секциях бумагоделательной машины, а также к тканям, используемым в других промышленных приложениях, где важны гладкость, крепление волокон [fiber support], немаркость, плоскостность и контролируемая проницаемость поверхности ткани по отношению к воздуху и воде. Примеры бумагоделательных тканей, к которым относится изобретение, представляют собой формующие ткани, работающие в формующей секции бумагоделательной машины, прессующие ткани, работающие в прессовальной секции, и сушильные ткани, работающие в секции сушки. Другой пример технической ткани, к которой можно применить изобретение, это ткань для сквозной просушки воздухом (СПВ). Ткань СПВ можно использовать в разнообразных промышленных приложениях, включая изготовление бумаги. Некоторые ткани можно обрабатывать таким образом, чтобы они функционировали в качестве транспортирующих тканей, которые могут быть как проницаемыми, так и не проницаемыми.
Бумагоделательные ткани, в особенности формующие и сушильные ткани, обычно сотканы гладко и соединены в петлю посредством шва. Во время тканья нити основы, обычно пластиковые мононити, переплетаются с уточными или поперечными нитями, обычно также пластиковыми мононитями, в необходимый рисунок. У сотканных гладко тканей нити основы расположены по станку или по направлению движения ткани в станке, а нити утка расположены поперек станка.
После тканья ткань термофиксируют. Термофиксация, во время которой ткань помещают под натяжением в долевом направлении при повышенной температуре, переводит некоторые из завитков основы в нити утка, что до некоторой степени разглаживает поверхность ткани и растягивает ткань в долевом направлении, чтобы уменьшить степень, до которой она может, возможно, растянуться при использовании в бумагоделательной машине. Затем используют методики сшивки или соединения, чтобы превратить ткань в бесконечную петлю, как это известно в данной области техники. Для бесконечных или преобразованных в бесконечные тканых тканей получают полный рукав приблизительно необходимой длины и ширины. Преобразование в бесконечные ткани приводит к образованию шва, что удобно при установке в машину. При этом нити утка становятся нитями, расположенными по станку, а нити основы - нитями, расположенными поперек станка. Полотно также термофиксируют для задания размеров и переноса завитков, а затем одну или обе поверхности подбивают прочесом [batt fiber] при помощи таких способов, как прошивка.
В качестве части последующих или последних стадий производства поверхности можно далее придать гладкость путем шлифования или пескоструйной обработки, что уменьшает разницу высот между местами перехлеста [knuckles], образованными нитями основы, и местами перехлеста, образованными нитями утка. К сожалению, шлифование - это по существу форма износа, которая происходит уже перед тем, как полотно транспортируют заказчику, и потенциально оно уменьшает продолжительность срока службы полотна.
В случае прессующих тканей, ткань можно предварительно уплотнить под действием тепла и давления, чтобы вызвать некоторое повышение плотности ткани путем уменьшения ее толщины. Это не вызывает стойкой деформации волокон.
Наконец, подвергнутую термофиксации, возможно прошитую и возможно шлифованную ткань в виде петли необходимой длины и ширины транспортируют заказчику для установки в секциях формования, прессования или сушки бумагоделательной машины или для использования в машине по изготовлению нетканых материалов.
Целью данного изобретения является техническая ткань, имеющая более гладкую и ровную устойчиво деформированную поверхность, но остающаяся при этом прочной и эффективной по затратам.
Дополнительной целью данного изобретения является альтернативный подход к сглаживанию поверхности ткани, который не приводит к удалению какого-либо материала с ее поверхности перед поставкой заказчику, как это происходит при шлифовании или пескоструйной обработке.
Предложена более гладкая и ровная техническая ткань с постоянно деформированной поверхностью, при этом учтены недостатки технических тканей предыдущего уровня техники. Ткань можно использовать в качестве бумагоделательной ткани, ткани с другим техническим применением и/или в качестве ткани специального назначения [engineered fabric]. В любом случае ткань обрабатывают с использованием устройства, включающего по меньшей мере два гладких валка, которые образуют зону контакта, такого как каландр, так что по меньшей мере часть компонентов ткани приобретает устойчивую деформацию. Предпочтительно, чтобы по меньшей мере один из валков нагревали до предварительно выбранной температуры.
