Настоящее изобретение относится к способу изготовления обмоточной ленты из неспеченного политетрафторэтилена, при осуществлении которого порошковый политетрафторэтилен смешивают со смазывающей добавкой или внутренней смазкой (смазка, вводимая в формуемый материал), из полученного материала прессованием формуют цилиндрическую заготовку, из которой после этого сначала выпрессовывают, соответственно экструдируют фасонное изделие меньших наружных размеров, а затем это фасонное изделие раскатывают в ленту.
Способ указанного выше типа известен, например, из патента СН 562098. Согласно этому патенту выпрессованное фасонное изделие меньших наружных размеров представляет собой плоскую ленту прямоугольной в поперечном сечении формы, которую раскатывают в тонкую ленту практически без изменения ее ширины. В процессе такой раскатки фасонного изделия в ленту его длина увеличивается приблизительно в 5-20 раз относительно первоначальной его длины. У такой ленты помимо того, что у нее при ее использовании в качестве обмоточной ленты невозможно избежать образования на ее поверхности стыковых швов в местах соединения кромок, частицы материала ориентированы исключительно в осевом или продольном ее направлении, что обусловлено технологией выпрессовывания смеси порошка со смазывающей добавкой в ленту с последующим удлинением этой ленты путем ее раскатки. Подобная однонаправленная ориентация материала может послужить причиной образования продольных разрывов в конечном продукте, например в результате возникновения в материале механических напряжений при колебаниях температуры.
Исходя из представленного выше уровня техники, в основу настоящего изобретения была положена задача разработать обмоточную ленту, которую можно было бы использовать прежде всего для изоляции электрических кабелей и проводов без образования в конечном продукте нежелательных стыковых швов в местах соединения кромок. При этом, в частности, изготовленная из обмоточной ленты изоляция в отношении таких ее показателей, как отсутствие зазоров и компактность, а также качество ее поверхности, должна быть по существу эквивалентна изолирующей оболочке, получаемой путем экструзии изоляционного материала. Одновременно необходимо улучшить качество самой ленты по сравнению с известной обмоточной лентой во избежание, например, опасности образования в ленте продольных разрывов.
Указанная задача решается согласно изобретению благодаря тому, что сформованное из заготовки ее прессованием фасонное изделие имеет вид круглого шнура, который раскатывают в ленту с приложением сжимающей нагрузки в радиальном направлении таким образом, чтобы количество остающегося в подвергаемой действию сжимающей нагрузки средней части материала, состоящего из порошкового политетрафторэтилена и смазывающей добавки или внутренней смазки, было больше количества остающегося в направлении краев ленты материала (т.е. чтобы толщина формуемой ленты постепенно уменьшалась от ее средней части к ее краям). Пластическая деформация круглого шнура в плоскую ленту подобным способом позволяет избежать нежелательной ориентации частиц материала только в одном направлении. Неравномерное распределение материала по поперечному сечению ленты с большим его количеством (толщиной) в средней части ленты и меньшим его количеством (толщиной) ближе к расположенным по обе стороны от этой средней части краям ленты позволяет получать практически не имеющую стыковых швов обмотку, которая помимо этого при наложении нескольких витков один поверх другого и при спекании материала после намотки ленты по таким ее показателям, как компактность и отсутствие пустот, сопоставима с экструдированной оболочкой.
Улучшить качество ленты удается прежде всего в том случае, если согласно одному из вариантов осуществления изобретения длина ленты при ее раскатке увеличивается по сравнению с длиной выпрессованного круглого шнура всего лишь в 1-3 раза, предпочтительно в 1,2-2,2 раза. Тем самым удается свести к минимуму ориентацию частиц материала только в одном - продольном - направлении и избежать возможного негативного влияния подобной однонаправленной ориентации частиц материала на качество ленты.
