11
10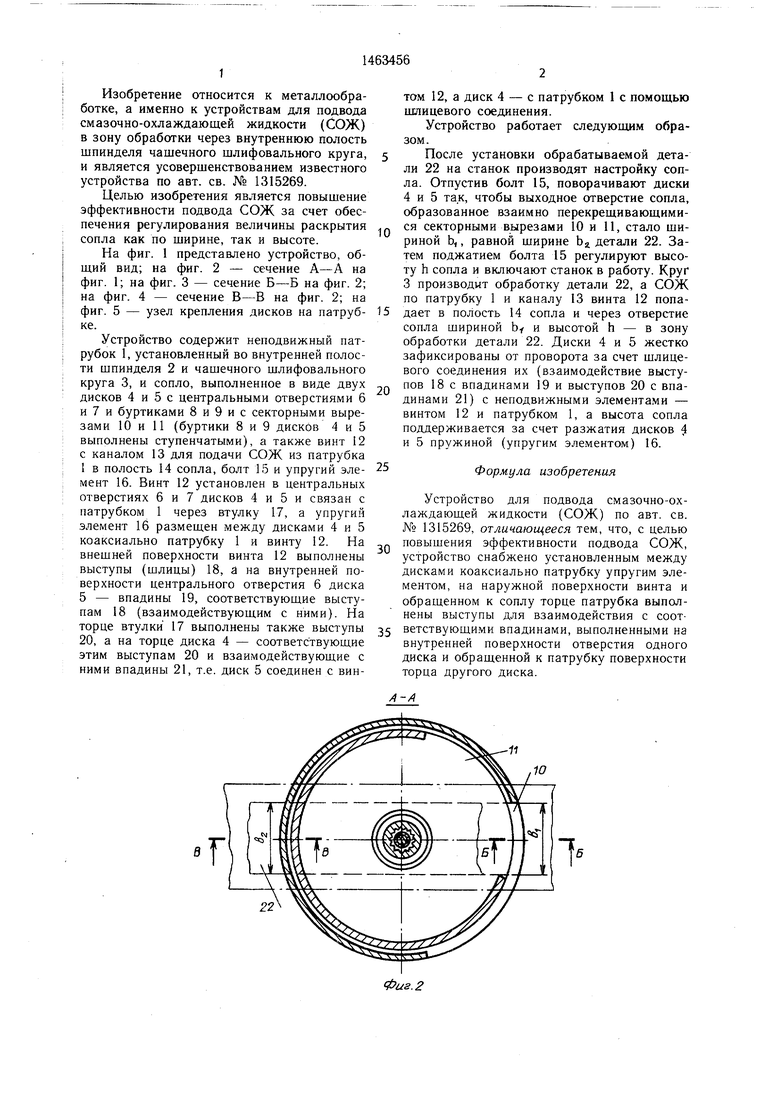
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подвода смазочно-охлаждающей жидкости | 1986 |
|
SU1315269A1 |
| Шлифовальная головка | 1985 |
|
SU1289660A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1987 |
|
SU1465285A2 |
| Сборный абразивный круг | 1982 |
|
SU1034885A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 1996 |
|
RU2095227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Устройство для подачи смазочно- охлаждающей жидкости при шлифовании | 1977 |
|
SU701783A1 |
| Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании | 1984 |
|
SU1201115A1 |
| Шлифовальный круг | 1991 |
|
SU1806050A3 |
| Сборный абразивный круг | 1979 |
|
SU772836A1 |
Изобретение относится к металлообработке, а именно к устройствам для подвода смазочно-охлаждаюшей жидкости (СОЖ) в зону обработки через внутреннюю гюлость шпинделя