Нижеследующее подробное описание дано в виде примеров, не подразумевающих ограничения изобретения только ими; лучше всего рассматривать описание вместе с прилагаемыми чертежами, на которых одинаковые цифры сносок обозначают одинаковые детали и части, где:
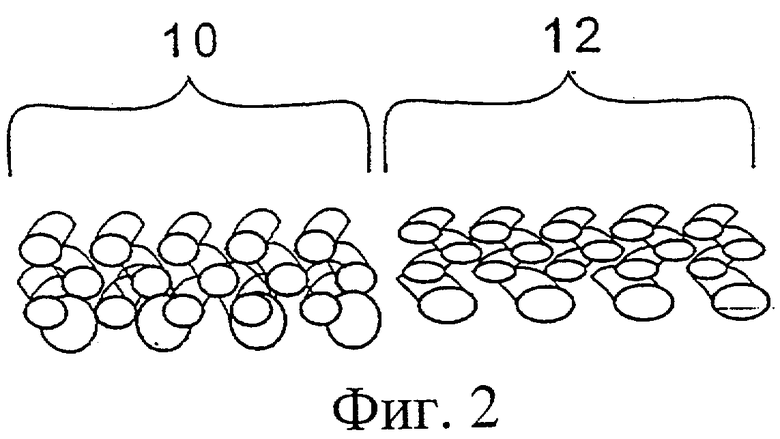
фиг.1 изображает, как обработка ткани в соответствии с предлагаемым в изобретении может преобразовывать ткань;
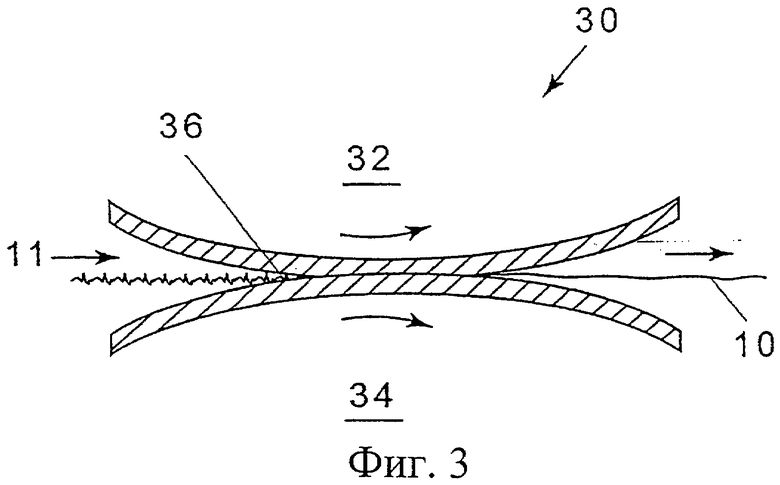
фиг.2 отражает поперечное сечение изображения на Фиг.1, и
фиг.3 отображает предпочтительное осуществление процесса каландрирования в соответствии с данным изобретением.
Предпочтительное осуществление данного изобретения будет описано для бумагоделательной формующей ткани. Однако следует отметить, что изобретение применимо к тканям, используемым в других секциях бумагоделательной машины, а также к тканям, используемым в других промышленных приложениях, где важны гладкость и ровность поверхности, а также контролируемая проницаемость по отношению к воде и воздуху. Некоторые примеры других типов тканей, к которым применимо данное изобретение, включают бумагоделательные прессующие ткани, бумагоделательные сушильные ткани, ткани для сквозной просушки воздухом и ткани для формования волокнистой массы [pulp forming fabrics]. Другим примером являются ткани, используемые в процессах, связанных с изготовлением бумаги, таких как процессы с использованием фильтров-шламоуловителей и моечных машин. Еще один пример типа ткани, к которому применимо данное изобретение, это ткани специального назначения, такие как ткани, используемые при изготовлении нетканых материалов при помощи процесса получения во влажном состоянии, процесса получения в сухом состоянии, процесса раздува в расплавленном состоянии и/или процесса склейки в процессе прядения.