При изготовлении обмоточной ленты предлагаемым в изобретении способом распределение материала по ее поперечному сечению обеспечивается при раскатке за счет одно- или двустороннего уплощения круглого шнура, сопровождающегося уменьшением кривизны его наружной боковой поверхности в средней части, которая в первую очередь подвергается воздействию сжимающей нагрузки. Тем самым при раскатке в ленту подаваемого на обработку круглого шнура в осевом направлении его материал в отличие от известного способа (патент СН 562098) одновременно перераспределяется и по направлению к краям формуемой из него ленты. При этом круглому шнуру в зависимости от конечной цели применения изготавливаемой из него ленты можно придавать пластической деформацией различную форму. Так, например, может оказаться целесообразным придавать круглому шнуру путем его раскатки овальную в поперечном сечении форму с плавно заостряющимися краевыми участками, т.е. придавать формуемой из него обмоточной ленте именно такую в поперечном сечении форму.
Однако круглый шнур наиболее предпочтительно раскатывать, как было установлено, в плоский (полосовой) профиль с плавно заостряющимися от середины в обе стороны широко растянутыми краевыми участками и имеющими правильный контур краями. Лента подобной в сечении формы наиболее пригодна для изготовления изоляционных или защитных оболочек для электрических кабелей и проводов. Именно наличие у ленты ровных краев правильного контура в сочетании с ее утолщенной средней частью позволяет получать в процессе спекания обмотки при температуре порядка 350-400°С особо гладкую, замкнутую по периметру наружную боковую поверхность.
Одна из имеющих важное значение для изготовленной предлагаемым в изобретении способом обмоточной ленты особенностей состоит в том, что ширина раскатанной ленты по меньшей мере в 6 раз, предпочтительно в 8-14 раз, больше диаметра круглого шнура. Сказанное свидетельствует об особо высокой степени деформации исходного круглого шнура именно в поперечном направлению его прокатки направлении, что положительно сказывается на качестве ленты.
В изобретении предлагается также способ изготовления обмоточной ленты, при осуществлении которого сначала из подробно описанной выше заготовки выпрессовывают, соответственно экструдируют фасонное изделие меньших наружных размеров, а затем это фасонное изделие его пропусканием через профилирующий зазор между парой валков раскатывают в ленту. При этом важная для этого варианта осуществления изобретения особенность состоит в том, что в процессе раскатки круглого шнура в ленту поверхность по меньшей мере одного валка деформируется под действием сжимающей нагрузки. При этом раскатанная лента приобретает в поперечном сечении отличную от соответствующей уровню техники прямоугольной формы форму, для которой характерно прежде всего наличие пластически деформированных краевых участков. При этом круглый шнур можно пластически деформировать таким образом, чтобы толщина ленты в раскатанном состоянии уменьшалась до нуля к ее краям.
Степень деформации поверхности валка или валков регулируется в зависимости от конкретной формы поперечного сечения (диаметра) круглого шнура. Такое регулирование может заключаться, например, в гидравлическом или пневматическом приложении сжимающей нагрузки к корпусу конкретного валка, который при приложении или снятии сжимающей нагрузки соответствующей величины соответственно механически деформируется в большей или меньшей степени.
