Изобретение относится к области машиностроения, в частности к ориентирующим и загрузочным механизмам станков и технологических машин, и может найти применение в устройствах для автоматического ориентирования плоских деталей и заготовок.
Известно устройство для струйного ориентирования деталей, содержащее транспортный лоток с зоной ориентации и приемной площадкой, преобразователи типа сопло - заслонка с соплами, сопловыми камерами и входными дросселями, блок управления, включающий в себя последовательно соединенные первый струйный логический элемент И и усилитель, выход которого связан с сопловой камерой одного из преобразователей, а также второй струйный логический элемент И, выход которого связан со входом второго усилителя, выход которого соединен с сопловой камерой соответствующего преобразователя [Авторское свидетельство СССР №1465253, М. Кл. В23Q 7/08, опубл. 15.03.89, бюл. №10].
Недостатком данного устройства является необходимость дополнительной приемной площадки, при переводе на которую ориентированных деталей происходит потеря скорости, что снижает производительность.
Наиболее близким из известных технических решений является струйное ориентирующее устройство, содержащее транспортный лоток, основное и дополнительное управляющие и исполнительное сопла, датчик положения детали и блок управления в виде усилителя и струйных логических элементов, причем дополнительное управляющее сопло установлено симметрично основному соплу и связано посредством струйных логических элементов с основным управляющим соплом и с датчиком положения детали, а через усилитель - с исполнительным соплом [Авторское свидетельство СССР №1219315, М. Кл. В23Q 7/08, опубл. 23.03.86, бюл. №11].
Недостатком данного устройства является принцип пассивного ориентирования, используемый при ориентировании деталей, при котором неправильно ориентированные детали удаляются с лотка, что существенно снижает производительность.
Данное устройство имеет низкий технический уровень, что обусловлено применением принципа пассивного ориентирования, при котором производится контроль положения детали, и правильно ориентированные детали пропускаются дальше по лотку, а неправильно ориентированные детали сбрасываются с лотка, и их ориентирования не происходит, тем самым существенно снижается производительность устройства.
Задачей данного изобретения является создание новой конструктивной схемы струйного устройства для ориентирования плоских деталей, основанной на принципе активного ориентирования, при котором зона ориентирования расположена непосредственно на транспортном лотке, а неправильно ориентированные детали принудительно ориентируются посредством переворота в результате последовательного импульсного воздействия двух струй сжатого воздуха, причем настройка временных интервалов между двумя импульсами, а также силы каждого из импульсов позволяют применять данное изобретение в широком диапазоне типоразмеров деталей, сохраняя при этом высокую производительность.
Техническим результатом заявленного устройства является новая технологическая схема ориентирования плоских деталей при помощи переворота посредством двух последовательных и взаимосвязанных импульсов сжатого воздуха регулируемой длительности и силы, что обеспечивает повышение производительности при ориентировании плоских деталей на транспортных лотках.
Технический результат достигается тем, что в устройство для ориентированной подачи деталей, содержащее транспортный лоток, основное и дополнительное управляющие сопла, исполнительное сопло и блок управления в виде усилителя и струйного логического элемента И, в блок управления дополнительно введены два триггера, два элемента временной задержки и второй усилитель, выход которого связан со входом дополнительного исполнительного сопла, расположенного симметрично основному исполнительному соплу, а вход соединен с выходом второго триггера, первый вход которого связан с выходом первого элемента временной задержки, а второй вход - с выходом второго элемента временной задержки, причем вход второго элемента временной задержки соединен с выходом первого элемента временной задержки, а вход первого элемента временной задержки связан с выходом струйного логического элемента И, прямой вход которого связан с основным управляющим соплом, а инверсный - с дополнительным управляющим соплом, при этом выход струйного логического элемента И связан с первым входом первого триггера, второй вход которого связан с выходом первого элемента временной задержки, а выход связан со входом первого усилителя, причем выход первого усилителя соединен со входом основного исполнительного сопла.
