Область техники, в которой относится изобретение
Настоящее изобретение относится к алмазному диску, установленному в шлифовальной машине или ей подобной, которая является ручным вращающимся инструментом (ручным вращающимся устройством), например, для шлифовки (в описании и в формуле изобретения «шлифовать» включает в себя «резать» за исключением определенного случая) материалов, которые подвергают шлифовке, таких как бетон или камень.
Уровень техники
Для практического применения использовали разнообразные алмазные диски, сконструированные таким образом, что множество алмазных зерен являются связанными на дискообразной передней поверхности, за исключением центральной области кругового основания, образованного из стальной пластины или тому подобного, при этом их располагают с соответствующими интервалами посредством пайки твердым припоем, лазерной сварки или с помощью клея (связующего вещества) (см. публикацию нерассмотренной заявки на выдачу патента Японии № Hei. 6-210571 и публикацию выложенной заявки на выдачу патента Японии № 2000-167774).
Такой алмазный диск устанавливают на торсионный вал ручного вращающегося устройства, такого как шлифовальная машина, посредством монтажного отверстия, образованного в центральной части основания, и вращают с заранее определенной скоростью, таким образом, заставляя поверхность диска шлифовать материалы, подвергаемые шлифовке (полировать), например бетон, камень, плитку или покрытия, наносимые на их поверхности. В соответствии с применением алмазные диски варьируют по размерам (диаметрам) или конфигурациям дисков, по размерам или плотности распределения алмазных зерен, прикрепленных к поверхности диска.
Обычные алмазные диски имеют технические проблемы, которые описаны ниже.
Во-первых, алмазные зерна, имеющие относительно большой размер, прикрепляют на небольших расстояниях и с однородной плотностью на одной и той же дорожке вращения, при этом движущийся позади алмаз располагается после движущегося впереди алмаза на общей дорожке вращения при реально происходящей шлифовке. В таком случае существует тенденция, что движущийся позади алмаз не выполняет эффективной шлифовки, что в целом снижает эффективность шлифовки. В частности, такая тенденция замечена при шлифовке относительно клейких материалов, которые представлены расслаивающимися или им подобными, например, эластичными покрытиями.
В вышеупомянутой конструкции алмазные зерна на поверхности диска изнашиваются неровно в зависимости от степени их участия в осуществлении шлифовки после длительного применения. В результате эффективность шлифовки впоследствии снижается и срок службы алмазных дисков уменьшается.
Если алмазные зерна располагают на поверхности диска случайно с неоднородной плотностью, то образующиеся при шлифовке крошки, которые движутся при сбрасывании от центральной области к периферийной области края во время шлифовки, вероятно, забьются между алмазными зернами, что может нежелательно сказаться на эффективности шлифовки.
Во-вторых, многочисленные алмазные зерна могут быть прикреплены на поверхности диска таким образом, чтобы они были расположены так, чтобы образовывать отдельные дорожки вращения, чтобы повысить шлифовальную способность. Но если количество алмазных зерен таким образом увеличивается и их располагают как описано выше, то размещение и прикрепление алмазных зерен, которые осуществляют в процессе производства, становятся затруднительными и значительно сокращают производительность.
В-третьих, если алмазные зерна, расположенные в периферийной области поверхности диска, изнашиваются, в то время как алмазные зерна, расположенные в центральной области поверхности диска и соседней с ней области, существенно не изнашиваются после шлифовки, то от такого алмазного диска можно отказываться без эффективной выработки ресурсов, что нежелательно.
В-четвертых, обычные алмазные диски используют исключительно для шлифовки, включая снятие фасок или тому подобное поверхностью диска, и их не проектируют для других применений.
Настоящее изобретение осуществлено при указанных обстоятельствах, и первой целью данного изобретения является получение шлифовального алмазного диска, который используют как и обычные коммерчески доступные алмазные диски, который обеспечивает возможность того, чтобы все алмазные зерна эффективно и равномерно осуществляли шлифовку, в котором менее вероятно происходит неравномерное изнашивание алмазных зерен после длительного применения, и который способен обеспечивать эффективный сброс образованных при шлифовке крошек от центральной области к внешней периферийной области поверхности диска.
Второй целью настоящего изобретения является получение шлифовального алмазного диска, на котором легко размещать алмазные зерна на поверхности диска независимо от количества и распределения алмазных зерен, прикрепленных на поверхности диска.
Третьей целью настоящего изобретения является получение шлифовального алмазного диска, который позволяет легко узнать завод-изготовитель алмазного диска или тому подобное по его внешнему виду, используя среди алмазных зерен, прикрепленных к поверхности диска, алмазные зерна, степень шлифовки которыми (нагрузка) меньше, и который является новым и лучшим по дизайну.
Четвертой целью настоящего изобретения является получение шлифовального алмазного диска, поверхность которого может быть сконфигурирована для других применений, отличных от шлифования.
Сущность изобретения
Чтобы достичь первой цели шлифовальный алмазный диск согласно первому варианту изобретения содержит: множество алмазных зерен, прикрепленных к шлифующей поверхности диска, при этом расстояние между алмазными зернами, которые расположены впереди и сзади по направлению вращения на одной и той же дорожке вращения, является бóльшим, чем расстояние между алмазными зернами, которые расположены на соседних дорожках вращения в радиальном направлении диска, так чтобы они были расположены близко друг к другу.
При такой конструкции, поскольку расстояние между алмазными зернами, расположенными впереди и сзади по ходу движения на общей дорожке вращения, устанавливают бóльшим, чем расстояние между алмазными зернами, которые расположены на соседних дорожках вращения, так чтобы они были расположены близко друг к другу, то обеспечивается достаточный промежуток между алмазными зернами, расположенными впереди и сзади по ходу движения на общей дорожке вращения алмазного диска при шлифовке бетона, камня и т.д. В результате не происходит неравномерного изнашивания, которое могло бы быть вызвано тем фактом, что алмаз, расположенный сзади по ходу движения в направлении вращения, располагался бы позади алмаза, расположенного впереди по ходу движения в направлении вращения, и следовательно отдельные алмазные зерна эффективно осуществляют шлифовку. Кроме того, так как промежуток между соседними алмазными зернами в направлении вращения образован рационально, то образованные при шлифовании крошки эффективно сбрасываются. Это увеличивает эффективность шлифования.
Так как отдельные алмазные зерна изнашиваются в основном равномерно, то алмазный диск проявляет постоянную эффективность шлифования в течение длительного периода времени и, следовательно, срок службы алмазного диска может быть продлен.
В шлифовальном алмазном диске множество алмазных зерен может быть распределено регулярно. Таким образом, образованные при шлифовке крошки сбрасываются равномерно, и объем выпуска при производстве алмазных дисков может быть более высоким.
