Изобретение относится к области радиографического контроля качества изделий и может быть использовано при радиографическом контроле сварных швов, наплавок и основного металла сварных соединений.
При рентгенографическом контроле аустенитных и других сварных соединений с крупнозернистой структурой металла на рентгеновских снимках появляются изображения структурного происхождения типа темных и светлых пятен и полос, связанные с проявлением волновых (дифракционных) явлений, возникающих при взаимодействии мягкой длинноволновой части спектра рентгеновского излучения с зернистой структурой металла. Структурные пятна и полосы схожи с изображениями обычных сварочных дефектов-несплошностей, включений и создают структурный фон(шум), что приводит к затруднениям при расшифровке снимков и перебраковке изделий по изображениям структуры, а также к пропуску дефектов, изображения которых скрываются (вуалируются) рентгенографическими структурными шумами.
Изображения структурного происхождения рассматриваются в практике радиографии как мешающий расшифровке снимков структурный шум. При этом принимаются меры для отстройки от этого шума, включающие повторное радиографирование сварных соединений при измененных параметрах (энергии, виде, направлении) излучения.
Существует методика идентификации изображений и отстройки от рентгенографических структурных шумов (авторские свидетельства: SU №1556327, SU №1598655, SU №1701018), основанная на повторном просвечивании сварных соединений фильтрованным рентгеновским излучением и (при больших толщинах стали - свыше 20-40 мм) гамма-излучением изотопов Иридий-192 и Кобальт-60, что позволяет за счет подавления структурных шумов (устранения структурных изображений) при обеспечении требуемой чувствительности контроля выявлять на повторных снимках скрытые и маскируемые на первоначальных снимках структурным фоном изображения дефектов-несплошностей, включений и идентифицировать имеющиеся на первоначальных снимках изображения структуры (отличать структурные изображения от изображений дефектов).
В то же время, изображения структурного происхождения, воспринимаемые в практике радиографии как снижающий надежность и достоверность контроля структурный шум, несут определенную информацию о структуре металла, зашифрованную в виде и контрасте структурных изображений на снимке. Использование этой информации дает возможность контролировать радиографированием одновременно, наряду со сварочной дефектностью, и состояние структуры металла сварных соединений.
В настоящее время состояние структуры металла изделия контролируется методом металлографии (разрушающий контроль), проводимой на образцах-имитаторах (контрольных образцах), т.е. о состоянии структуры металла контролируемого изделия судят опосредованно. Радиографические данные относятся непосредственно к контролируемому изделию, что, в сравнении с данными, получаемыми металлографией, является очевидным достоинством. Задача заключается в том, чтобы расшифровать имеющуюся в рентгенографических изображениях структурного происхождения информацию о структуре контролируемого металла.
Известно "Устройство для обнаружения дефектов в металлических изделиях" (авторское свидетельство SU №574885), которое предусматривает просвечивание контролируемого изделия под различными углами направления рентгеновских или гамма-лучей. Это повышает выявляемость дефектов, а также позволяет определить к какому типу - плоскостному или объемному относятся выявляемые дефекты.
Способом, наиболее близким по своей технической сущности заявляемому, является "Способ изготовления эталона для контроля качества пайки" (авторское свидетельство SU 1362578 А1), который предусматривает сравнение рентгеновских снимков контролируемого изделия(паяного соединения) с рентгеновскими снимками образца-имитатора(эталона). Это повышает точность определения характера и размеров выявляемых при рентгенографическом контроле дефектов контролируемого изделия и, соответственно, повышает достоверность (информативность) контроля.
Однако указанные известные способы получения дополнительной уточняющей информации о параметрах выявляемых дефектов разработаны применительно к обычным дефектам типа несплошностей и включений, не учитывают специфику формирования рентгенографических изображений структурного происхождения (вклад волновых явлений), принципиально отличающуюся от специфики формирования изображений несплошностей и включений (изменение потока квантов), и, как следствие, малопригодны для контроля структуры металла.
Техническим результатом, на достижение которого направлено заявляемое изобретение является повышение информативности и надежности контроля качества сварных изделий путем реализации одновременного контроля методом радиографии сварочной дефектности и состояния структуры металла изделия.
