Изобретение относится к неразрушающим методам контроля, а именно к области радиационной дефектоскопии с использованием рентгеновского или гамма-излучения.
Как правило, при радиационной дефектоскопии объект просвечивают ионизирующим излучением, например рентгеновским или гамма-излучением, и регистрируют интенсивность прошедшего через объект излучения с помощью детектора (например, фотопленки). При просвечивании на фоне теневого изображения объекта на детекторе излучения регистрируются участки (пятна) с повышенной или пониженной оптической плотностью по сравнению с оптической плотностью изображения "основного", бездефектного материала. Наличие этих пятен обычно рассматривается как свидетельство наличия дефектов в контролируемом объекте, например пор, трещин и т.п.
До сих пор надежную проверку наличия или отсутствия дефектов в объекте можно было осуществить только разрушающим способом, например металлографическим исследованием. Как показывает указанное исследование, наличие локальных пятен не всегда соответствует реальным дефектам. Таким образом, годная в действительности деталь (объект) по результатам радиационной дефектоскопии признается бракованной. Такое положение ведет к большим экономическим потерям.
Предпочтительным является размещение детектора излучения (например, кассеты с пленкой) в непосредственном контакте с поверхностью контролируемого объекта. Но нередки случаи, когда в силу конструктивных особенностей объекта просвечивание при непосредственном контакте детектора с частью объекта невозможно или экономически нецелесообразно, поскольку это требует дополнительных усилий.
Известен способ неразрушающего контроля состояния объекта, который выбран в качестве прототипа (см. С.В.Румянцев. Радиационная дефектоскопия. - М.: Атомиздат, 1974 г., стр.510), включающий его просвечивание рентгеновским или гамма-излучением, регистрацию интенсивности прошедшего сквозь объект излучения с помощью детектора, который контактирует с частью объекта, обработку результатов просвечивания и оценку наличия дефектов в контактирующей с детектором части объекта. В качестве детектора излучения используют фотопленку, помещенную в кассету. Наличие на пленке участков (пятен) с повышенной оптической плотностью свидетельствует о наличии дефектов в объекте.
Недостатком данного способа является получение недостоверных результатов измерений, из-за возможного выявления "ложного" дефекта в части объекта, не контактирующей с детектором излучения, что приводит к браковке годной детали.
Технический результат заявленного изобретения - повышение достоверности результатов контроля.
Указанный технический результат достигается тем, что в способе неразрушающего контроля состояния объекта, включающем его просвечивание рентгеновским или гамма-излучением, регистрацию интенсивности прошедшего сквозь объект излучения с помощью детектора, который контактирует с частью объекта, обработку результатов просвечивания и оценку наличия дефектов в контактирующей с детектором части объекта, в случае обнаружения интенсивности, свидетельствующей о возможном наличии дефекта в части объекта, не контактирующей с детектором, осуществляют контакт упомянутой части объекта с детектором путем изменения пространственного положения части последнего, повторно просвечивают объект, регистрируют интенсивность прошедшего сквозь объект излучения, обрабатывают результаты повторного просвечивания, оценивают наличие дефектов в части объекта, где был осуществлен контакт с детектором, и по результатам обоих просвечиваний судят о наличии или отсутствии дефектов в объекте.
При этом изменение положения части детектора можно осуществить путем изгиба.
В качестве детектора излучения можно использовать фотопленку, установленную в кассете.
В качестве детектора излучения можно использовать пленку с фосфорсодержащим покрытием.
Способ может быть осуществлен при использовании ионизирующего излучения, например рентгеновского или гамма-излучения, используя стандартные детекторы излучения, например рентгеновскую пленку и т.п.
Изменение положения части детектора (не контактирующей с объектом) для того, чтобы осуществить ее контакт с объектом, может быть осуществлено различными способами, например, путем изгиба.
При использовании в качестве детектора фотопленки интенсивность прошедшего через объект излучения определяется по оптической плотности пленки.
При использовании в качестве детектора пленки с фосфорсодержащим покрытием интенсивность прошедшего через объект излучения определяется по величине остаточного электрического заряда на пленке.
