Выплавка и внепечная обработка суперчистой стали
Материал огнеупоров стальковша должен состоять из периклазоуглерода (MgO-C).
Известны различные решения в технологии первичного раскисления стали на выпуске из сталеплавильного агрегата. Первичное раскисление различными раскислителями (алюминий, ферросилиций, ферромарганец) и в том числе комплексных раскислителей (ферросиликомарганец, силикокальций, ферросликоалюминий и др.). Отсутствует единая концепция первичного раскисления стали с целью получения чистой стали. Часто в концепции преобладает экономическая составляющая в ущерб получения чистой стали и без учета полной экономической эффективности до проката и отгрузки продукции. В данном изобретение главный упор направлен на получения чистой стали, то есть не самого дешевого способа получения стали.
Первичное раскисление стали необходимо производить в следующем порядке: углеродосодержащий материал (расход зависит от марочного содержания углерода), карбид кальция от 0,30 до 0,65 кг/т, алюминий от 1,0 до 1,8 кг/т с CaC2 или от 1,5 до 2,2 кг/т без CaC2. Фракция карбида кальция должна быть 2,0-15 мм, также допускается применения фракции 10-20 мм, но при этом требуется увеличивать расход карбида кальция на 3-7 % для получения равнозначного раскисления. Точный расход карбида кальция и алюминия определяется содержанием в жидком полупродукте растворённого кислорода (от 250 до 1350 ppm). Оптимум по расходу всех отдающих материалов (раскислители, ферросплавы и шлакообразующие) в ковш определяется расчётным путём с использованием термодинамического равновесия «металл-шлак-глаз» и материального баланса или теоретическим путем проведения промышленных плавок (не менее 50 плавок на одну группу марок стали). Первичное раскисление алюминием должно быть определено по необходимому минимуму. В расчёте обязательно учитывается попадание сталеплавильного шлака в ковш (от 50 до 2000 кг), вторичное окисление металла за счёт поступления кислорода из воздуха в жидкий расплав на выпуске плавки, полный химический состав всех применяемых материалов для процессов раскисления, легирования и шлакообразования. Также не обходимо учесть попадание в металл и шлак всех сопутствующих материалов,стартовая засыпка от сталевыпускного отверстия или лётки, остаток шлака или настыль (скрапина) от предыдущих плавок на стенах и дне стальковша, огнеупорный материал стен, дна и зоны шлака ковша, дополнительные добавки в ковш которые не указаны выше и др.
Далее на внепечной обработке в металл вводятся ферросплавы для легирования металла кремнием, марганцем, хрома и другие химические элементы (зависит от требования марочного содержания химических элементов).
Шлакообразование на выпуске плавки производить отдельно от периода раскисления и легирования металла. Для шлакообразования используется известь и глинозёмсодержащие материалы (или флюсы). Использование флюорита на выпуске плавки не производится. Также можно применять два вариант шлакообразования: 1) в два этапа (в начальный период 10-20 % от всей навески шлакообразующих материалов и в конечный период выпуска плавки) 2) в один этап (шлакообразующие материалы отдаются в последнюю очередь после раскислителей и ферросплавов). Первый вариант требует применение несколько промежуточных бункеров на выпуске плавки. По варианту 1 будет минимальное поступление азота из воздуха, поэтому он является преобладающим если требуется производить супер чистую сталь.
Выпуск плавки в ковш производится с применением продувки металла аргоном через продувочные блоки сталеразливочного ковша. Продувка продолжается после выпуска плавки в течение 2-3 минут.
Интенсивность продувки во время выпуска должна быть на максимальном расходе аргона суммарно на все пробки 5,0 – 7,5 л/т·мин), причём включения и выключения аргона производится в автоматическом режиме. Включения аргона должно производится в момент открытия сталевыпускного отверстия в автоматическом режиме. Ручное включения аргона не допускается.
Технология выпуска плавки должна обеспечивать попадание печного шлака не более 2,0 кг/т без технических средств автоматизации выпуска плавки и не более 1,0 кг/т со средствами механизации и автоматизации отсечки сталеплавильного шлака.
Элементы с высоким сродством к кислороду (например, Ce, Zr, Ti и B) должны добавляться в раскисленый металл, то есть не на выпуске плавки, а в период проведения внепечной обработки стали.
