Изобретение относится к области машиностроения, к обработке металлов резанием, в частности к ленточно-пильному станкостроению.
Известна конструкция ленточно-пильного станка 8 В 543 производства г.Краснодар, Россия, описанного в книге "Типаж металлорежущих станков на 1991-1995 гг.", ЭНИМС, ВНИИТЭМР, 1989 год, г.Москва, 5-й Донской проезд, 21 б, стр.55. Станок выполнен по двухшкивной схеме. Он состоит из станины, которая, в свою очередь, состоит из стойки, хобота и стола. Во внутренней полости станины, в нижней ее части, расположен двигатель. Во внутренней полости стола расположен приводной шкив. Во внутренней полости хобота расположен регулировочно-натяжной механизм с верхним шкивом. Между шкивами, охватывая их, расположена ленточная пила.
Этот станок предназначен для отрезки заготовок и деталей различных сечений металлопроката габаритами не более 250 мм (аналог).
Недостатки: невозможность осуществлять обрезку кромок незамкнутых толстостенных оболочек больших габаритов и сложной геометрической формы.
Наиболее близким техническим решением из известных является ленточно-пильный станок 8 В 531 производства завода им. Фрунзе, г.Майкоп, Россия, указанный в книге "Типаж металлорежущих станков на 1991-1995 гг.", ЭНИМС; ВНИИТЭМР, г.Москва, 1989 г., стр.55 (прототип). Станок выполнен по двухшкивной схеме, на шкивах которой устанавливается бесконечная ленточная пила.
Станок в основном предназначен для обработки деталей и заготовок, габаритные размеры которых не превышают в сечении 250 мм. На станке можно обрабатывать (обрезать) плоские детали или же детали с незначительной кривизной.
Двухшкивная схема, где нижний шкив, расположенный во внутренней полости стола станины станка, является приводным, а верхний шкив, расположенный во внутренней полости хобота станины станка, является рабочим и вместе с тем он является неотъемлемой частью натяжного механизма, это определяет большие габариты хобота и не позволяет производить обрезку торцов незамкнутых крупногабаритных оболочек сложной геометрической формы, т.к. при обрезке нижней кромки верхняя кромка упирается в хобот станка и процесс обрезки невозможен. Габариты хобота и размер его вылета определяются диаметром шкива, размером степени регулирования и размером механизма регулирования и натяжения. При двухшкивной схеме станка диаметр шкивов должен быть не менее 470 мм, и то, если скорость движения пилы не будет превышать 18 м/сек. Это обусловлено тем, что при такой схеме контакт пилы и шкива осуществляется полуокружностью шкива, т.е. под углом 180°, создавая наибольший перегиб ленточной пилы, а это, в свою очередь, приводит к возникновению увеличенных напряжений и трещин в полотне пилы и, в конечном счете, к ее преждевременному разрушению. Следовательно, при меньшем диаметре шкива эти процессы усугубляются. Кроме того, конструкция ленточно-пильных станков по условиям безопасности предусматривает открытую часть пилы только в рабочей зоне. Остальная часть пилы вместе со шкивами должна размещаться внутри станины. Поэтому, как правило, нерабочая часть пилы проходит в стойке станины станка. А при двухшкивной схеме расстояние от рабочей зоны пилы (в момент резания) до нерабочей определяется величиной диаметра шкива. Следовательно, вылет хобота и его высота определяются диаметром шкива, то есть при большой высоте хобота обрезка продольных и поперечных кромок незамкнутых оболочек больших габаритов и сложной геометрической формы невозможна.
Технический результат: расширение функции предлагаемого устройства.
Расположение натяжного и приводного механизмов, которое принято в предлагаемом конструктивном решении, обусловлено необходимостью постоянного и тщательного визуального контроля за процессом обработки, т.е. постоянства расположения режущего инструмента (ленточной пилы) относительно геометрических параметров обрезаемого объекта. Это требует необходимости близкого расположения оператора к зоне обработки. В этом случае необходимы как можно меньшие габаритные размеры стола (на котором происходит обработка объекта) в плане.
Учитывая то, что габаритные размеры приводного механизма (электро- или гидродвигатели с соединительными элементами, элементами крепления, защиты и т.д.) гораздо большие, чем габаритные размеры натяжного механизма, размещение их в столе (что делает нижний шкив приводным) значительно увеличивает габаритные размеры стола в плане. Это, в свою очередь, значительно усложняет видимость оператору зоны резания, а следовательно, увеличивается трудоемкость и степень дефекта и даже брака. Особенно это проявляется при обработке изделий больших габаритов, где задействованы два и более оператора.