Более того, изобретение в целом описывают в связи с каландрированием "ткани". Однако следует отметить, что термин "субстрат" подходит для описания широкого круга материалов, которые можно подвергать каландрированию в соответствии с изобретением. Подходящие субстраты включают тканые материалы, нетканые материалы, группы волокон, расположенных по станку, группы волокон, расположенные поперек станка, трикотаж, тесьму, фольгу, пленки, спиралевидные ленты [spiral links] и ламинаты. Подвергаемый каландрированию в соответствии с изобретением субстрат можно использовать в качестве или как часть технической ткани, такой как бумагоделательная формующая ткань, бумагоделательная прессующая ткань, бумагоделательная сушильная ткань, ткань для сквозной просушки воздухом (СПВ), дренажная ткань из уплотнителя с двойным зажимом [double-nip thickener dewatering fabric], конвейер моечной машины и ткань, используемая для производства нетканых материалов.
Обычно бумагоделательные ткани, к которым, в первую очередь, применимо данное изобретение, ткут главным образом из мононитей как по основе, так и по утку. Как хорошо известно среднему специалисту в данной области, долевые нити лежат поперек станка, если ткань получают либо бесконечным способом, либо преобразуют в бесконечные ткани, в случае же гладкотканого полотна они лежат по станку. С другой стороны, нити утка лежат по станку, если ткань получают бесконечным способом либо преобразуют в бесконечные ткани, но они лежат поперек станка, если полотно гладкотканое.
Мононити можно экструдировать или получить другим способом из любых полимерных смол, широко применяемых специалистами в данной области для получения нитей, используемых в бумагоделательных тканях, таких как, например, полиамидные, полиэфирные, полиэфирэфиркетонные, полипропиленовые и полиолефиновые смолы. Можно использовать другие типы нитей, такие как дублированная мононить, комплексная нить, дублированная комплексная нить и т.д., как это известно в данной области техники.
Чаще остальных используют нити, круглые в поперечном сечении. Однако существуют продукты, в которых используют фигурные, треугольные нити. И существуют некоторые виды обработки, использующие эти типы некруглых нитей, и существует много видов тканей, где геометрия нитей важна в местах переплетения и перехлеста, а плоская по всей своей длине нить может быть пагубной для свойств ткани.
При ткачестве бумагоделательной ткани на ее поверхности образуются места перехлеста, где нити, расположенные по одному из направлений полотна ткани, проходят над одной или более нитями, расположенными по другому направлению полотна ткани. Места перехлеста приподняты по сравнению с другими нитями, образующими поверхность ткани, и могут оставить отметины на листе бумаги, производимой на ткани. Так происходит во всех трех секциях бумагоделательной машины.
Там, где обычно проводят шлифование или пескоструйную обработку для сглаживания поверхности или уменьшения плоскостности, например, формующей ткани, настоящее изобретение предлагает проводить каландрирование ткани, чтобы получить сходный результат, не удаляя при этом какой-либо материал с мест перехлеста путем шлифования. В то же время можно придать ткани определенные желаемые уровни проницаемости по отношению к воздуху и воде путем зажатия в зоне контакта между валками каландра. Предпочтительно во время каландрирования ткань помещать под натяжением.
Каландр включает по меньшей мере два гладких валка, по меньшей мере один из которых можно нагревать. Нагретый валок или валки находятся при температуре в интервале от комнатной температуры до 300°С, а конкретная используемая температура обусловлена материалом на основе полимерной смолы, из которого состоят нити ткани, приложенной сжимающей нагрузкой, а также желаемым качеством ткани.
Ширина зазора между валками каландра находится в интервале от 0,1 до 4,0 мм, а его точную ширину определяет толщина подвергаемой каландрированию ткани, а также степень, на которую эту толщину нужно уменьшить. Давление или нагрузка, под действием которой ткань прижимают валком, находится в интервале от 0 до 500 кН/м.
Подвергаемую каландрированию ткань помещают под натяжением и пропускают ее через зону контакта между валками каландра при скорости в интервале от 0,5 до 10 м/мин, причем используемая скорость обусловлена временем, в течение которого каждый отрезок длины ткани должен оставаться в зоне контакта.
Другие изменяемые параметры включают натяжение ткани перед зоной контакта, натяжение ткани после зоны контакта и предварительный нагрев ткани перед каландрированием. Предпочтительный интервал натяжения перед зоной контакта и после зоны контакта валков каландра составляет от 0,1 до 30 кН/м.