Начальное шлакообразование производится на выпуске плавки из сталеплавильного агрегата (описано выше), а корректировка шлака на установках ковш-печь (УКП) и доводки металла (УДМ) производится за счёт небольших добавок извести, алюминиевых гранул или крупки и глинозёмсодержащих материалов (или различных аналогов бокситов). Также имеет место быть исключения ввода глинозёмсодержащего материала на установках внепечной обработки стали за счёт внедрения дифференцированного ввода его на выпуске из сталеплавильного агрегата в зависимости от группы марок стали. Для марок стали с углеродом более 0,1 мас. % допускается не значительное использования глинозёмсодеражщего материала на УКП (не более 0,6 кг/т).
Расчёт расхода шлакообразующих материалов производится путем расчёта с использованием термодинамического равновесия «металл-шлак-глаз» и материального баланса или теоретическим путём проведения промышленных плавок (не менее 50 плавок на одну группу марок стали). В расчёте обязательно учитывается вторичное окисление металла (процесс поступления кислорода из вне в расплав), полный химический состав всех применяемых материалов для процессов раскисления, шлакообразования и разжижения его в ковше.
Химический состав шлака в ковше должен обеспечивать попадания его в зону «жидких шлаков» при температурах 1550-1600°С и содержать следующее количество оксидов (проба шлака в конце внепечной обработки стали на УКП):
- Al2O3 равно от 26 до 30 мас. %;
- CaO равно от 54 до 61 мас. %;
- SiO2 не более или равно 10 мас. % (для кремния в металле более 0,30 мас. %);
- SiO2 не более или равно 6 мас. % (для кремния в металле от 0,15 до 0,30 мас. %);
- SiO2 не более или равно 4 мас. % (для кремния в металле менее 0,15 мас. %);
- MgO от 4,5 до 8,5 мас. %;
- (сумма FeO и MnO) не более или равно 1,0 мас. %;
- TiO2 не более 0,15 (0,20) мас. % (для тонкослябовой УНРС и для марок стали где титан не добавляется);
- целевое отношение (CaO) к (Al2O3) от 1,80 до 2,00;
- целевое отношение (CaO) к (сумма Al2O3 и SiO2) от 1,50 до 1,90.
Должна выдерживаться следующая стратегия по шлаку: чем меньше SiO2, FeO и MnO, тем меньше оксидных неметаллических включений в стали раскисленной алюминием. Не допускать содержания MgO в шлаке менее 4,0 и более 9,0 мас. % с целью исключения повышенного износа футеровки ковша или образования тугоплавкой магниевой шпинели (MgAl2O4) в металле соответственно.
Технология внепечной обработки стали в ковше производится продувкой инертным газом (аргон газообразный по ГОСТ 10157, сорт 1 или высший с массовой долей аргона не менее 99,9%) по следующему режиму.
Расход аргона на каждый продувочный блок должен быть примерно одинаковым. Контроль качества продувки контролируется визуально по оголенным пятнам металла в зоне продувки или с использованием специально инфракрасной цифровой камеры или других аналогов позволяющих оцифровать площадь пятна продувки или фиксировать факт оголения расплава в ковше.
Для отработки данной технологии, а также её возможности мониторить и контролировать необходимо на каждую продувочную пробку для всех рабочих позиций УКП и вакууматора установить цифровые расходомеры с возможностью передачи данных на 1-й уровень автоматизации цеха.
Рекомендуемое минимальное количество продувочных фурм для надлежащей технологичности продувки металла в зависимости от ёмкость сталеразливочных ковшей представлено в таблице 1.
Таблица 1. Минимальное количество продувочных фурм для соответствующей ёмкости сталеразливочного ковша
В таблице 2 представлен режим продувки расплава в сталеразливочном ковше через расход инертного газа (л/т⋅мин) и диаметр пятна продувки (мм). Режимы мягкой и очистительной продувки обеспечивают минимальное поступление кислорода в расплава (на уровне не более 0,2 кг/т или стремящемуся к нулю) главной целью которого является обеспечения производства стали с ультранизким содержанием оксидных неметаллических включений (чистая, сверхчистая и супер чистая сталь).