Создание новой конструктивной схемы устройства для ориентированной подачи плоских деталей на базе транспортного лотка, в зоне ориентации которого расположены два управляющих сопла, выполненные в виде преобразователей типа сопло - заслонка, а также два исполнительных сопла, выполненные симметрично относительно продольной оси лотка, основывается на введении в блок управления новых логических элементов. Введение двух триггеров обеспечивает импульсный режим работы устройства, при котором длительность импульсного воздействия струи сжатого воздуха на деталь ограничена определенным наперед заданным интервалом времени. Задание каждого из двух интервалов, обеспечивающих первый и второй этапы переворота соответственно, осуществляется при помощи двух элементов временной задержки. Введение дополнительного исполнительного сопла влечет за собой введение второго усилителя. Таким образом, переворот детали в зоне ориентации непосредственно над поверхностью транспортного лотка осуществляется за счет последовательного импульсного воздействия на нее двух струй сжатого воздуха, истекающих из исполнительных сопел и разнесенных по времени при помощи элементов временной задержки, при этом сила каждого из импульсов регулируется соответствующим дросселем. В совокупности это позволяет применять устройство предлагаемой конструкции в широком диапазоне типоразмеров деталей с сохранением при этом высокой производительности.
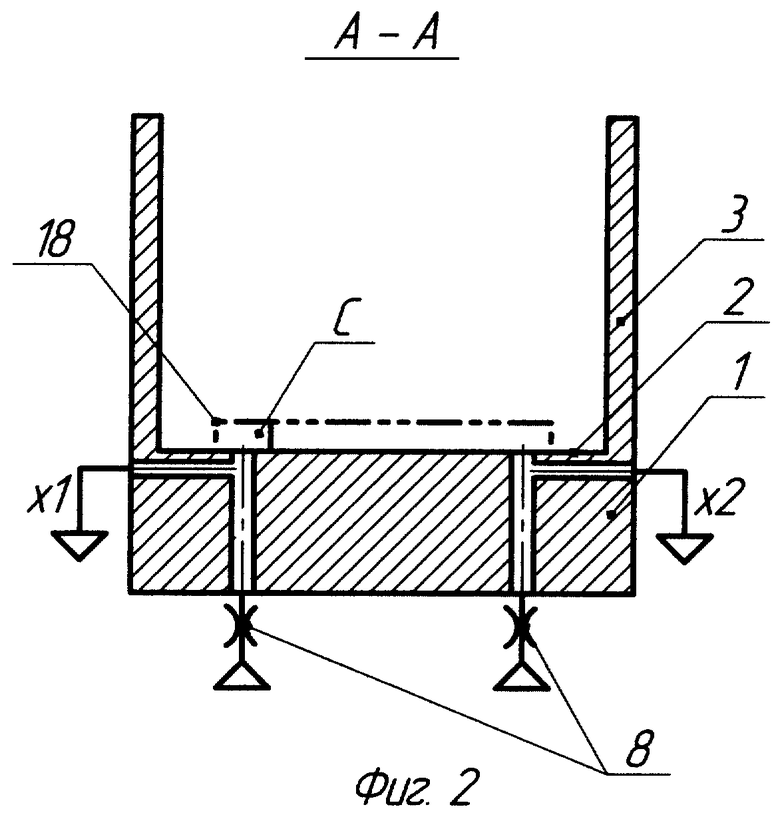
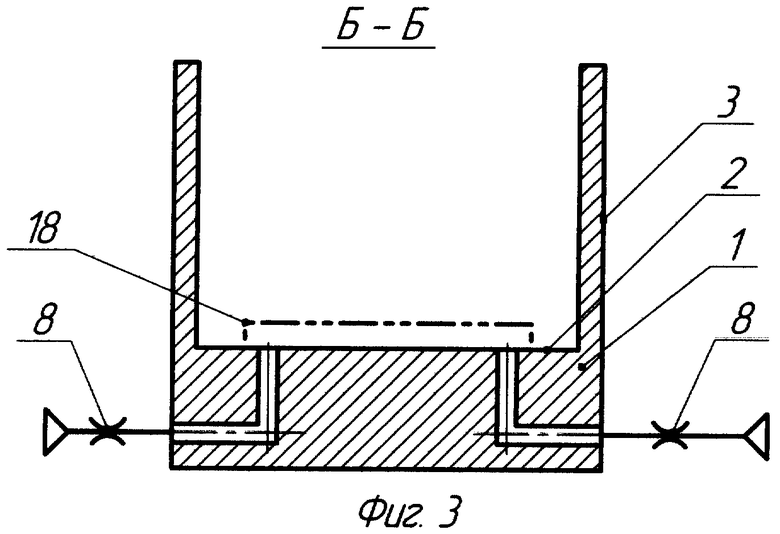
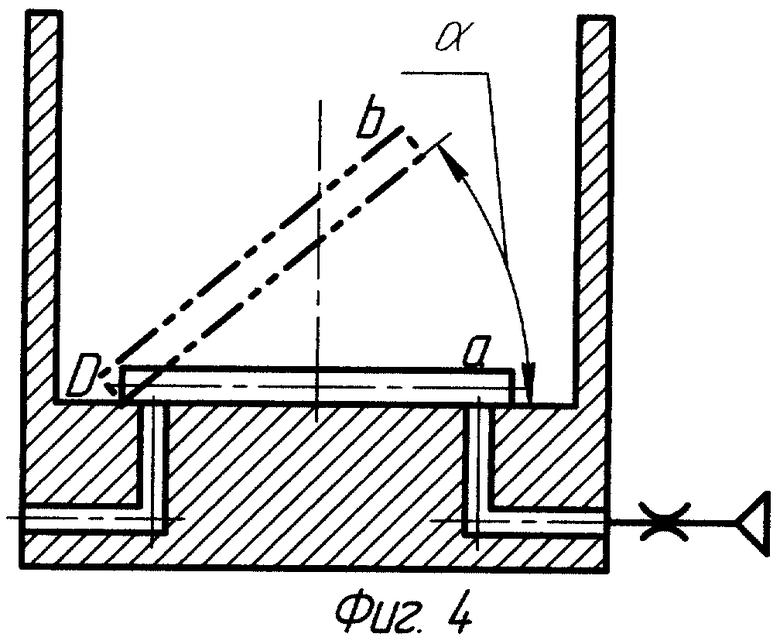
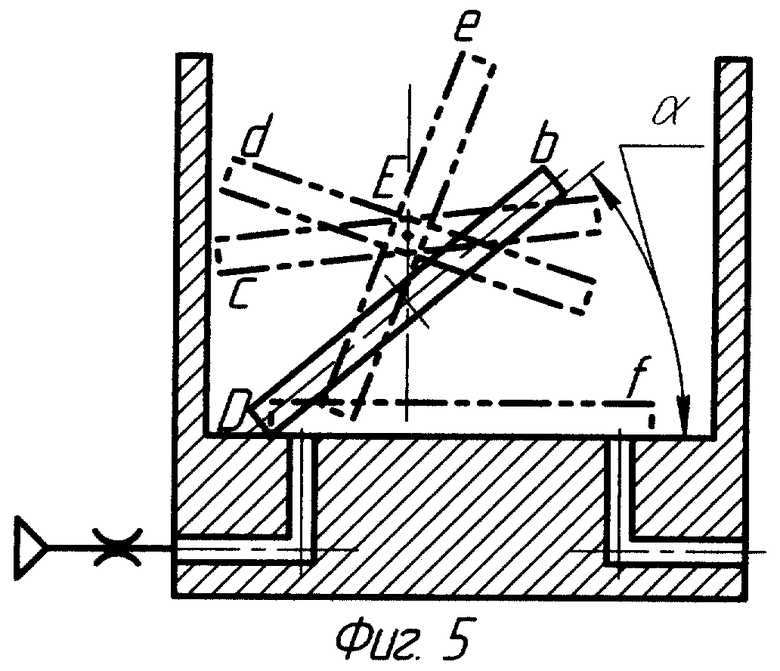
