Область техники, к которой относится изобретение
Данное изобретение относится к листу для пайки твердым припоем с высоким сопротивлением коррозии при "О" отпуске с полным отжигом и к способу изготовления таких изделий. В частности, изобретение относится к изделиям из многослойных сплавов для применений, требующих высокой степени формуемости в соединении со стойкостью к коррозии после твердой пайки.
Уровень техники
Лист для пайки твердым припоем обычно содержит сплав сердечника, соединенного с содержащим кремний сплавом для пайки твердым припоем. Стойкость к внешней коррозии является проблемой, общей для многих паяных твердым припоем алюминиевых теплообменников. Например, большинство испарителей в виде паянных твердым припоем алюминиевых пластин имеют покрытия, нанесенные на паянные твердым припоем узлы, для усиления защиты от коррозии. Обычно это - покрытие, основанное на шестивалентном хромате. Эти покрытия считаются стандартными с точки зрения стойкости к коррозии, однако шестивалентный хром является канцерогеном и во многих странах будет запрещено его использование в недалеком будущем. Поэтому в настоящее время потребность в материале на основе алюминия с высокой стойкостью к коррозии является как никогда высокой.
Использование прослойки в качестве средства для исключения проблем внутрикристаллитной коррозии, вызванной проникновением кремния в сплав сердечника, и минимизации местного плавления сплава сердечника, хорошо известно. В патенте США №2281014, выданном Миллеру, описано использование прослойки для исключения в значительной мере любого проникновения и вызываемого им ослабления сплава сердечника с помощью заполнительного твердого припоя. Сохранность сплава сердечника после пайки твердым припоем обычно считается важным условием при определении стойкости к коррозии после твердой пайки. В патенте США №4586964, выданном Финнегэну и др., описан процесс, включающий полный отжиг с последующей холодной обработкой (т.е. отпуск Н1Х) сплава серии 3ххх сердечника для улучшения стойкости к коррозии после твердой пайки. Введение холодной обработки после полного отпуска может приводить к рекристаллизации сплава сердечника, что само по себе обеспечивает более высокую общую стойкость к проникновению кремния и локальной эрозии во время цикла пайки твердым припоем.
В указанных выше подходах учитывается, что диффузия кремния в сердечник может оказывать отрицательное воздействие на стойкость к коррозии. Однако ни один из подходов сам по себе не указывает изделия с высокой стойкостью к коррозии и длительным сроком службы.
Один подход к обеспечению существенно улучшенной стойкости к коррозии раскрыт в патентах США №№5037707 и 5041343, выданных оба Фортину и др. В этих патентах описано использование сплавов серии 3ххх сердечника с низким содержанием кремния (менее 1,5 мас.%), изготовленных до конечного калибра без использования существенной гомогенизации или промежуточного отжига, соединенного непосредственно с плакировкой серии 4ххх для пайки твердым припоем, содержащей 1-15 мас.% кремния. Описано, что образуется зона содержащих марганец дисперсоидов, внутри сердечника в зоне границы раздела сердечник/плакировка после цикла пайки твердым припоем за счет локальной диффузии кремния из плакировки 4ххх для пайки твердым припоем. Кремний уменьшает локальную растворимость марганца и проникновение дисперсоидов Mn-Si (например, дисперсоидов Al12(Fe, Mn)3Si), что приводит к образованию переходной зоны диффузии кремния. Эти содержащие кремний дисперсоиды являются стойкими к реверсии во время цикла пайки твердым припоем. Переходная зона обедняется марганцем в твердом растворе относительно расположенного ниже сплава сердечника. Указывается, что воздействие коррозии происходит преимущественно внутри зоны выпадания осадка перед воздействием на основной корпус сплава. Пример 3, приведенный в этих патентах, показывает, что после воздействия на основной корпус, коррозия довольно быстро распространяется через сердечник 3ххх, приводя к образованию отверстий в течение менее 48 часов. Указаны также процессы изготовления изделий, которые снова отжигаются (называемые изделиями с Н2Х-отпуском) и полностью отжигаются (называемые изделиями с O-отпуском), с соответствующими температурами отжига.
Сплавы, основывающиеся на осаждении плотных содержащих марганец (например, Al12(Fe, Mn)3Si) дисперсоидов для устойчивой стойкости к коррозии, нашли широкое коммерческое распространение для изделий, имеющих минимальные требования к формуемости (например, для НХХ-отпуска), например, для применения в радиаторах и нагревательных трубах. Однако способ, описанный в патенте США 5041343, не получил коммерческого признания для листов с полным отжигом, поскольку эти сплавы чувствительны к локальной эрозии сплава сердечника перед расплавлением плакировки для пайки твердым припоем. Полностью отожженные листы с O-отпуском обычно считаются пригодными для применений, требующих значительной формуемости, и поэтому материал подвергается разной степени холодной обработки во время операций формования. Вследствие этого локального расплавления (называемого также "эрозией) сердечника, образование плотной зоны дисперсоидов в сплаве сердечник вблизи плакировки значительно затрудняется. Кроме того, растекаемость плакировки для пайки твердым припоем является плохой в результате насыщения алюминием из сплава сердечника плакировки для пайки твердым припоем. Конечным результатом является плохая пригодность для пайки твердым припоем и плохая стойкость к коррозии. Проблемы локальной эрозии в полностью отожженных листах этих сплавов (т.е. сплавов, не подвергавшихся гомогенизации и соединенных непосредственно с плакировкой 4ххх для пайки твердым припоем) хорошо известны из уровня техники.
Из-за проблем, связанных с локальной эрозией и ее отрицательным влиянием на образование консистентной и непрерывной зоны дисперсоидов сплав 3ххх сердечника листов с О-отпуском для пайки твердым припоем почти повсеместно подвергают обработке гомогенизации. Эта обработка гомогенизации приводит к увеличению размера среднего дисперсоида, содержащего марганец, и оказывает влияние на распределение по количеству и размеру содержащих марганец дисперсоидов в сплаве сердечника, что приводит в конечном результате к упрощению рекристаллизации и/или регенерации сердечника во время цикла пайки твердым припоем. После гомогенизации имеется меньше небольших частиц марганца, которые могут реверсировать во время цикла пайки твердым припоем, что значительно понижает уровень содержания марганца в твердом растворе. Это способствует смягчению местной эрозии в формованных частях, однако сильно ослабляет образование плотной и непрерывной зоны дисперсоидов в качестве эффективного средства защиты от коррозии.
Поэтому существует потребность в сплаве и в способе изготовления сплава, который поставляется с отпуском с полным отжигом, который можно подвергать широкому спектру усилий формования, который можно подвергать пайке твердым припоем и который после этого образует непрерывную плотную зону дисперсоидов с минимальной эрозией сплава сердечника. Кроме того, существует потребность в сплаве, который сохраняет высокую внутреннюю стойкость к коррозии даже после коррозии зоны дисперсоидов. Имеется также потребность в изготовленных из листа с О-отпуском для пайки твердым припоем изделий, имеющих исключительную стойкость к коррозии, для использования в непокрытых хроматом паянных твердым припоем теплообменниках.
Раскрытие изобретения
Данное изобретение относится к многослойному алюминиевому листу для пайки твердым припоем, имеющему сердечник из сплава 3ххх согласно Ассоциации по алюминию (АА), плакировку АА 4ххх для пайки твердым припоем и прослойку из алюминиевого сплава между ними, который при изготовлении в условиях полного отжига (О-отпуска) можно подвергать широкому спектру усилий во время операции формования, который можно припаивать твердым сплавом к деталям и который после этого образует в целом непрерывную и плотную зону дисперсоидов в сердечнике дополнительно к образованию дополнительного приносимого в жертву слоя (например, прослойки), наряду с усиленным добавлением титана в сердечник для исключительно высокой стойкости к коррозии после пайки твердым припоем. Данное изобретение относится также к способу, используемому для изготовления этого листа. Лист для пайки твердым припоем может быть листом с полным отжигом, а прослойка может быть электрохимически более отрицательной, чем сердечник сплава.