Таблица 2. Карта продувки сталеразливочного ковша инертным газом для производства суперчистой стали (режимы продувки металла в ковше)
технологические операции
(раздув продувочных блоков до ввода алюминиевой проволоки)
Усреднительная продувка (сильная десульфурация)
не более 7,5
Режим нагрева, добавка материалов, средняя десульфурация и сильное охлаждение металла
не более 3,8
Режим нагрева, добавка материалов
не более 2,5
Ввод модифицирующей проволоки и перемешивание
не более 1,9
(без оголения металла)
(перед передачей ковша на УНРС)
не более 1,2
(на одну продувочную фурму)
(считается после проведения процесса модифицирования или ввода кальцийсодержащей проволоки в расплав)
(на одну продувочную фурму)
* в случаях оголения металла расход газа должен снижаться
Расход инертного газа более чем указано в таблице 2 допускается в случаях соблюдения диаметра продувочного пятна, для случаев утечек газа.
После того как сера в металле будет достигнута до требований значений ниже 30 ppm, интенсивность продувки снижается таким образом, чтобы исключить вторичное окисление расплава через атмосферу воздуха.
Для расчета средней интенсивности продувки на УКП учёт производить с момента ввода алюминия в ковш, который расходуется на легирование металла. Средний расход газа на одну продувочную фурму должен составлять не более 1,3 л/т⋅мин, при условии нормальной продувки инертного газа через продувочные блоки.
Критический расход газа – 1,6 л/т⋅мин. Критический расход газа – это расход инертного газа выше которого эффективность и скорость удаления неметаллических включений из расплава не увеличивается, при этом расходе увеличивается содержание в расплаве включений за счёт вторичного окисления металла и окисления алюминия, т.е. угар алюминия в металле будет увеличиваться. При критическом расходе поступления кислорода из воздуха составляет значение более 0,2 кг/т. Не допускается увеличивать расход инертного газа в период очистительной продувки даже на 0,2 л/т⋅мин с целью оптимизации температуры расплава. Поэтому температурные режимы нагрева и охлаждения металла должны быть за ранее отработаны устоявшейся технологией до внедрения технологии производства суперчистой стали.
Дополнительные условия производства чистой стали на УКП и ВД:
1. На выпуске плавки и в процессе внепечной обработки металла не осуществлять замену ферросилиция на карбид кремния (SiC). Причины не применения SiC следующие.
- карбид кремния является устойчивым химическим соединением с температурой плавления 2600°С по сравнению с ферросилицием 65 (1300°С), что требует дополнительной энергии на его расплавления;
- в состав материалов под названием карбид кремния входит кварцевый песок (SiO2) от 8 до 20 мас.%, что негативно сказывается на получении оптимального шлака в ковше с низкой концентрацией SiO2, а шлак где присутствует материал с локальной концентрацией SiO2 создаются окислительные условия, приводящие к загрязнению металла неметаллическими включениями;
- формируется гетерогенный (неоднородный) карбидный шлак в ковше который имеет большую склонность к запутыванию в металле вследствие повышенной работы адгезии.
2. Перед началом внепечной обработки содержания общего алюминия не должно превышать 0,05 мас. %.
3. Начальная температура стали на УКП должна быть не ниже 1550°С.
4. Не производить применения карбида кальция или кремния для раскисления шлака, а также для минимизации влияния сталеплавильного шлака попавшего в ковш. В том случае используются алюминиевые гранулы или их аналоги (крупка, сечка и др.).
5. Точная настройка содержания алюминия в металле производится только алюминиевой катанкой.
6. Шлак в ковше должен быть жидким на протяжении всего времени внепечной обработки. Процесс шлакообразования (наведение шлака) также необходимо контролировать по цвету. Хороший шлак имеет белый цвет или зелёный оттенок.
7. Ввод алюминия для легирования металла производится в начальный период внепечной обработки стали. Ввод последней порции алюминия осуществлять не позднее, чем за 20-30 минут (зависит от ёмкости ковша) до отдачи ковша на разливку, обеспечивая при этом необходимый перегрев металла без увеличения интенсивности продувки аргоном (согласно таблицы 2).
8. В случаях повышенного поступления кислорода из воздуха в металл более чем 0,2 кг/т необходимо отрегулировать интенсивность отсоса газов на газоочистке установки ковш-печь. Особенно это важно после проведения капитальных ремонтов газоочистки УКП или очистки системы газоочистки цеха.
9. Перед вакуумированием металла шлак не скачивать (не отливать).
10. Отлив шлака производить только с целью удаления печного (конвертерного) шлака попавшего в период выпуска плавки из сталеплавильного агрегата перед началом внепечной обработки стали.
