Изобретение относится к контрольно-испытательной технике, в частности к оборудованию для испытания крупногабаритной трубопроводной арматуры высоким давлением. Проблемой таких испытаний является наличие значительных силовых воздействий на оборудование. Например, при диаметре условного прохода арматуры 1200 мм и испытательном давлении в 15 МПа создается сила воздействия на заглушки патрубков испытуемой арматуры порядка 1700 тонн. Только плоская стенка заглушки для этих усилий должна иметь толщину более 300 мм. Для испытания магистральной арматуры необходимо несколько таких заглушек с обеспечением как герметичности, так и удерживающей силы более 1700 тонн. Кроме того, необходимы значительные энерго- и трудозатраты для работы с подобными монстрами. Самый простой способ создания удерживающей силы такого порядка - с помощью мощных винтовых пар - крайне трудоемок, к тому же неприменим для трубопроводной арматуры бесфланцевого исполнения.
Известно техническое решение с использованием гидроцилиндра для герметизации патрубков арматуры бесфланцевого исполнения [1], в котором герметизация обеспечивается исполнением заглушки в виде гидроцилиндра, воздействующего на уплотнительное кольцо.
Известный способ герметизации содержит операции:
- установка заглушек на патрубки испытуемой арматуры;
- создание силы, удерживающей заглушки на патрубках, механическим или гидравлическим путем, на время проведения испытаний;
- создание испытательного высокого давления в полости испытуемой арматуры и проведение испытаний по регламенту;
- снижение испытательного давления в полости испытуемой арматуры до атмосферного;
- снижение силы, удерживающей заглушки на патрубках испытуемой арматуры, механическим или гидравлическим путем;
- удаление заглушек с патрубков испытуемой арматуры.
Наиболее близким известным техническим решением задачи является устройство для гидравлических испытаний трубопроводов [2], содержащее заглушку из пластичной массы с магнитными свойствами и элемент в виде электромагнита с полукольцевыми магнитопроводами для обеспечения герметичного соединения заглушки со стенками испытуемого трубопровода, причем обмотка электромагнита соединена через реостат с источником тока.
Достоинство прототипа - в возможности снижения трудоемкости операций установки и съема заглушки в испытуемый трубопровод и обратно, а также в удобстве создания удерживающей силы подачей тока в обмотку электромагнита. В то же время прототип непригоден для герметизации патрубков крупногабаритной трубопроводной арматуры (далее - «испытуемое изделие») высоким давлением, поскольку:
- сила магнитного притяжения массы заглушки снижена наличием между полукольцевыми магнитопроводами и массой заглушки испытуемого изделия и снижается с ростом диаметра последнего, в то время как сила выталкивания заглушки пропорциональна квадрату диаметра испытуемого изделия;
- конструкция прототипа практически несовместима с короткими патрубками испытуемых изделий и пригодна лишь для заглушки конца трубопровода.
Техническим результатом изобретения является снижение трудоемкости и энергозатрат процессов испытаний высоким давлением крупногабаритной трубопроводной арматуры и улучшение эксплуатационных характеристик заглушек для герметизации ее патрубков.
Для достижения технического результата собственно заглушку выполняют в виде электромагнита с обмоткой в виде многовиткового тороида, размещенного в углублении корпуса заглушки и закрытого ферромагнитной обоймой с прорезями по поверхности соприкосновения с поверхностями патрубка испытуемого изделия. Кроме того, как вариант исполнения, тороид-обмотка электромагнита выполнена из материала с эффектом высокотемпературной сверхпроводимости, при этом корпус заглушки снабжен штуцерами для подачи хладоагента в углубление корпуса с размещенной там обмоткой, а прорези ферромагнитной обоймы герметизированы неферромагнитным материалом. В процессе испытаний тороид-обмотку охлаждают до температуры ниже критической. Центральная часть заглушки, входящая в патрубок испытуемого изделия, выполнена в виде части сферы с ребрами жесткости по ее вогнутой стороне.