Сердечник 3ххх покрыт тонкой (до около 60 мкм) прослойкой и плакировкой 4ххх для пайки твердым припоем. Эта система обеспечивает взаимную диффузию кремния из плакировки 4ххх для пайки твердым припоем через прослойку в сердечник 3ххх во время процесса пайки твердым припоем детали к листу, что приводит к образованию плотной зоны содержащих марганец дисперсоидов внутри сердечника на границе раздела между сердечником и прослойкой (называемой в последующем границей раздела сердечник/прослойка). Оптимальный диапазон толщины прослойки зависит от применяемого цикла пайки твердым припоем, поскольку диффузия зависит от времени и температуры; более продолжительные циклы пайки твердым припоем и/или более высокие температуры пайки твердым припоем требуют более толстых прослоек. И наоборот, более короткие циклы пайки твердым припоем и/или более низкие температуры пайки твердым припоем разрешают применение более тонких прослоек. Сплав сердечника не подвергается тепловой обработке (гомогенизации или обработке при температуре свыше 525°С, такой как промежуточный перегрев для проката, промежуточный отжиг или окончательный отжиг) перед выполнением пайки твердым припоем.
Сердечник может быть покрыт на противоположных сторонах сплавом 1ххх, 3ххх, 5ххх, 6ххх или 7ххх, или же на обеих сторонах сердечника 3ххх может применяться прослойка, при этом каждая прослойка имеет одинаковую толщину и состав, или же преднамеренно разный состав и/или толщину. Противоположная сторона сердечника 3ххх может быть соединена с прослойкой с толщиной более примерно 60 мкм при конечном калибре, что в сильной степени ослабляет образование зоны содержащих марганец дисперсоидов после твердой пайки. Состав этой прослойки можно целенаправленно выбирать для ускорения осаждения усиливающих частиц после твердой пайки и старения.