Осуществление контакта упомянутой части объекта с детектором путем изменения пространственного положения части последнего в случае обнаружения интенсивности, свидетельствующей о возможном наличии дефекта в части объекта, не контактирующей с детектором, и последующее выполнение операций просвечивания объекта, регистрации интенсивности прошедшего сквозь объект излучения, обработки результатов повторного просвечивания, оценки наличия дефектов в части объекта, где был осуществлен контакт с детектором, позволяет повысить достоверность результатов контроля, отличить ложные дефекты от действительных в контролируемом объекте и тем самым уменьшить материальные потери за счет снижения количества бракованных изделий.
Предложенное изобретение поясняется схематичными чертежами.
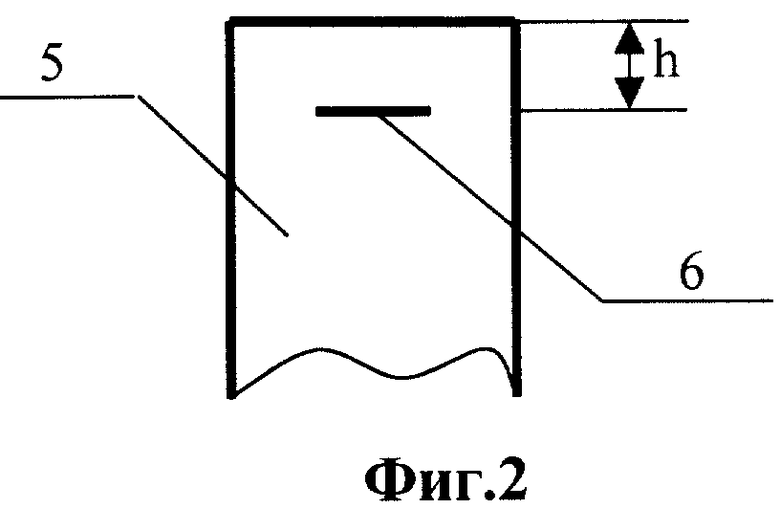
На фиг.1 показана схема расположения контролируемого объекта и детектора излучения при первом просвечивании.
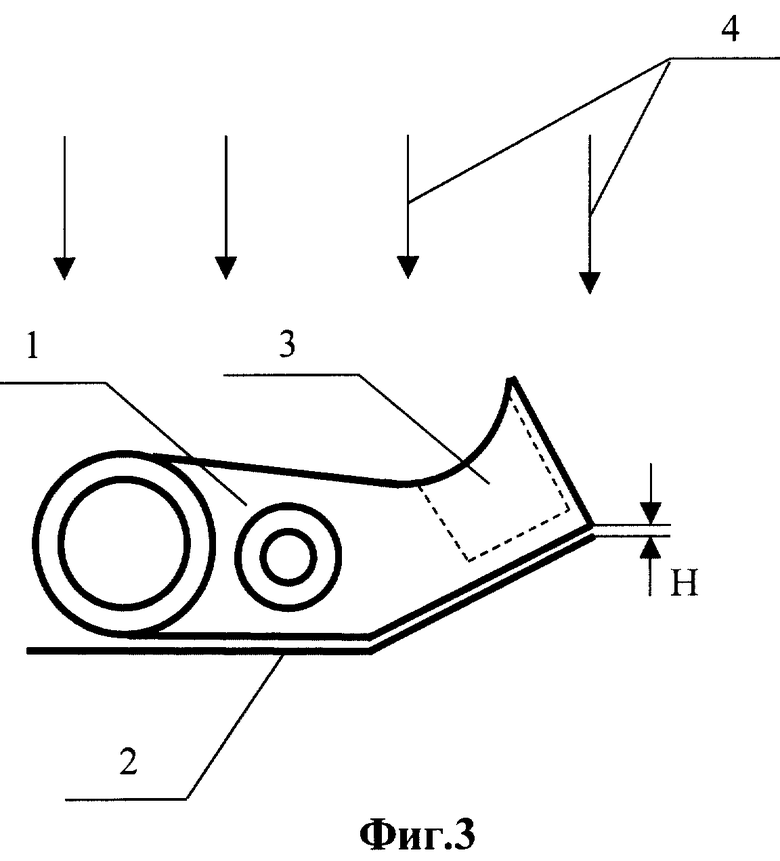
На фиг.2 показана схема снимка после первого просвечивания.
