Изобретение относится к абразивной промышленности, а именно к производству заготовок преимущественно крупногабаритных полировальных и шлифовальных кругов на вулканитовой связке.
Известно устройство для производства абразивного инструмента, включающее вырубной штамп для получения кольцевых заготовок и пресс-форму для уплотнения собранных в пакет заготовок [1]. Пресс-форма содержит верхнюю формовочную плиту, корпус в виде кольца, встроенную в него с возможностью перемещения нижнюю формовочную плиту с оправкой.
Недостатком этого устройства является высокая трудоемкость изготовления инструмента и низкая производительность. Раздельная вырубка, ручная сборка заготовок на оправку пресс-формы и дальнейшее прессование требуют значительных трудозатрат с использованием мощного прессового оборудования.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для производства абразивных кругов на вулканитовой связке, включающее средство вырубки кольцевых заготовок и пресс-форму, содержащие верхнюю формовочную плиту, выполненную в виде вырубного пуансона, составное кольцо, верхняя часть которого выполнена в виде съемной матрицы вырубки кольцевой заготовки по наружному диаметру со встроенной в него с возможностью перемещения нижней формовочной плитой с составной оправкой, верхняя часть которой выполнена в виде съемной вставки вырубки внутреннего отверстия заготовки, внутренний диаметр кольца превышает внутренний диаметр съемной матрицы, наружный диаметр вставки превышает диаметр оправки [2].
Данное устройство позволяет совместить операции вырубки, пакетирования и подпрессовки и тем самым снизить трудоемкость и повысить производительность изготовления абразивных кругов, использовать оборудование меньшей мощности. Но при пакетировании и подпрессовке, особенно при изготовлении высоких кругов (600 мм и более), требуется большой ход пуансона, что приводит к необходимости применения пуансона с большими габаритными размерами по высоте и соответственно большой металлоемкости. Большие габариты и металлоемкость устройства создают известные дополнительные трудности и неудобства при его монтаже и демонтаже на прессе.
Таким образом, основным недостатком наиболее близкого аналога являются большие габаритные размеры и металлоемкость пуансона.
Техническая задача, решаемая изобретением, - уменьшение габаритных размеров и металлоемкости пуансона.
Поставленная задача достигается тем, что в известном устройстве для производства абразивных кругов на вулканитовой связке, включающем средство вырубки кольцевых заготовок и пресс-форму, содержащие верхнюю формовочную плиту, выполненную в виде вырубного пуансона, составное кольцо, верхняя часть которого выполнена в виде съемной матрицы вырубки кольцевой заготовки по наружному диаметру со встроенной в него с возможностью перемещения нижней формовочной плитой с составной оправкой, верхняя часть которой выполнена в виде съемной вставки вырубки внутреннего отверстия заготовки, при этом внутренний диаметр кольца превышает внутренний диаметр съемной матрицы, наружный диаметр вставки превышает диаметр оправки, нижняя часть составного кольца пресс-формы оснащена дном, в котором неподвижно смонтирована оправка, а на оправке с возможностью перемещения относительно нее установлена нижняя формовочная плита, связанная с приводом.
То, что в устройстве для производства абразивных кругов на вулканитовой связке нижняя часть составного кольца оснащена дном, в котором неподвижно смонтирована оправка, а на оправке с возможностью перемещения относительно нее установлена нижняя формовочная плита, связанная с приводом, позволит перед вырубкой первой кольцевой заготовки устанавливать нижнюю формовочную плиту на расстоянии от нижней плоскости вырубной матрицы, не превышающем удвоенной высоты вырубаемых заготовок с учетом подпрессовки, а перед последующей вырубкой, пакетированием и подпрессовкой заготовок опускать ее вниз на эту же величину. Таким образом, при выполнении указанных операций пуансон будет каждый раз независимо от высоты прессуемого пакета перемещаться на указанное расстояние, равное его перемещению при вырубке и пакетировании вырубленной заготовки на оправке с учетом деформации при подпрессовке, вместо необходимости совершать перемещения, равные высоте всего прессуемого пакета после вырубки первой заготовки и каждые последующие, уменьшающиеся на высоту очередной вырубаемой заготовки. В результате представляется возможным значительно уменьшить габариты пуансона по высоте и соответственно его металлоемкость.
