Предлагаемое изобретение относится к области промышленности транспорта, машиностроения и испытательной техники. Оно может быть использовано как при производстве, так и при эксплуатации канатов.
Канаты являются составным элементом многих механизмов, работающих в трудных условиях. От их качества зависит безаварийность и безопасность работ. Для повышения работоспособности канатов, подвергающихся при работе изгибу, их пропитывают специальными жидкостями. Качество таких канатов определятся рядом факторов: отсутствие обрывов проволок, полнотой проникновения жидкости между проволоками каната и свойствами жидкости, указанными в технической документации. Обрывы проволок выявляются специальными приборами, которые могут применяться как при производстве канатов, так и в процессе их эксплуатации.
Известен разрушающий метод для определения качества пропитки канатов, при котором подлежащий испытаниям образец устанавливают на стенд, имитирующий рабочие условия, и определяют время работы при заданной нагрузке до появления признаков разрушения. Для оценки качества результаты испытаний сравнивают с аналогичными результатами, полученными на контрольном образце каната. (Оборудование для контроля стальных тросов. Конструктивные особенности. Возможность выявления разрыва одной проволоки и других дефектов. Htth://www.panatest.ru./stuff/wire.shtmlm).
Методы неразрушающего ультразвукового контроля позволяют проводить контроль полноты пропитки каната за счет того, что места отсутствия пропиточной жидкости между проволоками на пути продольных ультразвуковых волн исключают прохождение сигнала. При этом сдвиговые волны не применяют, т.к. при нормальной температуре они не проходят через жидкость даже в отсутствии пустот. (Мухордых Д.Е. Способ ультразвукового теневого контроля незаполненности компенсатора сердечника твэлов дисперсионного типа. Патент РФ №2128834, G01N 29/04 от 31.01.1997). Способ взят в качестве прототипа.
Недостаток методов - они непригодны для определения качества самой пропиточной жидкости, поскольку прохождение продольных волн практически не зависит от ее свойств.
Предлагаемый способ свободен от указанных недостатков. Он позволяет контролировать качество пропиточной жидкости. Его применение не повреждает контролируемый образец, что позволит эксплуатировать канаты, прошедшие испытания.
Сущность способа состоит в использовании зависимости проходимости сдвиговой ультразвуковой волны от вязкости пропиточной жидкости: с понижением температуры вязкость растет, что приводит к улучшению условий передачи сдвиговых акустических ультразвуковых колебаний с одной проволоки каната на другую, а значит и к росту амплитуды прошедшего через канат сигнала. По характеру роста сигнала при понижении температуры можно судить о качестве жидкости. Ввод сдвиговых колебаний в канат происходит эффективнее при совпадении плоскости поляризации волны с осью проволоки в месте контакта датчика с канатом.
Таким образом, измеряя амплитуду сигнала при охлаждении каната и фиксируя текущие значения температуры исследуемого образца, можно определить качество примененной пропиточной жидкости.
На чертеже изображен вариант схемы стенда для реализации предлагаемого способа аналого-цифрового преобразователя (АЦП) 7, компьютера 8, контейнера с хладоагентом (например, с сухим льдом или жидким азотом) 9, цифрового термометра 10.
Способ осуществляется следующим образом.
Синхронизатор 1 осуществляет периодический запуск импульсного высокочастотного генератора 2, выработанные генератором импульсы длительностью в несколько микросекунд с высокочастотным заполнением преобразуются посредством электроакустического преобразователя 3 в сдвиговые колебания соответствующей формы и вводятся в контролируемый образец каната 4, пройдя через канат, принимаются акустоэлектрическим преобразователем 5, подаются на усилитель 6, с выхода которого поступают на аналого-цифровой преобразователь 7, затем в цифровом виде поступают на шину компьютера 8. Первое измерение и запись в компьютер производят при комнатной температуре. Затем, не меняя положения датчиков и образца, приближают контейнер с хладоагентом 9 к образцу каната, охлаждая его, производят дальнейшие измерения и запись в компьютер. По превышению записанных в процессе охлаждения сигналов над сигналом первой записи судят о качестве пропитки.
Конкретные методики, основанные на использовании способа, могут предусматривать сравнение с результатами, полученными на контрольных образцах, что повышает достоверность оценки качества пропитки.
Для проверки технической возможности реализации способа был проведен эксперимент.
В пропитанный неизвестной жидкостью канат диаметром 9.5 мм посредством электромагнитноакустического (ЭМАП) преобразователя (излучатель) вводились сдвиговые ультразвуковые колебания с плоскостью поляризации, параллельной оси ближайшей к излучателю проволоки каната. На диаметрально противоположной (относительно поперечного сечения каната) стороне был размещен приемный ЭМАП (приемник) с той же плоскостью поляризации, что и у излучателя. На излучатель подавались электрические импульсы с частотой заполнения около 0.5 МГц, с частотой следования около 20 Гц.
Параметры излучаемых и принятых импульсов измерялись посредством электронного осциллографа типа С 1-83.
Измерения температуры каната осуществлялось вблизи приемника медь-константановой термопарой, что позволяло получить данные о температуре в интервале от 0 до - 100°С, погрешность в пределах 5°С.
Измерения проводились при комнатной температуре и при температуре, изменяющейся в результате охлаждения свободного конца каната жидким азотом.
Результаты эксперимента:
1. При комнатной температуре сигнал не фиксируется приемником.
2. Сигнал появляется при температуре - 50°С и возрастает при дальнейшем охлаждении.
3. При температуре - 55°С сигнал достигает максимальной величины и не растет при дальнейшем понижении температуры.