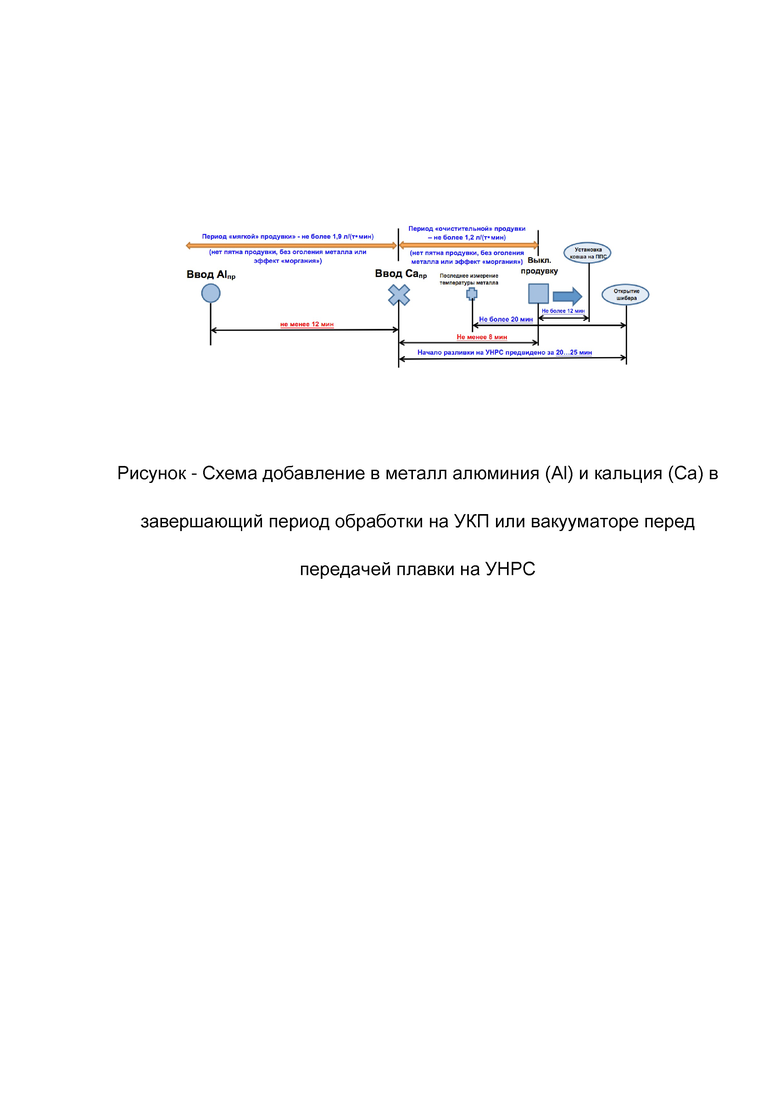
11. Для того чтобы достичь высокой степени чистоты стали по оксидам, необходимо соблюдать временные интервалы согласно приложенной схемы (см. рис.1).
12. Продолжительность между вводом алюминием (Al) и кальция (Ca) необходимо выдерживать большим. Для сталеразливочных ковшей емкостью до 210 тонн время требуется выдерживать не менее 12 мин. Для сталеразливочных ковшей емкостью более 210 тонн время требуется выдерживать не менее 14 мин.
13. Перед вводом в металл кальция (Ca), содержания связанного алюминия (Alокс) должно быть менее 20 ppm и серы менее 50 ppm. Расход кальция на модифицирование включений должен обеспечить попадание в отношение общего содержания кальция к алюминию общего или связанного в стальковше [Ca]/[Al] равно от 0,08 до 0,14 или (СаO)/(Alокс) равно от 0,8 до 1,4 и в промковше [Ca]/[Al] равно от 0,06 до 0,10 или (СаO)/(Alокс) равно от 0,6 до 1,0.
14. Перед передачей плавки на вакууматор содержание алюминия должно быть такое чтобы после проведения вакуумирования его больше не добавлять, а в случае его добавки, но не более чем на 0,01 мас. % необходимо выдержать временные выдержки по продувке инертным газом согласно рис.1. В случае добавки алюминия в металл после вакуумирования более чем на 0,01 мас.% получить суперчистую сталь с низким содержанием оксидных неметаллических включений будет проблематичным.
15. Скорость нагрева на УКП должна быть отрегулирована таким образом, чтобы температура жидкой стали была больше на 8 – 10°С с которой ковш будет направлен на УНРС до начала обработки кальцием.