чашечного шлифовального круга. При обработке детали кругом 3 диски 4 и 5 поворачивают вокруг патрубка 1 подачи СОЖ. Буртики 8 и 9 дисков 4 и 5 образуют своими секторными вырезами ш,ель заданной ширины, достаточной для подачи СОЖ на всю ширину зоны обработки. После этого диски 4 и 5 своими впадинами 19 и 21 фиксируются на выступах 18 винта 12 и выступах 20 втулки 17 патрубка 1. Высота ш,ели между дисками 4 и 5 регулируется болтом 15 и упругим элементом 16, расположенным между дисками 4 и 5 коаксиально патрубку I и винту 12. СОЖ по патрубку 1 и каналам 13 винта 12 попадает в полость 14 и через щель между дисками 4 и 5 - в зону обработки круга 3. 5 ил.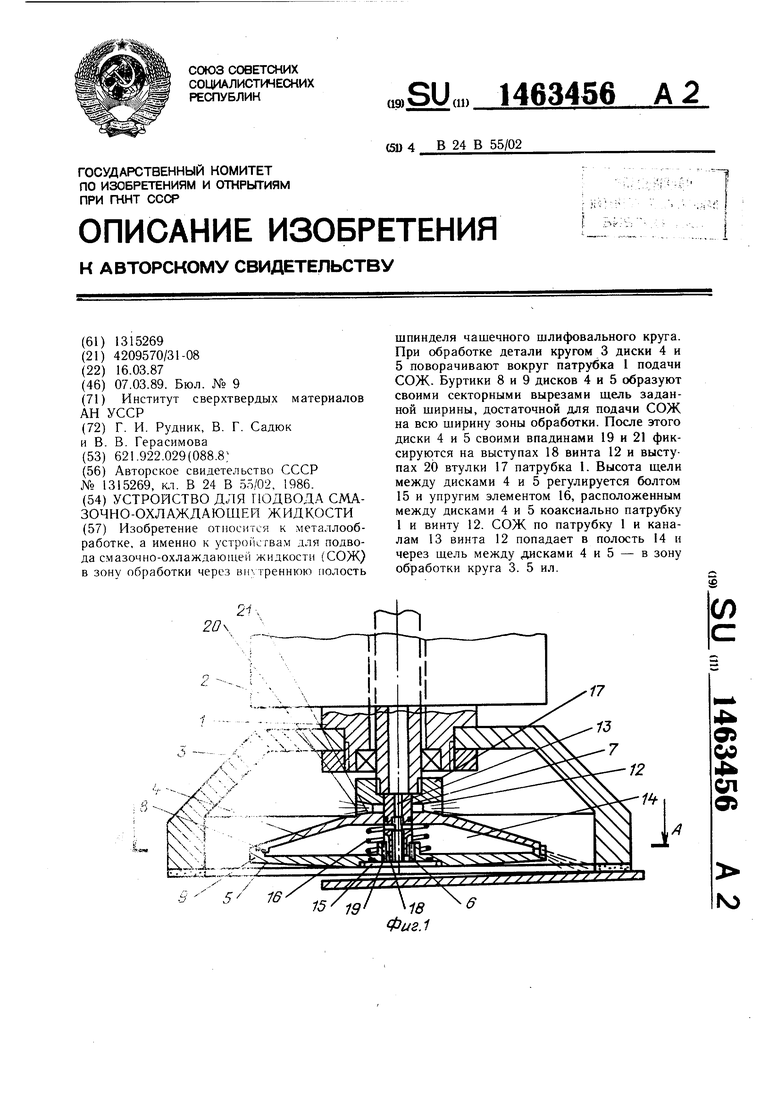
Фиг. 2
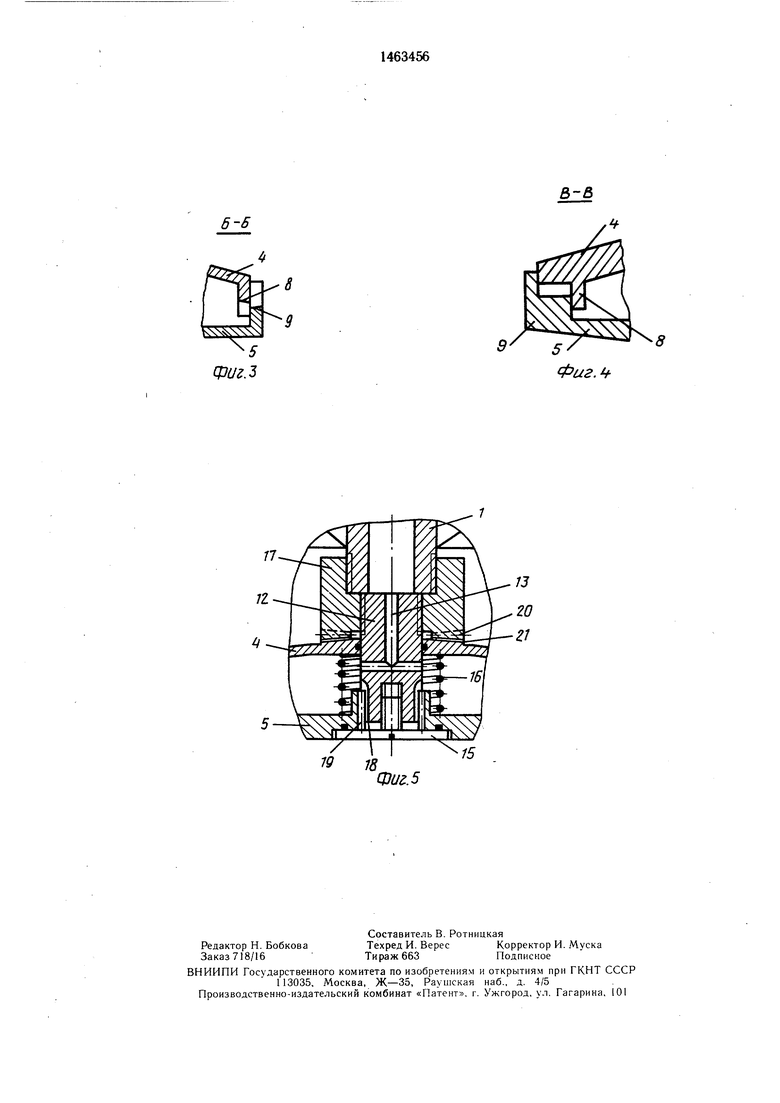
6-5
Фиг.
15
Фиг. 5
| Устройство для подвода смазочно-охлаждающей жидкости | 1986 |
|
SU1315269A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
