Изобретение относится к области обработки металлов резанием, вращающемуся сборному режущему инструменту для высокоскоростной обработки.
Известен режущий инструмент для обработки торцовых канавок, содержащий корпус с хвостовиком, режущие головки, установленные на направляющих поверхностях корпуса, вставки с режущими пластинами, установленные на направляющих поверхностях головок и перемещаемые с помощью регулировочного винта, при этом упомянутые направляющие поверхности корпуса и головок выполнены с возможностью восприятия центробежных сил, возникающих при вращении режущего инструмента (см. WO 2005/007330, В23В 29/034, 2005).
В известном инструменте осевая регулировка режущей пластины производится до установки головки на корпус режущего инструмента и ограничена возможность перестановки головки по рифлениям в поперечном к ним направлении, что уменьшает диапазон радиальной регулировки положения режущей пластины.
Задача изобретения таким образом состоит в упрощении осевой регулировки и расширении диапазона радиальной регулировки положения режущей пластины.
Поставленная задача решается тем, что в режущем инструменте для обработки торцовых канавок, содержащем корпус с хвостовиком, режущие головки, установленные на направляющих поверхностях корпуса, вставки с режущими пластинами, установленные на направляющих поверхностях головок и перемещаемые с помощью регулировочного винта, при этом упомянутые направляющие поверхности корпуса и головок выполнены с возможностью восприятия центробежных сил, возникающих при вращении режущего инструмента, согласно предложенного изобретения направляющие поверхности головок расположены на корпусе параллельно оси режущего инструмента, а направляющие поверхности вставок выполнены в виде рифлений, расположенных перпендикулярно оси режущего инструмента, при этом поверхность вставки, противолежащая рифлениям, выполнена выпуклой и предназначена для взаимодействия при закреплении вставки на головке с упругой стенкой, выполненной на головке.
Предложенный режущий инструмент представлен на фиг.1-5, на которых:
на фиг.1 показан вид спереди на режущий инструмент для обработки торцовых канавок;
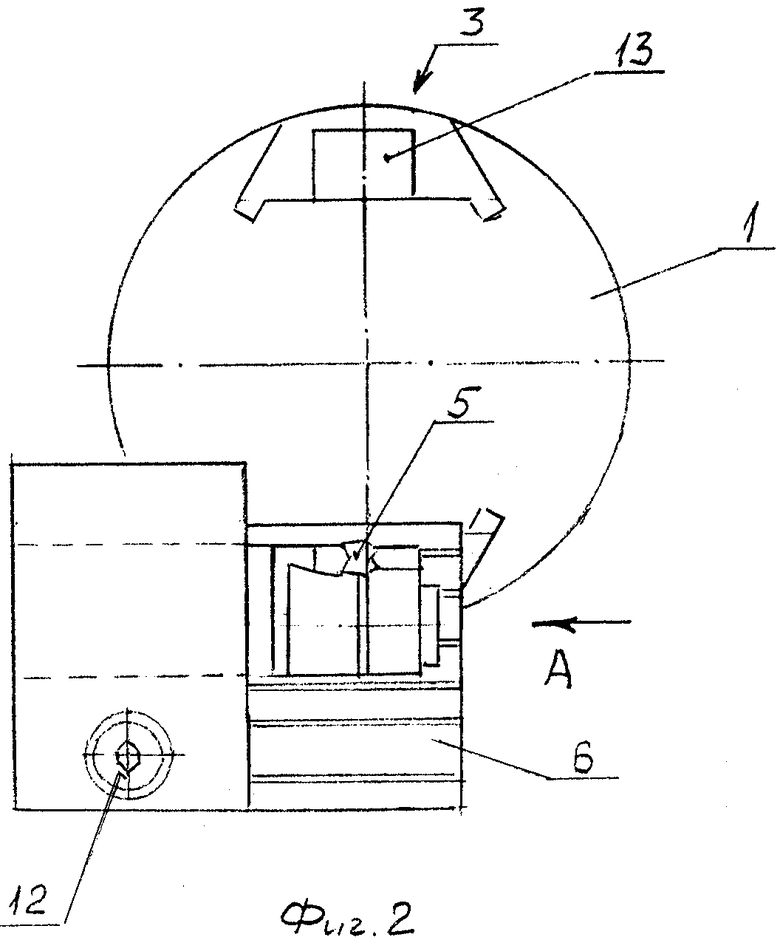
на фиг.2 показан вид сверху на режущий инструмент на фиг.1, на котором для наглядности удалена одна из головок;
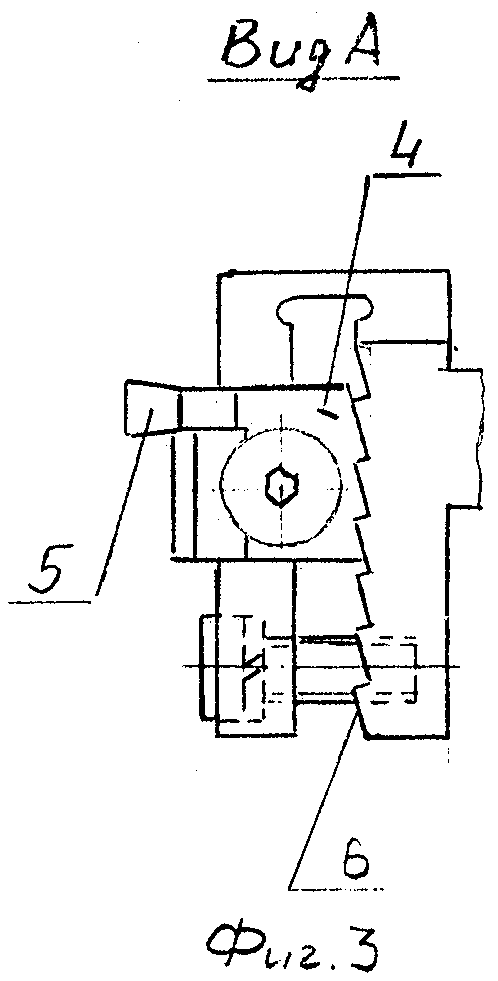
на фиг.3 показан вид А на фиг.2;
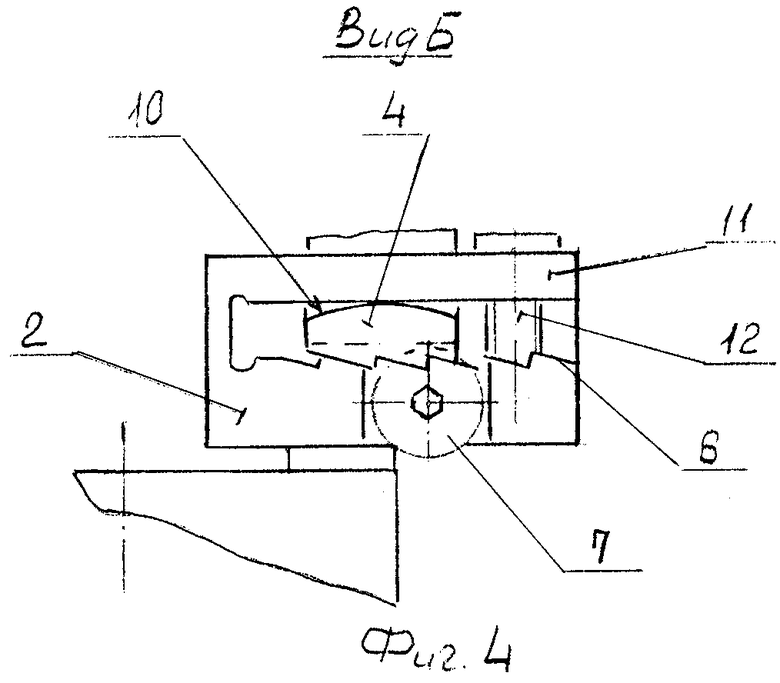
на фиг.4 показан вид Б на фиг.1;
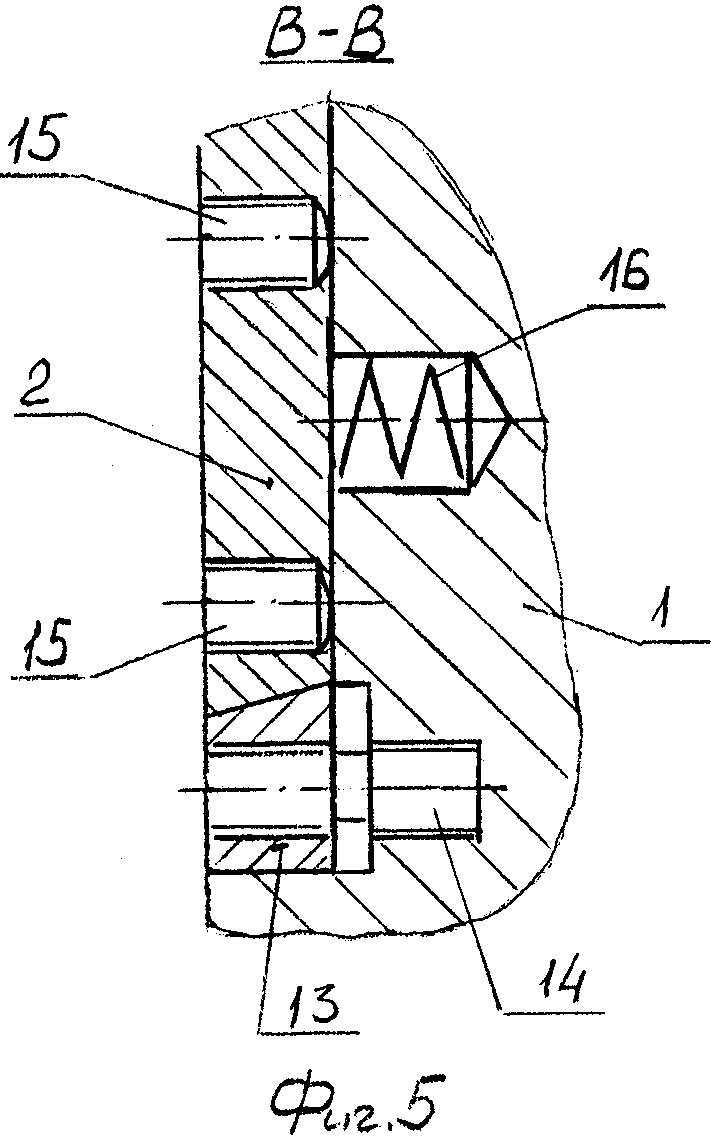
на фиг.5 показано сечение В-В на фиг.1.