Данное изобретение также включает способ изготовления стойкого к коррозии алюминиевого листа для пайки твердым припоем, содержащий стадии (а) изготовления композита, состоящего из сердечника из сплава серии 3ххх, плакировки для пайки твердым припоем из сплава серии 4ххх и расположенной между ними прослойки из алюминиевого сплава; (b) горячей прокатки композита при температуре ниже около 525°С для металлургического соединения вместе компонентов композита; и (с) холодной прокатки композита для конечной калибровки без подвергания тепловой обработке. Стадия изготовления композита может включать отливку сплавов плакировки для пайки твердым припоем, прослойки и сердечника в виде отдельных слитков, горячую прокатку слитков плакировки 4ххх для пайки твердым припоем и прослойки в пластины подходящей толщины и расположение слитка сердечника и пластин в виде композита. В качестве альтернативного решения композит можно изготавливать посредством одновременной отливки сплава сердечника и сплава плакировки для пайки твердым припоем на противоположных сторонах твердой прослойки. В другом варианте выполнения композит изготавливается посредством непрерывной отливки сплава сердечника на прослойке, при этом прослойка предварительно соединена с плакировкой для пайки твердым припоем. Затем лист для пайки твердым припоем прокатывают до конечного калибра и частично отжигают до Н-отпуска или О-отпуска. После пайки твердым припоем детали к листу (называемой в последующем событием пайки твердым припоем) в сердечнике на границе раздела сердечник/прослойка образуется плотная зона содержащих марганец диспероидов.
Конечная паяная твердым припоем деталь может быть способна к повышению прочности при старении за счет взаимной диффузии растворенного вещества (прежде всего марганца, кремния или меди) в прослойку и сердечник. После пайки и старения получают предел текучести при растяжении свыше 65 МПа и предел прочности при растяжении свыше 165 МПа для листа для пайки твердым припоем, согласно данному изобретению.
Краткое описание чертежей
На чертежах изображено:
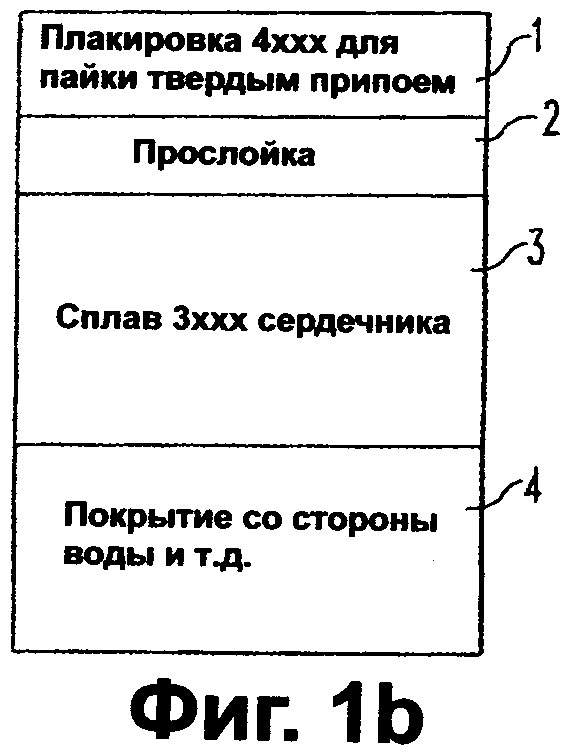
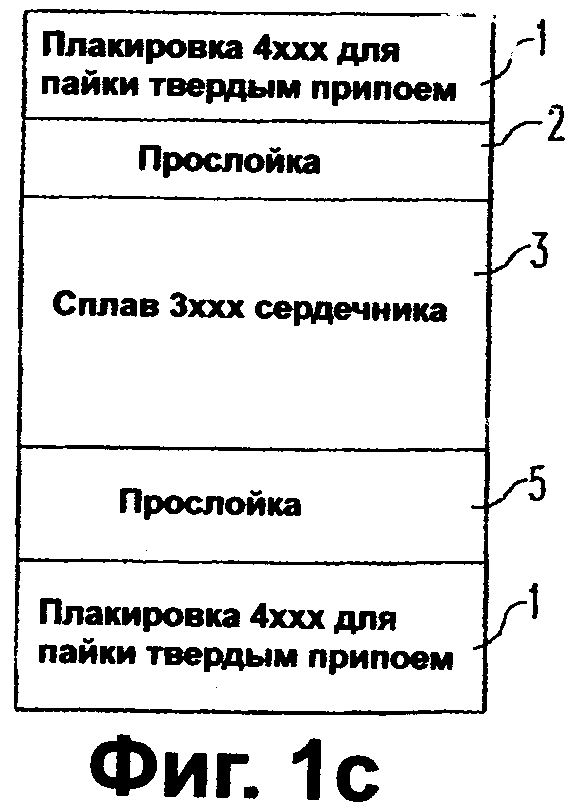
фиг.1а, 1b и 1с - диаграммы, показывающие различные варианты выполнения изобретения;
фиг.2 - микрофотография поперечного сечения листа для пайки твердым припоем, изготовленного согласно данному изобретению;
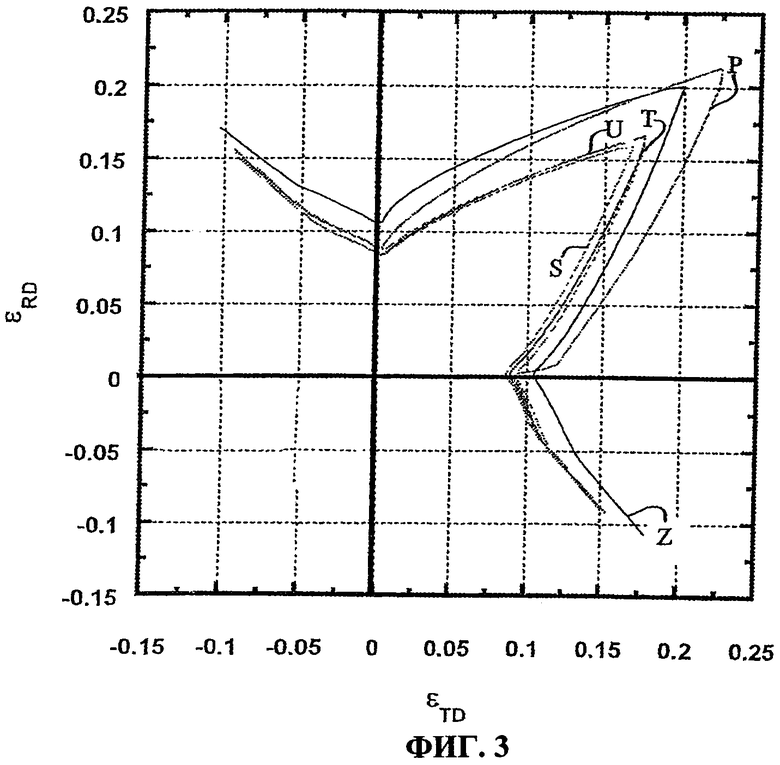
фиг.3 - график формуемости листа для пайки твердым припоем, согласно данному изобретению;
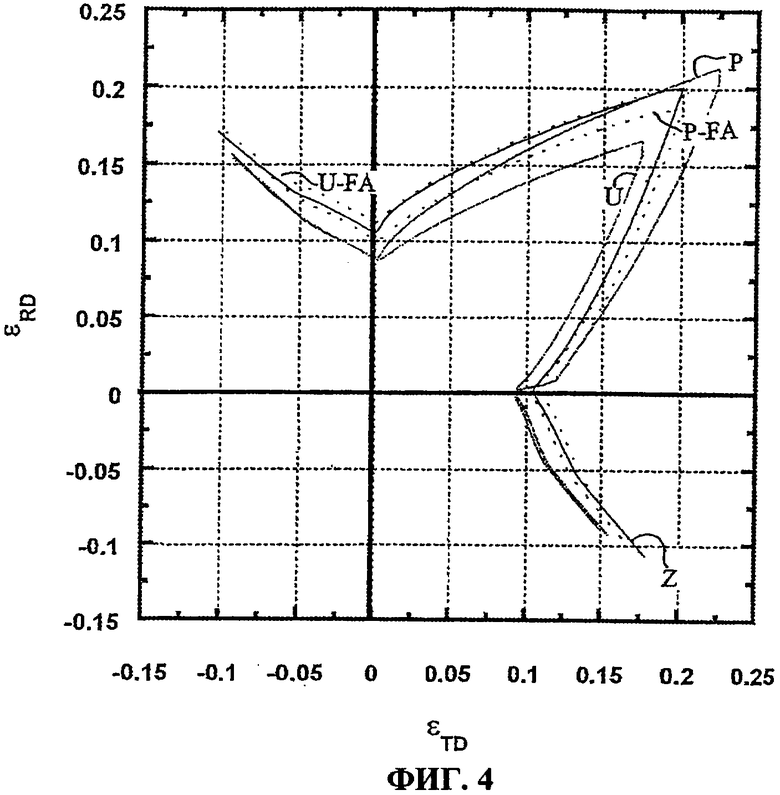
фиг.4 - график формуемости листа для пайки твердым припоем, согласно данному изобретению;
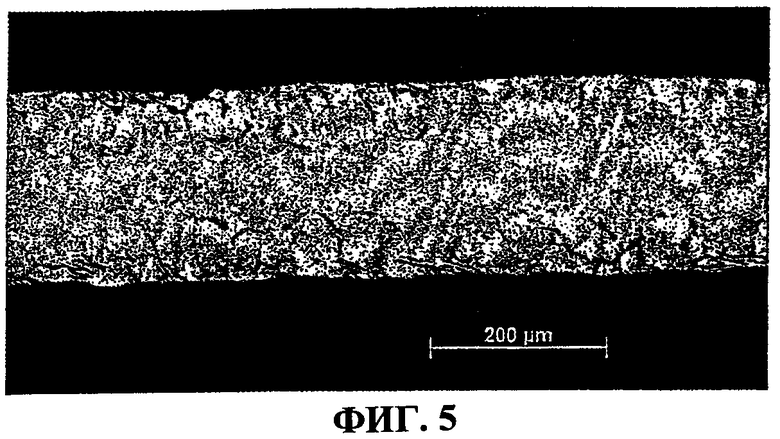
фиг.5 - микрофотография поперечного сечения листа для пайки твердым припоем с О-отпуском, изготовленного с негомогенизированным сердечником и без прослойки;
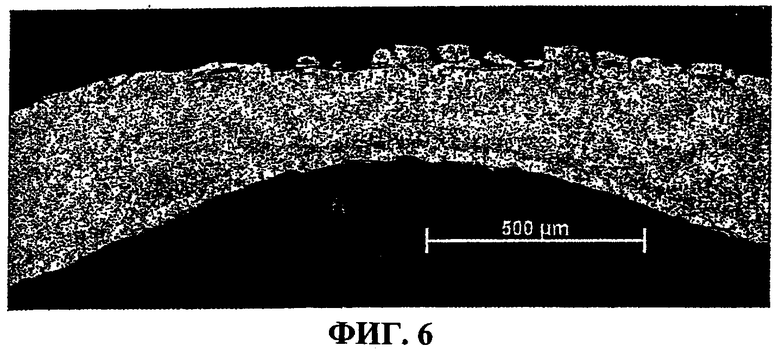
фиг.6 - микрофотография поперечного сечения листа для пайки твердым припоем, согласно данному изобретению; и