Кроме этого, расположение приводных агрегатов (электродвигателей и т.д.) в непосредственной близости к зоне резания создает угрозу травматизма и даже увечья операторов, значительно повышает уровень вибрации в рабочей зоне, что снижает степень точности обработки. По условиям техники безопасности это запрещено.
При расположении приводных агрегатов в стойке и изготовлении дополнительного шкива приводным исключаются вышеперечисленные недостатки.
Это достигается за счет того, что в известном устройстве, содержащем станину, состоящую из стойки, хобота, стола с установленными на них шкивами, он снабжен дополнительным приводным шкивом, установленным на стойке в межосевом пространстве рабочего и регулировочно-натяжного шкивов, расположенных соответственно в хоботе и столе.
Такое конструктивное решение позволяет рабочий шкив, который расположен в хоботе, выполнить неподвижным, без регулировочно-натяжного механизма, что позволяет значительно уменьшить диаметр рабочего шкива, а следовательно, упростить конструкцию хобота и уменьшить его габаритные размеры. Регулировочно-натяжной шкив вместе с натяжным механизмом в данном устройстве расположен в столе, ограничений габаритных размеров которого не требуется. Кроме того, применение рабочего и регулировочно-натяжного шкивов меньших диаметров при трехшкивной схеме станка возможно потому, что контакт полотна ленточной пилы (охват) со шкивами осуществляется под углом близким к 120°, а не под углом 180°, как в двухшкивной схеме, что уменьшает изгиб ленточной пилы, а это прямо влияет на меньшее образование трещин в полотне ленточной пилы. Все это позволяет рабочий шкив выполнить диаметром 200-250 мм, а отсюда значительно уменьшить габаритные размеры хобота. Такая конструкция станка позволяет производить обрезку незамкнутой оболочки таким образом, чтобы хобот станины станка располагался во внутренней полости оболочки. Такое взаимное расположение станка и обрабатываемой оболочки позволяет более правильно устанавливать ее на столе станка относительно полотна ленточной пилы. Такая взаимосвязь станка, режущего инструмента и обрабатываемой детали, возможность свободного и правильного расположения обрабатываемой оболочки относительно инструмента позволяет обрабатывать деталь с большей точностью без последующих доработок. Отсутствие препятствий при установке детали для обработки позволяет производить обрезку с большей скоростью. Это и исключение доводочных операций значительно повышают производительность.
Малые габариты хобота станины станка при наличии дополнительного приводного шкива, установленного на стойке в межосевом пространстве рабочего и регулировочно-натяжного шкивов, расположенных соответственно в хоботе и столе, создают возможность для образования необходимой рабочей зоны, позволяющей обрабатывать крупногабаритные незамкнутые оболочки со сложной геометрической формой.
На чертеже изображена схема станка сбоку. Устройство состоит из станины 1, содержащей стойку 2, хобот 3, стол 4, дополнительного приводного шкива 5, рабочего шкива 6, регулировочно-натяжного шкива 7 и ленточной пилы 8. На чертеже изображена оболочка 9 (заготовка), установленная в рабочем положении. Дополнительный приводной шкив 5 установлен на стойке 2 в межосевом пространстве рабочего и регулировочно-натяжного шкивов 6, 7, расположенных соответственно в хоботе и столе.
Пример осуществления обрезки.
На дополнительный приводной шкив 5, который установлен на стойке 2 в межосевом пространстве рабочего и регулировочно-натяжного шкивов 6, 7, расположенных соответственно в хоботе 3 и столе 4, на рабочий шкив 6 и на регулировочно-натяжной шкив 7 устанавливается ленточная пила 8. Обрабатываемая оболочка 9 (заготовка) нижней стороной устанавливается на стол 4 станины 1 станка в зону расположения пилы 8, верхняя сторона оболочки 9 в это время находится над хоботом 3 станины 1 станка. Дополнительный приводной шкив 5, приводимый в движение двигателем (на чертеже не показан), через рабочий шкив 6 и регулировочно-натяжной шкив 7 приводит в движение ленточную пилу 8, которая и осуществляет обрезку надвигающейся на нее оболочки 9. Таким же образом осуществляют обрезку верхней необработанной стороны оболочки 9. Только теперь необработанная сторона оболочки 9 устанавливается на стол 4 станины 1, а обработанная нижняя сторона оболочки 9 располагается над хоботом 3 станины 1. Обрезка осуществляется таким же образом. После обрезки оболочку 9 снимают со стола 4.