4. Полученные результаты позволяют считать, что пропиточная жидкость близка по значению предельной температуры к жидкости Торсиол-55 ГОСТ 20458-89.
Выводы: Проведенный эксперимент позволяет считать, что качественная оценка свойств пропиточной жидкости предложенным способом возможна. Для повышения достоверности способа возможно применение контрольных образцов и создание базы данных. Данные, полученные в эксперименте, следует считать предварительными, требующими уточнения.
В схеме на чертеже использование компьютера с АЦП не обязательно: вместо этого может быть использовано любое устройство, позволяющее измерять амплитуду импульсов и температуру. Однако применение компьютера предпочтительнее, поскольку позволяет создавать и пополнять базу данных, за счет чего можно исключить или ограничить использование контрольных образцов, автоматизировать процесс выработки оценки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФЕКТОМЕТРИИ ПРОКАТНЫХ ЛИСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123401C1 |
| Способ определения подверженности металлопроката изгибу и устройство для его осуществления | 2021 |
|
RU2780147C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВРАЩАТЕЛЬНОЙ ВЯЗКОСТИ АНИЗОТРОПНЫХ ЖИДКОСТЕЙ | 2006 |
|
RU2348919C2 |
| Способ определения акустической анизотропии слабо анизотропного проката | 2020 |
|
RU2745211C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2003 |
|
RU2231055C1 |
| МАГНИТНАЯ СИСТЕМА ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2007 |
|
RU2350943C1 |
| Способ определения размеров зерна в листовом металлопрокате | 2022 |
|
RU2782966C1 |
| Устройство для определения характеристик направленности электромагнитноакустического преобразователя | 1990 |
|
SU1744637A2 |
| СПОСОБ ИЗМЕРЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В КОНСТРУКЦИОННЫХ МАТЕРИАЛАХ | 2000 |
|
RU2190212C2 |
| Способ ультразвуковой дефектоскопии трубопровода | 2024 |
|
RU2834582C1 |
Использование: для определения качества пропиточной жидкости канатов. Сущность заключается в том, что в испытуемый образец вводят импульсы сдвиговых ультразвуковых колебаний, ориентируют плоскость поляризации колебаний вдоль проволок каната в месте ввода, принимают прошедшие через образец ультразвуковые импульсы, охлаждают образец, проводят измерения амплитуды принятых импульсов при нескольких значениях температуры, определяют предельную температуру, при которой сигнал достигает максимальной величины и не растет при дальнейшем понижении температуры, после чего по значению предельной температуры качественно оценивают свойства пропиточной жидкости с применением контрольных образцов. Технический результат: осуществление контроля качества пропиточной жидкости каната. 1 ил.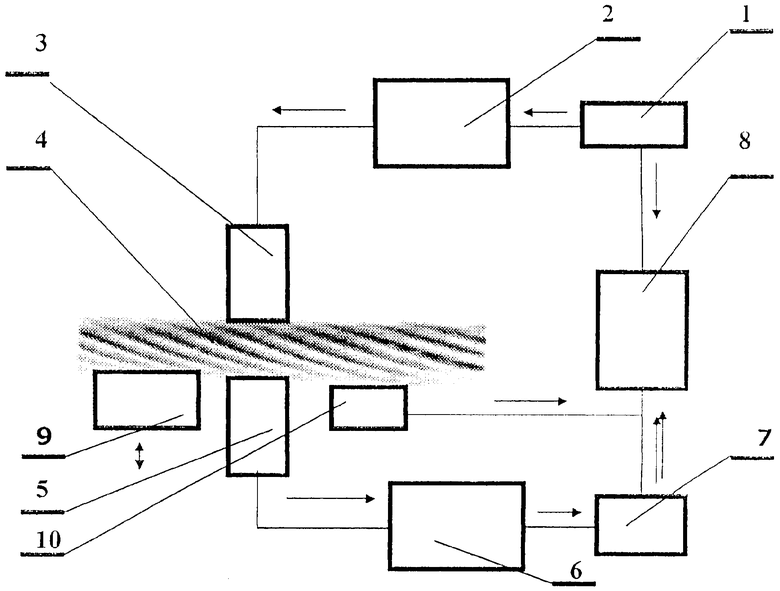
Способ определения качества пропиточной жидкости канатов, основанный на измерении амплитуды импульсов ультразвуковых колебаний, прошедших через испытуемый образец каната, характеризующийся тем, что в испытуемый образец вводят импульсы сдвиговых ультразвуковых колебаний, ориентируют плоскость поляризации колебаний вдоль проволок каната в месте ввода, принимают прошедшие через образец ультразвуковые импульсы, охлаждают образец, проводят измерения амплитуды принятых импульсов при нескольких значениях температуры, определяют предельную температуру, при которой сигнал достигает максимальной величины и не растет при дальнейшем понижении температуры, после чего по значению предельной температуры качественно оценивают свойства пропиточной жидкости с применением контрольных образцов.
| СПОСОБ УЛЬТРАЗВУКОВОГО ТЕНЕВОГО КОНТРОЛЯ НЕЗАПОЛНЕННОСТИ КОМПЕНСАТОРА СЕРДЕЧНИКА ТВЭЛОВ ДИСПЕРСИОННОГО ТИПА | 1997 |
|
RU2128834C1 |
| Способ контроля физико-механических параметров протяженных волокнистых изделий | 1987 |
|
SU1527569A1 |
| Ультразвуковой способ определения физико-механических характеристик тонких стержней и устройство для его осуществления | 1979 |
|
SU862066A1 |
| Аппарат для осмолки канатов | 1961 |
|
SU147947A1 |
| US 5437187 A, 01.08.1995 | |||
| US 4847037 A, 11.07.1989. | |||

