Способ относится к черной металлургии, а именно, к внепечной обработке стали продувкой нейтральными газами.
Целью изобретения являются улучшение разливаемости стали и улучшение ее качества путем интенсификации ее перемешивания за счет роста доли объема металла в ковше, охватываемого зоной барбо- тажа.
Сущность способа заключается в том, что в ходе продувки дополнительно производят перемещение фурмы в поперечном направлении к плоскости изменения угла наклона фурмы к вертикали в пределах области, ограниченной окружностью с центром на оси ковша и диаметром, составляющим не более 0,75 максимального диаметра ковша по футеровке, причем угловая скорость поперечного перемещения фурмы составляет 0,5 ... 1,5 градуса в секунду и равна скорости изменения угла наклона фурмы к вертикали.
При движении фурмы в поперечном направлении с одновременным изменением угла наклона фурмы к вертикали с заявляемыми значениями параметров перемещения, зона барботажа попадает в различные точки объема металла в ковше, что препятствует образованию застойных зон и приводит к увеличению практически до 100% доли металла, подвергающейся механическому воздействию пузырей нейтрального газа, а также к росту скорости движения циркуляционных потоков.
VI
00
00
о
со
Ограничение области перемещения фурмы в ходе продувки в ковше выбрано исходя из следующих соображений.
Экспериментально установлено, что диаметр зоны барботажа D при продувке составляет.
D (0,5... 1,0)р° 4где:
q - интенсивность продувки нейтральным газом, м /мин.
В целях предохранения огнеупорной футеровки ковша от интенсивного эрозионного износа центр зоны барботажа на поверхности ванны должен отстоять от стенок ковша на-расстоянии t S D/2, что в случае г D/2 составляет около 0,125 максимального диаметра ковша. При выходе фурмы за пределы области, ограниченной окружностью с Центром на оси ковша и диаметром 0,75 максимального диаметра ковша усилится размывание футеровки газожидкостными потоками при приближении к ней зоны барботажа,
Скорость перемещения фурмы в плоскости наклона и втюперечном направлении одинакова и равна скорости перемещения зоны барботажа в объеме металла, которая выбирается из условия, что за время всплывания пузырей нейтрального газа на поверхность металла зона барботажа сместится на расстояние, равное ее диаметру. Это обеспечивает эффективную обработку всего объема металла на пути движения зоны барботажа без увеличения расхода нейтрального газа. Скорость перемещения зоны барботажа о, учитывая экспериментальные данные о периодичности образования пузырей и скорости их всплывания, может быть определена по выражению:
,/25.....50/даб шн
где: Н - глубина барботажа.
С целью удобства реализации способа, линейная скорость перемещения зоны барботажа преобразована в угловую скорость перемещения фурмы в поперечном направлении ив скорость изменения угла наклона фурмы к в ертикали в плоскости наклона; которая изменяется в диапазоне 0,5 .... 1,5 град/с. ;
При перемещении фурмы в поперечном направлении со скоростью менее 0,5 град/с одни и те же объемы металла будут многократно подвергаться действию всплывающих пузырей нейтрального газа, тогда как объемы металла, удаленные от зоны барботажа, будут перемешиваться слабо. Это приведет к увеличению расхода нейтрального таза и продолжительности продувки.
-, м/мин
При перемещении фурмы в поперечном направлении со скоростью более 1,5 град/с между всплывающими пузырями будут оставаться объемы металла, не охваченные зоной барботажа, что в конечном счете отрицательно скажется на разливаемости стали.
Кроме того, при перемещении фурмы со скоростью, превышающей 1,5 град/с, суще ственно возрастает сопротивление движению фурмы со стороны жидкого металла, что приведет к ее изгибу, разрушению огнеупорной футеровки фурмы и выходу последней из строя.
При скорости изменения угла наклона фурмы к вертикали менее 0,5 град/с и более 1,5 град/с будут иметь место аналогичные недостатки.
В пределах указанной выше области перемещения зоны барботажа (фурмы) может осуществляться по любой траектории (спиральной, пилообразной, синусоиде и др.) в ручном или автоматическом режиме, как непрерывно, так и дискретно. При этом, например, в случае перемещения зоны барботажа по спиральной траектории, параллельные между собой участки траектории должны отстоять один от другого на расстоянии (5, м, определяемым из выражения:
5 (0,15-0,18)q° 4
Соблюдение указанного расстояния обеспечит максимальную эффективность обработки металла нейтральным газом.
При продувке легированных сталей центр зоны барботажа должен проходить каждую точку траектории столько раз, сколько легирующих элементов в процентах от массы металла присажено в сталь.
В этом случае достигается максимальное усвоение ее легирующих элементов при минимальной продолжительности обработки металла в ковше нейтральным газом. Ниже приводятся конкретные примеры
осуществления заявляемого способа.
