Изобретение относится к технике внепечной обработки жидкого металла.
Известно, что при внепечной обработке стали инертный газ (аргон, азот и т.д.) подают в расплавленный металл через установленные в днище ковша продувочные фурмы. Интенсификация процесса перемешивания металла имеет важное значение не только для ускорения времени обработки, повышения качества металла, но и для уменьшения расхода добавляемых в обрабатываемый ковш дорогостоящих материалов с целью корректировки химического состава стали.
Известный способ перемешивания металла в сталеразливочном ковше заключается в том, что через продувочную фурму (одну или более) подается инертный газ, который, выходя из фурмы, приводит в движение близко находящиеся слои жидкого металла [1].
Недостатками такого перемешивания является то, что небольшая зона перемешивания удлиняет время обработки металла в ковше и из-за недостаточно интенсивного перемешивания увеличивается расход задаваемых в ковш во время обработки дорогостоящих материалов.
Наиболее близким к предлагаемому способу перемешивания является способ перемешивания металла в ковше при помощи двух и более продувочных фурм с поочередным включением каждой фурмы. При этом в продувочном устройстве, через которое в данный момент не проводят продувку, поддерживают давление, исключающее затекание в него металла [2].
Недостатки этого способа заключаются в следующем:
1) в момент переключения подачи продувочного газа с одной продувочной фурмы на другую происходит замедление процесса перемешивания металла, а это удлиняет время обработки металла;
2) периодическое изменение расположения точки ввода газа в жидкий металл, т.е. переключение подачи газа с одной продувочной фурмы на другую, требует поддерживать максимальный расход продувочного газа, подаваемого на одну фурму во время обработки металла в ковше, а это ускоряет износ дорогостоящей футеровки ковша.
Целью предлагаемого способа перемешивания металла в сталеразливочном ковше является максимально возможное ускорение процесса перемешивания металла в ковше с минимальным износом огнеупорной футеровки сталеразливочного ковша.
Решение этой задачи достигается за счет того, что подача газа через каждую продувочную фурму осуществляется по синусоидальному закону:
Jn=Jn°+An·sin(ωt+ϕ),
где Jn - интенсивность продувки, л/мин;
Jn° - номинальная величина интенсивности, л/мин;
Аn - амплитуда, л/мин;
ω - частота, 1/мин;
t - время продувки, мин;
ϕ - смещение по фазе, рад.
Подача продувочного газа производится непрерывно с различной интенсивностью (Jn), изменяющейся во времени (t) относительно ее номинальной величины (Jn°) с определенной амплитудой (An), частотой (ω) и со смещением по фазе (ϕ) на каждой продувочной фурме. При этом номинальная интенсивность продувки (Jn°) и амплитуда (An) подбираются таким образом, чтобы максимальное значение интенсивности не превышало технологически допустимого, а именно не было выплескивания металла из ковша и не было оголения металла в ковше, а минимальное значение интенсивности было не ниже 1/3 от номинального значения.
На чертеже изображена схема перемешивания металла в ковше:
1 - ковш;
2 - продувочные фурмы;
3 - пневматическое устройство.
Предлагаемый способ перемешивания металла в ковше осуществляется следующим образом: ковш 1 с продувочными фурмами 2 устанавливается на постамент для приема выходящего из печи металла. К продувочным фурмам 2 через регулирующее пневматическое устройство 3 подводится продувочный газ, например аргон. Регулирующее пневматическое устройство 3 позволяет поддерживать требуемый режим продувки, а именно непрерывно подавать продувочный газ к фурмам с различной интенсивностью, изменяющейся по времени по синусоидальному закону относительно ее номинальной величины с определенной амплитудой и частотой со смещением по фазе на каждую продувочную фурму. После обработки на стенде у печи, ковш с металлом транспортируется на установку внепечной обработки стали. Продувочный газ снова подается к продувочным фурмам через регулирующее пневматическое устройство с теми же параметрами подачи, что и на стенде у печей. Режим продувки устанавливается в зависимости от технологических требований к выпускаемому металлу. Продувка осуществляется в течение всего периода обработки жидкого металла на установке внепечной обработки стали. Расход инертного газа колеблется от 5 до 200 л/мин на каждую продувочную фурму. Пневматическое регулирующее устройство работает в заданном автоматическом режиме, используя для своей работы энергию продувочного газа.
Непрерывная подача продувочного газа к продувочным фурмам с различной интенсивностью по синусоидальному закону ускоряет процесс перемешивания металла в сталеразливочном ковше, что позволяет уменьшить время обработки металла, снизить расход даваемых во время обработки металла материалов, уменьшить износ огнеупорной футеровки сталеразливочного ковша.