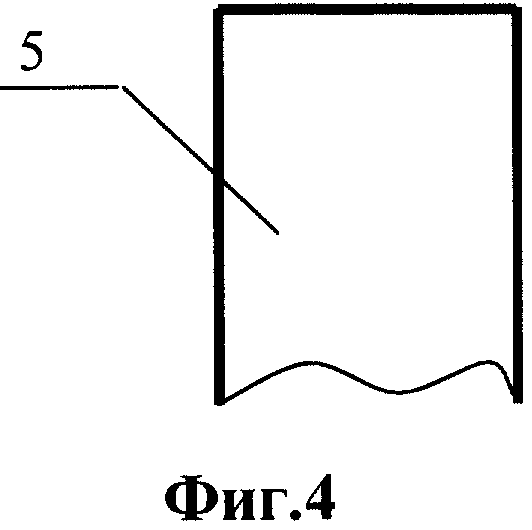
На фиг.3 показана схема расположения контролируемого объекта и детектора излучения при повторном просвечивании.
На фиг.4 показана схема снимка после повторного просвечивания.
Способ неразрушающего контроля состояния объекта осуществляется следующим образом.
Контролируемый объект устанавливают на детектор излучения, например на кассету с пленкой. При этом только часть объекта, обращенная к детектору, контактирует с ним, поскольку объект имеет сложную форму. Источник излучения, например рентгеновский, располагают по другую сторону от объекта. Просвечивают объект, регистрируют интенсивность прошедшего сквозь объект излучения с помощью детектора, который контактирует с частью объекта. Обрабатывают результаты просвечивания и оценивают наличие дефектов в контактирующей с детектором части объекта (по наличию пятен с повышенной оптической плотностью на снимке). Принимают результаты просвечивания как достоверные для той части объекта, которая контактирует с детектором.
В случае обнаружения интенсивности (пятен с повышенной оптической плотностью на снимке), свидетельствующей о возможном наличии дефекта в части объекта, не контактирующей с детектором, осуществляют контакт упомянутой части объекта с детектором путем изменения пространственного положения части последнего, например путем изгиба части кассеты с пленкой. Повторно просвечивают объект, регистрируют интенсивность прошедшего сквозь объект излучения, обрабатывают результаты повторного просвечивания, оценивают наличие дефектов в той части объекта, где после первого просвечивания был осуществлен контакт с детектором. Если на снимке после повторного просвечивания снова наблюдаются те же пятна с повышенной оптической плотностью, делают заключение о действительном наличии дефекта в данной части объекта, а если после повторного просвечивания пятна с повышенной оптической плотностью не наблюдаются - это свидетельствует о том, что дефекта в данной части объекта на самом деле нет. Таким образом по результатам обоих просвечиваний судят о наличии или отсутствии дефектов во всем объекте.
Проведенные испытания и численные оценки показывают, что пятна на снимках имеют дифракционную природу и не связаны с металлургическими дефектами.
Пример.
Был произведен рентгеноконтроль объекта - кронштейна 1 топливного коллектора авиационного двигателя (схематично показан на фиг.1 и 3). Топливный коллектор представляет собой сложную конструкцию, включающую две изогнутые по окружности трубки с надетыми на них форсунками, кронштейнами и пр., фиксацию которых в определенных позициях осуществляют методом пайки. Кронштейн 1 был установлен на детектор излучения - на кассету 2 с фотопленкой. При этом ввиду сложной конструкции узла коллектора с кассетой 2 контактирует не весь кронштейн 1, а только его часть (вблизи трубок), обращенная к кассете 2 с фотопленкой. Источник рентгеновского излучения (на чертежах не показан) был расположен по другую сторону от кронштейна 1.
Была выполнена первая съемка (просвечивание) кронштейна 1 при угле α˜40° между частью детектора - кассеты 2 с пленкой и дном "корыта" 3 кронштейна 1 (фиг.1). На снимке 5 (фиг.2) после первого просвечивания четко наблюдалась темная прямая линия 6 (пятно с повышенной оптической плотностью), свидетельствующая о возможном наличии дефекта в "корыте" 3 кронштейна 1.