Указанный технический результат достигается тем, что в способе дефекто-структуро-рентгенографии, включающем просвечивание проникающим излучением на радиографическую пленку контролируемого изделия и образца-имитатора с установленными на них эталонами с канавками различной глубины, проводят при одинаковых для изделия и образца параметрах излучения первоначальное просвечивание нефильтрованным рентгеновским излучением и повторное просвечивание фильтрованным рентгеновским излучением или гамма-излучением без изменения направления просвечивания и нефильтрованным рентгеновским излучением с изменением направления просвечивания, при этом получают соответствующие снимки; затем проводят для образца-имитатора и изделия идентификацию изображений структурного происхождения по признаку их устранения или значительно более сильному, чем у изображений канавок эталона, снижению контраста на повторном снимке при надежном выявлении на нем идентификационной канавки эталона, имевшей на первоначальном снимке не более высокий, чем у идентифицируемых изображений, контраст или при достижении на повторном снимке не менее высокой, чем у первоначального снимка, чувствительности контроля и регистрируют отдельно от изображений структуры изображения дефектов-несплошностей, включений, после чего определяют тип - по специфике вида изображений и признаку устранения или неустранения изображений при изменении угла рентгенопросвечивания, форму и контраст идентифицируемых изображений структурного происхождения; затем проводят сравнение изображений структуры на снимках изделия с изображениями структуры на снимках образца-имитатора, при этом по сравнительным характеристикам структурных изображений фиксируют наличие или отсутствие существенных различий в структуре металла образца и металла изделия; затем делают на основании полученных данных о размерах выявленных на снимках изделия дефектов типа несплошностей и включений и сравнительных, по отношению к образцу-имитатору, характеристиках структуры просвечиваемого металла изделия вывод о качестве проконтролированного сварного изделия (заключение о сварочной дефектности и состоянии структуры металла сварного соединения).
Возможность получения при анализе радиографических снимков информации о структуре контролируемого металла дают результаты проведенных экспериментальных исследований, иллюстрируемых фигурами 1, 2 и 3. При оценке по снимкам характеристик структуры можно учитывать следующее:
1) тип структуры: транскристаллитная, зернистая, дендритная может быть установлен по определенной специфике ее изображений на снимках (см. фиг.1-Ia, б, в) и признаку устранения или неустранения изображений структуры при изменении направления рентгенопросвечивания (см.фиг.1-IIa, б, в);
2) форма и ориентация структурных составляющих в металле соответствует, как показывают металлографические исследования, форме и ориентации структурных изображений на снимке (см. фиг.1-Ia, б, в и фиг.2);
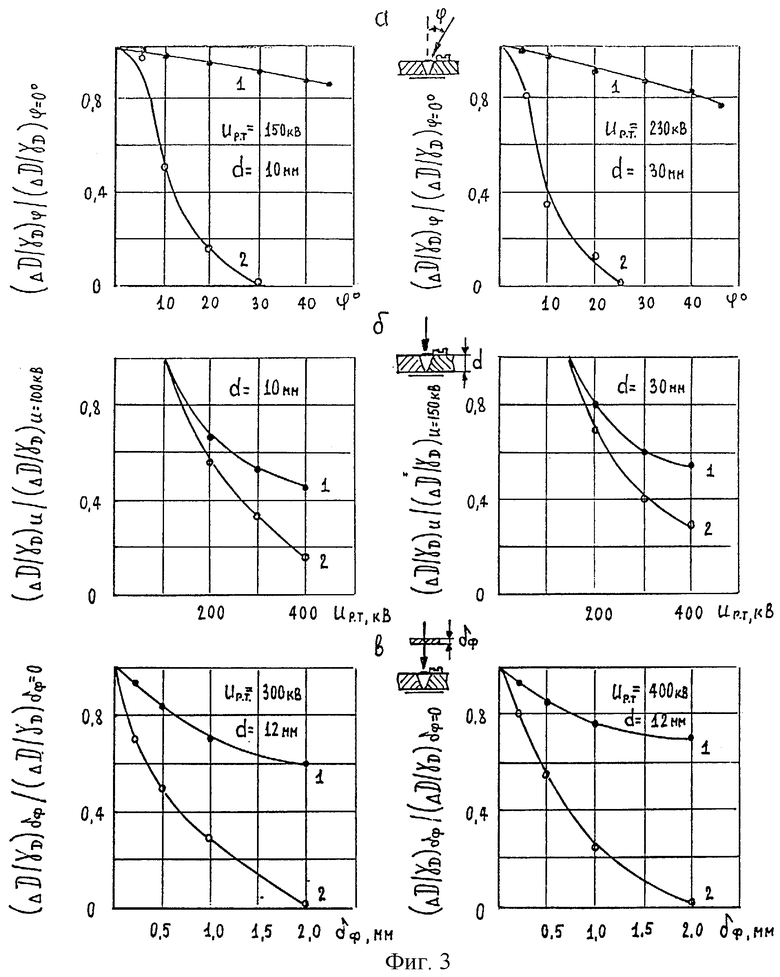
3) степень неоднородности в плане отличий плотности отдельных выявляемых на снимках составляющих (фрагментов) структуры от средних(нормальных) для данного металла значений можно оценить путем сравнения зависимостей контраста изображений структуры и канавок эталона от толщины рентгеновского фильтра (см. фиг.3в и методику, изложенную в примере конкретного выполнения). С относительным снижением плотности отдельных структурных фрагментов, связанным, например, с появлением локальных рыхлот в структуре металла, интенсивность изменения (снижения) контраста их изображений на снимке с увеличением толщины рентгеновского фильтра падает и зависимость контраста от толщины фильтра для структурных изображений сближается с соответствующей зависимостью для дефектов (кривая 2 на фиг.3в отклоняется в сторону кривой 1) и, соответственно, для устранения структурных изображений при повторном рентгенопросвечивании требуется установка фильтра большей толщины. При наличии значительной локальной рыхлости структуры ее изображения на повторном снимке уже могут не устраняться при сохранении заданной чувствительности контроля;