Данное устройство представлено на чертежах: фиг.1 - общий вид устройства; фиг.2 - разрез А-А на фиг.1; фиг.3 - разрез Б-Б на фиг.1; фиг.4 и 5 - схема переворота детали.
Устройство для ориентированной подачи плоских деталей содержит (фиг.1) транспортный лоток 1 с зоной 2 ориентации и с бортами 3, основное 4 и дополнительное 5 управляющие сопла, выполненные в виде преобразователей типа сопло - заслонка, основные 6 и дополнительные 7 исполнительные сопла с входными дросселями 8, блок управления, выполненный в виде струйного логического элемента И 9, триггеров 10 и 11, элементов временной задержки 12 и 13, усилителей 14 и 15. Элемент И 9 имеет прямой вход 16 и инверсный вход 17.
Борты 3 ограничивают зону переворота детали над поверхностью лотка.
Основное 4 и дополнительное 5 управляющие сопла расположены в зоне ориентации 2 (фиг.2) таким образом, что деталь 18 в любом из двух возможных положений пазом С открывает одно из сопел. Основное 6 и дополнительное 7 исполнительные сопла расположены в зоне ориентации 2 (фиг.3) симметрично относительно продольной оси транспортного лотка 1.
Триггеры 10 и 11 обеспечивают импульсный режим работы устройства, при котором длительность каждого из двух импульсов струй сжатого воздуха ограничена определенным интервалом времени. Элементы временной задержки 12 и 13 используются для задания длительности каждого из импульсов. Сила импульсов регулируется при помощи дросселей 8. Усилители 14 и 15 служат для усиления выходного сигнала каждого из триггеров 10 и 11 соответственно и передачи его к соответствующему исполнительному соплу.