Однако наиболее предпочтительно, прежде всего с точки зрения упрощения технологического процесса и повышения его надежности, чтобы поверхность валка или валков деформировалась, как это предусмотрено настоящим изобретением, под действием самого круглого шнура в зависимости от формы его поперечного сечения (диаметра). При нахождении круглого шнура в зазоре между валками в этом зазоре развивается усилие, под действием которого не только пластически деформируется поступающий в него полуфабрикат, как это имеет место в известных процессах прокатки, но и одновременно упруго деформируется нагруженная таким усилием поверхность одного или обоих валков. При предусмотренном настоящим изобретением использовании круглого шнура в качестве подобного полуфабриката максимальное усилие сжатия развивается прежде всего в средней части (т.е. по центру валков), что при соответствующем приложении сжимающей нагрузки к валкам и связанной с этим деформацией поверхности по меньшей мере одного валка и приводит в конечном итоге к получению раскатанной ленты с утолщенной средней частью. Однако благодаря деформируемости поверхности по меньшей мере одного валка совершаемая валками работа деформации оказывает на деформируемый шнур воздействие, направленное, в частности, и поперечно направлению прокатки. В результате материал первоначально нагруженного радиальной сжимающей нагрузкой круглого шнура распределяется в ширину в обе стороны от его центра, непрерывно уменьшаясь в толщине вдоль поверхности валка. Важное значение для предлагаемого в изобретении способа имеет направленная подача круглого шнура непосредственно перед его поступлением в профилирующий зазор между парой валков. Это условие позволяет сделать протекание производственного процесса более равномерным и одновременно повысить качество изготавливаемой ленты.
Из уровня техники (патент DE 3214447) уже известна обмоточная лента из неспеченного политетрафторэтилена, которая применяется для изготовления изолирующих оболочек электрических кабелей и проводов и которая имеет плосковыпуклую в поперечном сечении форму, ограниченную изогнутой верхней и прямой нижней линиями.
В настоящем изобретении предлагается также усовершенствованная обмоточная лента, изготовленная из которой оболочка характеризуется по сравнению с оболочкой, изготовленной из указанной выше известной обмоточной ленты, прежде всего более высокой компактностью и отсутствием пор. При этом подобное усовершенствование состоит в том, что обмоточная лента выполнена в виде плоского профиля с плавно заостряющимися от ее середины в обе стороны краевыми участками и с краями правильного контура. Основополагающим фактором, необходимым для получения ленты с подобной четко выраженной плоской формой поперечного сечения с равномерной, т.е. бесступенчато, уменьшающейся в обе стороны от ее середины толщиной, является определенное соотношение между размерами используемого в каждом конкретном случае круглого шнура (исходного материала) и размерами изготовленной из него обмоточной ленты, а также использование валков с деформируемой поверхностью.
Изготовленная предлагаемым в изобретении способом лента имеет широко растянутые в стороны краевые участки, на ширину которых по обе стороны от определяющей толщину ленты средней ее части приходится по меньшей мере 45%, предпочтительно от 50 до 80%, от всей ширины обмоточной ленты. Конечный продукт, получаемый после спекания из такой широко растянутой в стороны обмоточной ленты с постепенно уменьшающейся к ее краям толщиной, обладает исключительно гладкой и ровной поверхностью.
При этом предлагаемая в изобретении обмоточная лента может иметь в поперечном сечении форму, близкую к широко вытянутому в направлении его коротких сторон прямоугольнику, при этом толщина ленты плавно уменьшается в обе стороны от ее середины к ее краям. Согласно одному из вариантов осуществления изобретения предлагаемой в нем обмоточной ленте наиболее предпочтительно придавать в поперечном сечении форму, близкую к форме плоской чаши или тарелки с плавно уменьшающейся в обе стороны от середины ленты к ее краям, т.е. к ее кромкам, толщиной.
Толщина предлагаемой в изобретении ленты, измеренная в ее середине, составляет предпочтительно от 20 до 200 мкм, более предпочтительно от 40 до 160 мкм, а толщина на краевом участке составляет 5 мкм или менее. Эти размеры имеют существенное значение в том случае, если такая лента должна использоваться в качестве обмоточной ленты прежде всего для изготовления оболочек электрических кабелей и проводов, где важно обеспечивать наличие компактной оболочки с гладкой поверхностью.