4) характеристики (форма, контраст) изображений структурного происхождения, отображающие состояние структуры контролируемого металла, зависят от условий и режимов сварки и термообработки изделия, что позволяет по этим характеристикам, сравниваемым с соответствующими характеристиками изображений структуры металла образца-имитатора, прошедшего необходимые испытания, контролировать соблюдение установленных режимов сварки и термообработки изделий. Например, как показывают эксперименты, контраст транскристаллитных темных полос на рентгеновских снимках аустенитных сварных соединений резко возрастает при завышении установленных (нормальных) значений сварочного тока и скорости сварки, приводящему к перегреву металла и соответствующему росту структурных зерен.
Образцы-имитаторы изготавливаются при отработке или аттестации технологии сварки контролируемого изделия. При этом они контролируются как просвечиванием, так и металлографией, что является обычным (стандартным) требованием технологии изготовления изделия. Здесь несложно провести дополнительное просвечивание с изменением параметров излучения и установкой на образцы эталонов с канавками (отверстиями) для получения зависимостей аналогичных представленным на фиг.3. Несложно выполнить радиографирование образца и во время контроля изделия.
Использование для идентификации - разделения изображений дефектов и изображений структуры повторного рентгенопросвечивания с изменением направления излучения, что позволяет устранять изображения транскристаллитной структуры типа темных полос (см. фиг.1-Ia, IIa) не подходит, поскольку существуют изображения структуры (зернистая, дендритная), не устраняемые изменением направления рентгенопросвечивания (см. фиг.1-I-б, в; II-б, в), и к тому же при изменении направления излучения на повторных снимках могут устраняться изображения выявленных на первоначальных снимках трещин и непроваров малого раскрытия. Прием изменения направления рентгенопросвечивания может применяться в рассматриваемом случае лишь для установления типа выявленной структуры и только после того как будет установлено структурное происхождение соответствующих изображений при повторном просвечивании без изменения направления излучения.
Поскольку для проведения оценки по снимкам состояния структуры металла требуется применение эталонов с канавками различной глубины, то при контроле чувствительности по проволочным или пластинчатым с отверстиями стандартным эталонам чувствительности необходимо дополнительно устанавливать на контролируемое изделие и образец-имитатор эталон с канавками (стандартный или специально изготовленный). При контроле чувствительности по стандартным канавочным эталонам их можно одновременно использовать и для идентификации изображений структурного происхождения.
При рентгенографии толщин стали свыше 40 мм, когда применяется максимально возможное напряжение на рентгеновской трубке (400-450 кВ), использование свинцовых рентгеновских фильтров затруднено, поскольку они значительно увеличивают экспозицию просвечивания. В то же время в указанном диапазоне просвечиваемых толщин чувствительность гамма-графирования приближается к чувствительности рентгенографирования, что позволяет проводить идентификацию изображений путем повторного просвечивания сварных соединений гамма-излучением изотопов Иридий-192 или Кобальт-60 (изменение вида излучения - замена рентгеновского на гамма-излучение). Однако применение гамма-просвечивания, устраняющего изображения структуры всех типов без фильтрации излучения, не позволяет получать зависимости, аналогичные зависимостям для рентгеновского изолучения, представленным на фиг.3. Это ограничивает возможность проведения достаточно точной оценки степени неоднородности структуры, поскольку на повторных гамма-снимках могут фиксироваться лишь сравнительно грубые рыхлоты структуры металла.