БИБЛИОГРАФИЧЕСКИЕ ДАННЫЕ
1. Кащеев И.Д. Свойства и применение огнеупоров. М.: Теплотехник, 2004 г., 351 с.
2. Патент RU 2208054.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДУВКИ МЕТАЛЛА В СТАЛЕРАЗЛИВОЧНОМ КОВШЕ | 2011 |
|
RU2460808C1 |
| СПОСОБ ВНЕПЕЧНОГО НАГРЕВА СТАЛИ | 1998 |
|
RU2125614C1 |
| СПОСОБ ХИМИЧЕСКОГО НАГРЕВА СТАЛИ | 2006 |
|
RU2340682C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРЧИСТОЙ СТАЛИ, РАСКИСЛЕННОЙ АЛЮМИНИЕМ, ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ МЕТАЛЛОПРОДУКЦИИ | 2019 |
|
RU2740949C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОДУВОЧНЫХ ФУРМ В СТАЛЕРАЗЛИВОЧНЫХ КОВШАХ | 2005 |
|
RU2294968C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2008 |
|
RU2388832C2 |
| Способ и устройство для внепечной обработки металла в ковше | 2015 |
|
RU2614862C2 |
| Камерная установка доводки расплавленного металла | 1992 |
|
SU1836442A3 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2012 |
|
RU2507273C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2019 |
|
RU2732840C1 |
Изобретение относится к металлургии, конкретно к способу перемешивания металла в сталеразливочных ковшах. Способ включает продувку стали газом через по меньшей мере две продувочные фурмы. Продувку через каждую продувочную фурму осуществляют с различной интенсивностью. Интенсивность изменяют по синусоидальному закону с определенной амплитудой, частотой и смещением по фазе на каждой продувочной фурме. Использование изобретения позволит уменьшить время обработки металла, повысить качество металла, снизить расход даваемых в ковш материалов, уменьшить износ огнеупорной футеровки сталеразливочного ковша. 1 ил.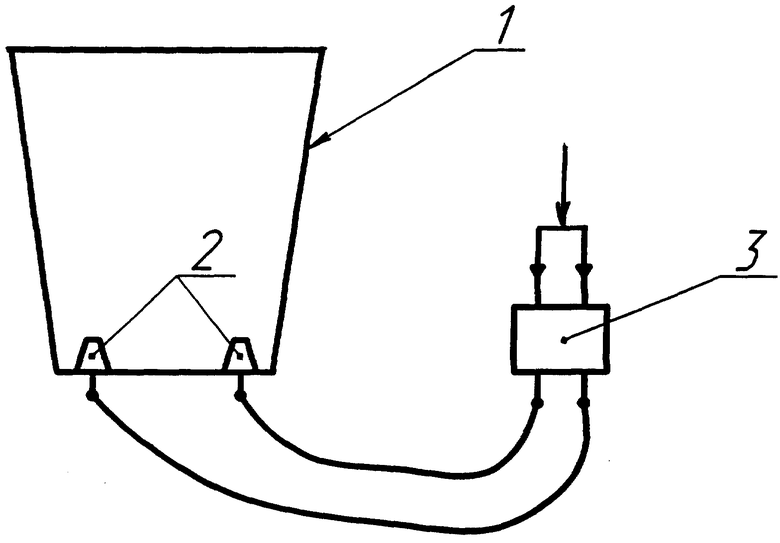
Способ перемешивания стали в ковше, включающий продувку стали газом через по меньшей мере две продувочные фурмы, отличающийся тем, что продувку газом через каждую продувочную фурму осуществляют непрерывно с различной интенсивностью, которую изменяют по синусоидальному закону
Jn=Jn°+An·Sin·(ωt+ϕ),
где Jn - интенсивность продувки, л/мин;
Jn° - номинальная интенсивность, л/мин;
An - амплитуда, л/мин;
ω - частота, л/мин;
t - время продувки, мин;
ϕ - смещение по фазе, рад.,
при этом осуществляют выбор номинальной интенсивности (Jn°) продувки и амплитуды (An) на каждой фурме не ниже 1/3 от номинальной интенсивности и не выше технологически допустимого значения максимальной интенсивности (Jn).
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
| Способ продувки металла в ковше нейтральным газом | 1991 |
|
SU1788034A1 |
| Способ передела чугуна в конвертере | 1981 |
|
SU1024509A1 |
| US 3791813 A, 12.02.1974 | |||
| JP 6235018 А, 23.08.1994. | |||