Выход основного управляющего сопла 4 соединен с прямым 16, а дополнительного управляющего сопла 5 - с инверсным 17 входами логического элемента И 9, выход которого соединен со входами триггера 10 и элемента временной задержки 12. При этом выход триггера 10 соединен с входом усилителя 14, выход которого соединен с входом основного исполнительного сопла 6. Выход элемента временной задержки 12 соединен со входами триггера 10, триггера 11 и элемента временной задержки 13. При этом выход элемента временной задержки 13 соединен со входом триггера 11, выход которого соединен со входом усилителя 15, выход которого соединен со входом дополнительного исполнительного сопла 7.
Устройство работает следующим образом.
Плоская деталь 18 с пазом С продвигается пазом С вперед по плоскости транспортного лотка 1 и может занимать два положения: паз С слева по ходу движения детали и справа. Деталь, перемещаясь по транспортному лотку 1, в зоне ориентации 2 находится над соплами 4 и 5. При этом в одном положении она своей поверхностью перекрывает сопло 4, создавая на информационном выходе преобразователя 4 единичный сигнал х1, а пазом С при этом открывает сопло 5, создавая на информационном выходе преобразователя 5 нулевой сигнал х2; а в другом положении она своей поверхностью перекрывает сопло 5, создавая на информационном выходе преобразователя 5 единичный сигнал х2, а пазом С при этом открывает сопло 4, создавая на информационном выходе преобразователя 4 нулевой сигнал х1.
При совпадении паза С с соплом 4 на входе 16 элемента И 9 будет низкий уровень сигнала х1, а на инверсном входе 17 - высокий уровень сигнала х2. На выходе элемента 9 сигнал отсутствует, деталь в ориентированном положении проходит дальше по лотку.
При совпадении паза С с соплом 5 на инверсном входе 17 элемента И 9 будет низкий уровень сигнала х2, а на входе 16 - высокий уровень сигнала х1. Сигнал с выхода элемента 9 поступает одновременно на триггер 10 и на элемент временной задержки 12. Сигнал с выхода триггера 10 поступает на усилитель 14, который подает сжатый воздух к основному исполнительному соплу 6. Начинается первый этап переворота. По истечении заданного времени, определяемого настройкой элемента временной задержки 12, сигнал с выхода элемента временной задержки 12 поступает на вход триггера 10, вход элемента временной задержки 13, вход триггера 11. Триггер 10 отключает усилитель 14 и соответственно исполнительное сопло 6 от источника сжатого воздуха. Сигнал с выхода триггера 11 поступает на усилитель 15, который подает сжатый воздух к дополнительному исполнительному соплу 7. Начинается второй этап переворота. По истечении заданного времени, определяемого настройкой элемента временной задержки 13, сигнал с выхода элемента временной задержки 13 поступает на вход триггера 11. Триггер 11 отключает усилитель 15 и соответственно исполнительное сопло 7 от источника сжатого воздуха. Процесс переворота закончен, деталь в ориентированном положении проходит дальше по лотку.
Последовательность воздействия струй следующая: струя сжатого воздуха из сопла 6 поворачивает деталь вокруг точки D на угол α, затем струей, истекающей из сопла 7, деталь переворачивается вокруг точки Е на угол α+π/2 (фиг.4, 5). Таким образом, суммарный угол переворота детали составляет π рад.