Техническим результатом, на достижение которого направлено заявляемое изобретение, является повышение информативности и надежности контроля качества сварных изделий.
Указанный технический результат достигается тем, что в способе дефекто-структуро-рентгенографиии, включающем просвечивание проникающим излучением на радиографическую пленку контролируемого изделия и образца-имитатора с установленными на них эталонами с канавками различной глубины, осуществляют следующие операции:
1) проводят при фиксируемых параметрах излучения (напряжение на рентгеновской трубке, толщина рентгеновского фильтра, тип гамма-источника), одинаковых для изделия и образца, первоначальное просвечивание изделия обычным нефильтрованным рентгеновским излучением и (при выявлении на снимках структурных изображений или изображений сомнительного происхождения) повторное просвечивание изделия фильтрованным рентгеновским излучением или гамма(Ir192, Co60)-излучением без изменения направления просвечивания и нефильтрованным рентгеновским излучением с изменением (на 15-30°) направления просвечивания и аналогичное выполненному для изделия первоначальное и повторное просвечивание образца-имитатора, при этом получают соответствующие снимки;
2) проводят для образца-имитатора и для изделия идентификацию изображений путем сравнения соответствующих первоначальных и выполненных без изменения направления просвечивания повторных снимков, при этом идентифицируют имеющиеся на первоначальном рентгеновском снимке изображения структурного происхождения по признаку их устранения (или значительно более сильному чем у изображений канавок эталона, снижению контраста) на повторном снимке при надежном выявлении на нем идентификационной канавки эталона, имевшей на первоначальном снимке не более высокий, чем у идентифицируемых изображений, контраст, или при достижении на повторном снимке не менее высокой, чем у первоначального снимка, чувствительности контроля и регистрируют (отдельно от изображений структуры) изображения дефектов-несплошностей, включений;
3) определяют (фиксируют) характеристики: тип, форму, контраст идентифицированных (отделенных на снимке от изображений дефектов) изображений структурного происхождения, при этом тип структурных изображений, соответствующий типу отображенной на первоначальном снимке структуры просвечиваемого металла, устанавливают по специфике вида изображений структуры на снимке (транскристаллитная: темные полосы вдоль оси изображения сварного шва; зернистая: темные и светлые пятна - «рябь»; дендритная - искривленные темные линии) и признаку устранения (транскристаллитная) или неустранения (зернистая, дендритная) структурных изображений при изменении угла направления рентгеновских лучей;
4) проводят сравнение изображений структуры на снимках изделия с изображениями структуры на снимках образца-имитатора, при этом по сравнительным характеристикам структурных изображений фиксируют наличие или отсутствие существенных различий в структуре металла образца и металла изделия, признаками которых могут быть: отличие типа или резкое отличие формы структурных изображений на первоначальных снимках образца и изделия; значительное превышение контраста структурных изображений на первоначальных снимках изделия над контрастом соответствующих изображений структуры на первоначальных снимках образца (применительно к транкристаллитной структуре сварного шва это может свидетельствовать о нарушении установленных режимов сварки контролируемого изделия); неустранение структурных изображений на выполненных фильтрованных рентгеновским излучением повторных снимках контролируемого изделия при толщине рентгеновского фильтра, при которой устраняются, при соответствующей снимкам изделия чувствительности контроля, изображения структуры на повторных снимках образца-имитатора (может быть признаком наличия локальных рыхлот в структуре металла контролируемого изделия);
5) проводят, с использованием полученных зависимостей контраста изображений структуры металла образца и изделия и эталонных канавок от напряжения и толщины фильтра на рентгеновской трубке, расчет степени неоднородности структуры просвечиваемого металла образца-имитатора и контролируемого изделия в отношении плотности выявленных локальных структурных фрагментов (по методике, изложенной в примере конкретного выполнения);
6) делают на основании полученных данных о параметрах (размерах) выявленных на снимках контролируемого изделия дефектов типа несплошностей и включений и сравнительных (по отношению к образцу-имитатору) характеристиках структуры просвечиваемого металла изделия вывод о качестве проконтролированного сварного изделия (заключение о сварочной дефектности и состоянии структуры металла сварного соединения).