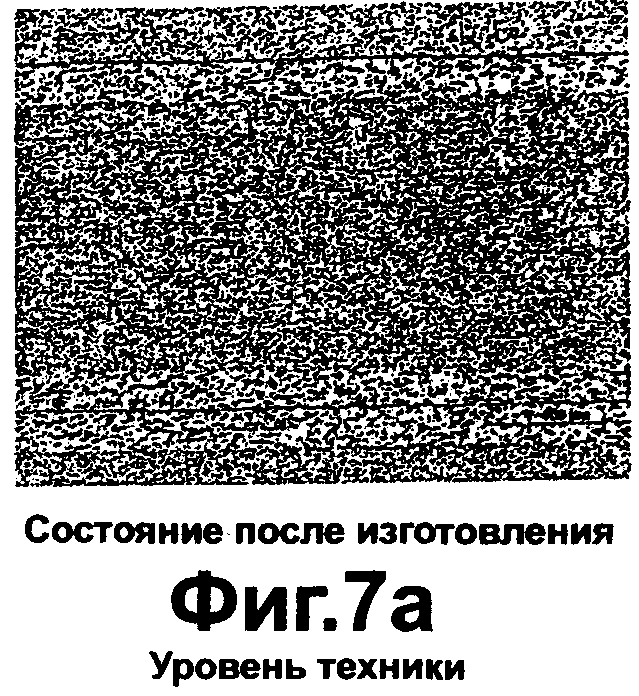
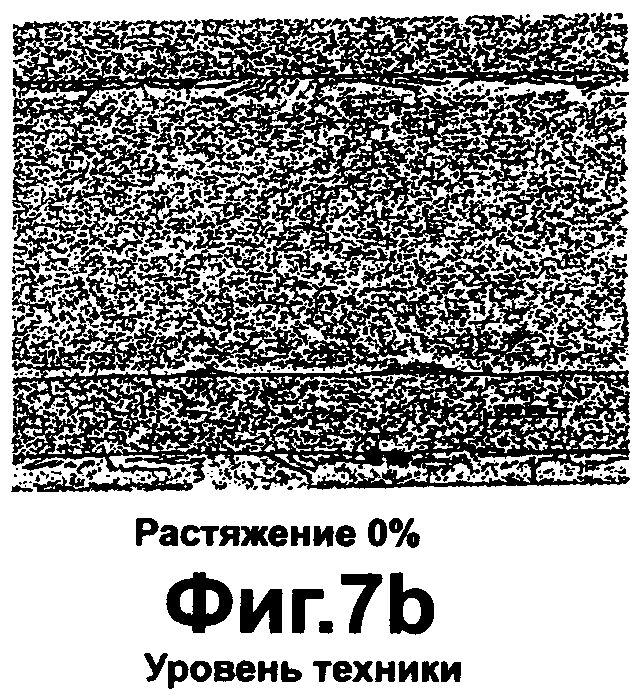
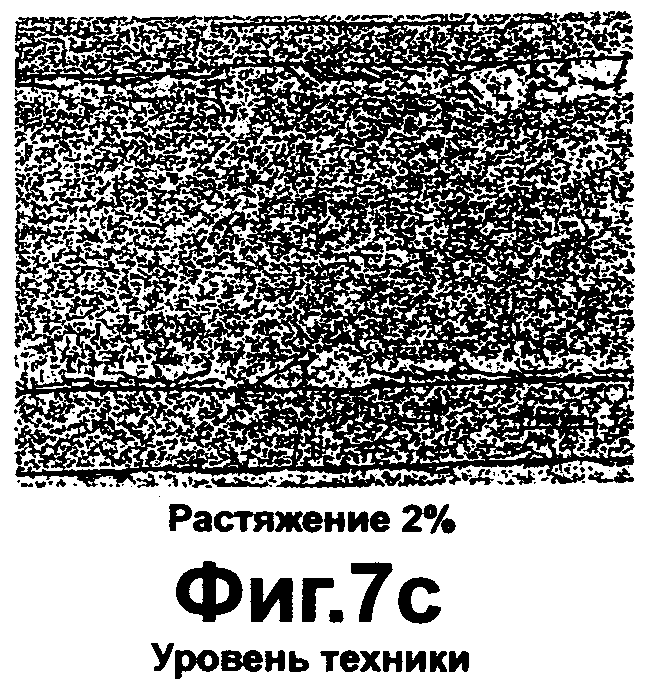
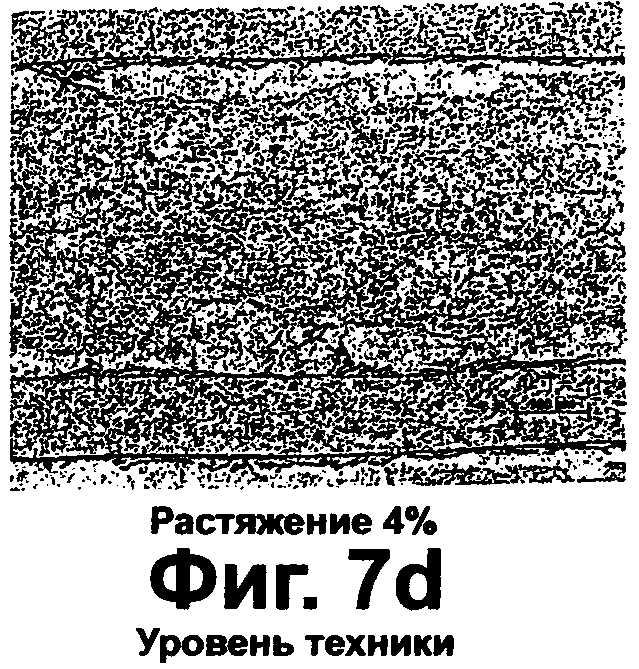
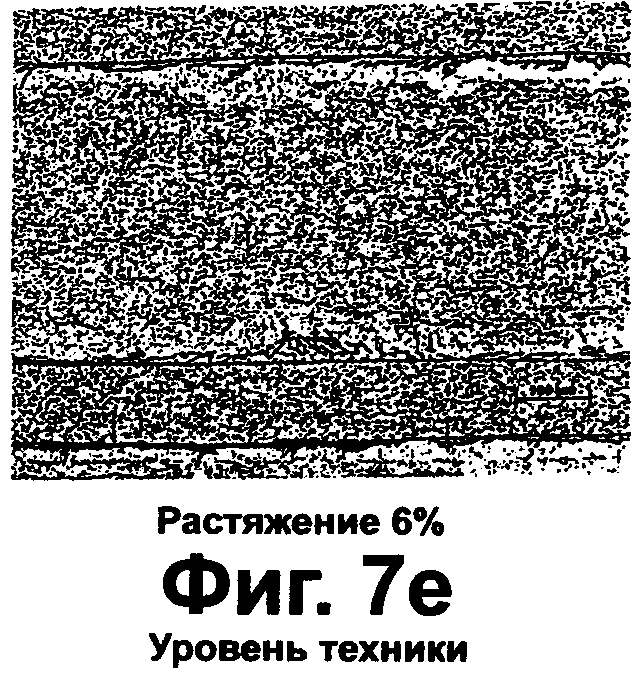
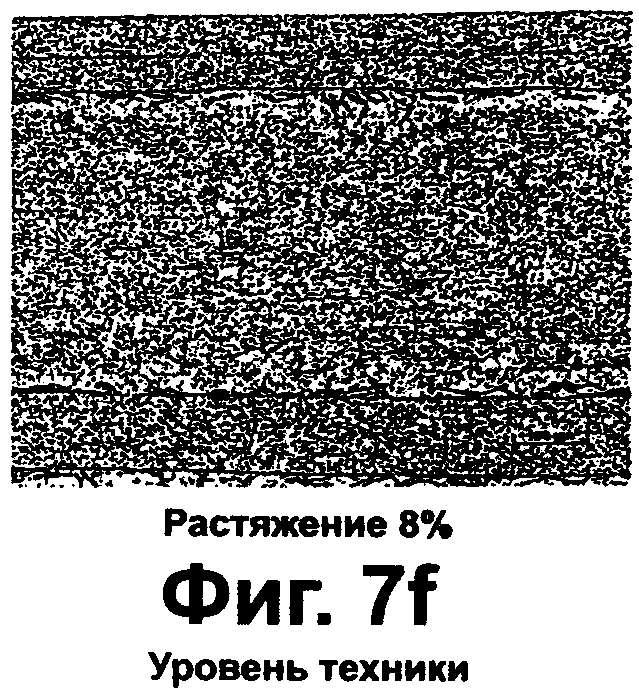
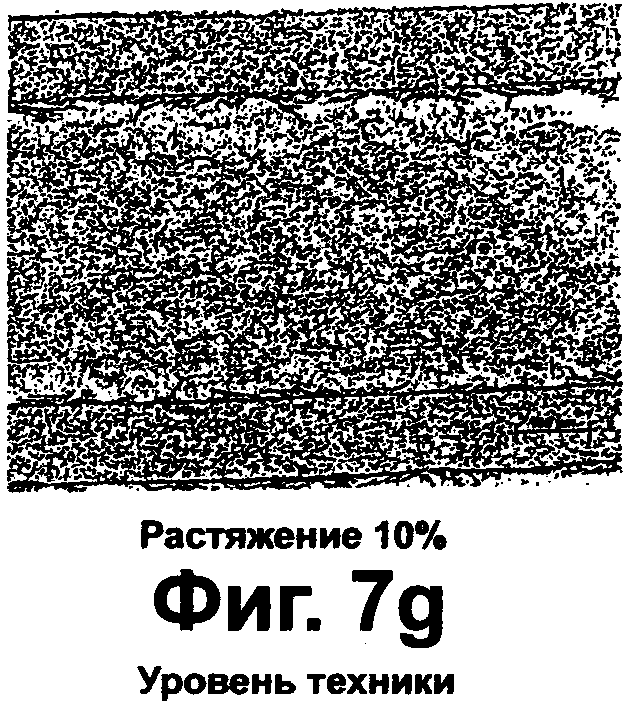
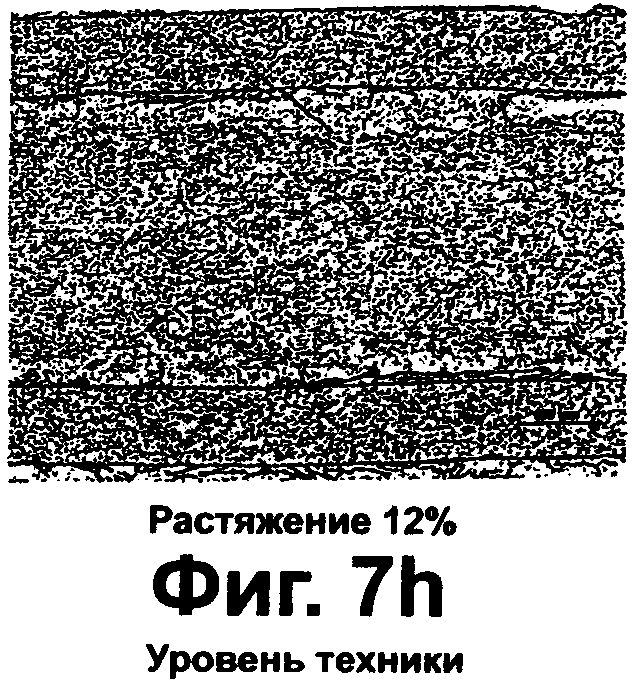
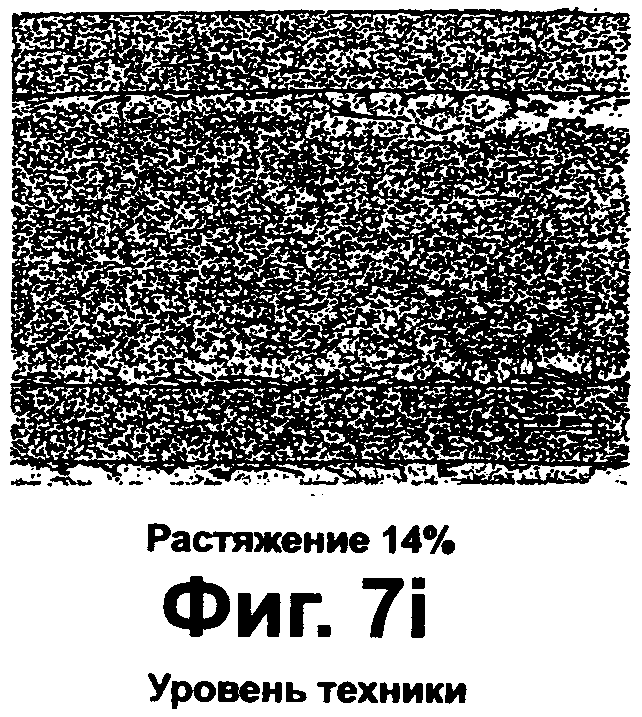
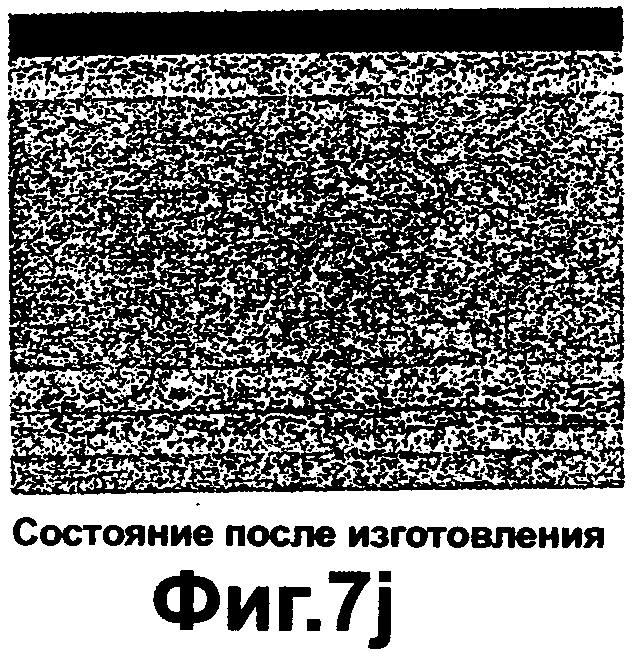
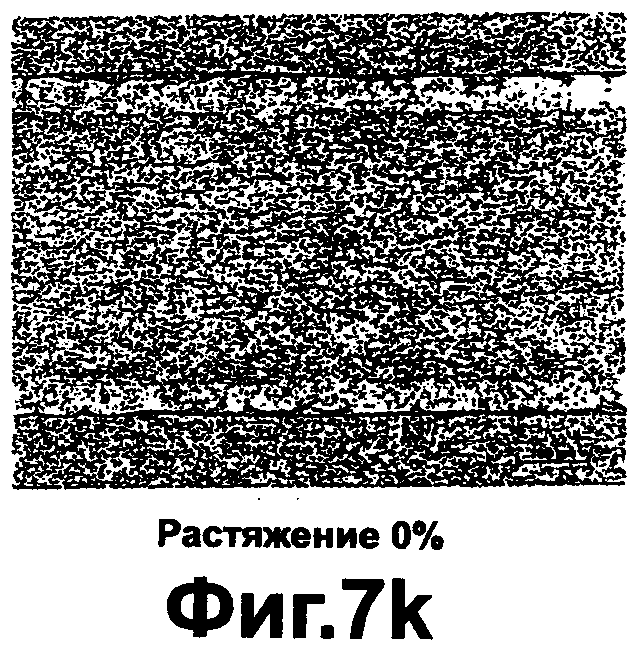
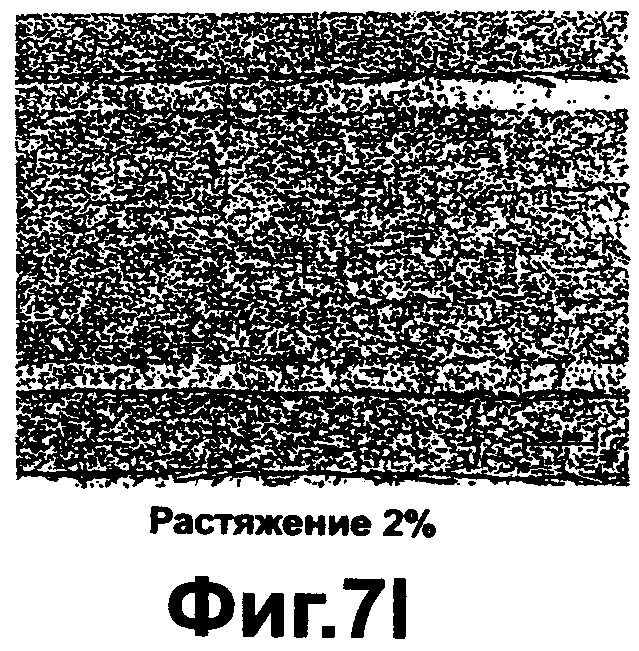
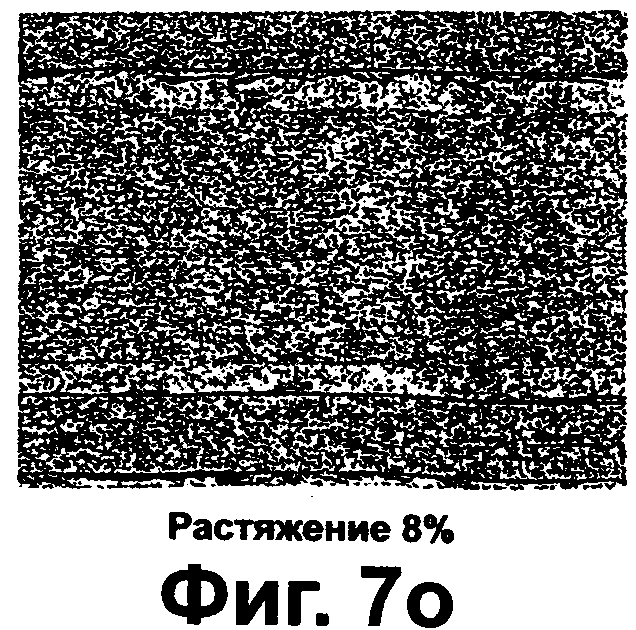
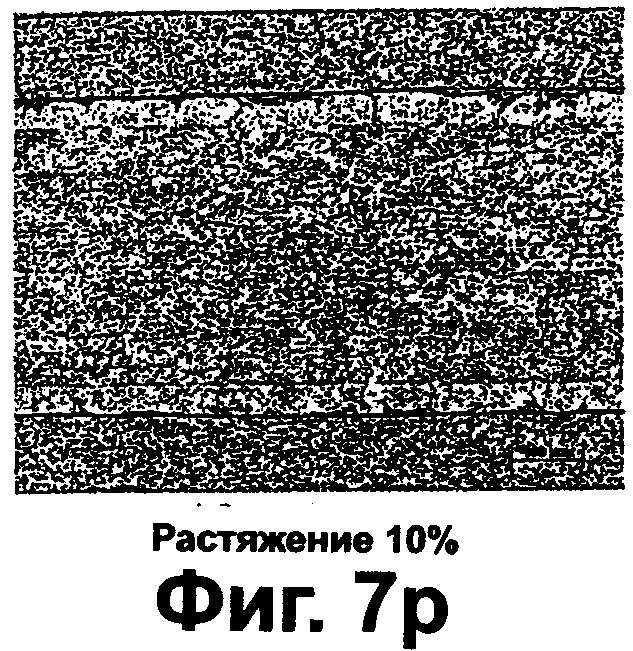
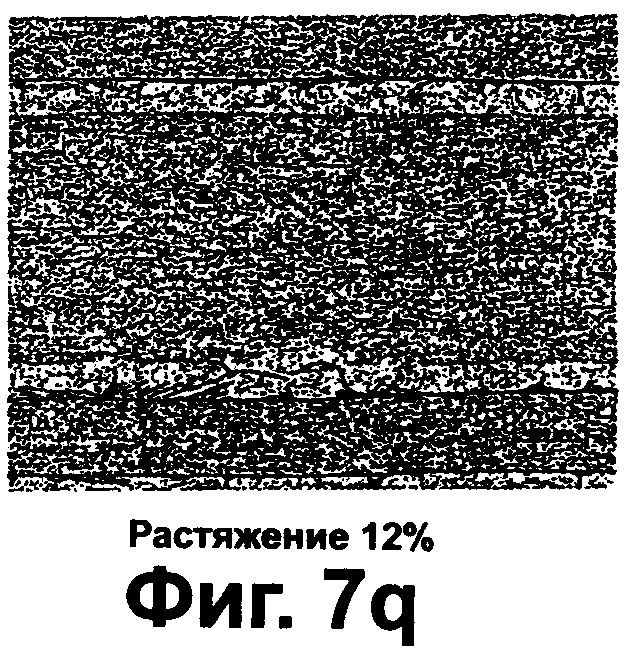
фиг.7a-7i и 7j-7q - микрофотографии трехслойного листа для пайки твердым припоем, согласно уровню техники, и пятислойного листа для пайки твердым припоем, согласно данному изобретению, соответственно.
Осуществление изобретения
Все процентные составы указаны в мас.%, если не оговорено другое. Используемое в данном случае понятие "по существу не содержит" означает, что в состав преднамеренно не добавлялся данный элемент сплава, но что из-за загрязнений и/или выщелачивания при контакте с производственным оборудованием, исчезающе малое количество таких элементов тем не менее может находиться в конечном изделии из сплава.
Когда указывается любой числовой диапазон величин, то такие диапазоны понимаются как включающие каждое число и/или часть между указанными минимумом и максимумом диапазона. Например, диапазон от около 0,5 до около 1,6 мас.% марганца включает все промежуточные величины около 0,46, 0,47, 0,48 до и включая 1,61, 1,62, 1,63 и 1,64 мас.% марганца. То же относится к каждому другому числовому свойству, относительной толщине и/или диапазону содержания элементов.