Дифрагированные лучи 7 (справа от одного из прямых падающих лучей 4) попадают на часть кассеты 2 с пленкой, засвеченную гораздо более интенсивным прямым лучом 4. Поэтому дифракционные пятна в этой части снимка 5 не наблюдаются. Дифрагированные лучи 8 (слева от одного из прямых падающих лучей 4) наблюдаются лишь тогда, когда объект 1 ослабляет луч 4 до уровня, сопоставимого с интенсивностью дифракционного.
Далее был осуществлен контакт "корыта" 3 кронштейна 1 с кассетой 2 путем изгиба части последней и была проведена повторная съемка кронштейна 1 при угле α˜0° между кассетой 2 с пленкой и дном "корыта" 3 кронштейна 1 (фиг.3). При этом положение кронштейна 1 относительно рентгеновских лучей 4 оставалось неизменным. После повторного просвечивания на снимке 5 (фиг.4) темная линия 6 не наблюдалась.
Как известно (Я.С.Уманский и др. Кристаллография, рентгенография и электронная микроскопия. М.: Металлургия, 1982 г., 632 с.), "тормозное" излучение, используемое при просвечивании, имеет широкий сплошной спектр с коротковолновым краем при длине волны λb=1,24/U, максимум интенсивности излучения приходится на волну λmax˜1,2-1,3 λb. Здесь U - напряжение, кВ, на рентгеновской трубке, λ - длина волны, нм. Напряжение просвечивания составляло 120 кВ, чему соответствует λmax˜0,012 нм.
Расстояние от ребра кронштейна 1 до кассеты 2 с пленкой: Н=27 мм (фиг.1), расстояние от края изображения до темной линии на снимке 4: h=1,5 мм (фиг.2), соответственно угол дифракции θ=h/2Н=1,5/2·27=0,028˜1,7°. Отсюда соответствующее значение межплоскостного расстояния кристаллической решетки d/n=λ/2·sinθ=0,214 нм, что практически совпадает со справочными данными для никелевых сплавов (у чистого никеля d/n111=0,204 нм).
Расстояние h на снимке 5 (фиг.2) от темной линии 6 до контура "корыта" 3 кронштейна 1 пропорционально расстоянию Н между кассетой 2 с пленкой и ребром кронштейна 1. А при непосредственном контакте кассеты 2 с пленкой и "корыта" 3 кронштейна 1 (при повторном просвечивании) расстояние Н˜0 (фиг.3), поэтому h=2Н·sinθ˜2Н·θ˜0, т.е. темная линия 6 на снимке 5 исчезает (совпадает с контуром изображения кронштейна 1). Из этого следует, что дефекта в действительности нет, а наблюдаемая темная линия представляет собой артефакт, а именно дифракционный рефлекс.
Поскольку при повторном просвечивании в условиях непосредственного контакта кассеты 2 с "корытом" 3 кронштейна 1 упомянутые пятна (в нашем случае темная линия 6) исчезают, это является однозначным свидетельством дифракционной природы пятен и указывает на отсутствие дефектов.
Таким образом, применение заявленного способа неразрушающего контроля состояния объекта позволяет повысить достоверность контроля, выявить ложные дефекты в контролируемых деталях, что позволяет уменьшить количество бракованных изделий и тем самым уменьшить возможные материальные потери.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИАЦИОННОГО КОНТРОЛЯ СОСТОЯНИЯ ОБЪЕКТА | 2009 |