Сущность изобретения поясняется рисунками и фотографиями:
На фиг.1 - схематично показаны радиографические снимки с некоторыми типичными изображениями структурного происхождения и способы идентификации изображений: «а» - снимки аустенитного сварного соединения с транскристаллитной структурой металла сварного шва (темные полосы), «б» - снимки сварного соединения с объемно-распределенной крупнозернистой структурой(«крапчатость»), «в» - снимки сварного соединения, выполненного электрошлаковой сваркой (дендритная структура типа «елочка»);
1, 2, 3 - изображения сварочных дефектов типа несплошностей и включений;
I - нормальное рентгенопросвечивание, II - рентгенопросвечивание под углом к плоскости сварного соединения, III - просвечивание фильтрованным рентгеновским излучением и гамма-излучением изотопов Ir192 и Со60.
На фиг.2 представлены фотографии с рабочих и повторных радиографических снимков сварного соединения из феррит-мартенситной стали с крупнозернистой вытянутой структурой металла околошовной зоны: «а» - рабочий рентгеновский снимок при напряжении на рентгеновской трубке Up.т.=150 кВ, «б» - повторный рентгеновский снимок при Uр.т.=150 кВ с направлением просвечивания по шву под углом 30° к его нормали, «в» - повторный гамма-снимок излучением изотопа Ir192, «г» - повторный рентгеновский снимок при Up.т.=300 кВ и свинцовым фильтре толщиной dф=2 мм. На снимках «в», «г» выявлена имитированная несплошность металла околошовной зоны. На снимке «б» изображения структурного происхождения не устранены, а изображение дефекта размыто и завуалировано изображениями структуры.
На фиг.3 представлены экспериментально полученные зависимости величины ΔD/γD, где ΔD - контраст изображения, γD - коэффициент контрастности радиографической пленки, канавок эталона-имитатора - 1 и структурного типа полос - 2 от угла наклона ϕ рентгеновских лучей - «а», напряжения на рентгеновской трубке - «б», толщины свинцового фильтра на выходном окне рентгеновской трубки - «в» («а», «б» - сварные образцы толщиной d=10 мм и 30 мм из аустенитной стали, «в» - образец d=12 мм из феррит-мартенситной стали 09×17 Н).
Пример конкретного выполнения:
Проводился радиографический контроль участка сварной детали из стали 09×17 Н, оставшегося после вырезки из детали шлифов для металлографических исследований на предмет установления характера выявленных на рабочих рентгеновских снимках детали изображений типа темных полос в околошовной зоне. На данном участке был имитирован, в виде надреза, дефект типа несплошности металла околошовной зоны, схожий по своему изображению с выявленными темными полосами. Результаты радиографирования представлены на фиг.2 и фиг.3в.
Сравнение данных радиографических и металлографических исследований показывает следующее. Форма и ориентация структурных темных полос на рабочем рентгеновском снимке (фиг.2-а) соответствуют установленным металлографическими исследованиями форме и ориентации характерных для структуры стали 09×17 Н вытянутых кристаллов (расположенных под углом 20° к продольной оси цилиндрической детали). Неустранение структурных темных полос при изменении угла рентгенопросвечивания на 30° (фиг.2б) свидетельствует об объемно-распределенном характере структуры металла детали. Изображения структуры устранены при повторном просвечивании гамма-излучением изотопа Ir192 (фиг.2в) и фильтрованным рентгеновским излучением (фиг.2г). При этом выявлен имитированный дефект типа несплошности металла. Правильность идентификации подтверждается выявлением на повторном снимке идентификационного элемента - канавки эталона глубиной(размером в направлении просвечивания) Δd=0,2 мм, имевшей на рабочем снимке не более высокий, чем структурные полосы, контраст изображения. Чувствительность контроля на повторных снимках составляла 0,2 мм по проволочному эталону, что соответствует требуемому для данной толщины детали d=12 мм значению чувствительности по ГОСТ 7512-82 для I класса чувствительности. По полученным зависимостям ΔD/γD=ƒ(dф), представленным на фиг.3в, проведена оценка максимально возможного отличия плотности металла структурных неоднородностей от средней плотности контролируемого металла. Полагалось, что в общем случае в контраст ΔDстр изображения неоднородности структуры вносят вклад как волновые, так и корпускулярные(ослабление потока квантов) явления:
ΔDстр=ΔDстр волн+ΔDстр корп=kΔDстр корп,
где k=ΔDстр/ΔDстр корп≥1,
ΔDстр корп=0,43γD[(μ-μД стр)/B]Δdстр,
где μ, μД стр - линейные коэффициенты ослабления излучения для основного металла и металла структурной неоднородности,
В - фактор накопления рассеянного излучения,
Δdстр - размер структурной неоднородности в направлении просвечивания.
