Изобретение относится к автоматизации процессов загрузки токарных, резьбонакатных станков и прессов штучными заготовками типа колпачков, крышек и пробок.
Известно устройство для ориентации деталей, содержащее транспортный лоток с боковыми направляющими и соплом подачи сжатого воздуха, с целью обеспечения ориентации плоских деталей с фигурной кромкой, снабженный разделительной планкой, установленной по ходу движения деталей непосредственно за соплом, смонтированным в днище транспортного лотка (А.с. СССР №562413, кл. B23Q 7/08, опубл. 25.06.1977, бюл. №23).
Также, известно устройство для ориентации деталей, содержащее подающий и отводящий лотки с элементами ориентации деталей, при этом подающий и отводящий лотки имеют общую стенку, а элементы ориентации деталей выполнены в виде двух планок, имеющих скосы, установленных на дне подающего лотка параллельно его продольной оси и выступающих за стенки этого лотка, а также в виде фигурного отверстия, выполненного в дне лотка между планками, и крыльчатки, установленной на подающем лотке, при этом в стенке, разделяющей подающий и отводящий лотки, выполнено окно, предназначенное для сброса неправильно ориентированных деталей в отводящий лоток, а на дне лотка установлен уступ, предназначенный для переворота деталей в правильное положение (А.с. СССР №1454644 А1, кл. B23Q 7/02, опубл. 30.01.1989, бюл. №4).
Недостатком известных устройств является их непригодность для ориентации деталей с глухим отверстием типа колпачков, крышек и пробок.
Известен способ и устройство для ориентации деталей со сквозным отверстием, расширяющимся у одного из торцов, перемещаемых по лотку путем воздействия на них струей сжатого воздуха, где с целью обеспечения ориентации деталей струю сжатого воздуха направляют в отверстие детали, перекрывая его с противоположной стороны экраном (А.с. СССР №1148756 А, кл. B23Q 7/08, опубл. 07.04.1985, бюл. №13).
Недостатком известного способа и устройства также является его непригодность для ориентации деталей с глухим отверстием типа колпачков, крышек и пробок.
Кроме того, недостатком данного способа и устройства является его низкая производительность и необходимость воздействия струей сжатого воздуха на детали для предотвращения остановки на пути их движения в зону ориентирования и после ориентирования, так как устройство расположено в горизонтальной плоскости и движению заготовок препятствует трение скольжения, возрастающее по мере увеличения массы заготовок. Продвижение заготовок по каналам также затрудняется наличием масляной пленки и механического загрязнения поверхности деталей.
Наиболее близким по технической сущности является устройство для ориентирования осесимметричных деталей типа колпачков крышек и пробок с глухим отверстием на одном из торцов, содержащее лоток расположенный наклонно с возможностью перемещения по нему деталей под действием силы тяжести, выполненный с вырезом в нижней части, равным 1,5-3 диаметра детали, и два сопла для подачи воздуха установленные друг напротив друга на противоположных стенках лотка, при этом одно из них установлено под углом 10-30° к стенке лотка с возможностью обеспечения продолжения движения деталей по лотку, а второе под углом 10-30° с возможностью обеспечения сбрасывания струей воздуха деталей в вырез.
Недостатком устройства является недостаточная надежность ориентирования деталей и большое количество времени затрачиваемое на его наладку, что важно при переналадке устройства для его работы с разными деталями или деталями имеющими большие размахи геометрических или массово инерционных параметров в зависимости от их исполнения и партии.
Недостаточная надежность ориентирования выражается в том, что в вырез расположенный в нижней части лотка сбрасывается большое количество деталей ориентированных различным образом, при этом дальнейшее движение по лотку обеспечивается для сравнимо малого количества деталей, что существенно ограничивает производительность устройства.
Большое количество времени затрачиваемое на наладку обусловлено отсутствием возможности управлять направлением потока воздуха путем поворота сопел закрепленных на противоположных стенках лотка при наладке, т.к. сопла на стенках лотка как правило жестко закреплены под одним фиксированным углом и тем самым, практически отсутствует возможность существенно менять направление воздушных потоков при наладке.
Кроме того, недостатком является то, что детали сброшенные в вырез ориентированы различно и их, в связи с этим, невозможно направить дополнительным лотком непосредственно в обработку, и они либо падают обратно в загрузочный бункер, либо падают в контейнер и их в этом случае, необходимо пересыпать вручную обратно в загрузочный бункер к деталям подлежащим ориентации, что приводит к дополнительным затратам времени и энергии на ориентацию и снижает производительность.
Задачей изобретения является повышение надежности ориентации деталей с глухим отверстием.
Технический результат заключается повышении производительности устройства и облегчении его наладки.