Вращающийся режущий инструмент для обработки торцовых канавок содержит корпус 1, режущие головки 2, установленные на направляющих поверхностях корпуса, которые выполнены в виде пазов 3 типа «ласточкин хвост», расположенных параллельно оси вращения режущего инструмента, и вставки 4 с режущими пластинами 5. Вставки 4 установлены на направляющих поверхностях головок в виде рифлений 6, расположенных перпендикулярно оси вращения режущего инструмента, и перемещаются вдоль них с помощью регулировочного винта 7.
Режущая пластина 5, установленная в гнезде вставки 4, закрепляется, например, с помощью упругой стенки 8, на которую воздействует крепежный винт 9. Поверхность 10 вставки, противолежащая рифлениям 6, выполнена выпуклой и предназначена для взаимодействия при закреплении вставки на головке с упругой стенкой 11, выполненной на головке 2. Для закрепления вставки на упругую стенку 11 воздействует крепежный винт 12.
Осевая регулировка положения режущей пластины производится совместно с головкой 2 с помощью клина 13, перемещаемого дифференциальным винтом 14. Закрепление головки 2 производится крепежными винтами 15, поджимающими головку к направляющим поверхностям паза 3. Для сохранения контакта головки с направляющими поверхностями паза 3 в процессе осевой регулировки используется пружина 16, установленная в корпусе 1.