Данное изобретение относится к многослойному алюминиевому листу для пайки твердым припоем, который при изготовлении в условиях с полным отжигом (О-отпуск) и после события пайки твердым припоем образует в целом непрерывную и плотную зону дисперсоидов дополнительно к имеющемуся дополнительному жертвенному слою (т.е. прослойке), наряду с повышенным добавлением титана в сплав сердечника для исключительно высокой стойкости к коррозии после пайки твердым припоем. Данное изобретение относится также к способу изготовления этого листа.
Как показано на фиг.1, лист для пайки твердым припоем может быть трех-, четырех- или пятислойным изделием, включающим плакировку 4ххх 1 для пайки твердым припоем, негомогенизированный сердечник 3ххх 3 и прослойку 2 между ними. Трехслойное изделие (смотри фиг.1а) включает сердечник 3, соединенный с прослойкой 2, соединенной с плакировкой 4ххх 1 для пайки твердым припоем. Четырехслойное изделие (смотри фиг.1b) включает сердечник 3, соединенный на одной стороне с прослойкой 4, не предназначенной для пайки твердым припоем (например, облицовкой со стороны воды), состоящей из сплава АА 1ххх, 3ххх, 5ххх, 6ххх, 7ххх или 8ххх, при этом другая сторона сердечника 3 соединена с прослойкой 2, которая, в свою очередь, соединена с плакировкой 4ххх 1 для пайки твердым припоем. Пятислойное изделие (смотри фиг.1с) включает сердечник 3, соединенный с прослойками 2 и 5 на обеих сторонах, при этом плакировка 4ххх 1 для пайки твердым припоем соединена с каждой из прослоек 2 и 5.