В шлифовальном алмазном диске множество алмазных зерен может быть распределено регулярно таким образом, чтобы промежуток, образованный между алмазными зернами, которые расположены на соседних дорожках вращения и расположены впереди и сзади по ходу вращения так, чтобы они были близко друг к другу по направлению вращения, был сформирован так, чтобы он постоянно удлинялся от внешней границы центральной области к периферийной области края, и при этом промежуток постоянно удлиняется таким образом, чтобы конец его внешнего диаметра отклонялся от конца его внутреннего диаметра так, чтобы конец внутреннего диаметра располагался впереди по направлению вращения, а конец внешнего диаметра располагался сзади по направлению вращения. Таким образом, образуемые при шлифовке крошки сбрасываются более равномерно из промежутка между алмазными зернами при вращении алмазного диска.
В шлифовальном алмазном диске промежуток может быть сформирован так, чтобы он продолжался в форме спирали, так чтобы конец внешнего диаметра промежутка отклонялся от конца внутреннего диаметра на 20 градусов или больше. Это позволяет сбрасывать образуемые при шлифовке крошки более равномерно при вращении шлифовального алмазного диска.
Чтобы достичь второй цели шлифовальный алмазный диск согласно второму варианту изобретения содержит множество алмазных зерен, прикрепленных к шлифующей части диска, при этом множество алмазных зерен прикреплены к шлифующей части таким образом, что множество расположенных рядом алмазных зерен образуют узор заранее определенной формы, образуя блоки из групп алмазов, которые распределены регулярно на шлифующей части.
В соответствии с такой конструкцией блоки, состоящие из групп алмазов, в одном или множестве узоров можно распределять в виде блоков на шлифующей части, такой как поверхность диска, принимая во внимание только распределение блоков алмазов. Это позволяет размещать или прикреплять алмазные зерна на шлифующей части, такой как поверхность диска, быстро и легко. Так как множество алмазных зерен, принадлежащих к одному и тому же блоку в виде группы алмазов, распределяют так, чтобы они были близко друг к другу, находились в одной плоскости и выполняли шлифование в виде одного блока, то один блок из группы алмазов может по существу считаться одним большим алмазом.
Кроме того, так как шлифовальный алмазный диск демонстрирует по существу такую же высокую производительность, как и производительность обычного алмазного диска, сконструированного таким образом, когда отдельные алмазные зерна размещают относительно шлифующей части, такой как поверхность диска. Подразумевается, что алмазные зерна не располагают согласно одному узору, а что их можно располагать согласно различным узорам.
В шлифовальном алмазном диске блоки в виде групп алмазов могут быть ориентированы в разных направлениях в соответствии с шлифовальной нагрузкой алмазных зерен. Это изменяет дорожки вращения отдельных алмазных зерен, принадлежащих к одному и тому же блоку, состоящему из группы алмазов. Другими словами, ширина дорожек вращения блоков, состоящих из групп алмазов, может быть изменена посредством ориентирования блоков в виде групп алмазов в отношении разных алмазных зерен. В случае такой конструкции можно регулировать шлифовальную нагрузку алмазных зерен. Если блоки в виде группы алмазов смещены друг от друга в радиальном направлении, вызывая частичное перекрывание дорожек вращения друг с другом, то блоки в виде групп алмазов, которые перекрываются друг с другом, ориентируют в противоположных направлениях. Таким образом избегают неравномерности шлифования и, следовательно, не будет иметь места разница (варьирование) степени шлифования, которая может быть вызвана различием в распределении алмазных зерен. В результате алмазные зерна эффективно функционируют и, следовательно, общая эффективность шлифовки увеличивается.
В шлифовальном алмазном диске шлифующая часть может быть образована по существу плоской или круглой лицевой поверхностью, и блоки в виде групп алмазов могут быть распределены непрерывно в форме спирали со стороны конца внутреннего диаметра шлифующей части в сторону конца ее внешнего диаметра. Таким образом, блоки в виде групп алмазов легко распределяют вполне хорошо сбалансированным образом на поверхности шлифующей части (например, поверхности диска) в целях рациональности. Кроме того, алмазный диск, который прост в применениях, легко изготавливать. Блоки в виде алмазных групп могут быть распределены в форме одной или нескольких спиралей.
В шлифовальном алмазном диске шлифующая часть может быть образована в значительной степени плоской или круглой лицевой поверхностью, и блоки, состоящие из групп алмазов, могут быть распределены так, чтобы имелся промежуток, который постепенно уменьшается по направлению к концу внешнего диаметра шлифующей части. Таким образом, блоки в виде групп алмазов распределяют вполне хорошо сбалансированным образом на поверхности диска, которая является шлифующей частью, в целях рациональности (шлифования). Как правило, окружная скорость диска увеличивается по мере приближения к внешней периферийной области на шлифующей части, такой как поверхность диска, и, следовательно, блоки из групп алмазов, помещенные в этой части, осуществляют шлифование в большей степени и несут большую нагрузку при шлифовании. В случае указанной выше конструкции шлифование осуществляется должным образом с более высокой эффективностью. Кроме того, крошки, образованные при шлифовании, относительно легко сбрасываются с внешней периферийной области.
В шлифовальном алмазном диске каждый из блоков в виде групп алмазов может быть образован тремя алмазными зернами, расположенными в форме треугольника. Таким образом, желательно алмазные зерна, скомпонованные в одной конфигурации, распределять так, чтобы они имели разные ориентации.
Чтобы достичь третьей цели шлифовальный алмазный диск согласно третьему варианту изобретения содержит множество алмазных зерен, которые прикреплены в области поверхности диска со стороны внешнего диаметра центральной области к периферийной области и не прикреплены к центральной области, при этом множество алмазных зерен распределяют так, чтобы образовать характерную фигуру или графический рисунок, выполненный в манере пуантилиста, по меньшей мере на части поверхности диска.
В зависимости от шлифовального алмазного диска характерная фигура или графический рисунок, выполненный в манере пуантилиста на поверхности диска, который легко заметен во время шлифования, может показывать применение, производительность, завод-изготовитель или тому подобное для алмазного диска, и его дизайн и его коммерческая ценность улучшаются. Кроме того, при размещении характерной фигуры или тому подобного в правильном положении сконструированный таким образом алмазный диск демонстрирует такую же высокую производительность шлифования, как и обычный алмазный диск.