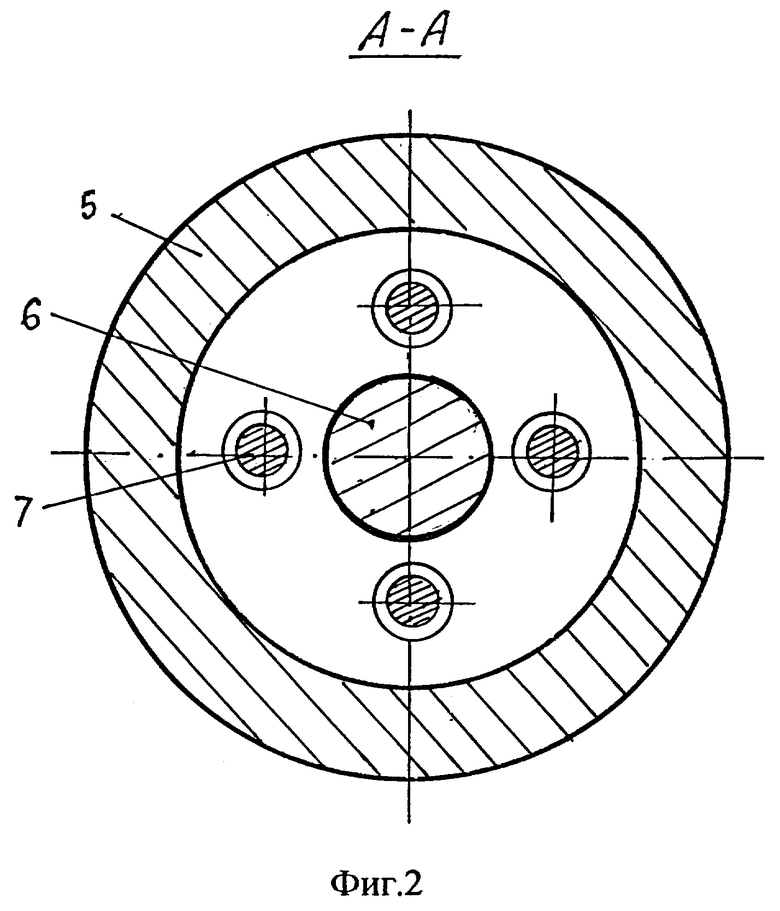
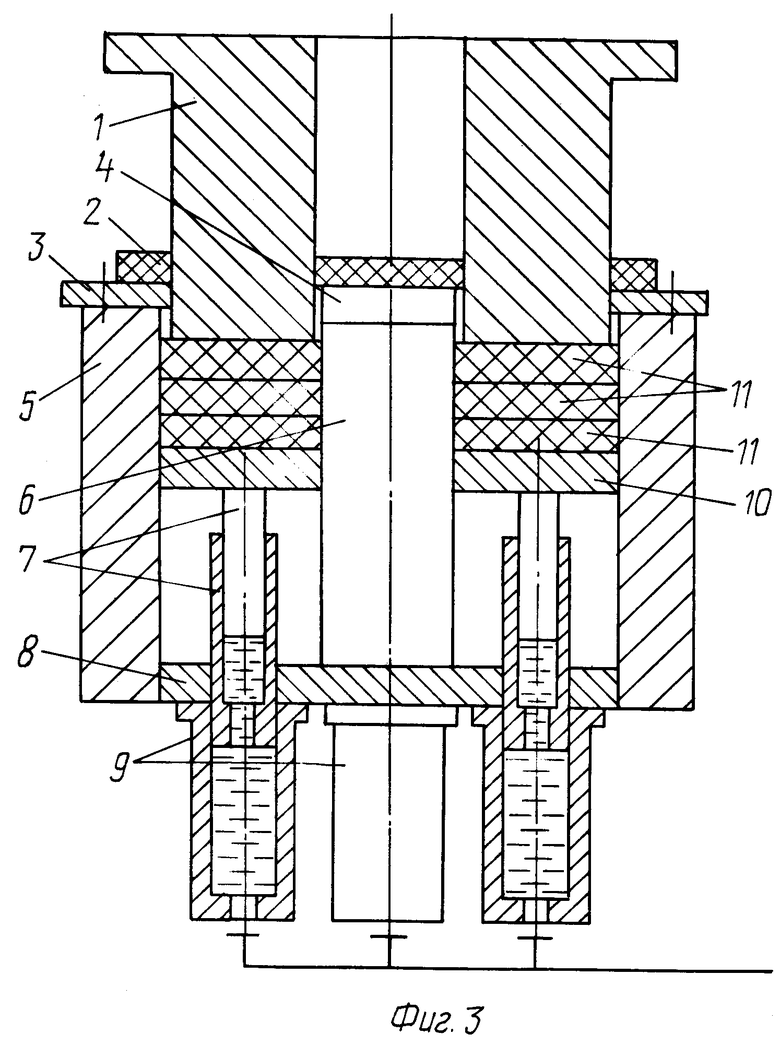
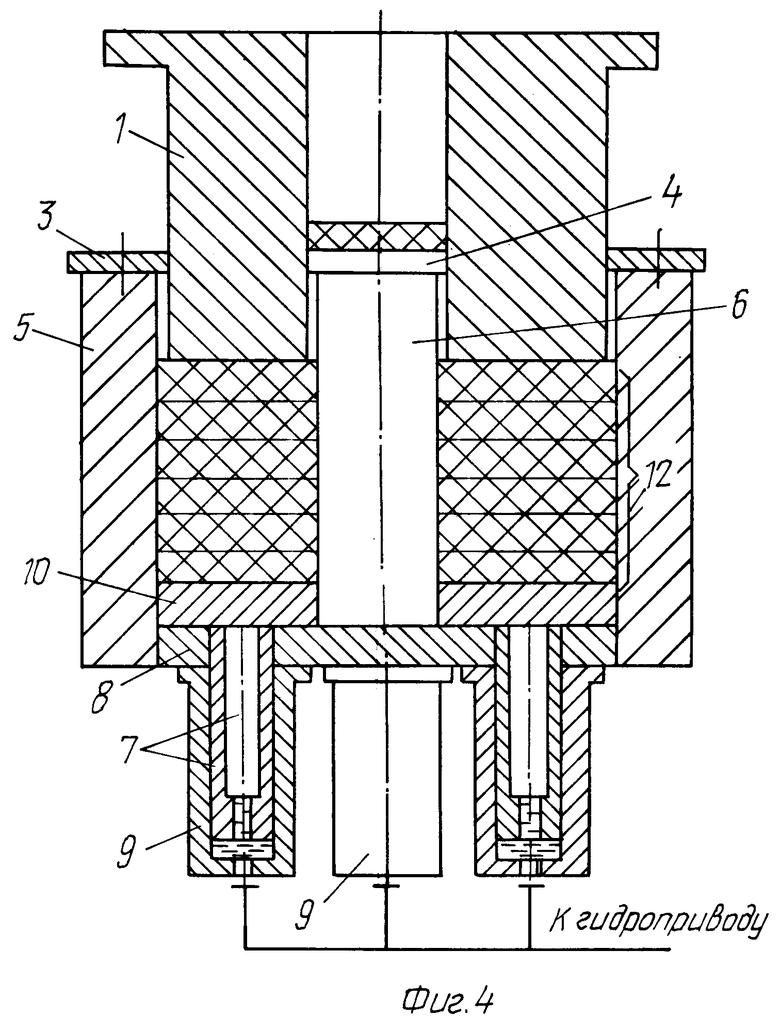
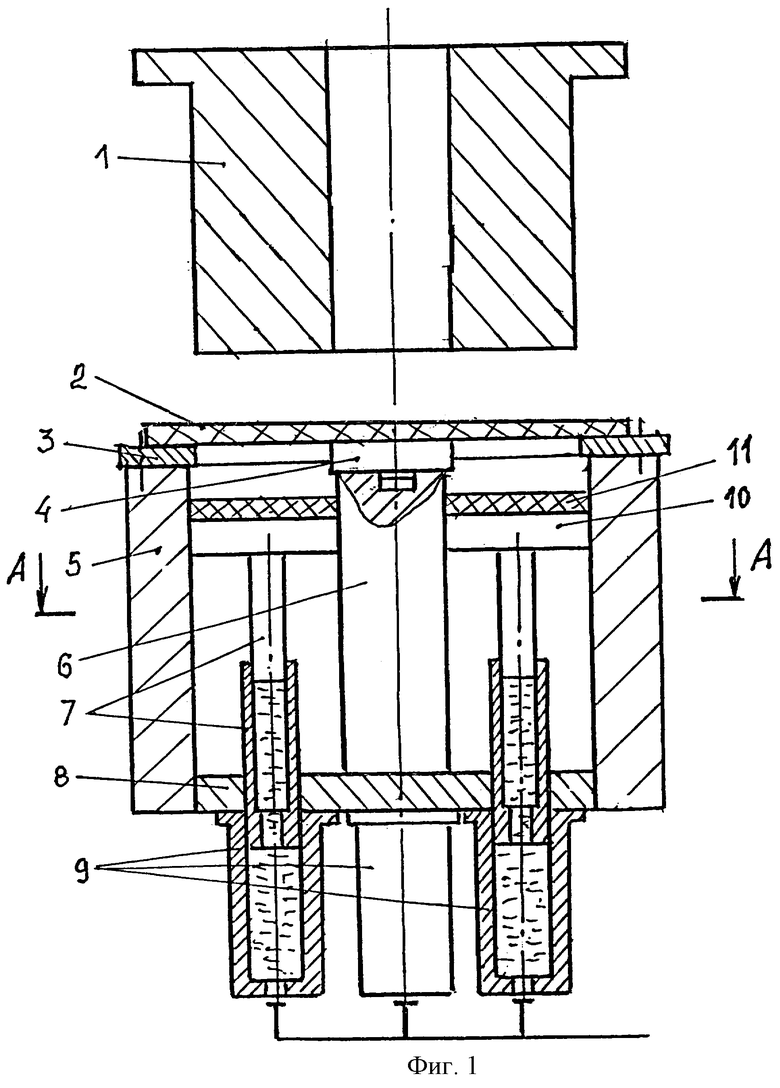
На фиг.1 показано устройство в исходном положении перед вырубкой; на фиг.2 - сечение А-А фиг.1; на фиг.3 - устройство в текущем положении; на фиг.4 - в положении после завершения вырубки, пакетирования и прессования заготовок.
На фиг.1-4 обозначены: 1 - верхний пуансон, 2 - пластина, прокатанная из абразивно-вулканитовой массы, 3 - съемная вырубная матрица, 4 - вставка, 5 - кольцо пресс-формы, 6 - оправка, 7 - плунжеры, 8 - дно, 