Параметры процесса каландрирования, например температуру валка, ширину зазора, сжимающую нагрузку и скорость прохождения через зону контакта, определяют в соответствии с характеристиками каландрированной ткани, которые хотят получить. Характеристики, которые можно модифицировать посредством предлагаемого каландрирования, включают проницаемость, толщину, плоскостность, объем пустот, проекцию живого сечения [projected open area] или площадь поверхности контакта и гладкость. Эксперименты показывают, что, например, проницаемость по отношению к воздуху можно уменьшить на 50% или более.
Сырье, из которого изготовлена подвергаемая каландрированию ткань, также влияет на характеристики готовой ткани и, следовательно, его надо учитывать при определении параметров процесса. Метод проб и ошибок - один из способов определения параметров, необходимых для получения конкретных характеристик.
Валки каландра могут иметь поверхности из металла, материала на основе полимерной смолы, резины или композитного материала, такого как керамика или металлокерамический сплав.
Фиг.1 отражает, как обработка ткани в соответствии с изобретением может модифицировать ткань. С целью проиллюстрировать, как обработанная ткань отличается от необработанной ткани, обработанная часть 12 ткани показана рядом с необработанной частью 10 ткани. На Фиг.1 можно видеть, что долевые и уточные нити каландрированных частей уплощены по сравнению с нитями необработанной ткани.
На Фиг.2 изображено поперечное сечение изображения Фиг.1. Как можно видеть на Фиг.2, уплощенные нити обработанной части 12 обуславливают меньшую толщину поперечного сечения обработанной части по сравнению с необработанной частью 10.
См. теперь Фиг.3, где изображено предпочтительное осуществление изобретения, позволяющее осуществить процесс каландрирования ткани непрерывно посредством двухвалкового каландра 30. Хотя в качестве предпочтительного способа предусмотрено использование каландра, одной из возможных альтернатив является использование плитного пресса. Кроме того, можно также использовать сочетание каландра и плитного пресса.
Из Фиг.3 следует, что двухвалковый каландр образован первым валком 32 и вторым валком 34. Валки каландра имеют гладкую поверхность. Ткань 11 подают в зону контакта 38, образованную между первым и вторым валками (32 и 34), которые вращаются в помеченных стрелками направлениях. Один или оба валка нагреты до предварительно выбранной температуры. Скорость вращения валков обусловлена временем воздействия, необходимым для осуществления каландрирования ткани в зоне контакта, температурой зоны контакта, а также силой, с которой первый и второй валки прижимают друг к другу.
Изобретение реализует два альтернативных типа каландрирования: каландрирование с постоянной нагрузкой [load-based calendering] и каландрирование с постоянным зазором [gap-based calendering]. При каландрировании с постоянной нагрузкой налагаемая на ткань валками каландра нагрузка остается на постоянном, или по существу постоянном, уровне, тогда как зазор между валками может меняться. Напротив, при каландрировании с постоянным зазором зазор между валками остается постоянным, или по существу постоянным, расстоянием, тогда как нагрузка меняется. Можно переходить от одной методике к другой, чтобы получить различные результаты. Например, можно использовать каландрирование с постоянной нагрузкой тогда, когда желательно, чтобы каландрируемая ткань было сжата до состояния, когда физическое сопротивление ткани соответствует нагрузке, создаваемой валками, что делает большее сжатие невозможным; тогда как ту же самую ткань можно пропустить через каландр с установленной шириной зазора, который сжимает ткань до состояния, очень близкого к состоянию, когда физическое сопротивление сжатой ткани соответствует нагрузке. В общем случае каландрирование с постоянной нагрузкой до физического предела приводит к большей деформации ткани, чем каландрирование с постоянным зазором при состоянии, очень близком к физическому пределу.
Одним из достоинств данного изобретения является то, что каландрирование может уменьшить толщину бумагоделательной ткани и улучшить ее способность поддаваться обработке. Сопутствующее уменьшение объема пустот снижает количество воды, которое может находиться в ткани, и уменьшает возможную степень повторного увлажнения. Следовательно, предлагаемый способ каландрирования можно использовать в качестве механизма контроля за повторным увлажнением.