Для канавок эталона ΔDкан=0,43γD(μ/В)Δdкан.
На первоначальном снимке идентификационная канавка эталона имеет максимальный контраст ΔDкан инд=ΔDстр. Соответственно:
ΔDстр=kΔDстр корп=0,43kγD[(μ-μД стр)/B]Δdстр=ΔDкан инд=0,43γD(μ/B)Δdкан инд
При радиографировании эталона и структуры на один снимок имеет место
В=const, γd=const и k(μ-μД стр)Δdстр=μΔdкан инд, откуда получаем:
μД стр/μ=1-Δdкан инд/kΔdстр.
Полагая, что различие в характеристиках основного металла и металла структурной неоднородности связано в большей степени с различием в их плотности ρ и ρД стр, и учитывая, что μ≈ρ[1], получим выражение для оценки относительного различия плотностей:
ρД стр/ρ≈1Δdкан инд/kΔdстр.
Оценку коэффициента k можно провести по данным фотометрических замеров ΔDстр корп на первоначальном снимке без фильтра (δф=0), используя графики фиг.3в. Полагаем, что при конечных параметрах просвечивания (δф=2 мм) контраст ΔDстр корп имеет значение, не превышающее величину
ΔDстр корп.кон=ΔDстр кон=ΔDmin и ΔDстр волн.кон=0
При наблюдаемой ширине изображений структуры 1-1,5 мм величины ΔDmin≈0,01[4]. При Uр.т.=300 кВ значение ΔDстр перв=0,04, при Uр.т.=400 кВ значение ΔDстр перв=0,03. Изменение ΔDстр корп при изменении δф аналогично изменению ΔDкан канавки эталона (кривая 1 на фиг.3в) и соответственно
ΔDстр корп.перв=ΔDmin(ΔDδф=0 кан/ΔDδф=2мм кан)=0,01(ΔDδф=0 кан/ΔDδф=2мм кан).
В результате расчетов получим:
k=ΔDстр перв/ΔDстр корп.перв≈2,4.
Следовательно для характерной при данной структуре металла неоднородности размером Δdстр≈10% d, учитывая, что в эксперименте Δdкан инд≈2% d, имеем ρд стр/ρ≥0,92. Таким образом относительное различие в средней плотности контролируемого металла и плотности металла рассматриваемой неоднородности не превышает 8%. От состояния структуры не в меньшей, а иногда и в большей степени, чем от сварочной дефектности, зависят прочностные характеристики сварного соединения. Применение заявленного способа дефекто-структуро-рентгенографии позволяет одновременно контролировать как дефектность, так и состояние и характеристики структуры металла контролируемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИОГРАФИРОВАНИЯ ИЗДЕЛИЙ | 2010 |
|
RU2437080C1 |
| Способ фотометрической оценки размеров дефектов в направлении просвечивания | 1988 |
|
SU1536215A1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2000 |
|
RU2240538C2 |
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2009 |
|
RU2399908C1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2006 |
|
RU2313080C1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2000 |
|
RU2243541C2 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2009 |
|
RU2392609C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ЗАЛЕГАНИЯ ДЕФЕКТА | 2010 |
|
RU2437081C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2550163C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1988 |
|
SU1526381A1 |