9 - гидроцилиндры, 10 - нижняя формовочная плита, 11 - кольцевая заготовка, 12 - спрессованный пакет.
Устройство работает следующим образом.
Перед началом работы в гидроцилиндры 9 от гидропривода подается рабочая жидкость под давлением. Плунжеры 7 выдвигаются из гидроцилиндров 9 и перемещают нижнюю формовочную плиту 10 вверх до установки ее на расстоянии от нижней плоскости съемной вырубной матрицы 3, равном удвоенной высоте вырубаемой заготовки. Затем прокатанная пластина 2 из абразивно-вулканитовой массы укладывается на съемную вырубную матрицу, включается пресс, верхний пуансон 1 перемещается вниз и вырубает кольцевую заготовку 11 по наружному диаметру в съемной вырубной матрице 3 и внутреннему отверстию посредством вставки 4, при дальнейшем движении пуансона 1 вниз осуществляется пакетирование кольцевой заготовки 11 на оправке 6, неподвижно смонтированной в дне 8 кольца 5 пресс-формы, до упора в нижнюю формовочную плиту 10. Затем верхний пуансон 1 возвращается в исходное положение, а нижняя формовочная плита 10 опускается вниз на расстояние, равное удвоенной высоте вырубаемых заготовок с учетом подпрессовки путем стравливают рабочей жидкости из гидроцилиндров 9.
