Изобретение относится к металлообработке и может быть использовано для плоского шлифования.
Известно устройство для подвода смазочно-охлаждающей жидкости в зону обработки через внутреннюю полость шпинделя чашечного шлифовального круга. Устройство содержит корпус с нанесенными на торец абразивными зернами, а также снабжено установленным между дисками коаксиально патрубку упругим элементом, на наружной поверхности винта и обращенном к соплу торце патрубка выполнены выступы для взаимодействия с соответствующими впадинами, выполненными на внутренней поверхности отверстия одного диска и обращенной к патрубку поверхности торца другого диска [1]
Недостаток этого устройства невысокая скорость подачи СОЖ в зону резания, т. к. она зависит от скорости подачи извне, потому что нет вращающихся элементов, а это плохо снижает температуру в зоне резания, что приводит к ухудшению качества шлифуемой поверхности.
Наиболее близким к заявляемому объекту по технической сущности является торцевой шлифовальный круг, содержащий корпус с нанесенным на его торец слоем абразивного материала и отверстием для подвода смазочно-охлаждающего технологического средства. Круг снабжен установленной на втором торце корпуса втулкой и заборниками СОТС с выполненными в них пазами, образующие поверхности которых являются продолжениями образующих поверхностей отверстий в корпусе для подвода СОТС [2]
Недостатком этого шлифовального круга является то, что отсутствует устройство для непосредственной подачи ее в зону обработки, а также нет устройства для истечения жидкости из внутренней полости, что может вызвать деформацию круга и шпинделя. Данный круг предназначен только для обработки прерывистых поверхностей.
Изобретение направлено на снижение температуры шлифования за счет увеличения теплоотвода из зоны обработки путем подвода смазочно-охлаждающего технологического средства как в зону резания, так и на участки обрабатываемой поверхности, примыкающие к зоне обработки, улучшение качества шлифуемой поверхности.
Это достигается тем, что абразивный инструмент для плоского шлифования содержит корпус с нанесенным на его торец слоем абразивного материала и втулку с отверстиями для подвода СОТС, размещенную на втором торце корпуса, а также инструмент снабжен установленным на втулке со стороны абразивного слоя с возможностью осевого перемещения конусом, предназначенным для направления СОТС, и винтовыми лопастями, расположенными на втулке над указанным конусом, при этом на абразивном слое с равномерным шагом t выполнены криволинейные канавки переменного сечения.
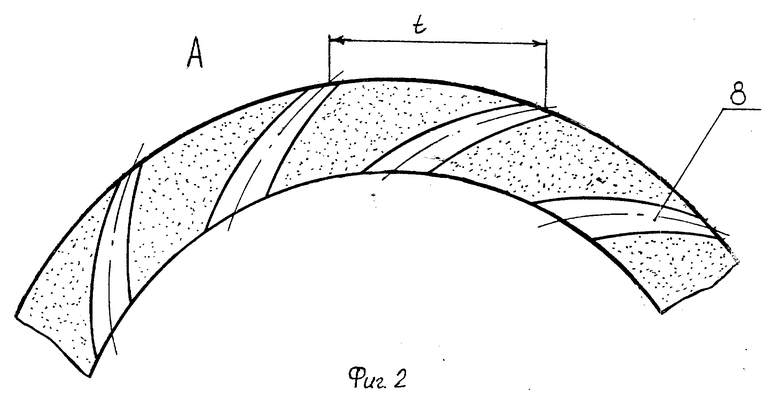
На фиг. 1 показан общий вид абразивного инструмента для плоского шлифования; на фиг. 2 вид по стрелке А фиг. 1; на фиг. 3 вид по стрелке Б фиг. 1; на фиг. 4 сечение В-В на фиг. 3.