Таким образом, переворот детали в зоне ориентации непосредственно над поверхностью транспортного лотка осуществляется за счет последовательного импульсного воздействия на нее двух струй сжатого воздуха, истекающих из исполнительных сопел и разнесенных по времени при помощи элементов временной задержки, при этом сила каждого из импульсов регулируется соответствующим дросселем. В совокупности это позволяет применять устройство предлагаемой конструкции в широком диапазоне типоразмеров деталей с сохранением при этом высокой производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| Устройство для ориентации деталей | 1986 |
|
SU1465253A1 |
| Способ ориентации деталей | 1983 |
|
SU1152765A1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2060841C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| Устройство для сортировки деталей | 1987 |
|
SU1498562A1 |
| Устройство для сортировки плоских деталей | 1986 |
|
SU1407595A1 |
| Устройство для ориентированной подачи деталей | 1984 |
|
SU1219315A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ ШТУЧНОЙ ЗАГОТОВКИ | 2022 |
|
RU2803619C1 |
Изобретение относится к области машиностроения, в частности к ориентирующим и загрузочным механизмам станков и технологических машин, и может найти применение в устройствах для автоматического ориентирования плоских деталей и заготовок. Техническим результатом заявленного устройства является новая технологическая схема ориентирования плоских деталей при помощи переворота посредством двух последовательных и взаимосвязанных импульсов сжатого воздуха регулируемой длительности и силы, что обеспечивает повышение производительности при ориентировании плоских деталей на транспортных лотках. Устройство содержит транспортный лоток с бортами и расположенными в нем основным и дополнительным управляющим соплами, а также основным и дополнительным исполнительными соплами. Управляющие сопла выполнены в виде преобразователей типа сопло - заслонка. Блок управления состоит из двух усилителей, струйного логического элемента И, двух триггеров и двух элементов временной задержки. Выходы основного и дополнительного управляющего сопел связаны соответственно с прямым и инверсным входами логического элемента И. Выход логического элемента И связан с входом первого триггера и с входом первого элемента временной задержки. Выход первого элемента временной задержки связан с входами второго элемента временной задержки, второго триггера, а также с входом первого триггера. Выход второго элемента временной задержки связан с входом второго триггера. Выход первого триггера связан с входом первого усилителя, выход которого через дроссель связан с входом основного исполнительного сопла. Выход второго триггера связан с входом второго усилителя, выход которого через дроссель связан с входом дополнительного исполнительного сопла. Техническим результатом заявленного устройства является новая технологическая схема ориентирования плоских деталей при помощи переворота посредством двух последовательных и взаимосвязанных импульсов сжатого воздуха регулируемой длительности и силы, что обеспечивает повышение производительности при ориентировании плоских деталей на транспортных лотках. 5 ил.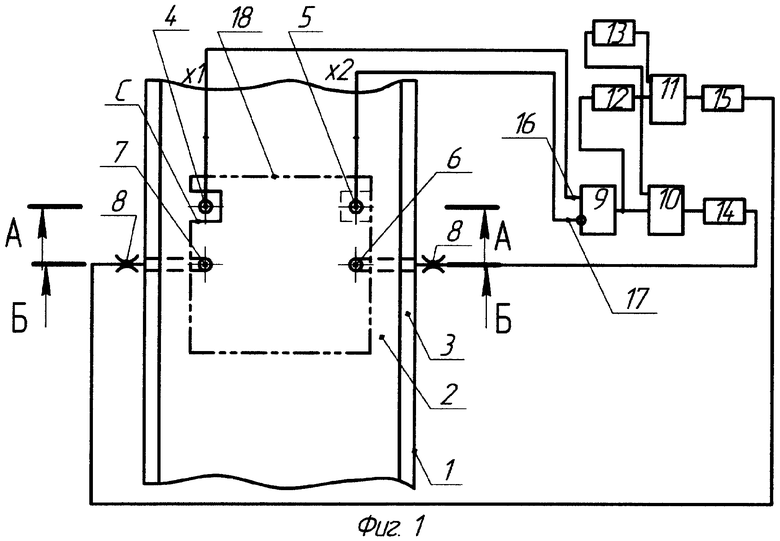
Устройство для ориентированной подачи деталей, содержащее транспортный лоток, основное и дополнительное управляющие сопла, исполнительное сопло и блок управления в виде усилителя и струйного логического элемента И, отличающееся тем, что в блок управления дополнительно введены два триггера, два элемента временной задержки и второй усилитель, выход которого связан со входом дополнительного исполнительного сопла, расположенного симметрично основному исполнительному соплу, а вход соединен с выходом второго триггера, первый вход которого связан с выходом первого элемента временной задержки, а второй вход - с выходом второго элемента временной задержки, причем вход второго элемента временной задержки соединен с выходом первого элемента временной задержки, а вход первого элемента временной задержки связан с выходом струйного логического элемента И, прямой вход которого связан с основным управляющим соплом, а инверсный - с дополнительным управляющим соплом, при этом выход струйного логического элемента И связан с первым входом первого триггера, второй вход которого связан с выходом первого элемента временной задержки, а выход связан со входом первого усилителя, причем выход первого усилителя соединен со входом основного исполнительного сопла.
| Устройство для ориентированной подачи деталей | 1984 |
|
SU1219315A1 |
| Устройство для ориентации заготовок | 1987 |
|
SU1506605A1 |
| Устройство для ориентации деталей | 1986 |
|
SU1465253A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |

