Изобретение относится к рулонным упаковочным материалам, предназначенным для обертывания шоколадных корпусных конфет, упаковываемых, например, в дальнейшем в коробки или другую тару.
Известна искусственная фольга, предназначенная для упаковки прямоугольных предметов, например, суповых кубиков. Фольга состоит из металлизированной с одной стороны базисной фольги, выполненной из полимерной пленки. На имеющую металлизированное покрытие сторону базисной фольги нанесено печатное покрытие, а на другую сторону базисной фольги нанесен слой клея холодного отверждения, с помощью которого осуществляется фиксация краев упаковки (RU 2247030, кл. В32В 27/06, опубликован 27.02.2005).
Недостаток известной фольги заключается в ее повышенной толщине до 100 мкм, что увеличивает толщину упакованного в нее изделия, а также в наличии дополнительного слоя клея холодного отверждения, что также увеличивает толщину материала и требует наличия защитного слоя, что в конечном счете существенно удорожает стоимость этого материала.
Также известен рулонный материал из гладкой алюминиевой фольги окрашенной, изготовленной в соответствии с требованиями ГОСТа 745-2003 и предназначенной для обертывания шоколадных конфет. На лицевую поверхность этого материала может быть нанесено печатное изображение.
Известный материал характеризуется меньшей толщиной, чем предыдущий, составляющей около 14 мкм, и достаточной гибкостью, позволяющей плотно обтягивать корпус конфеты и фиксировать края упаковки только с помощью складок, однако, при нанесении на этот недостаточно прочный материал печатного изображения методом флексопечати образуется большое количество отходов, что значительно удорожает и усложняет технологический процесс его изготовления, в том числе из-за необходимости применения специального оборудования для резки.
Также нестойкость к механическим воздействиям приводит к тому, что у конечного потребителя рулонной упаковки возникают сложности при транспортировке, хранении и фасовке: материал при незначительном ударе заминается в бобинах («забивается») или рвется при разматывании, что в первом случае делает материал непригодным к дальнейшему использованию, а во втором увеличивает количество отходов.
Поскольку в настоящее время нанесение на упаковочный материал изображения способом флексопечати лидирует по сравнению со способом глубокой печати, при создании данной полезной модели была поставлена задача получения упаковочного материала с повышенными прочностными свойствами при одновременном обеспечении им достаточной гибкости, позволяющей плотно обтягивать корпус конфеты с верху до низу, обеспечивая условие, при котором образованные на донной части конфеты фиксирующие складки не должны топорщиться, создавая дополнительную толщину упаковываемого изделия. В то же время фиксация упаковываемого материала на изделии осуществлялась бы без использования дополнительных связующих веществ.
Поставленная в изобретении задача решена с помощью следующей совокупности признаков.
Упаковочный (оберточный) материал, преимущественно для конфет, содержит слой металлической фольги, соединенный посредством слоя микровоска со слоем полимерной пленки, на которую может быть нанесено печатное покрытие.
Для обеспечения одновременно прочности и необходимой гибкости упаковочного материала требуется соблюдение условия, при котором соотношение толщины слоя полимерной пленки к толщине слоя фольги должно находиться в пределах 1:1-1:4, преимущественно 1:2-1:3 при выполнении пленки из полиэтилентерефталата.
Полимерная пленка выполнена преимущественно из полиэтилентерефталата с толщиной 3-5 мкм или она может быть выполнена из двухосноориентированного полипропилена с толщиной 7-10 мкм.
Металлическая фольга выполнена из алюминия, а ее толщина составляет 9-12 мкм.
Плотность материала составляет 31-52 г/м2.
Материал выполнен в виде рулонной ленты, а печатное покрытие нанесено на слой полимерной пленки преимущественно методом флексографической печати.
