Изобретение относится к обработке металлов давлением и может быть использовано для точной вырубки деталей машиностроения.
Известен штамп для реверсивной вырубки, содержащий закрепленный на ползуне пресса пуансон, заполненный эластичной средой цилиндр с опорным плунжером, диаметр которого меньше диаметра внутренней цилиндрической поверхности цилиндра, установленные в цилиндре с возможностью осевого относительного перемещения нижнюю матрицу, охватывающую контрпуансон, опирающиеся на эластичную среду, верхнюю матрицу, жестко связанную с цилиндром, и плунжер-втулку с буртиком, установленную в цилиндре на опорном плунжере с возможностью осевого перемещения, ограниченного буртиком, относительно цилиндра, при этом диаметр опорного плунжера меньше, а диаметр плунжер-втулки больше диаметра контрпуансона [1].
Недостаток известного штампа в том, что процесс чистовой вырубки с предварительным локальным сжатием выполняется сдвигом вырубаемой детали только в одном направлении.
Изобретение направлено на расширение технологических возможностей штампа - осуществление операции вырубки с двукратным реверсом вырубаемой детали относительно исходного материала.
Это достигается тем, что штамп содержит закрепленный на ползуне пресса пуансон, заполненный эластичной средой цилиндр с опорным плунжером, диаметр которого меньше диаметра внутренней цилиндрической поверхности цилиндра, установленные в цилиндре с возможностью осевого относительного перемещения нижнюю матрицу, охватывающую контрпуансон, опирающиеся на эластичную среду, верхнюю матрицу, жестко связанную с цилиндром, и плунжер-втулку с буртиком, установленную в цилиндре на опорном плунжере с возможностью осевого перемещения, ограниченного буртиком, относительно цилиндра, при этом диаметр опорного плунжера меньше, а диаметр плунжер-втулки больше диаметра контрпуансона, кроме того, он снабжен клапаном с запорным элементом, имеющим корпус с дном, опорный плунжер установлен с опорой в дно корпуса клапана и охвачен запорным элементом клапана с возможностью относительного осевого перемещения, плунжер-втулка установлена с осевым зазором относительного запорного элемента клапана.
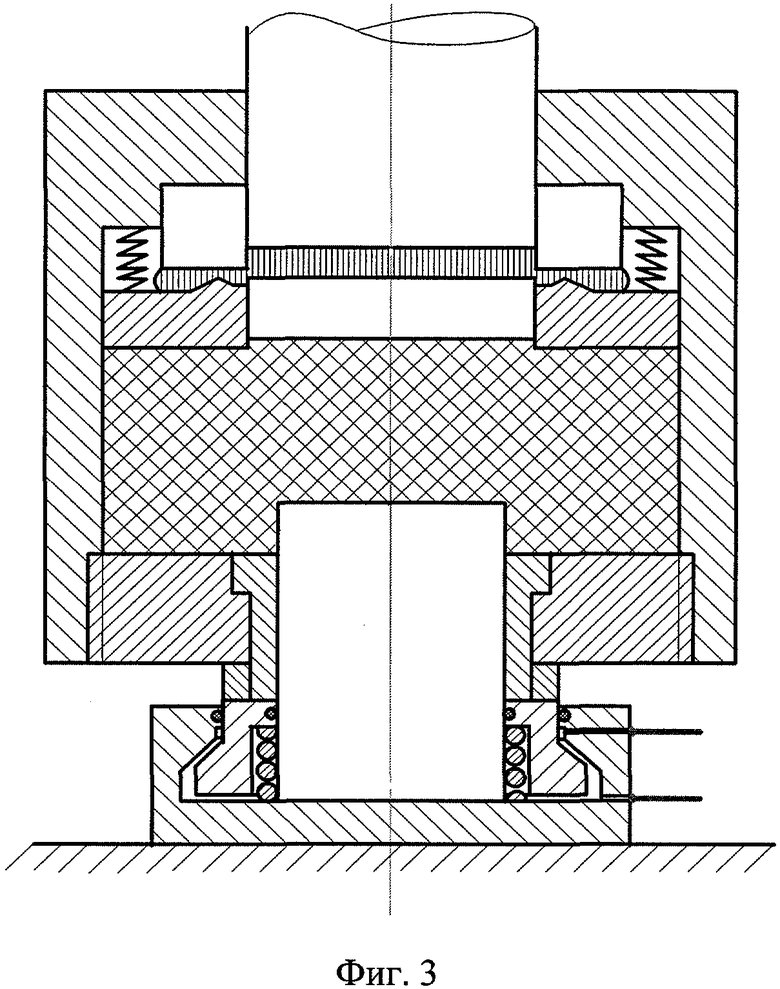
На фиг.1 показан штамп в начальный момент выполнения операции (слева) и на этапе сдвига без разрушения вырубаемой детали вверх (справа), на фиг.2 - в конце этапа сдвига без разрушения вверх (слева) и в конце этапа сдвига без разрушения вниз (справа), на фиг.3 - этап окончательной вырубки детали сдвигом вверх.
