Изобретение относится к машиностроению, к области станкостроения и технологии машиностроения, может быть использовано при обработке фрезерованием винтовых поверхностей винтов винтовых насосов из труднообрабатываемых материалов.
Известен способ и устройство для нарезания цилиндрических червяков дисковыми фрезами, при котором фрезу устанавливают так, что ее ось вращения наклонена на угол подъема витка червяка, а средняя точка расположена на одной высоте с осью червяка [1, 2]. При такой установке фрезы червяк профилируется в нормальном сечении по впадине.
Существенными недостатками известного устройства и способа являются низкая производительность при изготовлении длинных винтов и неудовлетворительная точность из-за одностороннего действия сил резания и большого прогиба нежестких длинных винтов.
Задачей предлагаемого устройства для фрезерования винтов с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной является расширение технологических возможностей, повышение производительности процесса за счет применения комплекта инструментов, состоящего из трех дисковых фасонных фрез, и повышение точности обработки и профилирования благодаря тому, что комплект из трех фрез, расположенных равномерно в окружном направлении, представляет собой люнет.
Поставленная задача решается с помощью предлагаемого устройства для фрезерования винтов с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной, характеризующееся инструментом в виде трех дисковых фасонных фрез, равномерно расположенных друг от друга в поперечной плоскости, удаленных друг от друга в осевом направлении на расстоянии одной трети шага, и оси вращения которых расположены под углом к оси обрабатываемого винта, равным углу подъема витков винтовой поверхности, при этом фрезы выполнены с высотой не менее шага обрабатываемого винта и независимым индивидуальным приводом радиальной подачи и индивидуальным приводом вращательного движения.
Сущность устройства поясняется чертежами.
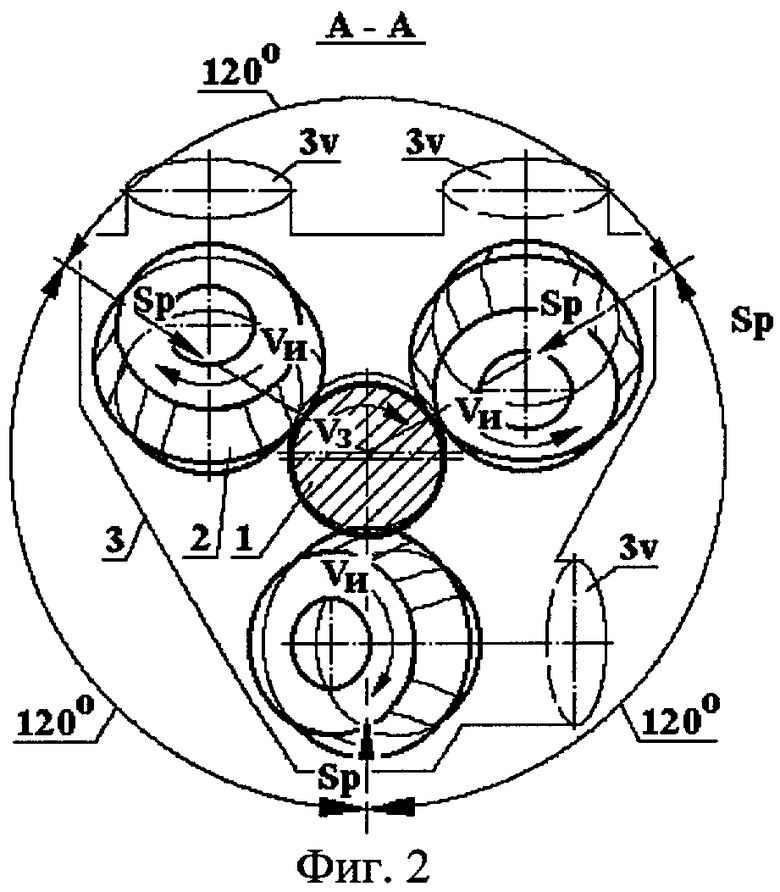
На фиг.1 представлена схема осуществления предлагаемого способа на токарном станке; на фиг.2 - схема взаимного расположения фрез и обрабатываемой заготовки винта, поперечный разрез А-А на фиг.1.
Предлагаемое устройство предназначено для фрезерования винтов 1 с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной фасонными фрезами 2, в частности для обработки винтов винтовых насосов ЭВН5-25-1500 нефтяных скважин, которые имеют следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - d=⊘27-0,05 мм, эксцентриситет e1=1,65 мм, е=3,3 мм, шаг t=28±0,01 мм (фиг.1).
Инструменту - дисковой фасонной фрезе 2 высотой не менее шага обрабатываемого винта сообщают независимое вращение с частотой Vи относительно собственной оси, а заготовке - вращательное движение с частотой Vз, согласованное с продольной подачей Sпр инструмента, равной шагу t обрабатываемого винта 1.
Обработку ведут одновременно комплектом инструментов, состоящим из трех равно расположенных друг от друга в поперечной плоскости фасонных фрез 2 и удаленных друг от друга в осевом направлении на расстоянии t/3 - одной трети шага, где t - шаг обрабатываемого винта 1, мм.