Использование: для контроля качества изделий. Сущность: заключается в том, что проводят просвечивание проникающим излучением на радиографическую пленку контролируемого изделия и образца-имитатора с установленными на них эталонами с канавками различной глубины, при этом проводят при одинаковых для изделия и образца параметрах излучения первоначальное просвечивание нефильтрованным рентгеновским излучением и повторное просвечивание фильтрованным рентгеновским излучением или гамма-излучением без изменения направления просвечивания и нефильтрованным рентгеновским излучением с изменением направления просвечивания, получают соответствующие снимки, анализируют полученные снимки и на основании полученных данных делают вывод о качестве проконтролированного изделия. Технический результат: повышение информативности и надежности контроля качества сварных изделий. 3 ил.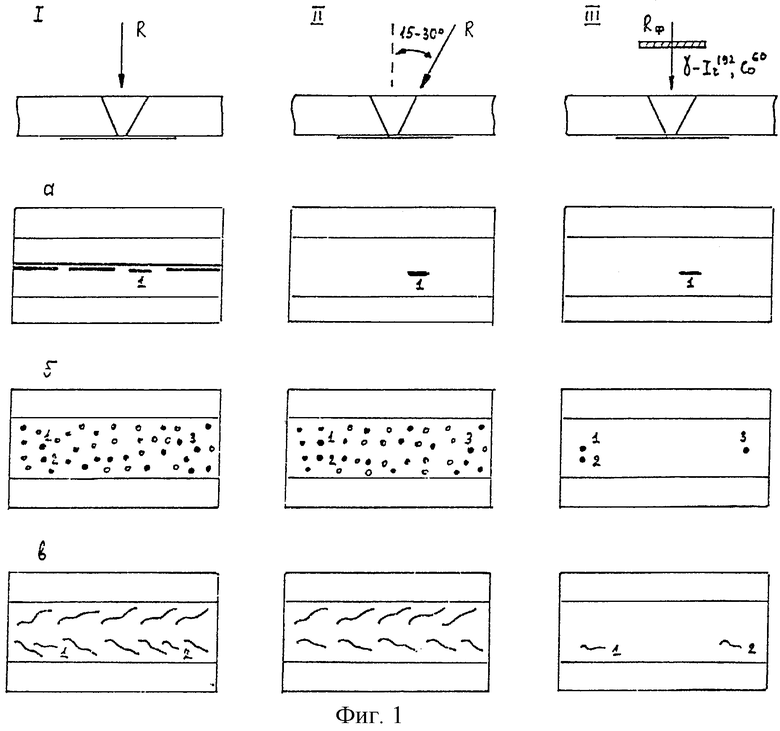
Способ дефекто-структуро-рентгенографии, включающий просвечивание проникающим излучением на радиографическую пленку контролируемого изделия и образца-имитатора с установленными на них эталонами с канавками различной глубины, отличающийся тем, что проводят при одинаковых для изделия и образца параметрах излучения первоначальное просвечивание нефильтрованным рентгеновским излучением и повторное просвечивание фильтрованным рентгеновским излучением или гамма-излучением без изменения направления просвечивания и нефильтрованным рентгеновским излучением с изменением направления просвечивания, при этом получают соответствующие снимки; затем проводят для образца-имитатора и изделия идентификацию изображений структурного происхождения по признаку их устранения или значительно более сильному, чем у изображений канавок эталона, снижению контраста на повторном снимке при надежном выявлении на нем идентификационной канавки эталона, имевшей на первоначальном снимке не более высокий, чем у идентифицируемых изображений, контраст или при достижении на повторном снимке не менее высокой, чем у первоначального снимка, чувствительности контроля и регистрируют отдельно от изображений структуры изображения дефектов-несплошностей, включений; затем определяют тип по специфике вида изображений и признаку устранения или неустранения изображений при изменении угла рентгенопросвечивания, форму и контраст идентифицированных изображений структурного происхождения; затем проводят сравнение изображений структуры на снимках изделия с изображениями структуры на снимках образца-имитатора, при этом по сравнительным характеристикам структурных изображений фиксируют наличие или отсутствие существенных различий в структуре металла образца и металла изделия; затем делают на основании полученных данных о размерах выявленных на снимках изделия дефектов типа несплошностей и включений и сравнительных (по отношению к образцу-имитатору) характеристиках структуры просвечиваемого металла изделия вывод о качестве проконтролированного сварного изделия (заключение о сварочной дефектности и состоянии структуры металла сварного соединения).
| Устройство для фиксации ползунов с валками относительно станины | 1975 |
|
SU574885A1 |
| Способ изготовления эталона для контроля качества пайки | 1986 |
|
SU1362578A1 |
| 1973 |
|
SU414519A1 | |
| Рентгеновский дефектоскоп | 1986 |
|
SU1318870A1 |
| JP 08203691 A, 09.08.1996 | |||
| US 6229872 B1, 08.05.2001. | |||