Сплав сердечника 3, используемый в изделии, согласно данному изобретению, является сплавом на основе алюминия, содержащим не более около 0,18 мас.% Si, не более около 0,8 мас.% Fe, от около 0,5 до около 1,6 мас.% Mn, до около 1 мас.% Cu, до около 0,3 мас.% Cr, от около 0,01 до около 1,5 мас.% Mg и до около 0,25 мас.% Ti. В качестве альтернативного решения, сплав сердечника может быть алюминиевым сплавом, содержащим не более около 0,08 мас.% Si, не более около 0,7 мас.% Fe, от около 1 до около 1,5 мас.% Mn, от около 0,2 до около 0,8 мас.% Cu, от около 0,01 до около 1,5 мас.% Mg и, не обязательно, от около 0,1 до около 0,25 мас.% Ti. Уровень Mg в сердечнике определяется в сильной степени применяемым способом пайки твердым припоем (пайка твердым припоем (с использованием флюса) в вакууме или в контролируемой атмосфере, называемой CAB), используемым флюсом (стандартного флюса типа Nocolock или более толерантного к марганцу флюса, например, содержащих Cs флюсов) и желаемым уровнем прочности. Большую стойкость к коррозии получают со сплавами, содержащими повышенные добавки Ti. Влияние титана на стойкость к коррозии сплавов 3ххх в целом хорошо известно. Повышенные добавки титана изменяют режим воздействия коррозии в подстилающем сердечнике (на сердечник 3 в основном не влияет диффузия кремния из плакировки 4ххх 1 для пайки твердым припоем во время цикла пайки твердым припоем) и являются важными для длительного срока службы, обуславливаемого коррозией, если защищающие от коррозии зоны (зона остатка прослойки и зона дисперсоидов) больше не защищают подстилающий сердечник 3. Поэтому в сплав сердечника могут быть включены добавки до около 0.25 мас.% Ti, при этом предпочтительными являются добавки от около 0,1 мас.% до около 0,25 мас.% Ti. Использование Cr является не обязательным, но содержание необходимо удерживать на таком уровне, чтобы содержание Mn+Cr+Ti было менее около 1,4 мас.% (например, до около 0,3 мас.%). Использование Zr является не обязательным при содержании до около 0,25 мас.% (например, от около 0,02 мас.% до около 0,25 мас.% Zr). Использование Ag является не обязательным при содержании от 0,01 до 1,0 мас.%).
Сердечник 3 можно отливать с помощью процесса DC (прямого охлаждения) или же можно создавать с помощью различных способов, включая, но, не ограничиваясь этим, непрерывное литье (литье для проката, литье сляба, литье ленты и т.д.), или с помощью способа экструзии и т.п. Важно чтобы изготовление на практике было таким, чтобы минимизировать время, в течение которого на материал воздействуют температуры свыше 350°С, и исключить воздействие на материал температур свыше 450°С.
В данном случае отсутствие тепловой обработки (компонентов листа для пайки твердым припоем или самого листа для пайки твердым припоем перед событием пайки твердым припоем) означает отсутствие обработки гомогенизации и отсутствие тепловой обработки при температурах свыше 525°С, таких как повторное нагревание для проката, промежуточный отжиг или конечный отжиг или т.п. За счет исключения обработки с такими высокими температурами марганец в сердечнике остается в растворе. Хотя специально указывается, что сплав сердечника не подвергается тепловой обработке (гомогенизации, промежуточному отжигу или конечному отжигу) с температурами свыше 525°С во время обработки, промежуточные отжиги или конечные отжиги с короткой длительностью (т.е. ускоренный отжиг, называемый также непрерывным отжигом), включающие высокие скорости нагревания (свыше 50°С/с), приводящие к температурам металла свыше 260°С в течение менее 30 минут, являются допустимыми, поскольку они не представляют тепловую обработку. Если температура металла в течение короткого времени превышает температуру около 525°С (менее около 15 минут при температуре свыше 525°С), то это не является тепловой обработкой. Обычно лист для пайки твердым припоем, согласно данному изобретению, подвергают горячей прокатке и температурам отжига менее около 485°С, а периоды отжига составляют менее около 10 часов.
Выбор толщины и состава прослойки является важным для достижения желаемой стойкости к коррозии и прочности после пайки твердым припоем. Следует отметить, что в изделии с двумя прослойками (смотри фиг.1с) химический состав и толщина прослоек могут преднамеренно отличаться друг от друга. Прослойка 2 на поверхности сердечника 3, требующая образования зоны дисперсоидов для высокой стойкости к внешней коррозии, должна быть достаточно тонкой для обеспечения диффузии кремния во время цикла пайки твердым припоем из плакировки 4ххх 1 для пайки твердым припоем (и возможно из прослойки 2) в подстилающий сердечник 3, но достаточно толстой для сопротивления локальной эрозии из расплавленной плакировки 1 для пайки твердым припоем. Кроме того, стойкость к локальной эрозии прослойки 2 должна быть высокой, в частности, при напряжениях (т.е. в результате операций обработки) до уровня, ниже которых ускоряется рекристаллизация подстилающего сердечника 3 во время последующего события пайки твердым припоем. Если уровни напряжений от операций обработки перед пайкой твердым припоем являются достаточно высокими для вызывания локальной рекристаллизации сердечника 3, то проблема минимальной толщины прослойки становится актуальной, поскольку подстилающий сердечник является обычно стойким к локальной эрозии. Установлено, что обработка материала, в частности операции вытяжки или растяжения перед пайкой твердым припоем, приводят к местному утоньшению листа для пайки твердым припоем с сопутствующим утоньшению прослойки. Таким образом, конечная толщина прослойки формованного материала изменяется в обработанной части. Первичной задачей прослойки является воспрещение локальной эрозии сердечника 3. Как указывалось выше, это является проблемой лишь при уровнях напряжений, ниже которых необходимо ускорять рекристаллизацию сердечника 3, поскольку при низких уровнях напряжений, которые обычно перемещаются в области обработанной части, которые минимально утоньшаются (т.е. в целом претерпевают уменьшение менее 20%), и таким образом прослойка также минимально утоньшается, обеспечивая защиту от локальной эрозии сердечника.
Прослойка может быть гомогенизирована или не гомогенизирована. Если сплав прослойки содержит марганец, то обычно предпочтительным является гомогенизировать прослойку для исключения сильной эрозии прослойки и/или сплава подстилающего сердечника в формованной части во время события пайки твердым припоем. При любом специальном химическом составе сплава прослойки его микроструктура должна быть стойкой к локальной эрозии в широком спектре напряжений во время события пайки твердым припоем. Состав прослойки необходимо выбирать так, чтобы солидус сплава прослойки находился свыше 600°С, при этом сплавы, имеющие более высокий солидус, являются предпочтительными. Если солидус прослойки является слишком низким, то могут возникать трудности в сохранении прослойки во время цикла пайки твердым припоем из-за локального расплавления. При выборе конкретного химического состава прослойки необходимо учитывать эффект диффузии растворенных веществ из сердечника и плакировки 4ххх для пайки твердым припоем. По указанным выше причинам предпочтительными являются относительно чистые прослойки с относительно низкими уровнями растворенных веществ, так что величины солидуса прослойки превышают температуру около 630°С, и обычно не содержащие элементов сплава, образующих дисперсоиды.
