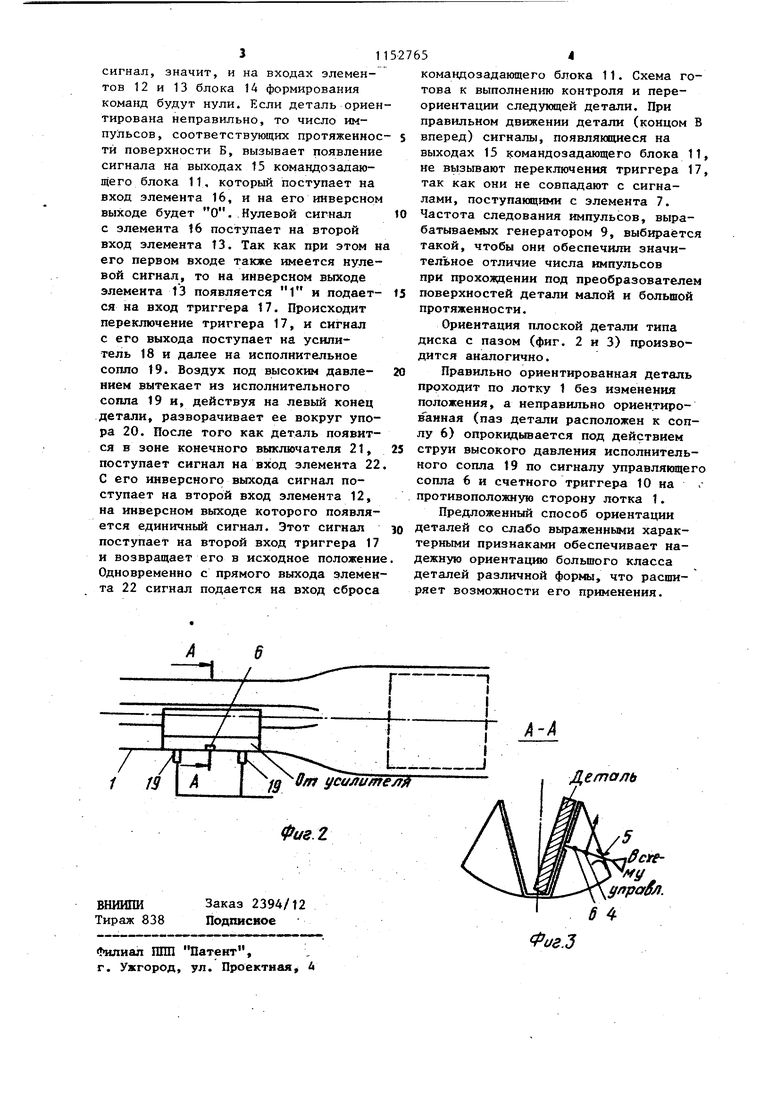
Изобретение относится к машиностроению и может найти применение при ориентированной подаче деталей в технологическое и сборочное оборудование . Известен способ ориентации деталей, включающий перемещение деталей по лотку и воздействие исполнительной воздушной струи непосредственно на характерный признак детали (выетуп на торце) L1 . Недостатком указанного способа является ограниченная область приме нения . Известен способ ориентации деталей, включающий перемещение деталей по лотку и воздействие на них струя ми сжатого воздуха для контроля, положения детали и ее переориентации C2j. Данный способ имеет ограниченные возможности применения ввиду ориентации ограниченного класса деталей (плоских с кольцевьми канавками на различных диаметрах) и ненадежен вследствие возможного подъема и сброса правильно ориентированной детали от действия на нее недостаточно отклоненной управляющей струей исполнительной струи. Целью изобретения является повышение надежности ориентации и расши рение технологических возможностей способа ориентации деталей. Указанная цель достигается тем, что согласно способу для ориентации деталей, включающему перемещение деталей по лотку и воздействия на них струями сжатого воздуха для контроля положения детали и ее пере ориентации, в процессе контроля положения детали измеряют длину ее непрерывной поверхности, преобразую измеренную длину в пропорциональное ей число импульсов и по числу импул сов фиксируют правильность положения детали на лотке. На фиг. 1 показана схема устройс ва для ориентации стержневых детале реализующее предложенный способ; на фиг. 2 - схема устройства для ориентации плоских деталей, реализующее предложенный способ; на фиг. 3 - разрез А-А на фиг. 2. Устройство для ориентации детале реализующее указанный способ, содер жит подаклций лоток 1 с карманом 2 в зоне ориентации, отводящий лоток 52 бесконтактный измерительный преобразователь 4 типа сопло - заслонка, входной дроссель 5, управляющее сопло 6 воздушной струи, струйный логический элемент 7 ИЛИ-НЕ ИЛИ, элемент 8, струйный генератор 9 Колебаний, счетный триггер 10 импульсов , командозадающий блок 11, элементы 12 и 13, блок 14 формирования команд, выход 15, элемент 16, триггер 17, усилитель 18, испЪлнительное сопло 19 воздушной струи, упор 20 в карман 2 зоны ориентации, конечный выключатель 21 и элемент 22. Способ ориентации осуществляется следующим образом. При перемещении детали типа щтифта с кольцевой проточкой в средней части из подающего лотка 1 в карман 2 зоны ориентации в преобразователь 4 подается воздух под постоянным давлением, который, проходя через входной дроссель 5, вытекает через управляющее сопло 6. При отсутствии детали воздух свободно истекает из управляющего сопла 6, давление на выходе преобразователя 4 близко к