В шлифовальном алмазном диске поверхность диска, к которой прикреплено множество алмазных зерен, может включать центральную область и периферийную область, расположенную на внешней периферии центральной области, и алмазные зерна распределяют так, чтобы образовать характерную фигуру или графический рисунок, выполненный в манере пуантилистов, в центральной области. В указанной конструкции алмазные зерна располагают так, чтобы начертить характерную фигуру или графический рисунок в манере пуантилистов в центральной области, которая меньше работает при шлифовании, чтобы улучшить дизайн диска, а периферийной областью, которая больше работает при шлифовании, главным образом осуществляют шлифовку. В результате сконструированные таким образом алмазные диски показывают по существу такую же высокую производительность шлифования, как и производительность обычного алмазного диска. Кроме того, по желанию, алмазный диск может быть идентифицирован и его дизайн и коммерческая ценность улучшены.
Чтобы достичь четвертой цели шлифовальный алмазный диск согласно четвертому варианту изобретения, имеющий монтажное отверстие, образованное в центральной области, с выемкой, направленной назад, имеющей предварительно определенную глубину, чтобы тем самым обеспечить установку шлифовального алмазного диска на вращающийся механизм (приводной вал), содержит множество алмазных зерен, прикрепленных к области поверхности диска, которая расположена радиально с внешней стороны относительно углубленной области, при этом алмазные зерна прикрепляют от внешней периферийной области края поверхности диска до внешней периферийной области края задней поверхности диска.
Сконструированный таким образом алмазный диск демонстрирует по существу такую же высокую эффективность шлифования, как и обычный алмазный диск, в основном шлифуя материалы, подвергаемые шлифовке, такие как бетон или камень, используя поверхность диска. Кроме того, внешняя периферийная область диска осуществляет резку или образует паз в материалах, подвергаемых шлифовке, таких как бетон или камень.
В шлифовальном алмазном диске внешняя периферийная область задней поверхности диска может образовывать закругленную поверхность, которая выдается назад. Такой алмазный диск эффективно осуществляет резку.
В шлифовальном алмазном диске алмазные зерна могут быть прикреплены от внешней периферийной области края поверхности диска к внешней периферийной области края задней поверхности с однородной плотностью по всей окружности. Такой алмазный диск демонстрирует высокую эффективность резки.
Чтобы достичь четвертой цели шлифовальный алмазный диск согласно пятому варианту изобретения, который является круглым в фронтальной проекции и имеет монтажное отверстие в центральной области поверхности диска, содержит выступающую часть, образованную по периферийному краю шлифовального алмазного диска и сконструированную так, чтобы она выступала вперед и назад, при этом к выступающей части прикреплены алмазные зерна.
В соответствии с указанным вариантом алмазного диска выступающая часть эффективно осуществляет резку или образует паз в материалах, подвергаемых шлифовке, таких как бетон или камень. И при этом область, расположенная радиально внутрь относительно выступающей части, не мешает резке, осуществляемой выступающей частью.
В шлифовальном алмазном диске алмазные зерна могут быть прикреплены на выступающей части с перерывами. Таким образом, крошки, образуемые при шлифовке, эффективно сбрасываются при резке или образовании паза с использованием выступающей части.
В шлифовальном алмазном диске, предпочтительно, внешняя периферийная кромка может быть закругленной (образованной так, чтобы имелась кривизна) в поперечном сечении. Таким образом, выступающая часть осуществляет резку или образует паз в материалах, подвергаемых шлифовке, таких как бетон или камень.
Основание шлифовального алмазного диска может быть сделано из таких материалов, как сталь, полимер, композитный материал, содержащий полимер и армирование, или керамика.
Краткое описание чертежей
Фиг.1 является фронтальной проекцией алмазного диска согласно варианту осуществления настоящего изобретения.
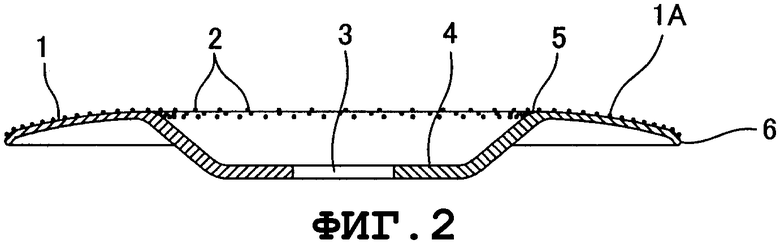
Фиг.2 является поперечным сечением алмазного диска, представленного на фиг.1, который разрезан по линии, проходящей через его центр.
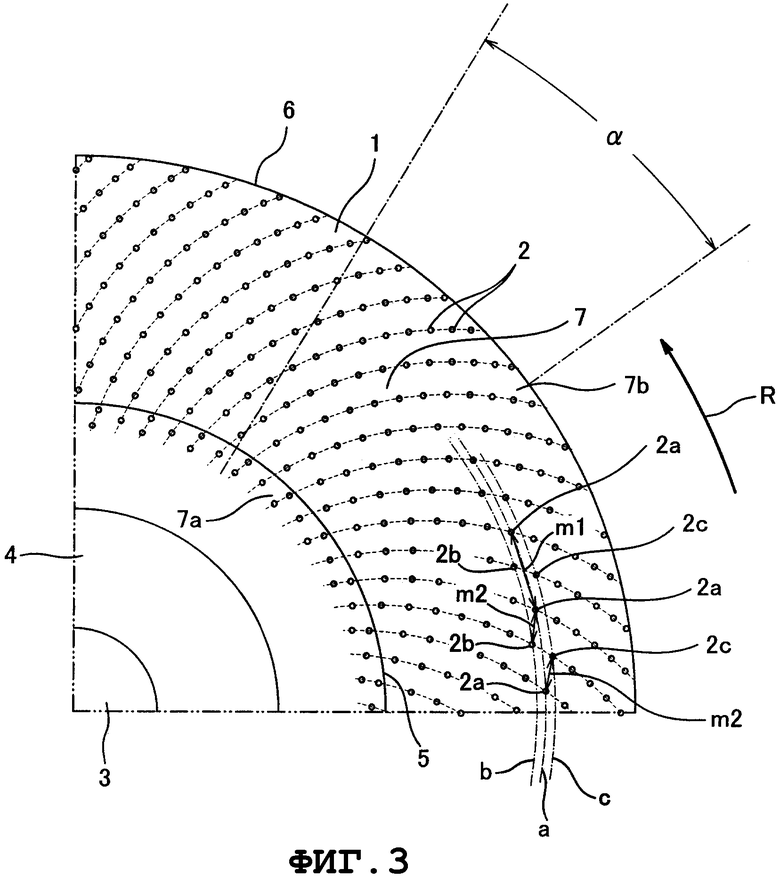
Фиг.3 является частично увеличенной фронтальной проекцией алмазного диска, представленного на фиг.1, на которой показано распределение алмазных зерен.
Фиг.4 является фронтальной проекцией алмазного диска согласно другому варианту осуществления настоящего изобретения.
Фиг.5 является поперечным сечением алмазного диска, представленного на фиг.4, который разрезан по линии, проходящей через его центр.