Затем цикл повторяется: на съемную вырубную матрицу 3 укладывается очередная часть пластины 2, из которой вырубается следующая заготовка 11, которая при дальнейшем ходе вниз пуансона 1 укладывается на ранее вырубленную заготовку и подпрессовывается к ней. Цикл повторяется до тех пор, пока не спрессуется пакет заданной высоты. После завершения прессования снимается вставка 4 с оправки 6 и убирается съемная вырубная матрица 3 с кольца 5 пресс-формы, в гидроцилиндры 9 подается жидкость под давлением и осуществляется выталкивание спрессованного пакета 12 из кольца 5 пресс-формы.
На опытном устройстве были получены шлифовальные круги на вулканитовой связке с наружным диаметром 500 мм, внутренним 305 мм и высотой 250 мм. Толщина вырубаемых заготовок составляла в среднем 12 мм, а пакет набирался из 25 кольцевых заготовок. В качестве привода нижней формовочной плиты был использован после небольшой доработки штатный цилиндр нижнего выталкивателя гидравлического пресса, на котором монтировалось устройство для прессования кругов. Изготовленный верхний пуансон в соответствии с предложенным техническим решением для получения указанного типоразмера круга имел общую высоту 110 мм против 450 мм в существующей конструкции, т.е. общая высота пуансона уменьшилась более чем в 4 раза, масса нового пуансона составляла 106 кг против 435 кг в существующем устройстве, т.е. металлоемкость сокращается также более чем в 4 раза. Величина перемещения пуансона при пакетировании на оправке первой вырубаемой заготовки сократилась более чем в 10 раз.
Предлагаемое устройство наиболее целесообразно применять при производстве крупногабаритных шлифовальных и полировальных кругов на вулканитовой связке.
Источники информации
1. Технические инструкции по изготовлению вулканитовых и гибких полировальных кругов. - Челябинск, Южно-Уральский ЦНТИ, 1970, с.44-45.
2. Патент РФ № 2107609, опубл. в БИ № 9, 27.03.98, B 24 D 18/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2002 |
|
RU2236342C2 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227776C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| ШТАМП ВЫРУБНОЙ | 2001 |
|
RU2227778C2 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
Изобретение может быть использовано при производстве заготовок крупногабаритных полировальных и шлифовальных кругов. Устройство включает средство вырубки кольцевых заготовок и пресс-форму. Нижняя часть составного кольца пресс-формы оснащена дном, в котором неподвижно смонтирована оправка. На оправке с возможностью перемещения относительно нее установлена нижняя формовочная плита, связанная с приводом. Изобретение позволяет повысить производительность и сократить затраты на изготовление устройства. 4 ил.
Устройство для производства абразивных кругов на вулканитовой связке, включающее средство вырубки кольцевых заготовок и пресс-форму, содержащие верхнюю формовочную плиту, выполненную в виде вырубного пуансона, составное кольцо, верхняя часть которого выполнена в виде съемной матрицы вырубки кольцевой заготовки по наружному диаметру со встроенной в него с возможностью перемещения нижней формовочной плитой с составной оправкой, верхняя часть которой выполнена в виде съемной вставки вырубки внутреннего отверстия заготовки, при этом внутренний диаметр кольца превышает внутренний диаметр съемной матрицы, наружный диаметр вставки превышает диаметр оправки, отличающееся тем, что нижняя часть составного кольца пресс-формы оснащена дном, в котором неподвижно смонтирована оправка, а на оправке, с возможностью перемещения относительно ее, установлена нижняя формовочная плита, связанная с приводом.
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| ТЕХНОЛОГИЧЕСКИЕ ИНСТРУКЦИИ ПО ИЗГОТОВЛЕНИЮ ВУЛКАНИТОВЫХ И ГИБКИХ ПОЛИРОВАЛЬНЫХ КРУГОВ | |||
| - Челябинск: Южно-Уральский ЦНТИ, 1970, с.44-54. | |||