нулю. При прохождении детали мимо сопла 6 давление в междроссельной камере повышается, и с выхода преобразователя 4 воздух поступает на вход струйного логического элемента 7 ИЛИ-НЕ ИЛИ. Продолжительность сигнала, поступающего на элемент 7, пропорциональна длине непрерывной поверхности детали. С инверсного выхода элемента 7 нулевой сигнал подается на вход элемента 8, на второй вход которого поступают сигналы с выхода струйного генератора 9 колебаний. При совпадении нулевых входных сигналов на инверсном выходе элемента 8 появляется сигнал, который поступает на вход счетного триггера 10 и с его выхода на командозадающий блок 11. Импульсные сигналы определенной частоты поступают на счетный триггер 10 пока относительно сопла 6 будет перемещаться сплошная поверхность детали. При подходе проточки к соплу 6 сигнал на выходе преобразователя 4 исчезает, и на инверсном выходе элемента 7 появляется единичный сигнал, следовательно, на инверсном выходе элемента 8 будет Р независимо от поступления сигналов . с генератора 9. Одновременно на прямом выходе элемента 7 - нулевой
сигнал, значит, и на входах элементов 12 и 13 блока 14 формирования команд будут нули. Если деталь ориентирована неправильно, то число импульсов, соответствующих протяженноетй поверхности Б, вызывает появление сигнала на выходах 15 командозадающего блока 11, который поступает на вход элемента 16, и на его инверсном выходе будет О. Нулевой сигнал с элемента 16 поступает на второй вход элемента t3. Так как при этом на его первом входе также имеется нулевой сигнал, то на инверсном выходе элемента 13 появляется 1 и подается на вход триггера 17. Происходит переключение триггера 17, и сигнал с его выхода поступает на усипитель 18 и далее на исполнительное сопло 19. Воздух под высоким давлением вытекает из исполнительного сопла 19 и, действуя на левый конец детали, разворачивает ее вокруг упора 20. После того как деталь появится в зоне конечного выключателя 21, поступает сигнал на вход элемента 22 С его инверсного выхода сигнал поступает на второй вход элемента 12, на инверсном выходе которого появляется единичный сигнал. Этот сигнал поступает на второй вход триггера 17 и возвращает его в исходное положение Одновременно с прямого выхода элемента 22 сигнал подается на вход сброса
командозадающего блока 11. Схема готова к выполнению контроля и переориентации следующей детали. При правильном движении детали (концом В вперед) сигналы, появляющиеся на выходах 15 командозадающего блока 11, не вызывают переключения триггера 17, так как они не совпадают с сигналами, поступающими с элемента 7. Частота следования импульсов, вырабатываемых генератором 9, выбирается такой, чтобы они обеспечили значительное отличие числа импульсов при прохояздении под преобразователем поверхностей детали малой и большой протяженности.