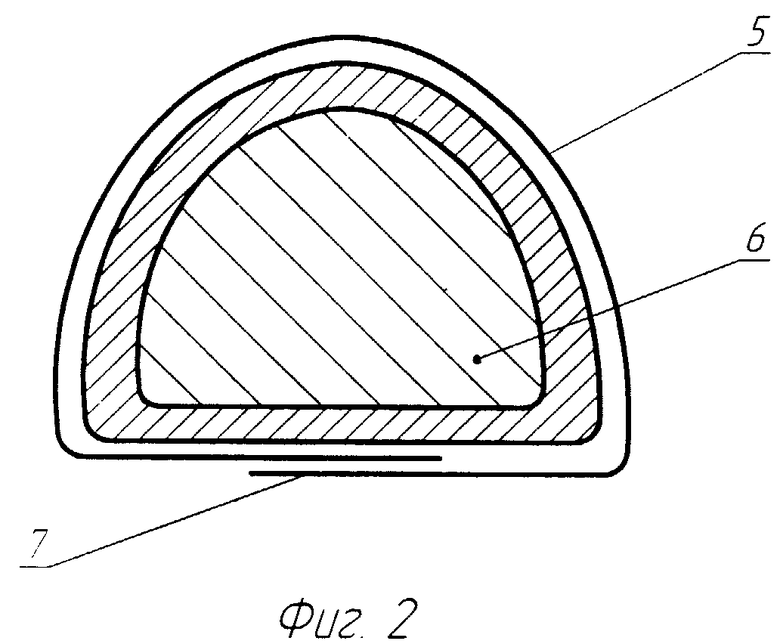
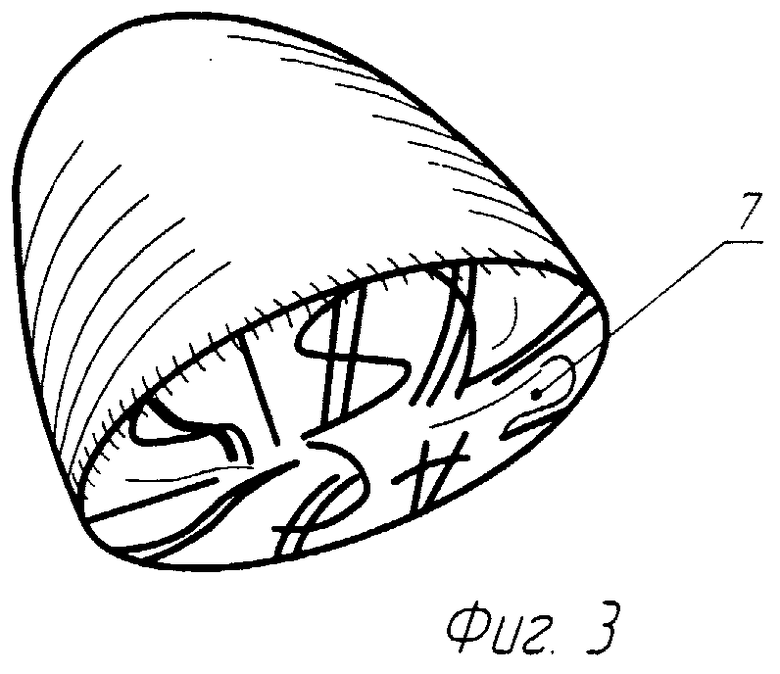
Изобретение поясняется чертежами, где на фиг.1 схематично изображен предложенный слоистый упаковочный материал; на фиг.2 - продольный разрез конфеты вместе с оберткой (упаковочным материалом); на фиг.3 - конфета, упакованная в обертку (вид в аксонометрии, показывающий ее донную часть).
Рулонный упаковочный материал для кондитерских изделий (конфет) относится к группе комбинированных упаковочных материалов на основе металлической (алюминиевой) фольги.
Изображенный на фиг.1 фрагмент упаковочного материала состоит из полимерной пленки 1, выполненной из полиэтилентерефталата (ПЭТ), с толщиной 3-5 мкм или двух (би) осноориентированого полипропилена (БОПП) с толщиной 7, 8 или 10 мкм. Пленка 1 соединена с алюминиевой фольгой 2 с помощью слоя микровоска 3 толщиной 3-4 мкм, нанесенного на нее с плотностью от 2 до 6 г/м2.
В качестве фольги использована фольга алюминиевая пищевая отожженная (мягкая), толщиной 9, 10, 11 или 12 мкм.
Склеивание слоев 1 и 2 производится на ламинаторо-кашировальных аппаратах.
Вначале производят подготовку микровоска для каширования Р272 к образованию из него расплава. Этот процесс осуществляют в специальном термостатированном бункере ламинатора объемом 200 л при нагревании до температуры плюс 90-120°С при перемешивании. Расплав перекачивается с помощью насоса в узел нанесения, который представляет собой термостатированный резервуар с расплавом объемом 80 л, в котором находятся валы нанесения, нагретые до необходимой температуры. Диапазон температур лежит в пределах от 90 до 120°С. Путем двухвалковой передачи расплав микровоска наносится на соответствующие слои материала в зависимости от технологической необходимости.
Рулоны материала с помощью подъемников устанавливаются на узлах разматывателя I и II и пропускаются через систему направляющих валиков на узел нанесения. Происходит склеивание (каширование) материалов на прижимных валах, материал проходит между двумя валами, охлаждаемыми жидкостью по замкнутому циклу (температура от плюс 10 до 30°С), и направляется на узел наматывателя, где формируется рулон с межвитковым отклонением не более 2-3 мм. Контроль кромки полотна обеспечивается соответствующим датчиком. Максимальная ширина материала - 1200 мм, максимальная ширина покрытия - 1000 мм, максимальный диаметр намотки входящих материалов - 1000 мм, внутренний диаметр втулки - 76 мм и 152 мм, максимальный вес рулонов 1000 кг. Натяжение полотна от 30 до 400 Н.
Печатное покрытие 4 (фиг.1) наносится на слой пленки 1 преимущественно методом флексографической печати, являющимся более современным и менее дорогостоящим по сравнению с методом глубокой печати.
Преимущества предложенного слоистого упаковочного материала, предназначенного для обертывания шоколадных конфет, перед известным упаковочным материалом того же назначения из алюминиевой фольги состоят в получении более прочного благодаря использованию слоя полимерной пленки упаковочного материала, более пригодного чем аналог для нанесения на него печатного покрытия методом флексографической печати.