Данная задача решается, а технический результат достигается благодаря тому, что в предлагаемом устройстве для ориентирования осесимметричных деталей типа колпачков, крышек и пробок с глухим отверстием на одном из торцов, содержащем основной лоток, расположенный наклонно с возможностью перемещения по нему деталей под действием силы тяжести и имеющий в нижней части вырез, который выполнен с возможностью сброса через него деталей с соответствующей ориентацией, и два сопла для подачи сжатого воздуха, установленные друг напротив друга на противоположных стенках основного лотка, при этом одно из них установлено с возможностью обеспечения продолжения движения соответствующим образом ориентированных деталей по основному лотку, а второе - с возможностью обеспечения сбрасывания струей сжатого воздуха обратно ориентированных деталей в упомянутый вырез, согласно изобретения, устройство снабжено дополнительным лотком, размещенным под основным, причем в верхней части дополнительного лотка выполнен вырез, совпадающий с вырезом основного лотка, а дополнительный лоток установлен с возможностью продолжения движения сбрасываемых в него деталей, при этом каждое из сопел снабжено расположенной на одном из его торцев сферической частью, посредством которой сопла установлены в расположенной в стенках основного лотка соответствующей ответной части с возможностью поворота, а основной лоток в своей верхней части над вырезом выполнен с увеличенной высотой, обеспечивающей подъем над вырезом под действием потока сжатого воздуха соответствующим образом ориентированных деталей и их дальнейшее движение по основному лотку.
Предлагаемая конструкция устройства благодаря тому, что каждое из сопел для подачи сжатого воздуха установленных друг напротив друга на противоположных стенках лотка обладают возможностью вращения из-за того, что на одном из своих торцов имеют сферическую часть, и эта часть каждого из сопел, расположена в ответной части со сферой расположенной в стенках основного лотка, обладает высокой надежностью ориентирования деталей и малым количеством времени затрачиваемым на наладку, что важно при переналадке устройства для работы с разными деталями, или деталями имеющими большие размахи геометрических или массово инерционных параметров, в зависимости от их исполнения и партии.
Кроме того, повышение надежности достигается благодаря тому, что основной лоток имеет в своей верхней части над вырезом увеличенную высоту, обеспечивается подъем над вырезом, под действием потока сжатого воздуха, соответствующим образом ориентированных деталей и их дальнейшее движение по основному лотку, за счет чего устройство менее чувствительно к колебаниям геометрических и массово инерционных параметров ориентируемых деталей и тем самым обладает высокой надежностью ориентирования.
Высокая надежность ориентирования устройства, когда дальнейшее движение по лотку продолжают детали ориентированные глухим отверстием в одну сторону, а в вырез сбрасываются только детали однозначно ориентированные глухим отверстием в другую сторону, позволяет разместить дополнительный лоток расположив его вертикально под основным, для продолжения движения деталей сбрасываемых струей сжатого воздуха вниз в вырез расположенный в нижней части основного лотка, что существенно увеличивает производительность устройства позволив направить на технологическую обработку два потока заготовок деталей. Если в одном из потоков все детали ориентированы глухим отверстием в одну сторону, то во втором будут ориентированы в противоположную, при этом несложно организовать обработку состоящую из 2-х единиц оборудования каждое из которых настроено на обработку своего потока.
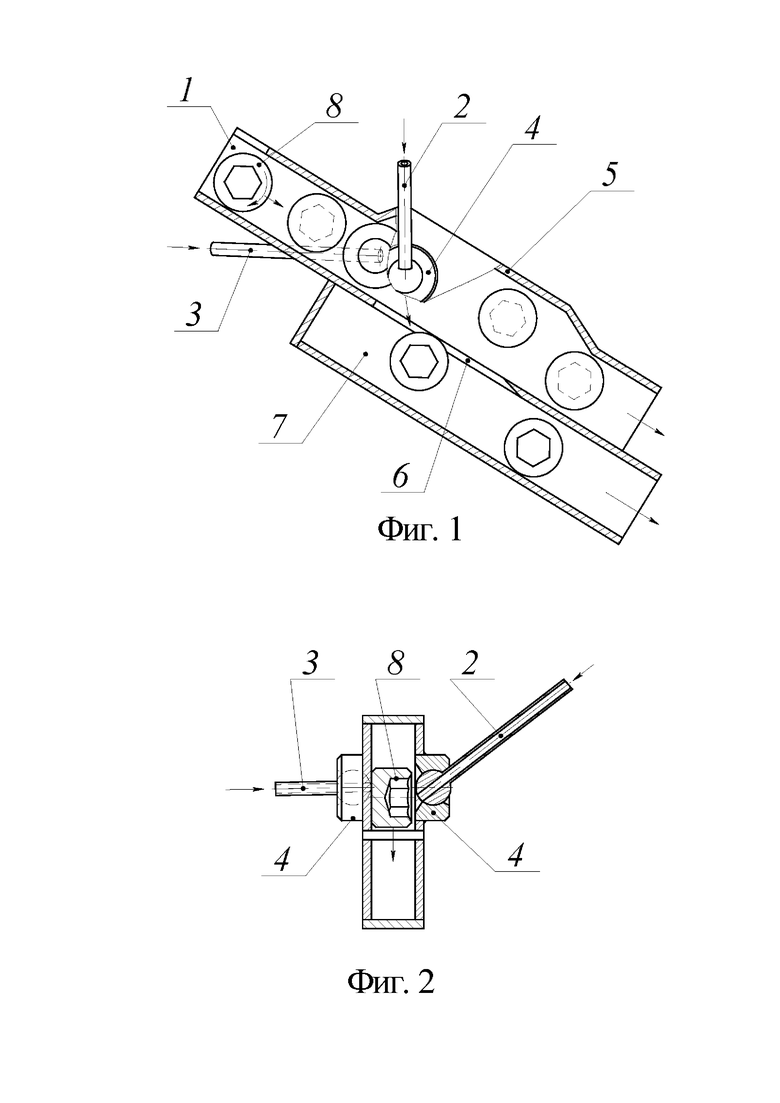
Сущность изобретения поясняется фигурами 1 и 2. На фиг.1 изображен разрез вида слева описываемого устройства, на фиг. 2- разрез устройства по одному из сопел.