Ориентация плоской детали типа диска с пазом (фиг. 2 и 3) производится аналогично.
Правильно ориентированная деталь проходит по лотку 1 без изменения положения, а неправильно ориентированная (паз детали расположен к соплу 6) опрокидывается под действием струи высокого давления исполнительного сопла 19 по сигналу управляющего сопла 6 и счетного триггера 10 на .противоположную сторону лотка 1.
Предложенный способ ориентации деталей со слабо выраженными характерными признаками обеспечивает надежн то ориентацию больпюго класса деталей различной формл, что расщиряет возможности его применения.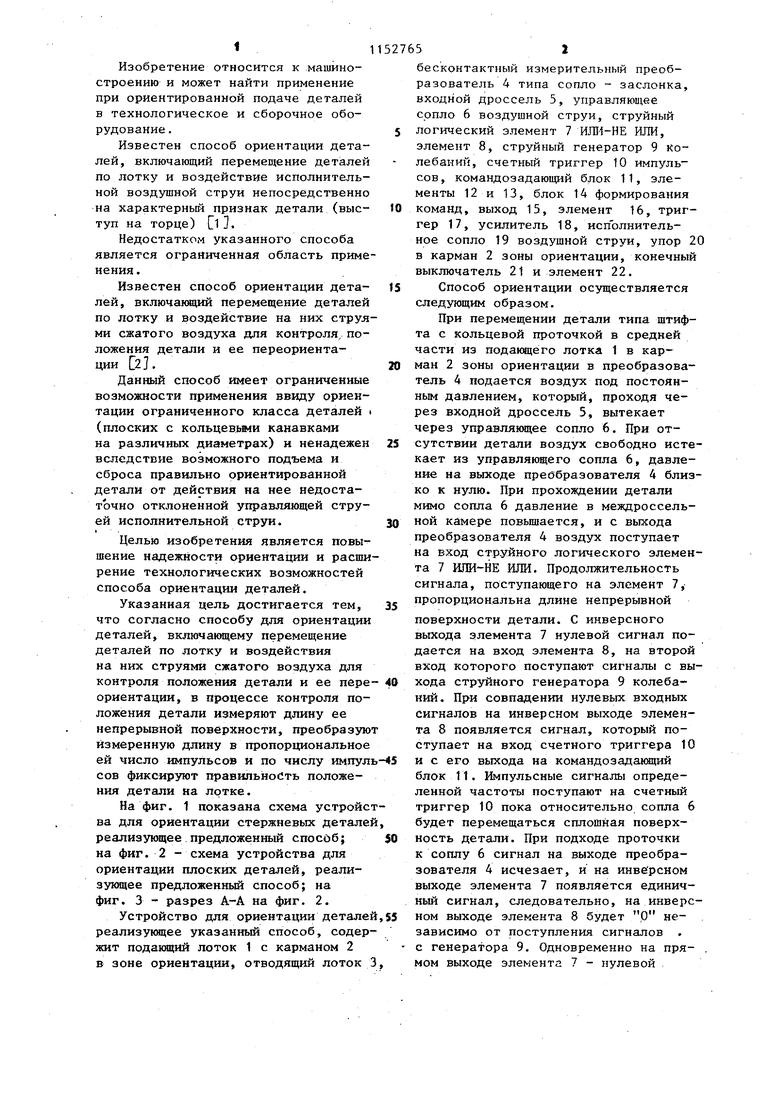
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 2005 |
|
RU2305619C1 |
| Устройство для ориентации деталей | 1986 |
|
SU1465253A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| Устройство для сортировки деталей | 1987 |
|
SU1498562A1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2060841C1 |
| Устройство для разделения потока деталей | 1982 |
|
SU1105293A1 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ | 1990 |