Фиг.6 является фронтальной проекцией алмазного диска согласно другому варианту осуществления настоящего изобретения.
Фиг.7 является поперечным сечением алмазного диска, представленного на фиг.6, который разрезан по линии, проходящей через его центр.
Фиг.8 является фронтальной проекцией алмазного диска согласно другому варианту осуществления настоящего изобретения.
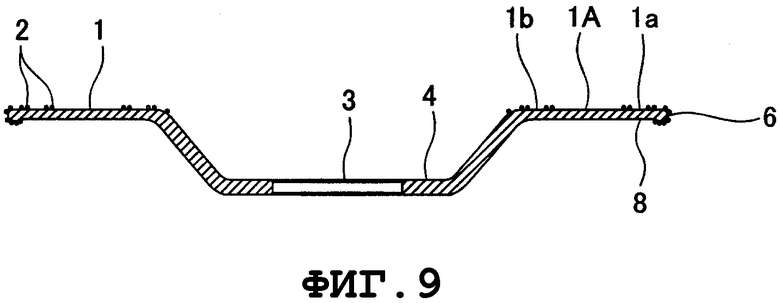
Фиг.9 является поперечным сечением алмазного диска, представленного на фиг.8, который разрезан по линии, проходящей через его центр.
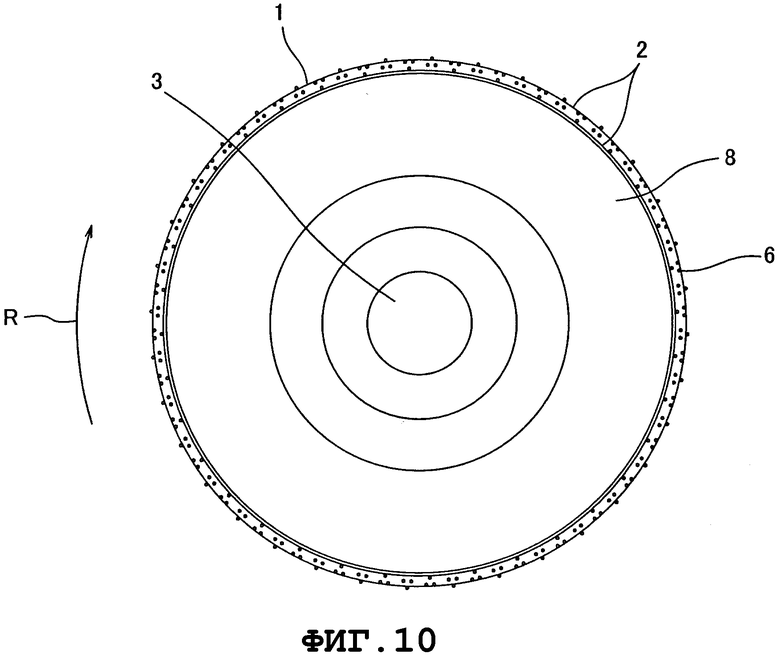
Фиг.10 является видом сзади, показывающим структуру периферийного края и заднюю поверхность алмазного диска, представленного на фиг.8.
Фиг.11 является фронтальной проекцией алмазного диска согласно другому варианту осуществления настоящего изобретения.
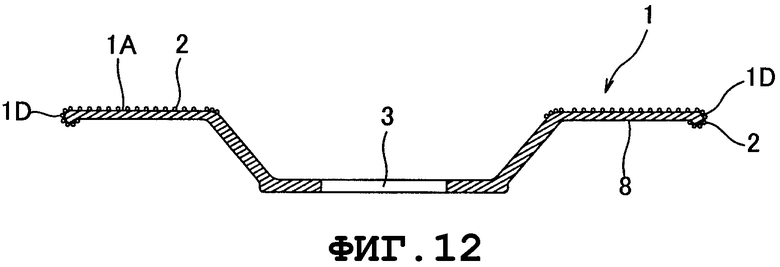
Фиг.12 является поперечным сечением алмазного диска, представленного на фиг.11, который разрезан по линии, проходящей через его центр.
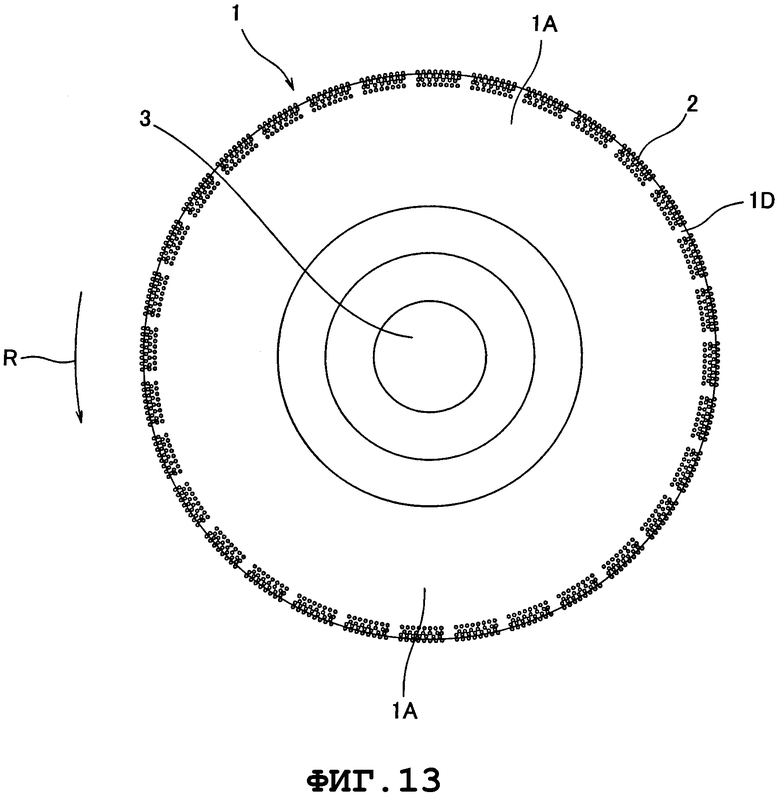
Фиг.13 является фронтальной проекцией алмазного диска согласно другому варианту осуществления настоящего изобретения.
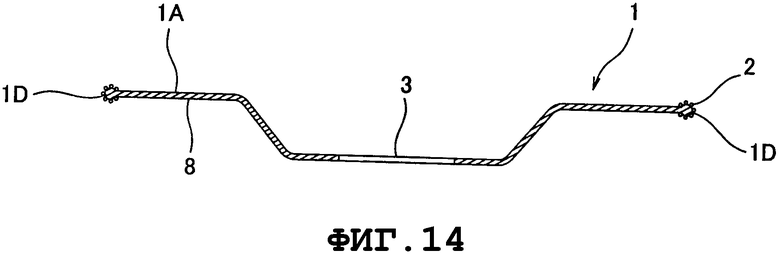
Фиг.14 является поперечным сечением алмазного диска, представленного на фиг.13, который разрезан по линии, проходящей через его центр.