П р и м е р 1. Фурму устанавливают под ковшом с жидкой сталью, который имеет максимальный диаметр 4,3 м. После начала истечения из фурмы нейтрального газа или
газопорошковой струи ее погружают в металл вертикально на глубину до 4,5 м на расстоянии 0,6 м т.е. 0,25 радиуса от стенки ковша и включает механизм наклона фурмы и вертикали. Скорость изменения угла наклона фурмы а составляет 1 град/с, а плоскость наклона фурмы проходит через ось ковша к вертикали на 7°, механизм наклона выключают и стрелу с фурмой поворачивают вправо на угол р 15° с угловой скоростью
1 град/с, а затем направление ее поворота изменяют на противоположное. Влево фурму поворачивают с той же угловой скоростью на угол а 30°, считая от крайнего правого положения, после чего ее снова поворачивают вправо до совпадения с плоскостью наклона фурмы и включают механизм наклона, который работает до достижения величины угла наклона, равной 14°. В этом положении механизм наклона фурмы выключают и стрелу с фурмой поворачивают вправо на угол 14° с угловой скоростью 1 град/с, а затем направление ее поворота изменяют на противоположное. Влево фурму поворачивают с той же угловой скоростью на угол 28°, считая от крайнего правого положения, после чего ее снова поворачивают вправо до совпадения с плоскостью наклона фурмы и включают механизм наклона, который работает до достижения величины угла наклона, равной 21°. При этом угле наклона осуществляют повороты стрелы в последовательности, описанной для угла наклона к вертикали 14° и после совпадения стрелы с плоскостью наклона фурмы при ее повороте из крайнего левого положения вправо, увеличивают с 21° до 28°, а затем, не поворачивая стрелу, уменьшают до21°. При этом значении угла стрелу с фурмой поворачивают в последовательности, описанной выше, после чего уменьшают сначала до 14°, а затем до 7°, осуществляя повороты стрелы при каждом значении угла. Последним этапом заявляемого способа в приведенном примере является возврат фурмы в положение, при котором а 0, ее извлечение из ковша с металлом и прекращение подачи газопорошковой смеси или нейтрального газа.
П р и м е р 2. После погружения в ковш с жидкой сталью фурму наклоняют к вертикали на угол а 7° и затем осуществляют поворот стрелы вправо от плоскости наклона на угол f 14°.
При достижении указанного значения угла поворота узугол наклона фурмы «увеличивают до 14° и поворачивают стрелу с фурмой влево на угол р 28°, после чего снова увеличивают угол наклона «до 21° с последующим поворотом стрелы вправо на 26°. При достижении стрелой с фурмой этого значения угла (р, осуществляют поворот фурмы влево до плоскости, проходящей ч е- рез ось ковша и ось поворота стрелы, затем наклоняют фурму на угол 28° с последующим уменьшением величины угла а до 21°. В дальнейшем все действия со стрелой и фурмой производят в последовательности,
обратной описанной выше. В обоих случаях интенсивность продувки стали : нейтральным газом составляла около 1 м3/мин. Время продувки для достижения требуемой
температуры металла и выравнивания его химсостава (при одинаковых начальный температуре и химическом составе) составляло 5,6 мин.
При обычных условиях продувки (перемещение фурмы только в одной плоскости путем изменения а) продолжительность продувки для достижения тех же конечных результатов составляет 8-10 мин.
С целью оценки разливаемости стали,
обработанной в ковше нейтральным газом по заявляемому способу и способу-прототипу проанализировали состояние сталераз- ливочных ковшей. Установлено, что при разливке стали, обработанной по заявляемому способу, ни в одном из ковшей не оставалось скрапин, тогда как при разливке стали, обработанной по способу-прототипу 30% ковшей оказались заскрапленными, несмотря на более высокую (в среднем на
6°) температуру металла в ковше.