При сборке режущего инструмента головка 2 устанавливается в паз до контакта с клином 13 и закрепляется винтами 15. Затем на головку устанавливается вставка 4 с закрепленной на ней режущей пластиной 5. Радиальное положение режущей пластины грубо регулируется путем перестановки вставки 4 поперечно к рифлениям 6. Для точной радиальной регулировки используется перемещение вставки 4 с помощью регулировочного винта 7. Затем вставка закрепляется крепежным винтом 12. Осевая регулировка вставки 4 производится клином 13 при отпущенных винтах 15. Приведенный порядок сборки режущего инструмента и регулировки положения режущей пластины является примерным и может изменяться в зависимости от конкретных условий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2337794C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ | 2009 |
|
RU2404028C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2505381C1 |
| СБОРНОЕ СВЕРЛО | 2011 |
|
RU2465100C1 |
| СБОРНАЯ ФРЕЗА | 2006 |
|
RU2318635C1 |
| ОПРАВКА | 2008 |
|
RU2363565C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2558689C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2437742C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2009 |
|
RU2395373C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2502581C1 |
Изобретение относится к области обработки металлов резанием, вращающемуся режущему инструменту для высокоскоростной обработки. Инструмент содержит корпус с хвостовиком, режущие головки, установленные на направляющих поверхностях корпуса, вставки с режущими пластинами, установленные на направляющих поверхностях головок и перемещаемые с помощью регулировочного винта. При этом упомянутые направляющие поверхности корпуса и головок выполнены с возможностью восприятия центробежных сил, возникающих при вращении режущего инструмента. Для упрощения осевой регулировки и расширения диапазона радиальной регулировки положения режущей пластины направляющие поверхности головок расположены на корпусе параллельно оси режущего инструмента, а направляющие поверхности вставок выполнены в виде рифлений, расположенных перпендикулярно оси режущего инструмента. При этом поверхность вставки, противолежащая рифлениям, выполнена выпуклой и предназначена для взаимодействия при закреплении вставки на головке с упругой стенкой, выполненной на головке. 5 ил.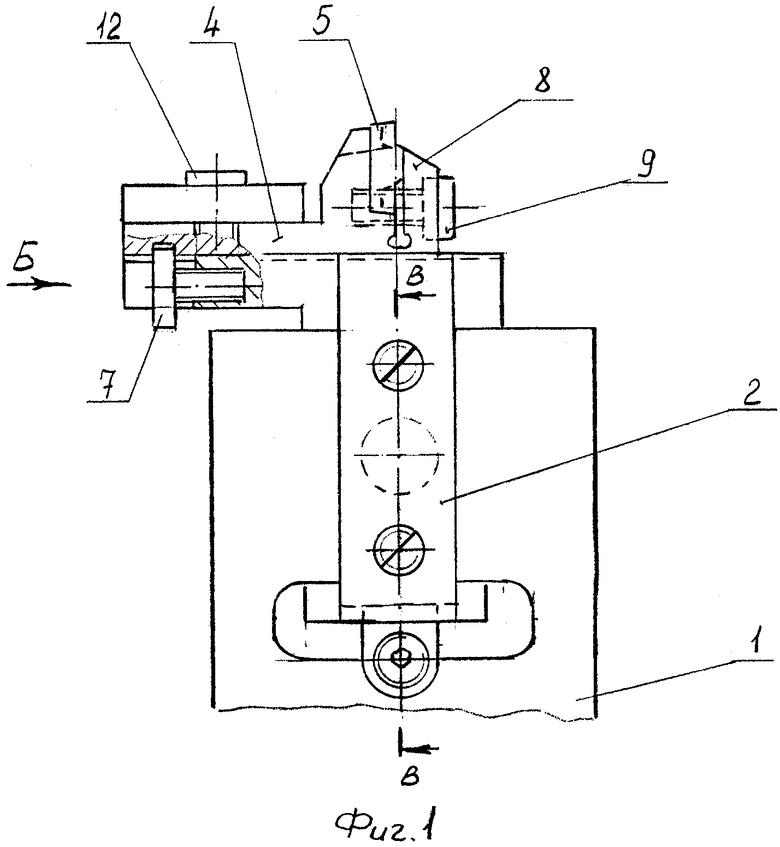
Режущий инструмент для обработки торцовых канавок, содержащий корпус с хвостовиком, режущие головки, установленные на направляющих поверхностях корпуса, вставки с режущими пластинами, установленные на направляющих поверхностях головок и перемещаемые с помощью регулировочного винта, при этом упомянутые направляющие поверхности корпуса и головок выполнены с возможностью восприятия центробежных сил, возникающих при вращении режущего инструмента, отличающийся тем, что направляющие поверхности головок расположены на корпусе параллельно оси режущего инструмента, а направляющие поверхности вставок выполнены в виде рифлений, расположенных перпендикулярно оси режущего инструмента, при этом поверхность вставки, противолежащая рифлениям, выполнена выпуклой и предназначена для взаимодействия при закреплении вставки на головке с упругой стенкой, выполненной на головке.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Отрезной резец | 1959 |
|
SU128258A1 |
| СБОРНЫЙ РЕЗЕЦ | 0 |
|
SU190759A1 |
| Режущий инструмент | 1972 |
|
SU462662A1 |
| Резец для кольцевых отверстий | 1987 |
|
SU1562064A1 |