Фиг.15 является фронтальной проекцией алмазного диска согласно другому варианту осуществления настоящего изобретения.
Фиг.16 является поперечным сечением алмазного диска, представленного на фиг.15, который разрезан по линии, проходящей через его центр.
Предпочтительные варианты осуществления изобретения
Ниже алмазный диск согласно варианту осуществления настоящего изобретения будет описан со ссылкой на чертежи.
(ВАРИАНТ 1)
Ниже первый вариант осуществления настоящего изобретения будет описан со ссылкой на чертежи.
Как показано на фиг.1 и 2, алмазные зерна 2 относительно крупного размера для применения в случае алмазного диска прикрепляют на ограниченной области поверхности диска (шлифующей поверхности или шлифующей части) 1A, образованной на поверхности с одной стороны круглого основания 1, сделанного из стальной пластины. Алмазные зерна 2 имеют размер от №30 до №35. Алмазные зерна 2 прикреплены к поверхности диска 1A и при этом погружены в твердый припой по существу до половины их глубины.
Монтажное отверстие 3 образовано в дискообразной центральной области поверхности диска 1A, давая возможность устанавливать диск 1 на шлифовальной машине (не показана), которая является ручным вращающимся устройством. Центральная область диска, в центре которой образовано монтажное отверстие 3, имеет форму плоской пластины (плоской поверхности) и имеет выемку, направленную назад (вниз на фиг.2), имеющую предварительно определенную глубину, таким образом образуя углубленную часть 4. Область (внешняя периферийная область), расположенная радиально с внешней стороны относительно углубленной части 4, закруглена и выступает вперед на фиг.2 таким образом, что область поверхности диска 1A от внешней окружности 5 внешней периферийной области к внешнему периферийному краю диска 6 образует искривленную поверхность, которая изогнута с кривизной, которая постепенно увеличивается по направлению к внешнему периферийному краю диска 6. Алмазные зерна 2 прикрепляют к области поверхности диска 1A, которая простирается в пределах от положения, немного заходящего радиально внутрь от внешней окружности 5, до внешнего периферийного края диска 6 указанным выше способом.
В качестве примера распределения алмазных зерен 2 согласно варианту будут описаны со ссылками на чертежи три расположенные рядом дорожки вращения a, b и с из множества дорожек вращения, которые образуются в радиальном направлении.
Как показано на фиг.3, алмазные зерна 2 помещены на трех близлежащих дорожках вращения a, b и с, которые образованы в радиальном направлении, как описано ниже. Расстояние m1 между расположенными впереди и сзади по ходу вращения алмазными зернами 2a, которые являются соседними в направлении вращения (см. стрелку R на фиг.1) на дорожке вращения a (или дорожке вращения b или c) устанавливают длиннее, чем расстояние m2 между алмазом 2a и алмазом 2b и 2c, которые расположены на дорожках вращения b и с, расположенных рядом по обеим сторонам дорожки вращения 2a.
Алмазные зерна 2 распределяют регулярно. В данном варианте, как видно в локальной области, алмазные зерна 2 распределены таким образом, что расположенные впереди и сзади по ходу вращения алмазные зерна 2 (2a), являющиеся соседними на каждой дорожке вращения, и алмазные зерна 2 (2b и 2c), которые находятся на дорожках вращения, расположенных рядом по обеим ее сторонам, и являются наиболее близкими к алмазным зернам 2a, по существу образуют порядок алмазов, который виден на фронтальной проекции. Порядок алмазов неизменно формируется во множестве положений, отделенных промежутками друг от друга. Множество промежутков 7, которые образованы между алмазными зернами 2 (2a и 2b или 2a и 2c), которые расположены на близлежащих дорожках вращения и расположены впереди и сзади по ходу вращения, чтобы быть ближе друг к другу в направлении вращения, продолжаются в виде спирали от положения, слегка заходящего радиально внутрь по отношению к внешней окружности 5, к внешнему периферийному краю диска 6. Промежутки 7, продолжающиеся непрерывно, которые показаны в виде промежутков, обозначенных смежными пунктирными линиями (воображаемые ориентирные линии) на фиг.3, являются такими, что концы внутренних диаметров 7a расположены впереди, а концы внешних диаметров 7b расположены сзади в направлении вращения, и они продолжаются вкось и изогнуты, закругляясь от концов внутренних диаметров 7a к концам внешних диаметров 7b, как видно на фронтальной проекции. Промежуток 7 продолжается непрерывно в форме спирали таким образом, что конечная часть внешнего диаметра промежутка 7 отклоняется от конечной части внутреннего диаметра промежутка 7 на предварительно заданный угол α в направлении вращения (смотри фиг.3, примерно 20 градусов в данном варианте). Заранее заданный угол α альтернативно может быть равен 20 градусам или больше.
Шлифовальный алмазный диск согласно настоящему изобретению, сконструированный как описано выше, может быть установлен на торсионном валу коммерчески доступной шлифовальной машины (не показана) или тому подобной с помощью монтажного отверстия 3, образованного в центральной области алмазного диска, и отдельные алмазные зерна эффективно осуществляют шлифование при шлифовке бетона или камня.
Так как множество промежутков 7 продолжаются непрерывно от положения, немного заходящего радиально внутрь от внешней окружности 5 поверхности диска 1A, к внешнему периферийному концу диска 6, то крошки, образуемые при шлифовке на поверхности диска 1A, равномерно сбрасываются из промежутков 7 по направлению к внешней границе диска и не застревают. В результате шлифовальный алмазный диск согласно настоящему изобретению демонстрирует стабильную производительность шлифовки и увеличение эффективности шлифовки.
(ВАРИАНТ 2)
Ниже второй вариант осуществления настоящего изобретения будет описан со ссылкой на чертежи.
Как показано на фиг.4 и 5, алмазные зерна 2 прикрепляют в ограниченной области поверхности диска (шлифующей поверхности или шлифующей части) 1A, образованной на одной поверхности круглого основания 1, сделанного из стальной пластины.
Монтажное отверстие 3 образовано в дискообразной центральной области поверхности диска 1A, таким образом давая возможность устанавливать алмазный диск на шлифовальной машине (не показана). Центральная область диска, имеющая монтажное отверстие 3 в центре, имеет форму плоской пластины (плоской поверхности) и полностью углублена назад (вниз на фиг.5), имея предварительно заданную глубину, таким образом образуя углубленную часть 4. Область (внешняя периферийная область), расположенная радиально с внешней стороны относительно углубленной части 4, закруглена и выступает вперед, и область поверхности диска 1A от внешней окружности 5 к внешнему периферийному краю диска 6 образует искривленную поверхность, которая изогнута назад с кривизной, которая постепенно увеличивается по направлению к внешнему периферийному краю диска 6. Алмазные зерна 2 прикрепляют в области поверхности диска 1A, которая простирается в пределах от положения, немного заходящего радиально внутрь по отношению к внешней окружности 5, до внешнего периферийного края диска 5 указанным выше способом.