Нижняя половина штампа имеет цилиндр 1, установленный на столе пресса посредством опорного плунжера 2, опирающегося в дно 3 корпуса клапана 4. Запорный элемент клапана 5 охватывает опорный плунжер с возможностью осевого относительного перемещения. В цилиндре с возможностью осевого относительного перемещения установлена плунжер-втулка 6 с ограничивающим ее выход из цилиндра буртиком. Плунжер-втулка охватывает опорный плунжер с возможностью осевого относительного перемещения и установлена с зазором между опорным торцем и штоком запорного элемента клапана. Внутри цилиндра с возможностью осевого относительного перемещения установлена нижняя матрица 7. В отверстии нижней матрицы установлен с возможностью осевого относительного перемещения контрпуансон 8. Объем цилиндра между опорным плунжером, плунжер-втулкой, контрпуансоном и нижней матрицей заполнен эластичной средой 9. С внутренней стороны верхнего торца цилиндра установлена верхняя матрица 10. Пуансон 11 установлен на ползуне пресса и расположен в отверстии верхней матрицы с возможностью относительного осевого перемещения. Нижняя матрица подпружинена относительно цилиндра пружинами 12, предназначенными для возврата штампа в исходное положение. Штоковая и поршневая полости клапана связаны с гидроприводом, создающим область высокого давления в поршневой полости.
Штамп работает следующим образом. Заготовка подается в щель в корпусе цилиндра 1 на нижнюю матрицу 7 и торец контрпуансона 8. При ходе вниз пуансон 11 контактирует с заготовкой, передающей усилие нижней матрице 7 и контрпуансону 8, которые с заготовкой перемещаются вниз и их перемещение эластичной средой 9 передается корпусу цилиндра 1. Цилиндр при меньшем диаметре опорного плунжера 2 по сравнению с диаметром нижней матрицы 7 будет перемещаться вниз до контакта верхней матрицы 10 с заготовкой со скоростью, большей, чем скорость перемещения нижней матрицы и пуансона.
На этапе сдвига без разрушения вверх дальнейшее перемещение пуансона 11 при диаметре опорного плунжера 2 меньшим, чем диаметр контрпуансона 8, приводит к перемещению верхней матрицы 10 вниз относительно контрпуансона и сдвигу вырубаемого изделия, причем под действием давления, создаваемого в эластичной среде 9, изделие зажимается между контрпуансоном и пуансоном, а нижняя матрица 7 прижимает заготовку к верхней матрице 10 с усилием, пропорциональным усилию деформирования. При этом цилиндр 1 и плунжер-втулка 6 перемещаются вниз относительно опорного плунжера до упора торца плунжер-втулки в торец запорного элемента 5 клапана.
На этапе сдвига без разрушения вниз перемещение пуансона 11 при диаметре плунжер-втулки 6 большим, чем диаметр контрпуансона 8, приводит к перемещению нижней матрицы 7 вверх относительно контрпуансона и пуансона и сдвигу изделия, причем под действием давления, создаваемого в эластичной среде 9, изделие зажимается между контрпуансоном и пуансоном, а нижняя матрица прижимает заготовку к верхней матрице с усилием, пропорциональным усилию деформирования. При этом усилие, воспринимаемое запорным элементом 5 со стороны плунжер-втулки, уравновешено давлением в поршневой полости клапана, а цилиндр перемещается относительно плунжер-втулки до контакта с запорным элементом.
На этапе окончательной вырубки сдвигом вверх перемещение пуансона 11 при диаметре опорного плунжера 2 меньшим, чем диаметр контрпуансона 8, приводит к перемещению верхней матрицы 10 вниз относительно контрпуансона и сдвигу вырубаемого изделия, причем под действием давления, создаваемого в эластичной среде 9, изделие зажимается между контрпуансоном и пуансоном, а нижняя матрица 7 прижимает заготовку к верхней матрице 10 с усилием, пропорциональным усилию деформирования. При этом усилие, развиваемое цилиндром 1 и плунжер-втулкой 6, открывает запорный элемент клапана 5 и они перемещаются вниз относительно опорного плунжера.
По окончании вырубки клапан запирается, и под действием сил упругой деформации эластичной среды и пружин 12 штамп возвращается в исходное положение, а деталь выталкивается из матрицы.
Применение вырубки с двукратным реверсом улучшает качество вырубаемых деталей [2].
Источник информации
1. Штамп для реверсивной вырубки. RU 2252097 C1, B21D 28/14.