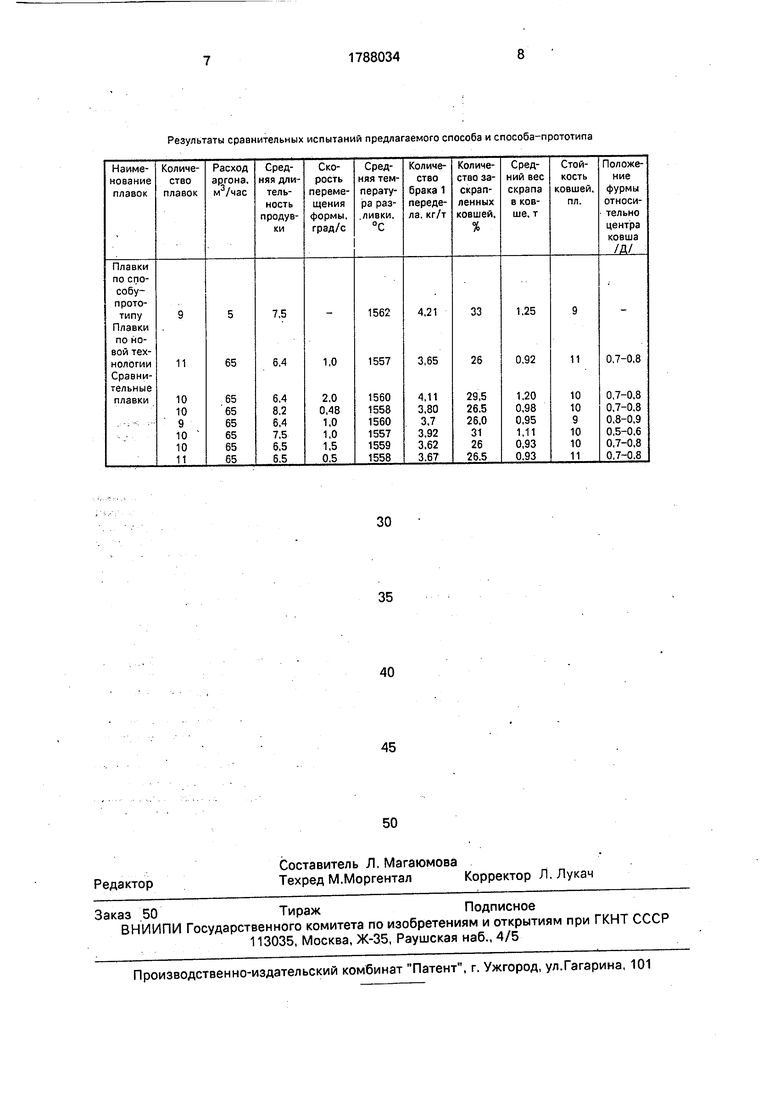
Данные опытного опробования способа представлены в таблице.
Обработка стали в ковше нейтральным газом по заявляемому способу позволяет
интенсифицировать процесс ее перемешивания без увеличения расхода газа, улучшить разливаемость стали, снизить заскрапленность ковшей на 7%, уменьшив средний вес скрапа в ковше на 0,33 т, а
также снизить количество брака 1 передела на 0,56 кг/т.
Формула изобретения Способ продувки металла в ковше нейтральным газом, включающий погружение в расплав футерованной фурмы, подачу газа и перемешивание фурмы в металле путем изменения угла ее наклона к вертикали, о т- личающийся тем, что, с целью улучшения
разливаемости стали и улучшения ее качест- ва путем интенсификации ее перемешивания за счет роста доли объема металла в ковше, охватываемого зоной барботажа, фурму дополнительно перемещают в поперечном направлении к плоскости изменения угла наклона фурмы в пределах области, ограниченной окружностью с центром на оси ковша и диаметром, составляю- щ йм 0,7 - 0,8 максимального диаметра
ковша по футеровке, при это м угловая скорость поперечного перемещения фурмы равна угловой скорости наклона фурмы к вертикали и составляет 0,5 - 1,5 град/с.
Результаты сравнительных испытаний предлагаемого способа и способа-прототипа
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продувки металла в ковше | 1988 |
|
SU1719436A1 |
| Способ определения положения погружной фурмы | 1989 |
|
SU1624030A1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2373023C2 |
| Наконечник фурмы | 1990 |
|
SU1756364A1 |
| Ковш | 1977 |
|
SU725810A1 |
| Способ продувки металла кислородом | 1984 |
|
SU1271891A1 |
| ГОРИЗОНТАЛЬНЫЙ КОНВЕРТЕР И СПОСОБ СОВМЕЩЕННОЙ ПЛАВКИ-КОНВЕРТИРОВАНИЯ | 2019 |
|
RU2734613C2 |
| Способ легирования алюминием расплавленной стали | 1978 |
|
SU765373A1 |
| Погружная фурма для продувки металла нейтральным газом | 1988 |
|
SU1650713A1 |
| Сталеплавильная печь | 1988 |
|
SU1638175A1 |
Изобретение может быть использовано в черной металлургии при внепечной обработке стали продувкой нейтральными газами. Сущность: в способе продувки металла в ковше нейтральным газом, включающем перемещение погружной футерованной фурмы в металле при изменении угла наклона ее к вертикали, дополнительно производят перемещение фурмы в поперечном направлении к плоскости изменения угла наклона в пределах области, ограниченной окружностью с центром на оси ковша и диаметром, составляющим 0,7 - 0,8 максимального диаметра ковша по футеровке. При этом скорость поперечного перемещения фурмы равна угловой скорости наклона ее к вертикали и составляет 0,5 - 1,5 град/с. со С
| Ефименко С.П | |||
| и др | |||
| Внепечное рафинирование металла в газлифтах, М.: Металлургия, 1986 г | |||
| Журнал Сталь, № 7, 1988, стр | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Ершов Г.С | |||
| и др | |||
| Свойства металлургических расплавов и их взаимодействие в сталеплавильных процессах | |||
| М.: Металлургия, 1983 | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
