Изобретение относится к области машиностроения и может быть использовано при обработке резанием деталей из немагнитных материалов.
Известен способ крепления нежестких ферромагнитных материалов на магнитном столе по [1], где для управления направлением действия магнитных сил от магнитного стола к детали ее размещают на расстоянии более половины радиуса магнитного стола от его центра, что увеличивает силу крепления детали к столу.
Недостатком способа является невозможность крепления на магнитном столе деталей из немагнитных материалов.
Известен способ электрохимической обработки [2], где обработку деталей выполняют в реологической ферромагнитной жидкости при периодическом изменении ее вязкости магнитными силами, образующимися при включении импульсного технологического тока, подаваемого к месту обработки, через ферромагнитную жидкость.
Недостатком способа является нарушение положения детали на станке или приспособлении в период пауз между подачами тока, когда реологическая ферромагнитная жидкость имеет малую вязкость.
Известен электрод-инструмент [3], где положение детали из ферромагнитного материала фиксируется через реологическую ферромагнитную жидкость магнитным полем.
Недостатком устройства является невозможность создания магнитного поля при знаках из неферромагнитных материалов и фиксации их в зоне обработки.
Известен способ по авторскому свидетельству [4], где крепление немагнитных материалов осуществляют с использованием магнитных жидкостей в поле с нестабилизированными параметрами.
К недостаткам способа относится нестабильность магнитного поля и ненадежное закрепление детали.
В качестве прототипа выбираем [4].
Изобретение направлено на обеспечение надежного закрепления деталей из немагнитных материалов с помощью реологических ферромагнитных жидкостей при обработке на магнитных столах.
Это достигается тем, что способ крепления деталей из немагнитных материалов в магнитном поле магнитного стола, включающий использование реологической ферромагнитной жидкости, отличается тем, что деталь устанавливают на магнитный стол между соседними разноименными магнитными полюсами, а реологическую ферромагнитную жидкость подают на поверхность магнитного стола в месте крепления детали сплошным слоем до толщины детали, после чего одновременно осуществляют перемещение детали на столе и регулирование магнитного поля через магнитные полюса до появления сил торможения перемещения детали и определения места наибольшего сопротивления ее перемещению, в котором производят фиксацию детали, затем создают наибольшую силу магнитного поля для ее закрепления.
Это достигается тем, что устройство для крепления деталей из немагнитных материалов, содержащее магнитный стол с магнитными полюсами на его рабочей поверхности, отличается тем, что магнитный стол выполнен с соседними разноименными магнитными полюсами, размещенными с шагом в направлении силы резания не менее размера опорной поверхности обрабатываемой детали, и с расположенными на его периферии в осевом сечении разноименными магнитными полюсами для удержания в пределах магнитного стола подаваемой на его поверхность реологической ферромагнитной жидкости, при этом устройство снабжено регулятором силы магнитного поля через упомянутые соседние разноименные магнитные полоса.
Сущность изобретения поясняется на чертеже, где показан предлагаемый способ и конструкция устройства для крепления деталей из немагнитных материалов.
Устройство содержит магнитный стол 1, который имеет по периферии магниты 2 с разноименными полюсами (N, S) и магниты 3 с разноименными полюсами. Магниты 3 связаны с регуляторами силы магнитного поля и реологической ферромагнитной жидкости 4.На поверхности стола 1 размещена обрабатываемая деталь 5 (из немагнитного материала), окруженная реологической ферромагнитной жидкостью 6. Направление действия силы резания (Pz) показано стрелкой.
Способ осуществляют следующим образом: регулятором 4 снижают силу магнитного поля магнитов 3 (для постоянных магнитов путем отвода их от рабочей поверхности магнитного стола 1, для электромагнитов снижают напряжение подаваемого тока). Устанавливают деталь 5 между магнитами 3, наливают на поверхность стола 1 реологическую ферромагнитную жидкость 6 до высоты детали 5.
Магниты 2 не позволяют жидкости 6 выйти за пределы магнитного стола 1.
Регулятор 4 поддерживает в жидкости силы, удерживающие деталь между магнитными полосами в пределах магнитного стола. Повышают регуляторами 4 силу магнитного поля, одновременно локально перемещая деталь 5 по рабочей поверхности стола 1. После появления магнитного поля сопротивление перемещению детали за счет сил торможения будет различным и ее фиксируют в положении наибольшего сопротивление перемещению. Затем регуляторами 4 создают наибольшую силу магнитного поля, достаточную для закрепления детали 5 и устойчивого положения при действии сил резания Pz.