2. Реф. 7 В210. Реверсивная вырубка без заусенца. /РЖ 14В. Технология и оборудование кузнечно-штамповочного производства, 1980, №7, стр.28.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕВЕРСИВНОЙ ВЫРУБКИ | 2003 |
|
RU2252097C1 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 2002 |
|
RU2232660C2 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 2005 |
|
RU2306192C2 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 2003 |
|
RU2235618C1 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 2001 |
|
RU2187400C1 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Способ чистовой вырубки деталей | 1981 |
|
SU1018756A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| Устройство для производства разделительных операций | 1980 |
|
SU910372A1 |

Изобретение относится к области обработки металлов давлением и может быть использовано для точной вырубки деталей. Штамп содержит закрепленный на ползуне пресса пуансон, заполненный эластичной средой цилиндр с опорным плунжером, диаметр которого меньше диаметра внутренней цилиндрической поверхности цилиндра, установленные в цилиндре с возможностью осевого относительного перемещения нижнюю матрицу, охватывающую контрпуансон, опирающуюся на эластичную среду, верхнюю матрицу, жестко связанную с цилиндром, и плунжер-втулку с буртиком, установленную в цилиндре на опорном плунжере с возможностью осевого перемещения, ограниченного буртиком, относительно цилиндра. Штамп также содержит клапан с запорным элементом, имеющим корпус с дном. При этом опорный плунжер установлен с опорой в дно корпуса клапана и охвачен запорным элементом клапана с возможностью относительного осевого перемещения, а плунжер-втулка установлена с осевым зазором относительно запорного элемента клапана. Расширяются технологические возможности. 2 ил.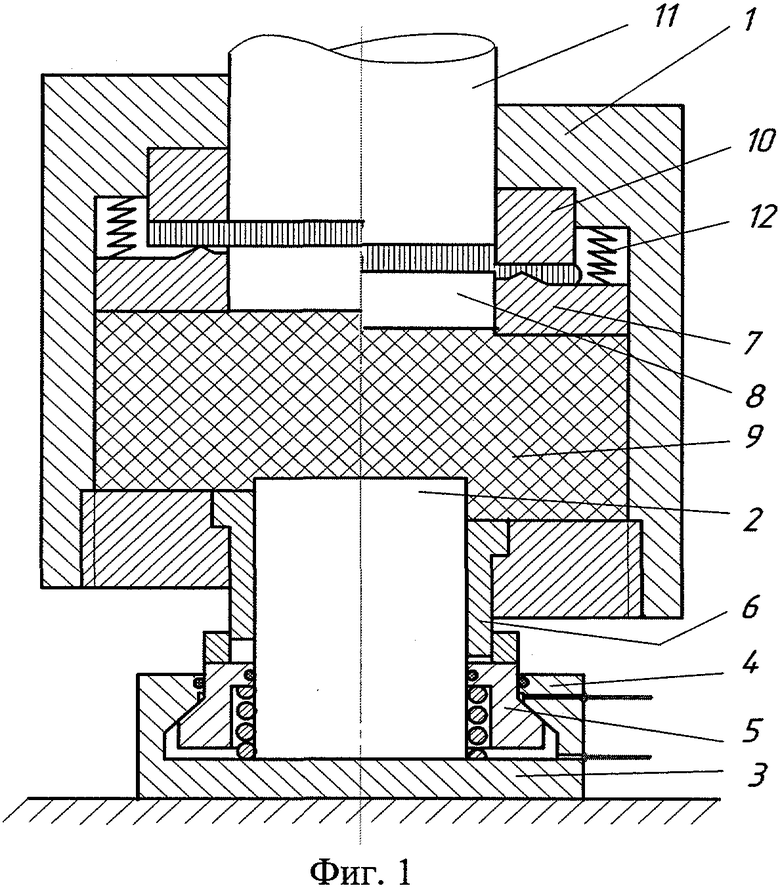
Штамп для реверсивной вырубки, содержащий закрепленный на ползуне пресса пуансон, заполненный эластичной средой цилиндр с опорным плунжером, диаметр которого меньше диаметра внутренней цилиндрической поверхности цилиндра, установленные в цилиндре с возможностью осевого относительного перемещения нижнюю матрицу, охватывающую контрпуансон, опирающуюся на эластичную среду, верхнюю матрицу, жестко связанную с цилиндром, и плунжер-втулку с буртиком, установленную в цилиндре на опорном плунжере с возможностью осевого перемещения, ограниченного буртиком, относительно цилиндра, при этом диаметр опорного плунжера меньше, а диаметр плунжер-втулки больше диаметра контрпуансона, отличающийся тем, что он снабжен клапаном с запорным элементом, имеющим корпус с дном, опорный плунжер установлен с опорой в дно корпуса клапана и охвачен запорным элементом клапана с возможностью относительного осевого перемещения, плунжер-втулка установлена с осевым зазором относительно запорного элемента клапана.
| ШТАМП ДЛЯ РЕВЕРСИВНОЙ ВЫРУБКИ | 2003 |
|
RU2252097C1 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 2001 |
|
RU2187400C1 |
| US 4586360 А, 06.05.1986. | |||