Более того, получаемые в соответствии с изобретением ткани имеют более гладкую и более плотную несущую конструкцию, что ослабляет нужду в повышенном числе переплетений для нитей малого диаметра. Кроме того, более тонкая структура тканей является более стабильной, а волнистые нити/волокна ткани обеспечивают более прочные швы и также лучшую структурную целостность, а также повышенную пространственную стабильность в направлениях как по станку, так и поперек станка.
Более того, при каландрировании нет нужды в шлифовании или пескоструйной обработке. Так как в этом случае ткань не подвергается изнашиванию до использования на практике, то улучшаются ее стабильность, прочность и долговечность. Каландрированная поверхность оставляет меньше отметин на листе, чем подвергнутая пескоструйной обработке поверхность, так как на плоской поверхности мест перехлеста не остается микроскопических шероховатостей. Гладкость каландрированной поверхности также делает возможной усиленную поддержку волокон листа. Также облегчается высвобождение листа.
Полученные в соответствии с настоящим изобретением ткани можно использовать во многих приложениях бумажного производства. Например, ткани можно использовать как формующие ткани, прессующие ткани и сушильные ткани, а также ткани для сквозной просушки воздухом. Предлагаемые ткани могут также быть полезны для формования волокнистой массы, а также тканей специального назначения, таких как ткани, используемые для изготовления нетканых материалов, получаемых во влажном и сухом состоянии, а также получаемых способами раздува в расплавленном состоянии и/или склейки в процессе прядения. Когда предлагаемую по изобретению ткань используют в качестве бумагоделательной ткани, которая включает прошитый прочес, а основная ткань подвергнута каландрированию, получается более тонкая и более устойчивая ткань благодаря меньшей толщине и повышенной устойчивости ткани. Кроме того, в основе находится меньше прочеса вследствие того, что сама основа более тонкая и плотная, а это придает лучшую слоистость. Для того чтобы компенсировать уменьшение проницаемости, вызванное каландрированием, можно использовать относительно грубый прочес и таким образом получить ткань с проницаемостью, соответствующей проницаемости тканей предыдущего уровня техники, но с большей устойчивостью к уплотнению и наполнению захваченными частицами, всегда присутствующими в бумагоделательном процессе. В качестве альтернативы можно каландрировать ткань и после нанесения прочеса, если это необходимо, причем вне зависимости от того, подвергнута ли основа каландрированию.
Кроме того, устойчивая деформация придает улучшенные начальные характеристики прессующей бумагоделательной ткани. Обычно думают, что так как ткань в зоне контакта очень толстая (что вызывает уменьшение движущей силы пикового давления), а также очень открытая (имеет слишком высокую проницаемость по отношению к воздуху), и/или поверхность ткани слишком неоднородна (что вызывает отдельно локализованные области с низким пиковым давлением), то в начале необходим пусковой период. По мере того, как проходит время (начальный период), ткань становится более тонкой и менее открытой, более плотной и, вероятно, гладкой, тем самым улучшаются ее дренажные характеристики. В конечном счете ткань достигает своих равновесных толщины и дренажного действия, и говорят, что она находится в своем "стационарном состоянии". Предлагаемая устойчивая деформация способствует уплотнению и разглаживанию ткани, так что при использовании ткани уплотнение и разглаживание должны происходить в меньшей степени, и начальный период сокращается.
Также при использовании предлагаемого каландрирования с целью улучшения начального периода в случае прошитых прессующих тканей можно избежать недостатков, возникающих при использовании более тонких волокон (волокон с меньшими денье) на поверхности ткани, чтобы улучшить начальный период. Поверхности из более тонких волокон склонны к наполнению посторонними материалами (бумагоделательными компонентами, такими как целлюлоза, смолы, глина и пр.), и их труднее очищать. Кроме того, более тонкие волокна в общем случае имеют более низкую устойчивость к абразивному износу, и таким образом они склонны изнашиваться быстрее, чем более грубые волокна.
Другим преимуществом предлагаемых каландрированных тканей является уменьшение количества затянутого воздуха. Эффект состоит в том, что "плоские" нити/волокна каландрированной ткани затягивают по направлению своего движения меньше воздуха, чем затягивали "круглые" нити/волокна тканей предыдущего уровня техники. Положительным результатом этого является уменьшение вспучивания и обрыва [dropoff] листа.