Пример осуществления способа
На стол электромагнитного стола с размерами между полюсами соседних магнитов 83 мм кладут плоскую деталь из нержавеющей стали 12х18Н9Т толщиной 1,0 мм и длиной 80 мм, наливают на поверхность стола толщиной 1,0 мм реологическую ферромагнитную жидкость на базе воды. Включают ток, повышают напряжение на магнитах до 50 В, перемещают деталь до определения места наибольшего сопротивления перемещению, переключают напряжение до 110 В. Шлифуют поверхность детали с припуском на один проход 0,05 мм, при этом сила резания в направлении подачи круга составила около 350 Н. При общем съеме с детали 0,2 мм деталь сохранила установочные базы.
Источники информации
1. А.с. СССР 745638 В23Р 1/12, опублик. 07.07.80. Бюл. №23.
2. Патент России №2216437 В23Н 3/08, опублик.20.11.03. Бюл. №32.
3. Патент России №2229966 В23Н 9/06, опублик. 10.06.04. Бюл. №16.
4. А.с. СССР 1247229 В230 3/15 опублик. 30.07.86. Бюл. №28.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ РАБОЧЕЙ ЗОНЫ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2457934C2 |
| Устройство для объемной полировки деталей | 1987 |
|
SU1558648A1 |
| РЕЛЬСОВЫЙ ТОРМОЗ С ПОСТОЯННЫМИ МАГНИТАМИ | 2000 |
|
RU2185984C2 |
| ИНЕРЦИОННЫЙ МАГНИТОЖИДКОСТНЫЙ ДЕМПФЕР (ВАРИАНТЫ) | 2013 |
|
RU2549592C1 |
| Способ транспортирования ферромагнитных материалов | 1979 |
|
SU876548A1 |
| Механизм для преобразования неравномерного движения двух и более рабочих органов устройства в равномерное вращение выходного вала этого устройства с функцией предохранения и его работа (варианты) | 2018 |
|
RU2708416C1 |
| УСТРОЙСТВО ПРИВОДА КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2578929C1 |
| Устройство для нанесения клея | 1981 |
|
SU1003922A1 |
| ФИЛЬТР МАГНИТНЫЙ ДЛЯ ОЧИСТКИ ЖИДКОСТЕЙ | 2003 |
|
RU2226420C1 |
| СПОСОБ УПРАВЛЕНИЯ МАГНИТНЫМ ПОТОКОМ, СОЗДАВАЕМЫМ ПОСТОЯННЫМ МАГНИТОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2092922C1 |
Изобретение относится к области машиностроения и может быть использовано при обработке резанием деталей из немагнитных материалов. Деталь устанавливают на магнитный стол между соседними разноименными магнитными полюсами. Последние размещены с шагом в направлении силы резания не менее размера опорной поверхности обрабатываемой детали. На поверхность магнитного стола в месте крепления детали подают реологическую ферромагнитную жидкость сплошным слоем до толщины детали. Одновременно осуществляют перемещение детали на столе и регулирование магнитного поля через магнитные полюса до появления сил торможения перемещения детали. Определяют место наибольшего сопротивления ее перемещению, в котором производят фиксацию детали. Затем создают наибольшую силу магнитного поля для ее закрепления. В результате обеспечивается надежное закрепление деталей из немагнитных материалов при обработке на магнитных столах и ее устойчивое положение при действии сил резания. 2 н.п. ф-лы, 1 ил.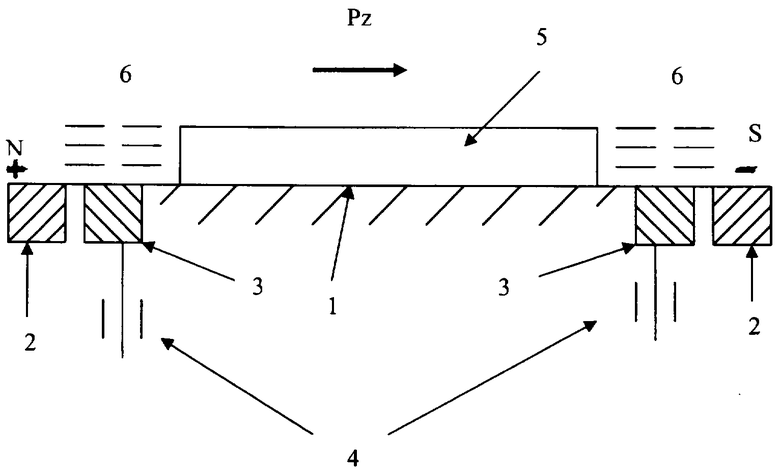
| Суспензия для крепления деталей магнитным полем | 1984 |
|
SU1247229A1 |
| DE 1225202 А, 22.09.1966 | |||
| US 3219888 А, 23.11.1965. | |||