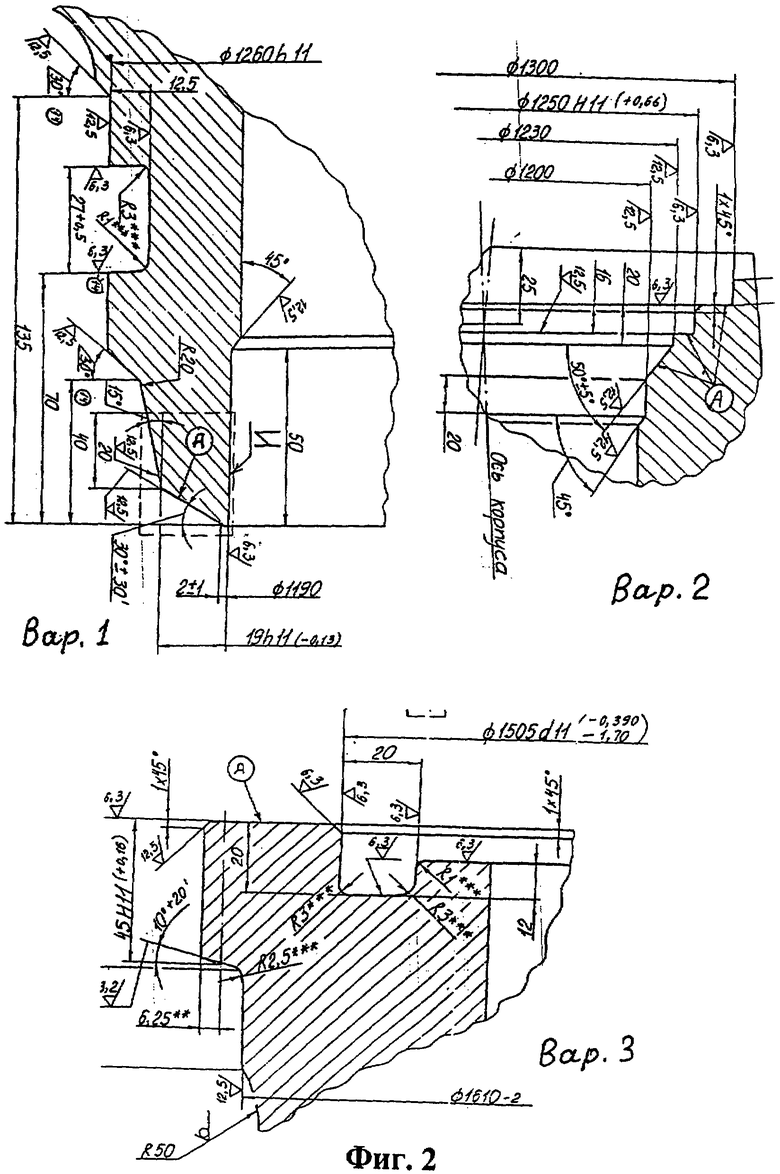
Структура предлагаемой заглушки приведена на Фиг.1 /разрез по оси вращения/, на Фиг.2 показаны варианты монтажных поверхностей патрубков бесфланцевой трубопроводной арматуры.
Испытуемая арматура 1 содержит патрубок 2 с монтажной поверхностью 3 и внутренней полостью 4. На патрубок 2 установлена заглушка, содержащая корпус 5 со сферической частью 6, снабженной ребрами жесткости 7. Корпус 5 снабжен уплотнительным кольцом 8 и ферромагнитной обоймой 9. В кольцевом углублении корпуса 5 размещена обмотка 10 и закрыта обоймой 9. Поверхность обоймы 9, соприкасающаяся с монтажной поверхностью 3 патрубка 2, снабжена прорезями 11. Прорези 11 обеспечивают максимум магнитного сопротивления магнитной цепи, созданной элементами 5 и 9.