16. Необходимо выдерживать соответствующую скорость ввода кальцийсодержащей проволоки в металл (ориентировочная скорость около 220 +/- 20 м/мин).
17. Очистительная продувка металла с суммарным расходом инертного газа не более 1,2 л/т⋅мин после ввода кальция не менее 8 мин (чем больше продолжительность, тем лучше). Для сталеразливочных ковшей емкостью более 210 тонн данное время требуется выдерживать не менее 10 мин.
18. Перед передачей металла на УНРС после УКП или ВД утепление ковша осуществляют с использованием теплоизолятора с низкой концентрацией SiO2 ,так как шлак с полной основностью (CaO)/(сумма Al2O3 и SiO2) от 1,50 до 1,90 имеет удовлетворительные теплоизолирующие свойства по сравнению со шлаком с основностью менее 1,50.
Непрерывная разливка «чистой стали» на УНРС
Ниже перечислены мероприятия которые необходимо выполнить для разливки чистого металла на УНРС с целью минимизации ухудшения чистоты стали по оксидным и сульфидным включениями.
1. Мероприятия снижающие вторичное окисление металла во время разливки на УНРС:
- защита расплава от поступления кислорода из воздуха через шиберные плиты и плиту-коллектор, стальную обечайку коллектора, в стык стакан-коллектора и защитной трубы, оголенные участки металла и/или через укрывной шлак (подача аргона и организация процесса разливки металла на УНРС исключающие поступления кислорода из воздуха и др.);
- применения промежуточного ковша который исключал оголение расплава и замешивание шлака с металлом во время серийно разливки на УНРС по технологии “плавка на плавку” или минимизация неблагоприятных турбулентных потоков металла нутри ковша;
- внедрения мероприятий по обслуживанию и обороту сталеразливочных ковшей, и качеству стартовой смеси исключающих прожигание шибера ковша кислородом;
- организация производства на УНРС таким образом, чтобы все технологические операции минимизировали процесс вторичного окисления (открытие трубы над уровнем шлака, отбор пробы металла и шлака, измерение концентрации водорода и растворенного кислорода, отбор специальных проб для контроля содержания неметаллических включений, чрезмерная продувка металла в промковше инертным газом, технология набора уровня металла в промковше после стыковки с новой плавкой и др.);
- применяемые шлакообразующие материалы в промковше должны не окислять металла во время разливки (для ассимиляторов SiO2 не более или равно 10 мас.%, теплоизоляторов SiO2 не более или равно 40 мас.%, для обоих материалов TiO2 не более или равно 1,0 мас.%).
2. Во время разливки должно быть исключено попадание ковшевого шлака в котором содержится сульфид кальция (CaS). Попавший ковшевой шлак в промковш может быть обнаружен в чистом виде в литом металле, а также может увеличивать содержания в металле как экзогенных и так эндогенных неметаллических включений (оксиды и сульфиды). Поэтому в технологии непрерывной разливки должна применяться технология автоматической отсечки ковшевого шлака в комплексе с профилированным дном стальковша в период доливания плавки которая может быть сбалансирована как по качеству (минимальное количество попавшего шлака в промковш) и так по производительности (минимальный остаток металла в сталеразливочном ковше). Также для шлакообразующих смесей промковша (ассимилятор и теплоизолятор) содержание серы должно быть не более 0,5 мас. %.
3. Применения стаканов типа SES (submerged entry shroud) для разливки суперчистой стали по причине исключения дополнительного источника поступления кислорода из воздуха в металла через стык погружного стакана и стакан-дозатора.
4. Контроль уровня металла необходимо осуществлять электромагнитным методом вместо радиоизотопного (точность контроля выше в 2-3 раза: +/- 1,0 мм). Это позволит минимизировать как колебания уровня металла в кристаллизаторе, так и захват расплавившегося шлака в непрерывнолитой слиток.
Оперативная оценка защиты металла от вторичного окисления на УНРС
Во время разливки чистой стали на УНРС рекомендуется контролировать уровень вторичного окисления по следующим показателям:
1. Прирост азота металла (дельта N). Цель не более 5 ppm.
2. Анализ по изменению содержанию химических элементов в стали (Al, Si, Mn). Цель - потеря Al не более 60 ppm и прирост Si не более 50 ppm.
3. Контроль связанного алюминия (Alокс). Цель не более 20 ppm.