Технико-экономические показатели
В результате применения данного устройства появилась возможность обрабатывать крупногабаритные незамкнутые оболочки со сложной геометрической формой, повысить точность обработанной детали и увеличить производительность труда в несколько раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2006 |
|
RU2388592C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ЛАМЕЛЕЙ С ТРЕХПИЛЬНЫМ СТАНКОМ ДЛЯ РАСКРОЯ ГНУТО-ЛИСТОВЫХ МАТЕРИАЛОВ И МЕХАНИЗМОМ ПИЛЕНИЯ С ГЛУШИТЕЛЕМ ШУМА ДИСКОВОЙ ПИЛЫ | 2014 |
|
RU2563674C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2010 |
|
RU2443546C1 |
| СТАНОК ДЛЯ РАЗРЕЗКИ ПИЩЕВЫХ ПРОДУКТОВ | 1993 |
|
RU2108719C1 |
| СТАНОК ДЛЯ РАЗРЕЗКИ ПИЩЕВЫХ ПРОДУКТОВ | 1993 |
|
RU2066957C1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 1999 |
|
RU2164863C1 |
| ЛЕНТОЧНО-ПИЛЬНЫЙ СТАНОК | 1998 |
|
RU2139182C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| Многопильный ленточный станок | 1973 |
|
SU458435A1 |
Изобретение относится к области станкостроения и предназначено для резки металлопроката. На стойке, хоботе и столе установлены шкивы. Шкив, расположенный в столе, выполнен регулировочно-натяжным, шкив, расположенный в хоботе, - рабочим. Выполнение шкива, расположенного на стойке в межосевом пространстве шкивов, установленных в хоботе и в столе, приводным позволяет уменьшить габариты хобота. Расширяются функции устройства, уменьшается трудоемкость. 1 ил.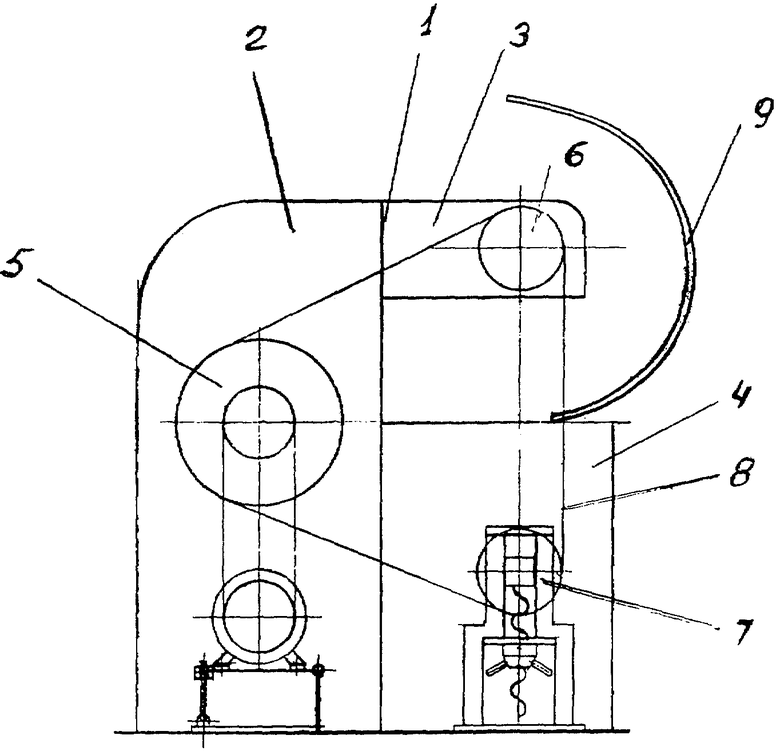
Ленточно-пильный станок, содержащий станину, состоящую из стойки, хобота и стола с установленными в них шкивами, отличающийся тем, что он снабжен дополнительным приводным шкивом, установленным на стойке в межосевом пространстве шкивов, установленных в хоботе и в столе, при этом шкив, расположенный в столе, выполнен регулировочно-натяжным.
| Циркуль-угломер | 1920 |
|
SU1991A1 |
| ЭНИС, ВНИИТЭРМ, 1989, С.55; | |||
| Ленточноотрезной станок | 1984 |
|
SU1291309A1 |
| Ленточная механическая пила горизонтального типа | 1974 |
|
SU730287A3 |
| ВЕРТИКАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА | 1991 |
|
RU2050261C1 |
| US 4172402 A, 30.10.1979.. | |||