Эксперименты продемонстрировали эффективность изобретения. В ходе экспериментов было выполнено 16 отдельных каландрирований образцов, каждый из которых имел 60,96 см (24 дюйма) в ширину и 25,4 см (10 дюймов) в длину. После каландрирования образцов проводили измерения толщины и проницаемости в пяти точках по всей длине и ширине каждого из образцов. Измерения показали только незначительные различия в толщине и проницаемости по длине и ширине каждой ткани, что показывает, что предлагаемый процесс каландрирования однороден и воспроизводим.
В другом эксперименте первый образец ткани длиной 75 метров обработали до 22% от области перехлеста, а второй образец ткани длиной 75 метров обработали до уменьшения толщины на 0,15 мм по сравнению с необработанными тканями. Область перехлеста была определена путем рассмотрения единичной площади ткани; при этом ткань укладывали на плоскость и находили самую высокую точку на поверхности ткани, вычисляли ту часть единичной площади, где материал ткани находится в пределах глубины от 0 до 10 микрон от наивысшей точки, а затем находили отношение найденной величины к общей единичной площади.
Можно выполнить каландрирование во всю ширину ткани при помощи каландра во всю ширину или при помощи более узкого каландра, который, например, каландрирует ткань по последовательным полосам, расположенным по станку и поперек станка, пока вся ткань не будет подвергнута каландрированию. В случае каландрирования во всю ширину предпочтительно пропускать ткань сквозь валки каландра вдоль направления расположенных по станку нитей и использовать по меньшей мере один валок, ширина которого приблизительно равна или превышает полную ширину ткани, измеренную вдоль направления нитей, расположенных поперек станка. При каландрировании во всю ширину предпочтительно использовать два валка, ширина которых приблизительно равна или превышает полную ширину ткани, измеренную вдоль направления нитей, расположенных поперек станка. В случае каландрирования с использованием узкого оборудования каландрирующая установка перемещается по спиральной траектории от края до края ткани, пока не будет обработана вся ткань. Когда используют более узкую каландрирующую установку, то получают значительное снижение издержек, частично благодаря меньшему размеру оборудования, необходимого для осуществления каландрирования. Более того, в случае каландрирования с использованием узкого оборудования перемещающаяся установка может включать два валка, ширина которых меньше ширины каландрируемой ткани, например 1,0 м, или один валок, перемещающийся от края до края валка во всю ширину. В случае некоторых тканей может быть желательным каландрировать только расположенные по станку полосы, например только кромки ткани, чтобы уменьшить там проницаемость ткани с целью устранения дрожания кромки листа или вспучивания кромки. Расположенные по станку полосы можно также каландрировать в последовательной, но различной степени, так что образуется желаемый перепад, например, проницаемости при движении от кромки к центру ткани, а затем от центра к другой кромке. Это придает ткани профиль проницаемости по ширине, что желательно для многих сушильных тканей, чтобы оптимизировать распределение влажности по ширине (уменьшить перепад влажности) осушаемого бумажного листа.
Предлагаемое в изобретении каландрирование с использованием узкого оборудования в особенности пригодно в случае сушильных тканей. В одном из воплощений узкая каландрирующая установка используется для каландрирования только кромочных участков ткани с целью уменьшения проницаемости и вспучивания листа. В родственном способе реализации каландрирования с использованием узкого оборудования применяют на выбранных полосах по длине ткани, чтобы получить различную проницаемость по ширине ткани и таким образом придать ткани необходимое распределение влажности по ширине ткани. В другом случае применяют каландрирование по всей ширине, при этом от полосы к полосе можно менять нагрузку каландрирования и/или зазор каландрирования. Для сшитых тканей каландрирование можно применять до или после сшивания. В предпочтительном варианте осуществления изобретения каландрирование используют как средство для достижения постоянной термопластичной деформации сушильной ткани. На основе экспериментальных результатов продемонстрировано, что каландрирование сушильных тканей в соответствии с изобретением может уменьшить проницаемость каландрированных частей вплоть до 60%. Результаты также показывают уменьшение толщины вплоть до 30% и увеличение контактной площади от менее чем 10% до более чем 45%; все эти факторы повышают высушивающую способность. Следует также отметить, что хотя здесь особо выделено каландрирование части ширины сушильных тканей, возможно применение к сушильным тканям предлагаемого каландрирования во всю ширину.