4. Косвенное ухудшение работы ШОС в кристаллизаторе и образование поверхностных дефектов на слябе/заготовке (поверхностные дефекты на непрерывнолитом металле есть или нет).
Данный контроль и оценка позволяют осуществлять оперативный поиск проблем в технологии производства суперчистой стали с разливкой на УНРС с целью возможности эффективной корректировки технологии производства чистой стали.
Уточненный перечень контролируемых параметров технологии производства «Чистая сталь»
Чистота стали контролируется в ходе всех технологических операций производства стали. Этот контроль включает 25 ключевых контролируемых параметров:
1. Усвоение кремния [Si] на выпуске плавки (цель более 80 %);
2. Сумма (FeO) и (MnO) в первой пробе шлака (в начале внепечной обработки на УКП, цель менее 4,0 мас. %);
3. Содержания общего алюминия [Alобщ] в первой пробе на УКП (цель от 0,005 до 0,015 мас.%);
4. Прирост фосфора [P] в сталеразливочном ковше без учета прихода фосфора из ферросплавов (цель не более 20 ppm);
5. Рост титана [Ti] в пробах металла и шлака из сталеразливочного ковша (цель не более 15 ppm);
6. Интенсивность продувки расплава инертным газом от момента времени ввода первой порции алюминия до последней завершения обработки на УКП (цель не более 2,5 л/т·мин);
7. Интенсивность аргоновой продувки от момента ввода последней порции алюминия и ввода кальция (цель не более 1,9 л/т·мин);
8. Интенсивность аргоновой продувки от момента ввода кальция до отключения продувки (цель не более 1,2 л/т·мин);
9. Продолжительность между отдачей алюминиевой и кальцийсодержащей проволоки (цель не менее 12 минут);
10. Продолжительность «очистительной» продувки расплава после ввода кальция (цель не менее 8 минут);
11. Химический состав рафинировочного шлака (Al2O3, CaO, SiO2, MgO и сумма FeO и MnO):
Al2O3 равно от 26 до 30 мас. %;
CaO равно от 54 до 61 мас. %;
SiO2 не более или равно 10 мас. % (для кремния в металле более 0,30 мас .%);
SiO2 не более или равно 6 мас. % (для кремния в металле от 0,15 до 0,30 мас .%);
SiO2 не более или равно 4 мас. % (для кремния в металле менее 0,15 мас .%);
MgO равно от 4,5 до 8,5 мас. %;
(сумма FeO и MnO) не более или равно 1,0 мас. %;
TiO2 не более 0,15 (0,20) мас. % (для тонкослябовой УНРС и для марок стали где титан не добавляется).
1. Отношение общего содержания кальция к алюминию общего или связанного в стальковше [Ca]/[Al] равно от 0,08 до 0,14 или (СаO)/(Alокс) равно от 0,8 до 1,4 и в промковше [Ca]/[Al] равно от 0,06 до 0,10 или (СаO)/(Alокс) равно от 0,6 до 1,0;
2. Водород в промежуточном ковше (цель 1 - менее 7,0 ppm и цель 2 - менее 2,0 ppm, зависит от марки стали и типа применяемых ШОС в кристаллизаторе);
3. Прирост кремния между пробами стальковша и промковша (цель не более 50 ppm);
4. Потеря алюминия между пробами промковша и стальковша (цель не более 60 ppm);
5. Мониторинг произведения в мас. % [Al]X[N]X104 в промежуточном ковше (цель не более 2,0);
6. Мониторинг прироста азота в промежуточном ковше (цель не более 5 ppm);
7. Мониторинг прироста серы в промковше (цель не более 2 ppm);
8. Уровень металла в промковше (не допущение снижения уровня металла в промковше ниже 25 % от установленного рабочего уровня);
9. Факт скачивание (отлив) шлака из промежуточного ковша (фиксирование факта отлива шлака из промковша);
10. Факт прожигания шибера кислородом (фиксирование факта прожигания шибера кислородом);
11. Среднеквадратичное отклонение уровня металла в кристаллизаторе (STD не более 0,6);
12. Планируемое время прибытия сталеразливочного ковша на подъемно-поворотный стенд УНРС (цель не более 12 минут от отключения аргона на сталькоше на внепечной обработки стали);
13. Требуемая температура стали (перед подъемом ковша на УНРС отклонение не более -2 и +3°С);
14. Учёт теплового состояния каждого сталеразливочного ковша (количество плавок, задержки и простои, ремонты, реальная температура футеровки ковша и др.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ С ПОСЛЕДУЮЩЕЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ В ЗАГОТОВКУ МАЛОГО СЕЧЕНИЯ | 2011 |