|
RU2392610C1 |
| СПОСОБ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ КРУГОВЫХ СВАРНЫХ ШВОВ ТРУБЧАТЫХ ЭЛЕМЕНТОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2009 |
|
RU2493557C2 |
| СПОСОБ РЕНТГЕНОВСКОГО КОНТРОЛЯ ВНУТРЕННЕЙ СТРУКТУРЫ ИЗДЕЛИЯ | 2019 |
|
RU2718406C1 |
| СПОСОБ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ | 2007 |
|
RU2350931C1 |
| СПОСОБ ДЕФЕКТО-СТРУКТУРО-РЕНТГЕНОГРАФИИ | 2004 |
|
RU2271533C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ ИЗ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 1966 |
|
SU1841135A1 |
| УСТРОЙСТВО ДЛЯ МАЛОУГЛОВОЙ МАММОГРАФИИ (ВАРИАНТЫ) | 1997 |
|
RU2173087C2 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1988 |
|
SU1526381A1 |
| СПОСОБ НЕЙТРОННОЙ РАДИОГРАФИИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2628868C1 |
| РАДИОМЕТРИЧЕСКИЙ СПОСОБ КОНТРОЛЯ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ | 2004 |
|
RU2284511C2 |
Использование: для неразрушающего контроля состояния объекта. Сущность: заключается в том, что объект просвечивают рентгеновским или гамма-излучением, регистрируют интенсивности прошедшего сквозь объект излучения с помощью детектора, который контактирует с частью объекта, обрабатывают результаты просвечивания и оценивают наличие дефектов в контактирующей с детектором части объекта, затем обнаруживают интенсивности, свидетельствующие о возможном наличии дефекта в части объекта, не контактирующей с детектором, после чего осуществляют контакт упомянутой части объекта с детектором путем изменения пространственного положения части последнего, повторно просвечивают объект, регистрируют интенсивность прошедшего сквозь объект излучения, обрабатывают результаты повторного просвечивания, оценивают наличие дефектов в части объекта, где был осуществлен контакт с детектором, и по результатам обоих просвечиваний судят о наличии или отсутствии дефектов в объекте. Технический результат: повышение достоверности результатов контроля. 3 з.п. ф-лы, 4 ил.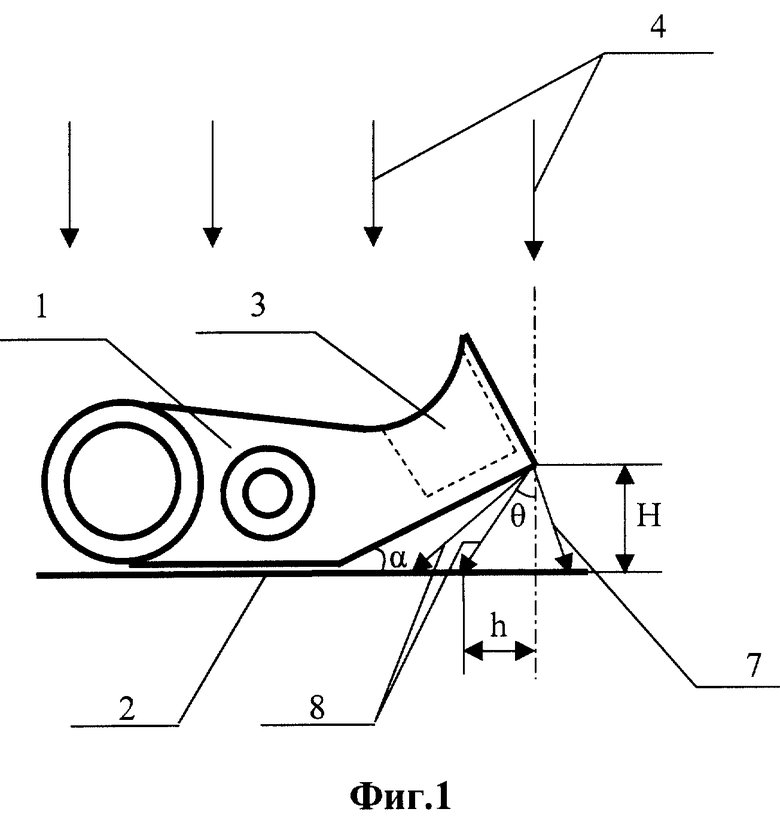
| РУМЯНЦЕВ С.В | |||
| РАДИАЦИОННАЯ ДЕФЕКТОСКОПИЯ | |||
| - М.: АТОМИЗДАТ, 1974, с.510 | |||
| 0 |
|
SU290209A1 | |
| 1972 |
|
SU421882A1 | |
| Кассетное устройство для рентгеновской установки | 1981 |
|
SU999004A1 |
| СПОСОБ ДЕФЕКТО-СТРУКТУРО-РЕНТГЕНОГРАФИИ | 2004 |
|
RU2271533C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЦИНТИЛЛЯЦИОННЫХ ЭКРАНОВ ДЛЯ ВИЗУАЛИЗАЦИИ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2003 |
|
RU2243573C1 |
| Угломер для измерения величины дуги искривления позвоночника | 1983 |
|
SU1103849A1 |
| Шлакообразующая смесь для разливки стали | 1983 |
|
SU1227316A1 |
| JP 60218055 A, 31.10.1985. | |||