Кроме того, можно использовать каландрирование в сочетаниии со способом производства, описанным в патенте США №5360656 Рексфельт и др., включенном сюда путем ссылки. В одном из таких воплощений тканевую ленту относительно небольшой ширины каландрируют, а затем собирают в виде спирали, чтобы получить готовую каландрированную ткань. Преимущество такого варианта осуществления по сравнению с каландрированием относительно широкой ткани полосами состоит в том, что любые возможные перекрывания каландрированных участков исключены. То есть если каландрируют сравнительно узкую ленту при помощи каландра, достаточно широкого для того, чтобы покрыть ленту за один проход, то нет необходимости каландрировать ленту последовательными проходами, и тем самым исключают возможность перекрывания проходов каландра и получающихся при этом дважды каландрированных лент. Тем не менее, следует упомянуть, что можно сначала собрать ткать в виде спирали в соответствии с патентом США №5360656, а затем каландрировать уже собранную ткань. Как и в случае ткани, не оформленной в виде спирали, каландрирование оформленной в виде спирали ткани можно выполнять последовательными полосами, расположенными по станку или поперек станка, двигаясь спиралевидно поперек ширины ткани.
Два дополнительных воплощения данного изобретения представляют собой ткани для каландрирования, изготовленные из соединенных спиральных витков, как описано в патенте США №4345730 Ловелинк; и ткани для каландрирования, изготовленные из навивных нитей, как описано в патенте США №3097413 Драпер. Как патент США №4345730, так и патент США №3097413 включены в данное описание путем ссылки.
В любом случае устойчивая деформация структуры поверхности - это ключевой признак изобретения. Можно деформировать структуру субстрата в различной степени, чтобы получить соответствующее число конечных структур. Например, можно каландрировать сушильную ткань с фиксированным числом нитей и характерной проницаемостью до различных степеней, чтобы получить сушильные ткани с различными проницаемостями. Таким образом, можно очень быстро получить ткань, имеющую конкретную проницаемость, что приводит к ускоренному отклику на запросы потребителей. Более того, нет необходимости использовать другие, более дорогостоящие способы изменения проницаемости, такие как увеличение плотности нити и использование плоских нитей.
Суммируя всё, характеристики ткани, которую можно успешно модифицировать путем каландрирования, включают: стабильность как по станку, так и поперек станка; проницаемость, определенную способностью пропускать текучую среду, толщину; плоскостность; объем пустот; поддержку листа; отсутствие оставляемых на листе отметок; высвобождение листа; устойчивость к загрязнениям; удаление загрязнений; срок эксплуатации; аэродинамику; начальный период; а также устойчивость к абразивному износу или износу вследствие использования очищающих душей высокого давления.