|
RU2460807C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2517626C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ КОРДОВОГО КАЧЕСТВА | 2008 |
|
RU2378391C1 |
| Способ производства трубной стали | 2016 |
|
RU2640108C1 |
| Способ производства низкокремнистой стали | 2023 |
|
RU2818526C1 |
| Способ внепечной обработки стали | 2015 |
|
RU2607877C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ КОРДОВОГО КАЧЕСТВА | 2004 |
|
RU2269579C1 |
| Способ внепечной обработки стали в ковше | 2020 |
|
RU2735697C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2018 |
|
RU2681961C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ | 2013 |
|
RU2533263C1 |
Изобретение относится к области чёрной металлургии и, в частности, к технологии производства суперчистой стали, раскисленной алюминием, для производства высококачественной металлопродукции, которая включает мониторинг всех этапов производства от выпуска жидкого полупродукта из сталеплавильного агрегата, внепечной обработки до разливки стали и кристаллизации слитка в кристаллизаторе установки непрерывной разливки стали (УНРС). Изобретение позволяет получить гарантировано суперчистую сталь с низким содержанием оксидных и сульфидных неметаллических включений размером менее 20 мкм с учетом химического состава всех материалов и сред, соприкасающихся с жидким металлом в сталеразливочном и промежуточном ковшах, а также обеспечить стабильный и достаточно высокий выход годной продукции без поверхностных и внутренних сталеплавильных дефектов в металлопрокате. 12 з.п. ф-лы, 2 табл., 1 ил.
1. Способ производства суперчистой стали, раскисленной алюминием, для производства высококачественной металлопродукции, включающий выплавку металла в кислородном конвертере или в дуговой сталеплавильной печи, выпуск плавки в сталеразливочный ковш, внепечную обработку жидкого металла на установке ковш-печь (УКП) и вакууматоре, выпуск жидкого металла в промежуточный ковша и разливку стали на УНРС, отличающийся тем, что на этапе выпуска плавки в сталеразливочный ковш осуществляют раскисление и продувку, причем раскисление осуществляют в следующем порядке ввода раскислителей: углеродосодержащий материал, карбид кальция фракцией 2,0-15 мм от 0,30 до 0,65 кг/т, алюминий от 1,0 до 1,8 кг/т с CaC2 или от 1,5 до 2,2 кг/т без CaC2, а продувку - на максимальном расходе аргона с интенсивностью не менее 5,0-7,5 л/т⋅мин, на этапе внепечной обработки жидкого металла вводят алюминий и кальций, при этом продолжительность между вводом алюминия и кальция выдерживают не менее 12 минут, при этом перед вводом в металл кальция, содержание неметаллических связанного алюминия (Alокс) составляет менее 20 ppm и серы менее 50 ppm, а расход кальция на модифицирование неметаллических включений выбран из условия обеспечения отношения общего содержания кальция к алюминию общему или связанному в сталеразливочном ковше [Ca]/[Al] равным от 0,08 до 0,14 или (СаO)/(Alокс) равным от 0,8 до 1,4 и в промежуточном ковше [Ca]/[Al] равным от 0,06 до 0,10 или (СаO)/(Alокс) равным от 0,6 до 1,0, при этом после ввода последней порции алюминия осуществляют режим мягкой продувки не менее 12 мин с обеспечением минимального поступления кислорода в жидкий металл за счёт подачи аргона с интенсивностью не более 1,9 л/т·мин без видимого пятна продувки, а после ввода кальция осуществляют режим очистительной продувки не менее 8 мин с обеспечением минимального поступления кислорода в жидкий металл за счёт подачи аргона с интенсивностью не более 1,2 л/т·мин без видимого пятна продувки.
2. Способ по п.1, отличающийся тем, что дополнительно осуществляют легирование жидкого металла ферросплавами, при этом при выпуске плавки отдельно от периода раскисления и легирования осуществляют шлакообразование с использованием промежуточных бункеров путем подачи 10-20% от всей навески шлакообразующих в начальный период выпуска плавки и оставшуюся навеску в конце выпуска плавки или после раскислителей и ферросплавов подают всю навеску шлакообразующих.