Во втором варианте осуществления изобретения алмазные зерна 2 прикрепляют к поверхности диска 1A таким образом, что множество алмазных зерен 2 располагаются в виде узора предварительно заданной конфигурации, образуя один блок A, состоящий из группы алмазов, и распределяют множество блоков A в виде групп алмазов. В указанном варианте множество алмазных зерен 2 располагают в виде узора по одному образцу.
Блок, представляющий собой группу алмазов, согласно данному варианту образует узор, в котором три близлежащих алмазных зерна 2 расположены в вершинах равностороннего треугольника.
В данном варианте, как указано воображаемой ориентирной линией 17 на фиг.4, блоки из алмазных групп A распределяют на поверхности диска 1A по имеющей спиралевидную форму ориентирной линии 17, которая заворачивается от внутренней стороны диаметра к внешней стороне диаметра в противоположном направлении относительно направления вращения (смотри стрелку R на фиг.4) алмазного диска. Кроме того, промежуток между блоками алмазных групп A (промежуток между соседними блоками алмазных групп, которые расположены впереди и сзади на спиралевидной ориентирной линии 17) постепенно уменьшается по мере его приближения к внешнему периферийному краю диска 6, увеличивая при этом плотность алмазных зерен 2 вблизи внешнего периферийного края диска 6.
Чтобы избежать неровности при шлифовке, блоки A, состоящие из групп алмазов, располагают в виде спирали по существу с частичным перекрыванием друг с другом на дорожке вращения в радиальном направлении. Кроме того, блоки групп алмазов A, которые расположены впереди и сзади на имеющей форму спирали ориентирной линии 17, ориентируют в противоположных направлениях в радиальном направлении. Подразумевается, что блоки групп алмазов A не ограничены расположением в противоположных направлениях, а что они могут быть ориентированы в одном и том же направлении или иным образом, они могут быть ориентированы со сдвигом на предварительно заданный угол, например на 30 градусов.
В случае шлифовального алмазного диска согласно настоящему изобретению, сконструированного как описано выше, когда множество алмазных зерен, которые распределяют для эффективного шлифования, располагают в виде узора с образованием блоков A, состоящих из групп алмазов, которые распределяют на поверхности диска 1A, расположение алмазных зерен на поверхности диска 1A достигается просто и быстро. В результате алмазный диск может быть легко получен независимо от увеличения количества алмазных зерен, прикрепленных к поверхности диска.
(ВАРИАНТ 3)
Ниже третий вариант осуществления настоящего изобретения будет описан со ссылкой на чертежи.
Как показано на фиг.6 и 7, алмазные зерна 2 прикрепляют в ограниченной области поверхности диска 1A (шлифующей поверхности или шлифующей части), образованной на одной поверхности круглого основания 1, сделанного из стальной пластины.
Монтажное отверстие 3 образовано в дискообразной центральной области поверхности диска 1A, таким образом давая возможность устанавливать алмазный диск на шлифовальной машине, которая коммерчески доступна (не показана). Центральная область, имеющая монтажное отверстие 3 в центре, имеет форму плоской пластины (плоской поверхности) и полностью углублена назад (вниз на фиг.7), имея предварительно заданную глубину, таким образом образуя углубленную часть 4. Область (внешняя периферийная область), расположенная радиально с внешней стороны относительно углубленной части 4, закруглена и выступает вперед, и область от внешней окружности 5 к внешнему периферийному краю диска 6 образует искривленную поверхность, которая изогнута назад с кривизной, которая постепенно увеличивается по направлению к внешнему периферийному краю диска 6.
В алмазном диске согласно данному варианту область поверхности диска 1A, на которой прикреплены алмазные зерна 2, мысленно разделена на область периферийного края 1a и центральную область (область ближе к центру) 1b. Часть центральной области 1b, которая прилегает к внешней окружности 5 углубленной части 4, образована по существу плоской поверхностью (точнее поверхностью, имеющей большую кривизну радиуса), как показано на виде сбоку, а область периферийного края 1a, продолжающаяся от данной точки до внешнего периферийного края 6, образована закругленной поверхностью, которая закруглена, отходя назад (вниз на фиг.7) по направлению к внешнему периферийному краю 6. По существу плоская поверхность и закругленная не отделены друг от друга.
Алмазные зерна 2 распределяют в области периферийного края 1a, как описано ниже, что важно для функции шлифования. Множество алмазных зерен 2 прикрепляют в области периферийного края 1a в виде предварительно заданного узора (фиксированного узора), чтобы образовать множество блоков A, состоящих из групп алмазов, которые располагают регулярно (в форме спирали) на поверхности диска 1A.
В указанном варианте блок A, состоящий из группы алмазов, образует узор, в котором три соседних алмазных зерна 2 располагают в вершинах равностороннего треугольника. Алмазные зерна 2, например, временно прикрепляют на клейком листе.
Блоки A, состоящие из групп алмазов, располагают в области периферийного края 1a по имеющей форму спирали ориентирной линии, которая заворачивается в направлении со стороны внутреннего диаметра к стороне внешнего диаметра в противоположном направлении по отношению к направлению вращения (смотри стрелку R на фиг.6) алмазного диска. Кроме того, промежуток между блоками A, состоящими из групп алмазов, постепенно уменьшается по мере приближения к внешнему периферийному краю диска 6 с увеличением плотности алмазных зерен 2.
Чтобы избежать неравномерности при шлифовке, блоки A, состоящие из групп алмазов, располагают в виде спирали по существу с частичным перекрыванием друг с другом на дорожке вращения. Кроме того, блоки групп алмазов A, которые располагают в форме спирали, располагают впереди и сзади таким образом, что блоки групп алмазов A ориентированы в противоположных направлениях в радиальном направлении.
Между тем алмазные зерна 2, прикрепленные в центральной области 1b, располагают, принимая во внимание внешний вид. Алмазные зерна 2 распределяют в центральной области 1b, чтобы начертить характерные фигуры 27 (или графические рисунки) в манере пуантилистов, которые видны на фронтальной проекции, за исключением части области центральной половины 1b (области ближе к центру) в радиальном направлении, тогда как блоки алмазов A располагают в части центральной области 1b (области ближе к центру), на которой характерные фигуры 27 не нарисованы, в форме спирали, как в области периферийного края 1a.