Модификации данного изобретения очевидны для обычных специалистов в данной области техники при рассмотрении данного описания, но они не выводят модифицированное изобретение за рамки прилагаемой формулы изобретения. Например, предлагаемое в изобретении каландрирование можно применять к ламинатам, так что один или более слоев ламината устойчиво деформируют, в то время как другой слой или слои не имеют устойчивой деформации. Более того, предлагаемое каландрирование не ограничено применениями на всем субстрате/ткани, но скорее его можно применять на выбранных участках субстрата/ткани, таких как места перехлеста субстрата/ткани.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОМЫШЛЕННАЯ ТКАНЬ СО СЛОЕМ ФТОРОПОЛИМЕРА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2004 |
|
RU2370585C2 |
| ПРЕССОВАЛЬНАЯ ТКАНЬ | 2001 |
|
RU2276213C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА, И СПОСОБ ПРОИЗВОДСТВА ТАКОЙ ТКАНИ | 2013 |
|
RU2633195C2 |
| ПОВЕРХНОСТНАЯ ОТДЕЛКА БУМАГИ ИЛИ КАРТОНА И АГЕНТ ДЛЯ ЭТОЙ ЦЕЛИ | 2000 |
|
RU2261300C2 |
| СТОЙКАЯ К ЗАГРЯЗНЕНИЮ СТРУКТУРА ПРЕССОВОЙ ТКАНИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2004 |
|
RU2355838C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ | 2002 |
|
RU2274691C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ И СПОСОБ СВАРИВАНИЯ ОБЛАСТИ ШВА С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2013 |
|
RU2638516C2 |
| СШИВАЕМАЯ НА МАШИНЕ ТЕХНИЧЕСКАЯ ТКАНЬ С КОЛЬЦАМИ ДЛЯ УСИЛЕНИЯ ШВА | 2003 |
|
RU2320793C2 |
| МНОГООСНАЯ ТКАНЬ С УМЕНЬШЕННЫМ ИНТЕРФЕРЕНЦИОННЫМ УЗОРОМ | 2006 |
|
RU2401330C2 |
| СШИВАЕМАЯ НА МАШИНЕ ТКАНЬ ДЛЯ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2002 |
|
RU2247801C2 |
Гладкая и долговечная техническая ткань может быть использована в качестве ткани для бумагоделательного производства, технической ткани другого вида или ткани специального назначения. В каждом случае ткань обрабатывают, используя приспособление, включающее, по меньшей мере, два гладких валка, которые образуют зону контакта, такое как каландр, так что, по меньшей мере, некоторые из компонентов ткани приобретают устойчивую деформацию. Предпочтительно, по меньшей мере, один из валков нагревать до предварительно выбранной температуры. Каландрирование осуществляют с предварительно выбранными постоянным зазором или при постоянной нагрузке. 6 н. и 36 з.п. ф-лы, 3 ил.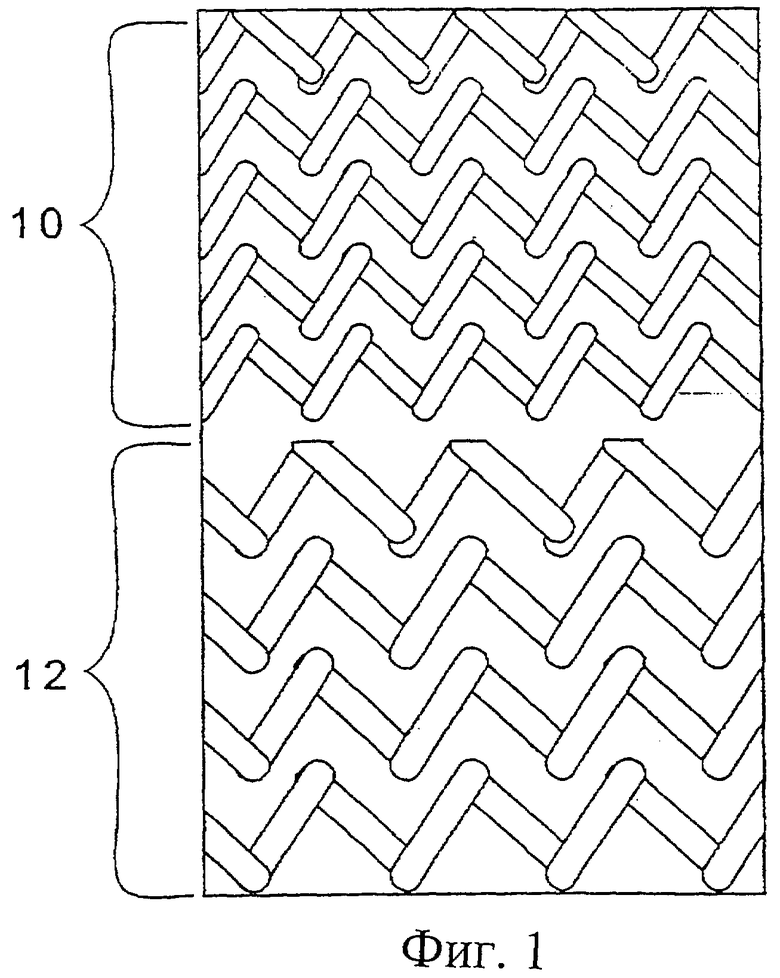
| US 3365766 A, 30.01.1968 | |||
| Способ отделки ткани из натуральных волокон | 1980 |
|
SU1006557A1 |
| СПОСОБ ОТДЕЛКИ ДВУХСЛОЙНОЙ ТКАНИ | 0 |
|
SU180167A1 |
| US 5407737 A, 18.04.1995 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Устройство для стопорения подвижного механизма | 1987 |
|
SU1532727A1 |