При подаче через выводы 12 тока Im в обмотку 10 поверхность 3 и тело патрубка 2 служат магнитным шунтом электромагнита, как следствие на патрубок 2 действует сила притяжения Fm, которая может быть оценена по формуле: Fm=В·Im·lп, где В - магнитная индукция в зазоре между обоймой 9 и патрубком 2; lп=w·π·Dm - длина проводника обмотки 10, w - число витков обмотки 10, Dm - диаметр среднего витка обмотки 10. С учетом общеизвестных зависимостей: В=Ф/S, где Ф=(μ·μ0·S·Im·w)/lср. - магнитный поток в магнитопроводе; S - площадь сечения магнитопровода; μ - эквивалентная магнитная проницаемость в зазоре, μ0=4·π·10-7 - абсолютная магнитная проницаемость вакуума, получаем: Fm=(μμ0w2Im2·Dm)/lср.
При среднем диаметре обмотки 10 Dm=1300 мм, токе Im=125 А, μ=330 /литая сталь 20 ГЛ/ достаточно выполнить обмотку 10 с числом витков w=1000 вит. Для пропускания тока Im=125 А обмотку 10 можно выполнить из медной шины сечением Sм=12 кв.мм или из сверхпроводящего материала. С учетом объема изоляции провода примем коэффициент заполнения Кз=0,8. Тогда общее сечение обмотки 10 составит: Sобм.=w·Sм/Кз=150 кв. см, отсюда диаметр d сечения обмотки 10 составит около 10,8 см. В этом случае реальное значение lср=Км·π·d=1,2·3,141·0,108=0,4 м, где Км=1,2 - поправочный коэффициент. В итоге, в данном случае величина удерживающей силы Fm=21054000 Н или 2105 тонн.
Относительно требуемого значения тока Im вышеприведенная зависимость имеет вид

Возможно изготовление обмотки 10 из материала с высокотемпературной сверхпроводимостью. В этом случае корпус заглушки снабжают штуцерами /на Фиг.1 не показаны/ для подачи и отвода хладоагента в углубление корпуса, в котором размещена обмотка 10, а прорези 11 заполняют немагнитным материалом для герметизации канала корпуса 5 заглушки.
По сравнению с прототипом [2] предложенное техническое решение обеспечивает удерживающую силу, пропорциональную диаметру тороида-обмотки, чем создается возможность герметизации крупногабаритных испытуемых изделий. К тому же предложенная конструкция заглушки обеспечивает герметичное присоединение к коротким патрубкам как фланцевых, так и бесфланцевых испытуемых изделий.
Исполнение центральной части корпуса заглушки, входящей в патрубок испытуемой арматуры, в виде части сферы с ребрами жесткости по ее вогнутой стороне позволяет снизить материалоемкость заглушки в 3-4 раза.
По сравнению с прототипом [2] предложенное техническое решение обеспечивает удерживающую силу, пропорциональную диаметру тороида-обмотки, чем создается возможность герметизации крупногабаритных испытуемых изделий. К тому же предложенная конструкция заглушки обеспечивает герметичное присоединение к коротким патрубкам как фланцевых, так и бесфланцевых испытуемых изделий.
В случае необходимости возможно частичное дублирование силы Fm, выталкивающей заглушку, внешней силой Fn через упор 13, размещенный в центре элемента 6 заглушки.
Предложенное устройство вполне пригодно для разных вариантов монтажных поверхностей А бесфланцевых патрубков трубопроводной арматуры после соответствующего исполнения конфигурации поверхности обоймы 9, соприкасающейся с монтажной поверхностью патрубка испытуемой арматуры. На Фиг.2 показаны для примера три варианта конфигурации монтажной поверхности А присоединительных патрубков трубопроводной арматуры, для которых может быть выполнена соответствующая конфигурация поверхности обоймы 9 с обеспечением минимального зазора в магнитной цепи заглушки - электромагнита.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. А. св. СССР №142041 А1. Устройство для герметизации полых изделий при их испытании на герметичность.