Пример реализации устройства изображённого на фиг. 1-2 выполненного из стали 45 содержит основной лоток 1, стенки и дно которого выполнены из стальной полосы толщиной 4 мм. Высота основного лотка 30мм, а ширина 18мм. На стенках основного лотка установлены сопла 2 и 3 выполненные в виде трубки наружным диаметром ∅3,5мм со сферой диаметром ∅8,5мм, по всей длине сопла выполнено отверстие для подачи сжатого воздуха ∅2мм. Ответная часть 4 выполнена в виде цилиндра высотой 8мм и диаметром ∅16мм, в котором присутствует отверстие в виде направляющей части оканчивающейся полостью в виде сферы ∅8,5мм необходимые для запрессовки сферической части сопла. После запрессовки, сопла сохраняют возможность вращения в ответной части 4. Ответные части вставлены в предварительно выполненные отверстия ∅16мм в стенках основного лотка и заварены по их периметру. Основной лоток 1 имеет увеличенную на 8мм высоту 5 над местом где расположен вырез 6 длинной 55 мм. Дополнительный лоток 7 высотой 30мм расположен вертикально под основным лотком 1.
Принцип работы устройства следующий: Детали 8 поступают по основному лотку 1 в зону разделения, где установлены под углом сопла 2 и 3. Если деталь поступает торцом с глухим отверстием к соплу 2, установленному на стенке основного лотка под углом, то струя сжатого воздуха из сопла сбрасывает деталь вниз в вырез и далее деталь движется по дополнительному лотку 7, если же деталь поступает торцом с глухим отверстием к соплу 3, то по действием струи сжатого воздуха, направленного под углом по направлению движения, она поднимается над вырезом 6 на дне основного лотка, проскакивает его и продолжает свое движение по основному лотку 1.
Использование изобретения обеспечивает увеличение производительности устройства и повышение надежности ориентирования деталей.
Данное устройство предлагается к внедрению на АО «Уфимское агрегатное производственное объединение» (АО «УАПО») «Технодинамика» при ориентации широко распространенных в авиационной и автомобильной промышленности деталей типа стальных или алюминиевых пробок с цилиндрической либо конической боковой поверхностью и глухим отверстием на торце, для подачи на узел накатки резьбонакатного станка, имеющего высокую производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ОРИЕНТАЦИИ ДЕТАЛЕЙ | 2003 |
|
RU2261787C2 |
| СПОСОБ КОНТРОЛЯ И КОРРЕКЦИИ ОРИЕНТАЦИИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2508975C2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 2005 |
|
RU2305619C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2063318C1 |
| Способ сепарации сыпучей смеси в текучей среде и устройство для его осуществления | 1987 |
|
SU1502137A1 |
| Вибрационное ориентирующее устройство | 1981 |
|
SU998083A1 |
| Устройство для ориентирования деталей | 1983 |
|
SU1114519A1 |
| Устройство для ориентации деталей | 1985 |
|
SU1302450A1 |
| Устройство для ориентации деталей | 1978 |
|
SU904988A1 |
| Загрузочное устройство | 1988 |
|
SU1579713A1 |