После конструирования алмазного диска 1 таким образом алмазные зерна 2, прикрепленные в области периферийного края 1a, демонстрируют эффективность шлифования такую же, как эффективность обычного алмазного диска.
Часть центральной области 1b, включая область, на которой начерчены характерные фигуры 27 в манере пуантилистов в тангенциальном направлении, и область периферийного края 1a, включая область, на которой блоки A, состоящие из групп алмазов, распределены функционально, хорошо сбалансированы. Алмазные зерна 2 являются одинаковыми в области периферийного края 1a и в центральной области 1b. Но алмазные зерна 2, прикрепленные в центральной области 1b, меньше, чем алмазные зерна, прикрепленные в области половины периферийного края 1a. Это сделано так потому, что алмазные зерна в центральной области 1b осуществляют шлифовку в меньшей степени и являются вспомогательными при обычной шлифовке.
С другой стороны блоки алмазов A в центральной области 1b имеют плотность ниже, чем блоки в области периферийного края 1a. Поэтому характерные фигуры (или графические рисунки) 27, выполненные в манере пуантилистов, легко заметны.
Шлифовальный алмазный диск 1 согласно настоящему изобретению, сконструированный таким образом, является предпочтительным для пользователя, так как он не только применим при шлифовке, но также пользователь может узнать производителя или тип диска на основании характерных фигур или графических рисунков в манере пуантилистов. Кроме того, так как область, на которой нарисованы характерные фигуры или графические рисунки, расположена в области ближе к внутреннему диаметру, которая менее вероятно подвергнется износу с течением времени, то они не стираются и поэтому могут распознаваться, когда от самого алмазного диска уже отказываются. Кроме того, так как алмазные зерна меньше в области, в которой нарисованы характерные фигуры или графические рисунки, то неэкономное расходование ресурса уменьшается.
(ВАРИАНТ 4)
Ниже четвертый вариант осуществления изобретения будет описан со ссылкой на чертежи.
Как показано на фиг.8-10, алмазные зерна 2 прикрепляют в ограниченной области поверхности диска 1A, которая соответствует одной шлифующей части, образованной на одной поверхности круглого основания 1, сделанного из стальной пластины, а также на внешнем периферийном крае диска 6 и во внешней периферийной области задней поверхности 8, которая соответствует другой функции шлифования.
В данном варианте монтажное отверстие 3 образовано в центральной области диска, таким образом давая возможность устанавливать алмазный диск на шлифовальной машине (не показана). Центральная область поверхности диска 1A, имеющая монтажное отверстие 3 в центре, имеет форму плоской пластины (плоской поверхности) и полностью углублена назад (вниз на фиг.9), имея предварительно заданную глубину, таким образом образуя углубленную часть 4. Область, расположенная радиально с внешней стороны относительно углубленной части 4, сконструирована так, что область поверхности диска 1A, которая продолжается от внешней окружности 5 углубленной части 4 к внешнему периферийному краю диска 6, имеет форму плоской пластины (плоская и в форме кольца).
В алмазном диске согласно данному варианту область поверхности диска 1A, на которой прикреплены алмазные зерна 2, мысленно разделена на область периферийного края 1a и центральную область (область ближе к центру) 1b.
Алмазные зерна 2 распределяют в области периферийного края 1a, принимая во внимание эффективность шлифования. В частности, алмазные зерна 2 распределяют в области периферийного края 1a таким образом, что множество близлежащих алмазных зерен 2 располагаются в виде узора с предварительно определенной (фиксированной) конфигурацией с образованием блоков A, состоящих из групп алмазов, которые располагают регулярно (в форме спирали) на поверхности диска 1A. Алмазные зерна 2 располагают в виде узора, например, способом, при котором алмазные зерна 2 временно закрепляют на клейком листе.
В указанном варианте блок A, состоящий из группы алмазов, образует узор, в котором три соседних алмазных зерна 2 располагают в вершинах равностороннего треугольника.
Алмазные зерна 2 располагают в виде узора в определенной конфигурации, например, способом, при котором алмазные зерна 2 временно закрепляют на клейком листе.
Блоки A, состоящие из групп алмазов, располагают в области периферийного края 1a таким образом, что промежуток между блоками групп алмазов A постепенно уменьшается по мере приближения к внешнему периферийному краю диска 6 с увеличением плотности алмазных зерен 2 вблизи внешнего периферийного края диска 6 и обеспечением при этом однородной плотности по всей периферии.
Чтобы избежать неравномерности при шлифовке, блоки A, состоящие из групп алмазов, располагают в виде спирали, закручивающейся от внутренней периферийной стороны к внешней периферийной стороне в противоположном направлении по отношению к направлению вращения (смотри стрелку R на фиг.8) алмазного диска, и располагают впереди и сзади по существу с частичным перекрыванием друг с другом на дорожке вращения. Кроме того, блоки групп алмазов A, которые располагают впереди и сзади по имеющей форму спирали линии, ориентируют в противоположных направлениях в радиальном направлении.
Алмазные зерна 2 непрерывно распределяют в форме блоков A, состоящих из групп алмазов, в пределах от части периферийного края 1a до внешней периферийной области задней поверхности 8.
Между тем алмазные зерна 2 располагают в центральной области 1b, принимая во внимание внешний вид. Множество алмазных зерен 2 прикрепляют в центральной области 1b, чтобы образовать характерные фигуры 27 (или графические рисунки) в манере пуантилистов, которые видны на фронтальной проекции, за исключением части центральной области (область ближе к центру в данном варианте) 1b в радиальном направлении, и блоки из групп алмазов A располагают как в области периферийного края 1a в части центральной области 1b, на которой характерные фигуры 27 не образованы (область ближе к центру).
Так как алмазные зерна 2 прикрепляют в области в пределах от внешнего периферийного края диска 6 до внешней периферийной области задней поверхности 8, на плоской имеющей форму кольца поверхности диска 1A, то она функционирует в качестве одного из типов вращающих лезвий, имеющих предварительно заданную толщину. По этой причине, если осуществляют резку благодаря тому, что внешний периферийный край диска 6 поверхности диска 1 врезается в подвергаемую шлифовке поверхность, легко осуществимо протачивание паза или разрезание. При обычной резке с использованием только поверхности диска 1A алмазный диск согласно данному варианту проявляет эффективность шлифовки по существу такую же высокую, как эффективность обычного алмазного диска.
Центральная область 1b, включая область, в которой образованы характерные фигуры 27 в манере пуантилистов в тангенциальном направлении, и область периферийного края 1a, включая область, в которой блоки A, состоящие из групп алмазов, распределены функционально, хорошо сбалансированы. Алмазные зерна 2 являются одинаковыми в области периферийного края 1a и в центральной области 1b. Но алмазные зерна 2, прикрепленные в центральной области 1b, меньше, чем алмазные зерна, прикрепленные в области периферийного края 1a. Это сделано так потому, что центральная область 1b осуществляет шлифовку в меньшей степени и является вспомогательной при обычной шлифовке.