Оси вращения фрез 2 расположены под углом αф к оси заготовки 1, равным углу αв подъема витков винтовой поверхности, т.е. αф=αв. Фрезы имеют независимый индивидуальный привод радиальной подачи 3р, индивидуальный привод вращательного движения 3v и смонтированы в специальной головке 3.
Обработка предлагаемым устройством осуществляется на токарном станке, которое устанавливается вместо резцедержателя на поперечный суппорт следующим образом. Заготовка винта с предварительно обработанными базовыми поверхностями устанавливается в трехкулачковом самоцентрирующем патроне 4 в шпинделе 5 передней бабки 6 станка. Свободным торцом заготовка вводится в центральное отверстие головки и поджимается центром 7 задней бабки 8, при этом фрезы в головке радиально разведены. Включается вращательное движение шпинделя с частотой Vз, вращательное движение фрез с частотой Vи и дается радиальная подача Sp путем вращения маховичка индивидуального привода радиальной подачи 3р, при этом каждая фреза устанавливается на глубину резания, равную h/3, где h - общий припуск, оставленный на фрезерование с учетом расстояния между вершиной и впадиной винтовой поверхности. Деление общего припуска h на три инструмента позволяет равномерно загрузить каждый инструмент и оказывать равные усилия воздействия фрез на нежесткую заготовку. После выставления каждой фрезы на свою глубину включается продольная подача Sпр суппорта, равная
Sпр=t мм/об,
где t - шаг обрабатываемого винта, мм.
Таким образом, повышается точность обработки и профилирования благодаря тому, что головка в комплекте из трех фрез, расположенных равномерно в окружном направлении, представляет собой подвижный люнет.
Пример. Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имеет следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - d=⊘27-0,05 мм, эксцентриситет e1=1,65 мм, е=3,3 мм, шаг t=28±0,01 мм, шероховатость Rа=3,2 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Припуск на сторону под последующее шлифование - 0,25 мм. Заготовка - сталь горячекатаная круглая (ГОСТ 2590-71) диаметром 34 мм. Обработка проводилась на модернизированном токарно-винторезном станке мод. 16К20 с инструментальной фрезерной головкой, установленной на суппорте, с тремя дисковыми фасонными фрезами из материала Р6М5, ширина фрез Вф=32 мм, диаметр фрез 50 мм, частота вращения фрез Vи=31,42 м/мин, nи=200 об/мин, окружная скорость заготовки - Vз=320 мм/мин, nз=3,8 об/мин, продольная подача Sпр=28 мм/об, угол наклона витка винтовой поверхности αв=24°48', требуемая точность винтовой поверхности была достигнута через Тм=12,2 мин (против Тм баз=36,5 мин по базовому варианту при традиционном точении резцом на модернизированном токарном станке 1К62 на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми несоседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,4 мм, что допустимо по ТУ для предварительной обработки.
Благодаря применению предлагаемого устройства для фрезерования винтов с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной расширились технологические возможности, повысилась производительность процесса за счет применения трех дисковых фасонных фрез и повысилась точность обработки и профилирования благодаря тому, что три фрезы расположены равномерно в окружном направлении и представляют собой люнет, а также повысилась стойкость инструмента в накладке.
Источники информации
1. Данилевский В.В. Технология машиностроения: Учебник для техникумов. - 5-е изд., перераб. и доп. - М.: Высш. шк., 1984. - С.290-292, рис.224 - прототип.
2. Технология машиностроения (специальная часть). М.: Машиностроение. 1973. С.360, рис.185.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ С БОЛЬШИМ ШАГОМ И МАЛЫМ РАССТОЯНИЕМ МЕЖДУ ВЕРШИНОЙ И ВПАДИНОЙ | 2005 |
|
RU2298458C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2305025C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2298461C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288816C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2363564C1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
Изобретение относится к области машиностроения, обработке винтов винтовых насосов из труднообрабатываемых материалов. Для расширения технологических возможностей и повышения производительности обработки устройство содержит инструмент в виде трех дисковых фасонных фрез, равномерно расположенных друг от друга в поперечной плоскости, удаленных друг от друга в осевом направлении на расстоянии одной трети шага, и оси вращения которых расположены под углом к оси обрабатываемого винта, равным углу подъема витков винтовой поверхности. При этом фрезы выполнены с высотой не менее шага обрабатываемого винта и независимым индивидуальным приводом радиальной подачи и индивидуальным приводом вращательного движения. 2 ил.
Устройство для фрезерования винтов с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной, включающее инструмент в виде трех дисковых фасонных фрез, равномерно расположенных друг от друга в поперечной плоскости, удаленных друг от друга в осевом направлении на расстоянии одной трети шага, и оси вращения которых расположены под углом к оси обрабатываемого винта равным углу подъема витков винтовой поверхности, при этом фрезы выполнены с высотой не менее шага обрабатываемого винта и независимым индивидуальным приводом радиальной подачи и индивидуальным приводом вращательного движения.
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| Агрегатная фрезерная головка | 1976 |
|
SU598712A2 |
| ФРЕЗЕРНАЯ НАСАДКА | 1989 |
|
RU2034682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВ | 2001 |
|
RU2230632C2 |
| БИОСТИМУЛИРУЮЩЕЕ СРЕДСТВО ДЛЯ КОРМЛЕНИЯ ЖИВОТНЫХ, ПТИЦ И РЫБ | 2009 |
|
RU2390254C1 |