Изобретение относится к области автоматизации процессов загрузки станков и прессов штучными заготовками типа колпачков, крышек и пробок, ориентированными соответствующим образом. Устройство содержит основной лоток, расположенный наклонно с возможностью перемещения по нему деталей под действием силы тяжести и имеющий в нижней части вырез, который выполнен с возможностью сброса через него деталей с соответствующей ориентацией, и два сопла для подачи сжатого воздуха, установленные друг напротив друга на противоположных стенках основного лотка. При этом устройство снабжено дополнительным лотком, размещенным под основным и имеющим вырез, совпадающий с вырезом основного лотка. Дополнительный лоток установлен с возможностью продолжения движения сбрасываемых в него деталей, а каждое из сопел снабжено расположенной на одном из его торцов сферической частью, посредством которой сопла установлены с возможностью поворота. Использование изобретения позволяет повысить надежность правильной ориентации заготовок и соответственно повысить производительность устройства. 2 ил.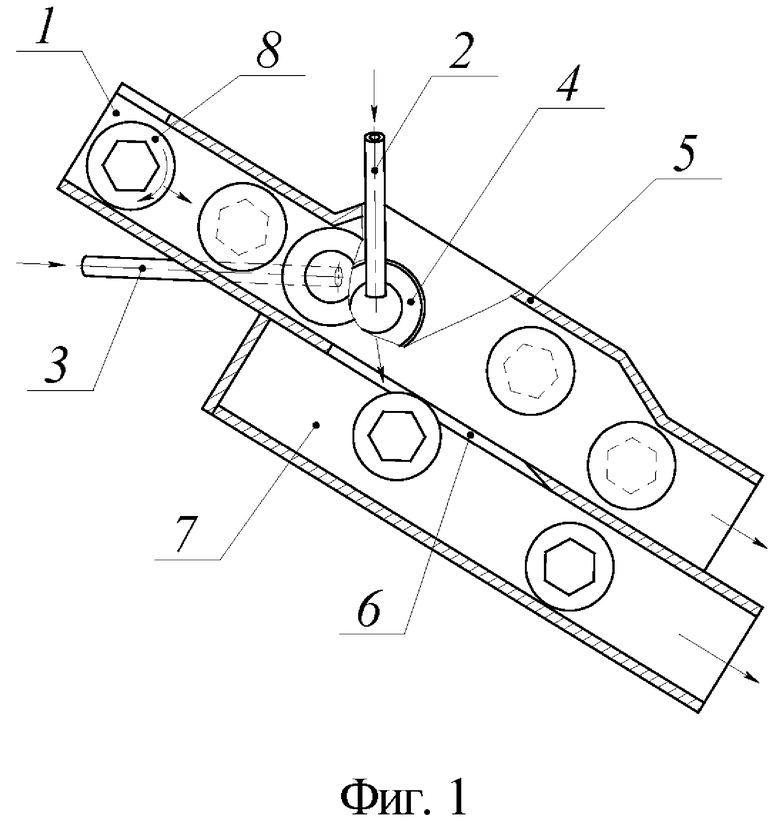
Устройство для ориентирования осесимметричных деталей типа колпачков, крышек и пробок с глухим отверстием на одном из торцов, содержащее основной лоток, расположенный наклонно с возможностью перемещения по нему деталей под действием силы тяжести и имеющий в нижней части вырез, который выполнен с возможностью сброса через него деталей с соответствующей ориентацией, и два сопла для подачи сжатого воздуха, установленные друг напротив друга на противоположных стенках основного лотка, при этом одно из них установлено с возможностью обеспечения продолжения движения соответствующим образом ориентированных деталей по основному лотку, а второе - с возможностью обеспечения сбрасывания струей сжатого воздуха обратно ориентированных деталей в упомянутый вырез, отличающееся тем, что оно снабжено дополнительным лотком, размещенным под основным, причем в верхней части дополнительного лотка выполнен вырез, совпадающий с вырезом основного лотка, а дополнительный лоток установлен с возможностью продолжения движения сбрасываемых в него деталей, при этом каждое из сопел снабжено расположенной на одном из его торцев сферической частью, посредством которой сопла установлены в расположенной в стенках основного лотка соответствующей ответной части с возможностью поворота, а основной лоток в своей верхней части над вырезом выполнен с увеличенной высотой, обеспечивающей подъем над вырезом под действием потока сжатого воздуха соответствующим образом ориентированных деталей и их дальнейшее движение по основному лотку.
| СПОСОБ И УСТРОЙСТВО ОРИЕНТАЦИИ ДЕТАЛЕЙ | 2003 |
|
RU2261787C2 |
| Устройство для ориентации деталей | 1987 |
|
SU1454644A1 |
| Способ ориентации деталей и устройство для его осуществления | 1982 |
|
SU1148756A1 |
| Устройство для ориентации деталей | 1976 |
|
SU562413A1 |
| US 3874740 A1, 01.04.1975 | |||
| US 5348133 A1, 20.09.1994 | |||
| СПОСОБ ИССЛЕДОВАНИЯ РАЗВИТИЯ ВЗРЫВА | 0 |
|
SU280286A1 |