3. Способ по п.1, отличающийся тем, что выпуск плавки в сталеразливочный ковш осуществляют с обеспечением попадания печного шлака не более 2,0 кг/т без технических средств автоматизации выпуска плавки и не более 1,0 кг/т со средствами механизации и автоматизации отсечки сталеплавильного шлака.
4. Способ по п.1, отличающийся тем, что химический состав шлака в конце внепечной обработки жидкого металла на УКП следующий, мас.%:
Al2O3 26-30;
CaO 54-61;
SiO2 не более или равно 10, при содержании кремния в металле более 0,30 мас.%;
SiO2 не более или равно 6, при содержании кремния в металле от 0,15 до 0,30 мас.%;
SiO2 не более или равно 4, при содержании кремния в металле менее 0,15 мас.%;
MgO 4,5-8,5;
сумма FeO и MnO не более или равно 1,0;
TiO2 не более 0,15;
(CaO) / (Al2O3) 1,80-2,00;
(CaO) / (сумма Al2O3 и SiO2) 1,50-1,90.
5. Способ по п.1, отличающийся тем, что при выпуске плавки и в процессе внепечной обработки металла используют только кремнийсодержащие ферросплавы в виде феррослиция и ферросиликомарганца.
6. Способ по п.1, отличающийся тем, что перед началом внепечной обработки содержание общего алюминия не превышает 0,05 мас.%.
7. Способ по п.1, отличающийся тем, что ввод последней порции алюминия на УКП или вакууматор осуществляют не позднее, чем за 25 минут до начала выпуска плавки в промежуточный ковш с обеспечением необходимого перегрева металла без увеличения интенсивности продувки расплава аргоном не более 1,2 л/т⋅мин.
8. Способ по п.1, отличающийся тем, что перед вакуумированием жидкого металла шлак скачивают при необходимости удаления сталеплавильного печного шлака.
9. Способ по п.1, отличающийся тем, что перед передачей металла на УНРС после УКП или вакууматора осуществляют утепление промежуточного ковша с использованием теплоизолятора с концентрацией SiO2 не более 40 мас.%.
10. Способ по п.1, отличающийся тем, что для предотвращения процесса вторичного окисления на УНРС осуществляют защиту расплава от поступления кислорода из воздуха через шиберные плиты и плиту-коллектор, стальную обечайку коллектора, стык стакана-коллектора и защитной трубы; применяют промежуточный ковш для предотвращения оголения расплава и замешивания шлака с металлом во время серийной разливки на УНРС по технологии плавка на плавку или минимизирования неблагоприятных турбулентных потоков металла внутри ковша; минимизируют процесс вторичного окисления металла при открытии трубы над уровнем шлака, отборе проб металла и шлака, измерении концентрации водорода и растворенного кислорода, отборе проб для контроля содержания неметаллических включений, при наборе уровня металла в промежуточном ковше после стыковки с новой плавкой.
11. Способ по п.1, отличающийся тем, что в промежуточном ковше используют шлакообразующие материалы, которые не окисляют металл во время разливки: для ассимиляторов SiO2 не более или равно 10 мас.%, для теплоизоляторов SiO2 не более или равно 40 мас.%, для обоих материалов TiO2 не более или равно 1,0 мас.%.
12. Способ по п.1, отличающийся тем, что для разливки суперчистой стали используют погружной разливочный стакан для исключения поступления дополнительного источника кислорода из воздуха в металл через стык погружного стакана и стакан-дозатора.
13. Способ по п.1, отличающийся тем, что контроль уровня металла в кристаллизаторе УНРС осуществляют электромагнитным методом для минимизирования колебаний уровня металла в кристаллизаторе и захвата расплавившегося шлака в непрерывнолитой слиток.
| КАБЛУКОВСКИЙ А.Ф | |||
| Производство электростали и ферросплавов | |||
| М., ИКЦ "Академкнига", 2003, с.362-374, с.395-397, с.414-423, с | |||
| Самоцентрирующийся лабиринтовый сальник | 1925 |
|
SU423A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2255983C1 |
| СПОСОБ ВЫПЛАВКИ И ВНЕПЕЧНОЙ ОБРАБОТКИ ВЫСОКОКАЧЕСТВЕННОЙ РЕЛЬСОВОЙ СТАЛИ | 2012 |
|
RU2525969C2 |
| US 4802918 A1, 07.02.1989 | |||
| CN 102443670 В, 09.12.2015. | |||