Соблюсти указанное условие можно, кроме того, если ширина ленты согласно другим вариантам осуществления изобретения составляет от 5 до 50 мм, предпочтительно от 10 до 30 мм. Указанные предпочтительные значения ширины ленты соответствуют значениям диаметра шнура, составляющим примерно от 0,9 до 1,7 мм.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
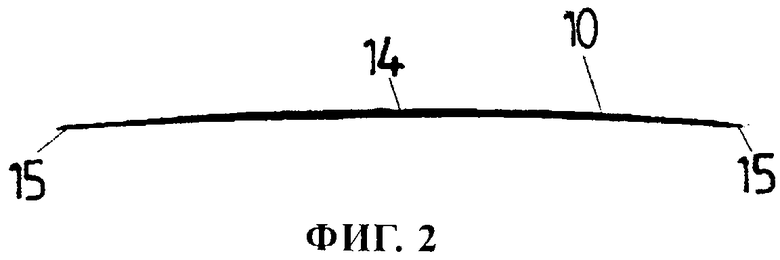
на фиг.1 - технологическая схема, иллюстрирующая предлагаемый в изобретении способ изготовления обмоточной ленты, и
на фиг.2 - изготовленная предлагаемым в изобретении способом обмоточная лента в поперечном сечении.
Заготовка 1, сформованная прессованием из смеси порошкового политетрафторэтилена и смазывающей добавки или внутренней смазки, подается в приемник 2 штранг-пресса (поршневого экструдера) 3. В этом штранг-прессе с помощью его поршня 4 из заготовки выпрессовывается выходящий из мундштука 5 круглый шнур 6, который сразу же либо после промежуточного хранения в пригодной для этой цели емкости подается в направляющий канал 7. Выход из этого направляющего канала 7 расположен непосредственно перед зазором между обоими валками 8 и 9. В процессе раскатки круглого шнура 6 в ленту 10 поверхность по меньшей мере одного из этих двух валков 8 и 9 может деформироваться под действием приложенного к ней давления, создаваемого при формовании или прокатке материалом круглого шнура, и поэтому раскатанная лента 10 имеет в поперечном сечении не прямоугольную форму, а расплющенный профиль с плавно заостряющимися краевыми участками. Лента 10 после ее выхода из зазора между валками огибает направляющий ролик 11 и сматывается в рулон в намоточном устройстве 12. При этом такая лента представляет собой еще неспеченную обмоточную ленту, подвергаемую спеканию лишь после изготовления заключенного в нее изделия, например после изготовления из нее изолирующей оболочки на электрическом проводе.
После спекания отдельные витки или слои ленты уже невозможно смотать или снять с заключенного в нее изделия, в том числе и небольшими по длине кусками, как это имеет место при применении обмоточных лент прямоугольной в поперечном сечении формы, изготовленных из того же материала. Электрическая изоляция, изготовленная с использованием предлагаемой в изобретении ленты, имеет полностью замкнутую по периметру поверхность, которая помимо этого является гладкой и ровной, поскольку на ней практически не имеется состыкованных краев.
В приведенных ниже примерах, в которых для изготовления ленты требуемой толщины, равной, например, 50 мкм, использовали один и тот же исходный материал, а именно, политетрафторэтилен, дополнительно проиллюстрированы наиболее существенные особенности настоящего изобретения. В данном случае в понятие "политетрафторэтилен" включены также тетрафторэтиленовые полимеры, модифицированные соответствующими добавками, которые, однако, добавляют в таком количестве, что такие полимеры, как и сам политетрафторэтилен, не допускают их переработку из расплава.
Пример 1
В этом примере экструзией изготавливали круглый шнур диаметром 0,93 мм и длиной 15 м. Этот круглый шнур в соответствии с предлагаемым в изобретении способом раскатывали в обмоточную ленту длиной 31 м, шириной 11 мм и толщиной 50 мкм.
Пример 2
В этом примере экструзией изготавливали круглый шнур диаметром 1,17 мм и длиной 15 м. В результате раскатки этого шнура получили ленту длиной 26,8 м, шириной 15 мм и требуемой толщиной 50 мкм.