Абразивный инструмент содержит корпус 1 с нанесенным на его торец слоем абразивного материала, втулку 2 с отверстиями 3 для подвода СОТС, размещенную на втором торце корпуса 1 и снабженную винтовыми лопастями 4. На втулке 2 со стороны абразивного слоя с возможностью осевого перемещения установлен конус 5, предназначенный для направления СОТС. Между лопастями 4 втулки 2 и внутренней поверхностью корпуса находится внутренняя полость 6 корпуса 1. Конус 5 с внутренней поверхностью корпуса 1 образует щель 7. На торцевой поверхности в абразивном материале корпуса 1 выполнены криволинейные канавки 8 в виде изогнутых кривых с шириной, которая сужается к наружной поверхности корпуса, с глубиной, соответствующей толщине абразивного слоя, разбивающие всю рабочую поверхность корпуса на отдельные один от другого участки, что способствует уменьшению тепловыделения при шлифовании и лучшему охлаждению инструмента и обрабатываемой детали.
Абразивный инструмент работает следующим образом.
Инструмент устанавливают на шпиндель станка. СОТС через отверстия 3 втулки 2 попадает во внутреннюю полость 6 корпуса 1, где под действием винтовых лопастей 4 получает повышенную скорость истечения. За счет щели 7, образуемой конусом 5 и внутренней поверхностью корпуса 1, создается повышенное давление, благодаря которому СОТС входит в канавки 8 и попадает непосредственно в зону резания. Осевое перемещение конуса 5 позволяет регулировать давление технологического средства за счет изменения сечения щели 7. С увеличением угловой скорости вращения инструмента давление смазочно-охлаждающего технологического средства возрастает и СОТС с большей скоростью выбрасывается через канавки 8, что способствует лучшему охлаждению как в зоне резания, так и лучшему теплоотводу от участков поверхности, расположенных вне обрабатываемой зоны. Профиль сечения канавок 8 для увеличения скорости истечения СОТС выполнен суживающимся по ширине к наружной поверхности корпуса 1.
Применение абразивного инструмента, снабженного втулкой с винтовыми лопастями и регулируемым конусом, а также криволинейными канавками на рабочей поверхности корпуса для подвода СОТС, значительно снижает температуру в зоне резания за счет увеличения угловой скорости подачи СОТС в зону обработки, что приводит к улучшению качества шлифуемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228832C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ВИХРЕВЫМ ОХЛАЖДЕНИЕМ | 2005 |
|
RU2307729C1 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ ВОДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407629C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСНОЙ ВОДЯНОЙ СТРУЕЙ НА РАБОЧЕЙ ЧАСТИ ШЛИФОВАЛЬНОГО КРУГА СКВОЗНЫХ РАДИАЛЬНЫХ ОТВЕРСТИЙ ДЛЯ АКСИАЛЬНО-СМЕЩЕННОГО ПОДВОДА В ЗОНУ РЕЗАНИЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 2009 |
|
RU2407628C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 2008 |
|
RU2359803C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
| СПОСОБ ОЧИСТКИ ГИДРОУДАРОМ АКСИАЛЬНО-СМЕЩЕННОЙ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2191676C2 |


Использование: металлообработка, в частности при плоском шлифовании поверхностей. Сущность: абразивный инструмент для плоского шлифования содержит корпус с нанесенным на его торец слоем абразивного материала, втулку с отверстиями для подвода СОТС, размещенную на втором торце корпуса, а также установленный на втулке со стороны абразивного слоя с возможностью осевого перемещения конус, предназначенный для направления СОТС, и винтовые лопасти, расположенные на втулке над указанным конусом, при этом на абразивном слое с равномерным шагом выполнены криволинейные канавки переменного сечения. 4 ил.
Абразивный инструмент для плоского шлифования, содержащий корпус с нанесенным на один его торец слоем абразивного материала и втулку с отверстиями для подвода СОТС, размещенную на другом торце корпуса, отличающийся тем, что инструмент снабжен установленным на втулке со стороны абразивного слоя с возможностью осевого перемещения конусом, предназначенным для направления СОТС, и винтовыми лопастями, расположенными на втулке над указанным конусом, при этом на абразивном слое с равномерным шагом выполнены криволинейные канавки переменного сечения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1463456, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1627394, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