Между тем блоки алмазов A в центральной области 1b имеют плотность ниже, чем блоки в части области периферийного края 1a. По этой причине характерные фигуры (или графические рисунки) 27, образованные в манере пуантилистов, легко заметны.
Шлифовальный алмазный диск согласно настоящему изобретению, сконструированный как описано выше, не только применим при шлифовке, но также функционирует в качестве одного из типов вращающего режущего лезвия, таким образом повышая применимость шлифовального алмазного диска. Кроме того, алмазный диск согласно настоящему изобретению является предпочтительным для пользователя, так как пользователь может узнать производителя или тип алмазного диска на основании характерных фигур или графических рисунков, выполненных в манере пуантилистов. Кроме того, область, в которой выполнены характерные фигуры или графические рисунки, меньше подвергнется износу с течением времени и, следовательно, может быть различима, когда от самого алмазного диска уже отказываются. Кроме того, так как алмазные зерна меньше в области, в которой нарисованы характерные фигуры или графические рисунки, то неэкономное расходование ресурса уменьшается.
В качестве альтернативы описанным выше вариантам, как показано на фиг.11 и 12, внешняя область края основания 1 алмазного диска может быть плоской и на внешней области края может быть образована продолжающаяся часть 1D, являющаяся закругленной и выступающей только назад. И алмазные зерна 2 могут быть распределены на внешней периферийной области основания 1, включая продолжающуюся часть 1D. Алмазные зерна 2 могут быть распределены на продолжающейся части 1D непрерывно или с перерывами, как показано на фиг.11. В случае такой структуры алмазный диск способен выполнять резку, а также шлифовку. На фиг.11 стрелка R указывает направление вращения алмазного диска.
В качестве другой альтернативы, как показано на фиг.13 и 14, алмазные зерна 2 могут быть не включены на поверхности диска 1A, и может быть образована продолжающаяся часть 1D, выступающая вперед и назад. Такой алмазный диск конструируют исключительно для резки или для образования паза.
В качестве следующей альтернативы, как показано на фиг.15 и 16, алмазный диск, сконструированный исключительно для резки или для образования паза, может быть сконструирован так, что основание 1 полностью образовано плоской круглой пластиной. На фиг.13 и 15 стрелка R указывает направление вращения алмазного диска.
На фиг.11-16 такие же ссылочные номера, как и на фиг.1-10 обозначают то же самое или соответствующие части.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Алмазный диск согласно настоящему изобретению применяют при шлифовке материалов, таких как бетон, камень, плитка или стальная пластина, или при зачистке покрытий, применяемых на их поверхностях.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩИЙСЯ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2421323C2 |
| ТРЕХСЛОЙНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2020 |
|
RU2795526C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ШЛИФОВАНИЯ АЛМАЗНЫХ ПЛЕНОК, ИМЕЮЩИХ ВНЕШНИЙ СЛОЙ ИЗ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ НА ПОВЕРХНОСТИ ОСНОВАНИЯ | 2015 |
|
RU2640370C2 |
| СПОСОБ ОБРАБОТКИ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2010 |
|
RU2440229C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ С ПОЛИМЕРНОЙ СВЯЗКОЙ | 2012 |
|
RU2567165C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| КОЛЬЦЕВОЕ СВЕРЛО | 2004 |
|
RU2311270C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| СПОСОБ ИССЛЕДОВАНИЯ ПОВЕРХНОСТИ ОБРАЗЦА ГРАФИТСОДЕРЖАЩИХ КОМПОЗИТОВ | 2013 |
|
RU2535952C1 |








Изобретение относится к области абразивной обработки и может быть использовано при изготовлении алмазных дисков, предназначенных для обработки деталей из бетона, камня и др. Алмазный диск содержит множество алмазных зерен, прикрепленных к его шлифующей части с расположением близлежащих алмазных зерен в виде узора с предварительно заданной конфигурацией и с образованием блоков. Последние состоят из групп алмазов, которые распределены регулярно на шлифующей части. Предусмотрены различные варианты ориентации и расположения блоков из групп алмазов. Возможны: ориентация их на шлифующей части диска в разных направлениях в соответствии с нагрузкой алмазных зерен при шлифовании, распределение их непрерывно в форме спирали или с промежутками, постепенно уменьшающимися к внешней части диска, а также с образованием характерной фигуры или графического рисунка в манере пуантилизма. В результате обеспечивается равномерный износ рабочей поверхности диска, что способствует повышению эффективности и производительности шлифования. 5 н. и 4 з.п. ф-лы, 16 ил.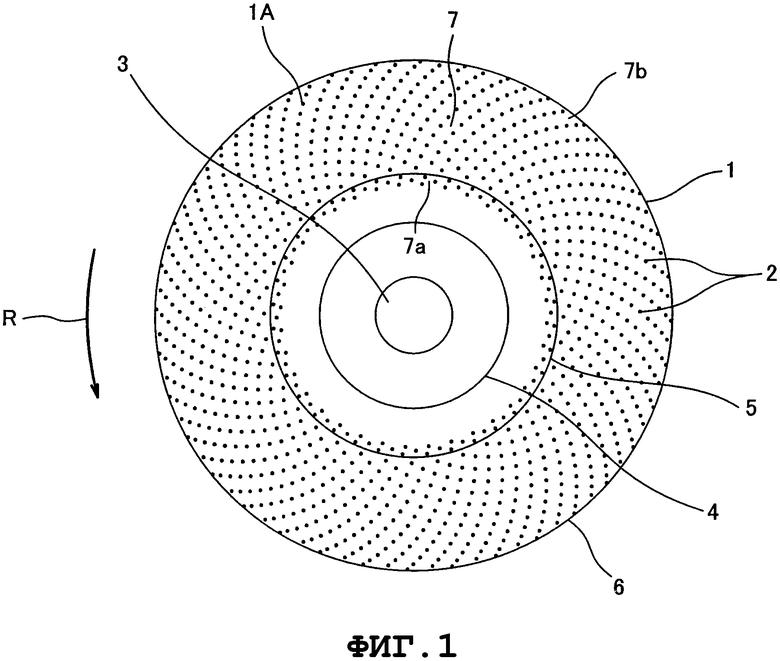
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Торцевой шлифовальный инструмент | 1988 |
|
SU1646825A1 |
| Абразивный инструмент для обработки плоских поверхностей | 1987 |
|
SU1549737A1 |
| Абразивный инструмент для торцового шлифования | 1973 |
|
SU460989A1 |