Кроме того, использование для соединения слоев пленки и фольги слоя микровоска позволяет обеспечить более надежное соединение этих слоев между собой без значимого увеличения толщины готового материала.
Все перечисленные преимущества получены одновременно с обеспечением возможности сохранения предложенным упаковочным материалом 5 (фиг.2) необходимой гибкости, позволяющей более плотно охватить этим материалом упаковываемое изделие 6 в виде конфеты как сверху до низу, так и за счет образования на донной ее части фиксирующих складок 7 (фиг.3), остающихся в приданном им при обертывании конфеты виде до разворачивания обертки, тем самым, сохраняя качество конфеты, а также снизить по возможности толщину упаковываемого изделия, что достигается выполнением полимерной пленки из ПЭТ с показателем толщины от 3 до 5 мкм, при этом толщина алюминиевой фольги лежит в пределах 9-12 мкм. Использование в упаковочном материале пленки с толщиной, равной или меньшей толщины алюминиевой фольги в 2-4 раза, позволяет достичь необходимой гибкости этого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойный высокобарьерный полимерный материал для упаковки пищевых продуктов | 2021 |
|
RU2764617C1 |
| УПАКОВОЧНАЯ ПЛЕНКА | 2004 |
|
RU2320489C2 |
| ИСКУССТВЕННАЯ ФОЛЬГА | 2003 |
|
RU2247030C2 |
| ПРОЗРАЧНЫЙ ВЫСОКОБАРЬЕРНЫЙ МАТЕРИАЛ | 2016 |
|
RU2624704C1 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| ЛАМИНИРОВАННАЯ БАРЬЕРНАЯ ПЛЕНКА И ПОКРЫВАЮЩАЯ КРАЙ ПОЛОСА ДЛЯ УПАКОВКИ | 2016 |
|
RU2726549C2 |
| ЛАМИНИРОВАННЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ БАРЬЕРНУЮ ПЛЕНКУ, И ПРОИЗВЕДЕННЫЕ ИЗ НЕГО УПАКОВОЧНЫЕ КОНТЕЙНЕРЫ | 2016 |
|
RU2726132C2 |
| КОНТЕЙНЕР ДЛЯ ИЗГОТОВЛЕНИЯ КАПСУЛЫ ДЛЯ НАПИТКА И КАПСУЛА НА ЕГО ОСНОВЕ | 2017 |
|
RU2740816C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИСНЕНОЙ ПЛАТИНКИ | 2007 |
|
RU2417896C2 |
| Многослойный материал на основе вспененного вторичного полиэтилентерефталата и способ его производства | 2019 |
|
RU2710907C1 |
Изобретение относится к рулонным упаковочным материалам, предназначенным для обертывания шоколадных корпусных конфет. Упаковочный материал содержит слой алюминиевой фольги, соединенный со слоем пленки, выполненной преимущественно из полиэтилентерефталата с помощью расплава микровоска. На полимерную пленку может быть нанесено заданное печатное покрытие. Соотношение толщин пленки и фольги лежит в интервале 1:1-1:4. Технический результат изобретения состоит в повышении прочности материала при одновременном обеспечении его достаточной гибкости для лучшего обтягивания корпуса конфет и образования на их донной части фиксирующих складок. 6 з.п. ф-лы, 3 ил.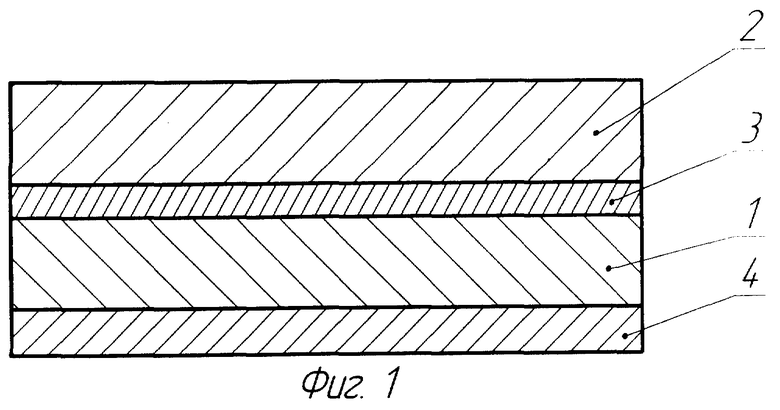
| МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 1997 |
|
RU2134653C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАСЛА КОРОВЬЕГО СТЕРИЛИЗОВАННОГО (ВАРИАНТЫ) | 2001 |
|
RU2191517C1 |
| ИСКУССТВЕННАЯ ФОЛЬГА | 2003 |
|
RU2247030C2 |
| JP 11222262 A, 17.08.1999 | |||
| JP 2003136638 A, 14.05.2003 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСКОРЕНИЯ УКЛАДКИ РЕЛЬС | 1923 |
|
SU745A1 |
| Технические условия. | |||