Пример 3
В этом примере экструзией изготавливали круглый шнур диаметром 1,30 мм и длиной 15 м. В результате раскатки этого шнура в ленту предлагаемым в изобретении способом получили обмоточную ленту длиной 28,9 м, шириной 17 мм и толщиной, измеренной в середине ленты, 50 мкм.
При необходимости увеличить толщину ленты по сравнению с указанным в примерах 1-3 значением следует соответствующим образом изменить другие параметры.
Пример 4
В этом примере экструзией изготавливали круглый шнур диаметром 2,10 мм и длиной 15 м. Этот круглый шнур раскатывали в соответствии с предлагаемым в изобретении способом в обмоточную ленту длиной 21,20 м, шириной 24 мм и толщиной 150 мкм.
Пример 5
В этом примере экструзией изготавливали круглый шнур диаметром 1,65 мм и длиной 15 м. В результате раскатки этого шнура в ленту предлагаемым в изобретении способом получили обмоточную ленту длиной 20,85 м, шириной 16 мм и толщиной, измеренной в середине ленты, 100 мкм.
Важная особенность при изготовлении обмоточных лент согласно примерам 1-5 состоит в том, что благодаря деформируемости поверхности по меньшей мере одного валка 8 или 9 материал подаваемого в зазор 13 между валками круглого шнура 6 подвергается в процессе формования из него ленты различным по ее ширине сжимающим нагрузкам.
На фиг.2 в увеличенном масштабе показано поперечное сечение изготовленной предлагаемым в изобретении способом обмоточной ленты 10. Благодаря практически свободному пластическому течению материала от середины 14 ленты в направлении, поперечном направлению ее вытягивания, что обусловлено деформируемостью по меньшей мере одного валка под действием сжимающей нагрузки, получаемая в результате лента приобретает в поперечном сечении удлиненную или вытянутую форму, близкую к форме плоской чаши или тарелки, с плавно заостряющимися по направлению к ее краям 15 краевыми участками. Благодаря подобной особой пластической деформации круглого шнура 6 в ленту 10 ее края 15 также приобретают ровный правильный контур. В результате при последующей переработке изготовленной предлагаемым в изобретении способом обмоточной ленты не возникает каких-либо проблем и тем самым обеспечивается получение, например, высококачественной изоляции электрических кабелей и проводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изоляционная лента | 1983 |
|
SU1342433A3 |
| Вытянутое в направлении одной оси формованное тело из политетрафторэтилена и способ его изготовления | 1990 |
|
SU1839674A3 |
| ЭЛЕКТРИЧЕСКИЙ ПРОВОД ИЛИ КАБЕЛЬ | 2001 |