|
SU1820637A1 |
| Устройство для ориентации асимметричных токопроводящих деталей | 1983 |
|
SU1123838A1 |
| УСТАНОВКА СТРУЙНОЙ ПРОМЫВКИ ДЕТАЛЕЙ | 1990 |
|
RU2054978C1 |
СПОСОБ ОгаВИТАЦИИ ДЕТАЛЕЙ включающий перемещение детап.ей по лотку и воздействие на них струями сжатого воздуха для контроля положения детали и ее переориентации, отличающийся тем, что, с целью погаовеяия надежности ориентации и расширения технологических возможностей способа, в процессе контроля положения детали измеряют длину ее непрерьюной поверхности, преобразуют измеренную длину в пропорциональное ей число импульсов и по числу швгульсов фиксируют правильность положения детали на лотке.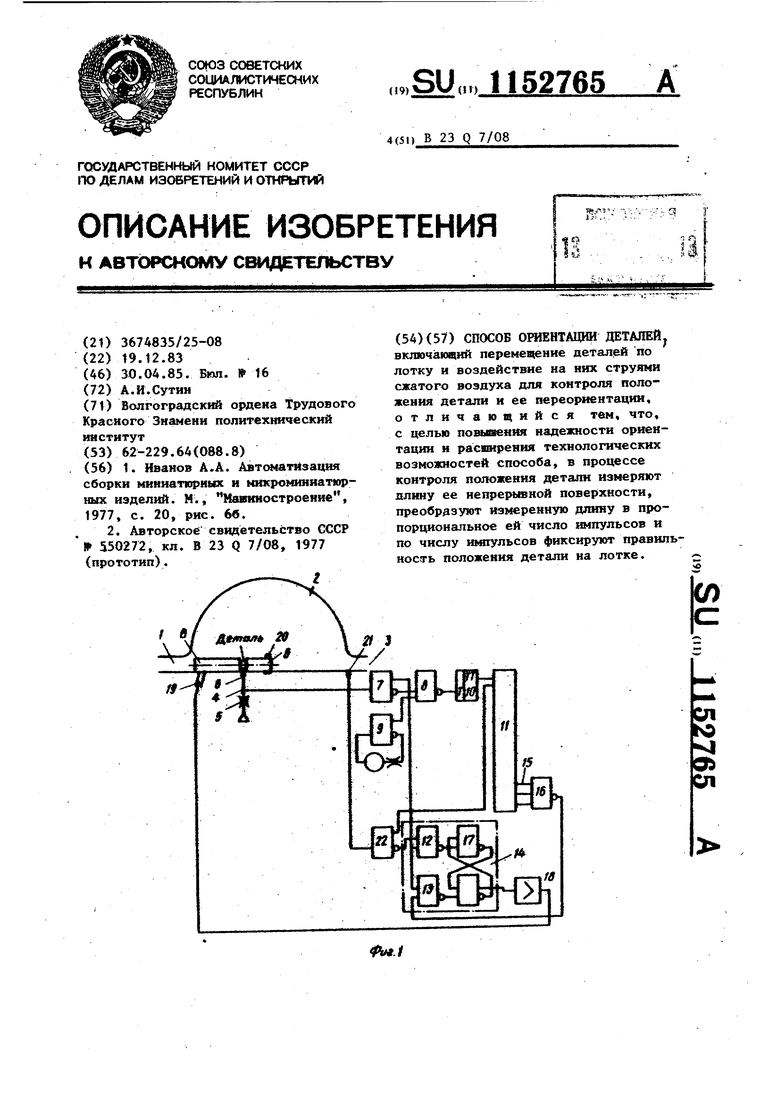
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Иванов А ..А | |||
| Автсматизация сборки ниниатюрньсх и микроюшиатк ных изделий | |||
| М., Маш1Шостроение 1977, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ ориентации деталей | 1975 |
|
SU550272A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