2. А. св. СССР №939676. Устройство для гидравлических испытаний трубопроводов.
Изобретение относится к контрольно-испытательной технике и может быть использовано при испытании крупногабаритной трубопроводной арматуры высоким давлением. Изобретение направлено на снижение трудоемкости и энергозатрат, а также снижение массогабаритных и улучшение эксплуатационных характеристик заглушек для герметизации патрубков трубопроводной арматуры при ее испытаниях высоким давлением. Этот технический результат обеспечивается за счет того, что способ герметизации патрубков для испытания трубопроводной арматуры включает операции установки заглушек на патрубки испытуемого изделия, создание удерживающей силы путем подачи тока в обмотку электромагнита, с обеспечением герметичности на время проведения испытаний, причем согласно изобретению обмотку электромагнита вводят в корпус заглушки, выполняющей роль магнитопровода электромагнита. Согласно изобретению в заглушке патрубков для испытания трубопроводной арматуры, содержащей корпус, элемент создания удерживающей силы в виде электромагнита с обмоткой и магнитопроводем, обмотка электромагнита выполнена в виде многовиткового тороида и помещена в углубление корпуса заглушки, заглушенное ферромагнитной обоймой, снабженной прорезями по поверхности соприкосновения с поверхностями патрубка испытуемого изделия. 2 н. и 4 з.п. ф-лы, 2 ил.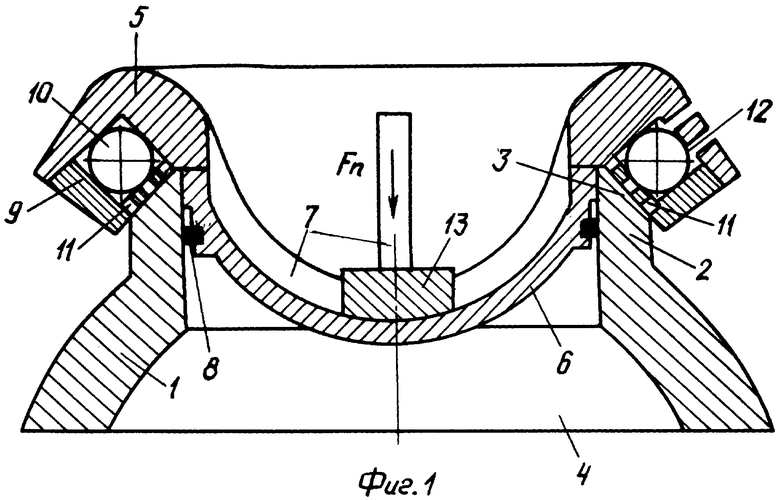

где lср - средняя длина магнитной цепи электромагнита;
Fm - требуемая сила удержания заглушки на патрубке испытуемого изделия;
μ - относительная магнитная проницаемость материала магнитной цепи;
μ0 - абсолютная магнитная проницаемость вакуума;
w - число витков обмотки электромагнита;
Dm - средний диаметр обмотки электромагнита.
| Устройство для гидравлических испытаний трубопроводов | 1980 |
|
SU939676A1 |
| Устройство для гидравлических испытаний трубопроводов | 1982 |
|
SU1211397A2 |
| Устройство для гидравлических испытаний трубопроводов | 1986 |
|
SU1415097A2 |
| УПЛОТНИТЕЛЬНАЯ ГОЛОВКА | 2002 |
|
RU2218498C2 |
| САМОЗАПИРАЮЩИЙСЯ КРАН, УПРАВЛЯЕМЫЙ СОЛЕНОИДОМ | 1998 |
|
RU2213829C2 |
| Материал-носитель из оксида алюминия и способ его получения, катализатор гидрирования и способ гидрирования остаточного масла | 2018 |
|
RU2753336C1 |
| DE 4431127 A, 07.03.1996. | |||