|
RU2278433C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОГО МАТЕРИАЛА ИЗ ПОРИСТОГО ПОЛИТЕТРАФТОРЭТИЛЕНА И УПЛОТНИТЕЛЬНЫЙ МАТЕРИАЛ | 2003 |
|
RU2252353C2 |
| СПОСОБ РАСКАТЫВАНИЯ ТЕСТОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2278518C2 |
| СПОСОБ РАСКАТКИ ТЕСТА | 2014 |
|
RU2552075C1 |
| СПОСОБ РАСКАТКИ ТЕСТА | 2014 |
|
RU2597126C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИТЕТРАФТОРЭТИЛЕНОВОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ГРАНУЛИРОВАНИЯ-ЗАМЕШИВАНИЯ | 1996 |
|
RU2181325C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА В НЕПРЕРЫВНЫЙ ПЛАСТ | 2013 |
|
RU2536962C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
Изобретение относится к способу изготовления обмоточной ленты из неспеченного политетрафторэтилена. Задачей изобретения является возможность разработать обмоточную ленту, которую можно было бы использовать для изоляции электрических кабелей и проводов без образования в конечном продукте нежелательных стыковых швов в местах соединения кромок. В заявке описан способ изготовления обмоточной ленты (10) из неспеченного политетрафторэтилена, при осуществлении которого порошковый политетрафторэтилен смешивают со смазывающей добавкой или внутренней смазкой, из полученного материала прессованием формуют цилиндрическую заготовку. Из заготовки сначала выпрессовывают, соответственно экструдируют фасонное изделие меньших наружных размеров, а затем это фасонное изделие его пропусканием через профилирующий зазор между парой валков раскатывают в ленту. В процессе раскатки круглого шнура в ленту поверхность по меньшей мере одного валка деформируется под действием сжимающей нагрузки. Техническим результатом изобретения является то, что электрическая изоляция, изготовленная с использованием заявленной ленты, имеет полностью замкнутую по периметру поверхность, которая помимо этого является гладкой и ровной, поскольку на ней практически не имеется состыкованных краев. 3 н. и 14 з.п. ф-лы, 2 ил.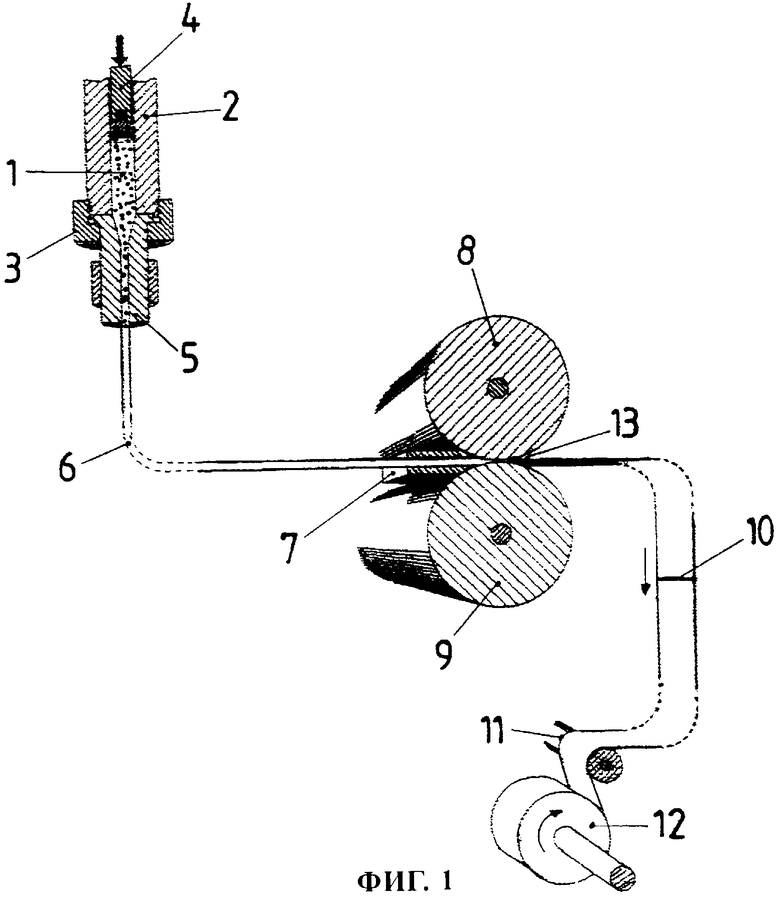
16 Обмоточная лента по любому из пп.12-15, отличающаяся тем, что ее толщина составляет от 20 до 200 мкм, предпочтительно от 40 до 160 мкм, и уменьшается к ее краям (15) до 5 мкм и менее.
| GB 1466183 A, 02.03.1977 | |||
| Изоляционная лента | 1983 |
|
SU1342433A3 |
| УСТРОЙСТВО для ПНЕВМАТИЧЕСКОГО ТРАНСПОРТИРОВАНИЯ ГРУЗОВ | 0 |
|
SU321447A1 |
| Электрический кабель | 1987 |
|
SU1538191A1 |
| Электрический кабель | 1987 |
|
SU1525749A1 |
| DE 4006997 A, 12.09.1991. | |||