Металлургические признаки, влияющие на внутреннюю стойкость материала к локальной эрозии во время пайки твердым припоем, хорошо известны. Дополнительно к этому толщина плакировки 4ххх 1 для пайки твердым припоем и содержание в ней кремния также влияют на размер локальной эрозии, при этом более низкое содержание кремния является предпочтительным для минимизации эрозии. Кроме того, действительные время и температура пайки твердым припоем оказывают влияние на процесс локальной эрозии, поскольку он сильно зависит от диффузии кремния, при этом действует общее правило: чем длительней время и выше температура перегрева (т.е. температура свыше температуры ликвидуса плакировки), тем больше эрозия. Понятно, что время пайки твердым припоем при температуре свыше температуры солидуса плакировки для пайки твердым припоем необходимо минимизировать (для большинства коммерческих плакировок 4ххх для пайки твердым припоем это означает минимизацию времени при температуре свыше примерно 570°С) с целью минимизации локальной эрозии. Учитывая это, нельзя просто назвать абсолютную минимальную толщину прослойки. Короткие циклы пайки твердым припоем с низкими пиковыми температурами и плакировки с низким содержанием кремния позволяют применять более тонкие плакировки. Аналогичным образом, нет простого правила для определения максимальной толщины, хотя для практических целей можно рассматривать 60 мкм в качестве верхнего предела для прослоек, обеспечивающего образование зоны дисперсоидов с подходящей толщиной около 5-60 мкм, или около 15-45 мкм, или около 20-40 мкм. Для типичного применения в пайке твердым припоем в вакууме с использованием плакировки Al-12Si-0,2Mg для пайки твердым припоем для многих прослоек достаточна толщина 30-35 мкм. Тем не менее, следует понимать, что прослойка 2 не должна быть толще, чем необходимо для уменьшения в сильной степени локальной эрозии подстилающего сердечника 3. Тем самым можно создавать в целом непрерывную зону содержащих марганец дисперсоидов внутри сердечника 3 на границе раздела сердечник/прослойка во время цикла пайки твердым припоем.
После пайки твердым припоем и сопутствующей частичной эрозии прослойки 2 электрохимический потенциал остатка прослойки (т.е. прослойки, оставшейся после пайки твердым припоем) является также важным для обеспечения хорошей стойкости к коррозии. Прослойка 2 должна быть анодной относительно сердечника 3, и предпочтительно анодной также относительно области, связанной с плотной зоной дисперсоидов внутри сердечника 3 на границе раздела прослойка/сердечник. Например, разность электрохимических потенциалов между сердечником 3 и прослойкой 2 составляет, по меньшей мере, около 25 мВ. Поэтому соотношение между электрохимическим потенциалом сердечника 3 и прослойки 2 является важным. Можно использовать добавки меди, хрома или серебра в сердечник для облагораживания сердечника (т.е. для выполнения сердечника более катодным). Можно использовать добавки Zn, In или Sn для выполнения прослойки более анодной. Следует также отметить, что взаимная диффузия растворенного вещества происходит также во время пайки твердым припоем и поэтому соотношение электрохимических потенциалов является важным после пайки твердым припоем. В некоторых случаях добавки Zn или In можно осуществлять в плакировку 4ххх 1 для оказания влияния на электрохимические потенциалы после пайки твердым припоем.
Для изделий, требующих плакировки на обеих сторонах листа для пайки твердым припоем (например, трубных решеток пластинчатых испарителей), может быть предпочтительным варьирование химическим составом и толщиной прослоек. Может быть желательным увеличение толщины второй прослойки 5 до выше 60 мкм (например, на стороне охлаждения трубных решеток пластинчатых испарителей) для полного или почти полного исключения образования зоны дисперсоидов, поскольку стойкость к коррозии обычно не является первостепенной проблемой. Кроме того, может быть желательным способствовать смешиванию растворенных веществ во время цикла пайки твердым припоем, прежде всего магния, кремния и меди, в достаточной степени для ускорения создания слоя материала, который локально упрочняется при старении. За счет этого возможна высокая прочность после пайки твердым припоем и старения.
Прослойка 2, используемая в данном изобретении, содержит сплавы, которые ускоряют образование зоны дисперсоидов в сплаве сердечника на границе раздела прослойка/сердечник, и прослойка 5, согласно данному изобретению, может быть также сплавом, ускоряющим образование зоны дисперсоидов, или же сплавом, не ускоряющим образование зоны дисперсоидов. В целом, добавление образующих дисперсоиды элементов (Mn, Cr, V, Zr и т.д.) в прослойку любого типа является отрицательным, поскольку они имеют тенденцию к повышению эрозии в формованных частях, если не выполняется обработка гомогенизации, которая с экономической точки зрения является нежелательной. Это не означает, что прослойки, содержащие эти легирующие элементы, исключаются из рассмотрения, что их использование в целом является менее желательным.
Для прослоек, ускоряющих формирование зоны дисперсоидов, материал должен содержать не более около 0,9 мас.% Si (например, около 0,02-0,9 мас.% Si), не более около 2 мас.% Mg, не более около 0,6 мас.% Fe и не более около 1 мас.% Cu, при этом предпочтительным является преднамеренное добавление Cu свыше 0,5 мас.%. Добавление Cu, Ag, Zn, In или Sn является не обязательным для создания подходящего электрохимического потенциала и разницы потенциалов между сплавами сердечника и прослойки. Добавление Zr является не обязательным до около 0,2 мас.%, и добавление Mn является не обязательным до около 1,7 мас.%. Добавление Ti является не обязательным до около 0,25 мас.% (например, около 0,1-0,25 мас.% Ti). Прослойки с содержанием Si до 0,6 мас.%, уровнем содержания Fe до 0,6 мас.% с или без Cu, Zn или In для создания желаемого электрохимического потенциала (для коррозии) является особенно полезным для изделия, подлежащего пайке твердым припоем с помощью способов пайки твердым припоем в вакууме или в контролируемой атмосфере (CAB). Прослойки с уровнями Si до около 0,6 мас.%, уровнями Mg до около 0,5 мас.%, уровнями Fe до около 0,3 мас.% (например, около 0,15-0,3 мас.% Fe) с или без Zn, Cu или In для создания желаемого электрохимического потенциала (для коррозии) являются особенно полезными для изделия, подлежащего пайке твердым припоем с помощью вакуумных процессов. В одном варианте выполнения листа для пайки твердым припоем, плакировка 4ххх для пайки твердым припоем имеет не более около 0,05 мас.% Mg, прослойка имеет не более около 0,05 мас.% Mg и сердечник имеет не более 0,5 мас.% Mg. При любом конкретном химическом составе сплава прослойки ее микроструктура должна быть стойкой к локальной эрозии в широком спектре напряжений во время события пайки твердым припоем. Состав прослойки необходимо выбирать так, чтобы солидус сплава прослойки составлял свыше 600°С, при этом сплавы, имеющие более высокие величины солидуса, являются предпочтительными. Если солидус сплава прослойки является слишком низким, то прослойка 2 вряд ли выдержит цикл пайки твердым припоем за счет локального плавления. При выборе конкретного химического состава прослойки необходимо учитывать эффект диффузии растворенных веществ из сердечника 3 и плакировки 4ххх 1 для пайки твердым припоем. По указанным выше причинам предпочтительными являются относительно чистые прослойки с относительно низкими уровнями растворенных веществ, так что величины солидуса прослоек превышают 630°С, и в целом не содержащие легирующих элементов, образующих дисперсоиды.
Для прослоек, не предназначенных специально для формирования плотной зоны дисперсоидов в сердечнике на границе раздела сердечник/прослойка, алюминиевый материал может содержать не более 0,9 мас.% Si (например, 0,02-0,9 мас.% Si), не более около 0,6 мас.% Fe, не более около 1 мас.% Cu (например, 0,2-1 мас.% Cu), не более около 0,25 мас.% Ti (например, 0,1-0,2 мас.% Ti) и до около 1,7 мас.% Mn. Добавление Mg является не обязательным до около 1,2 мас.% для изделий, подлежащих пайке твердым припоем с помощью процесса пайки твердым припоем, толерантным к Mg (например, пайки твердым припоем в вакууме, пайки твердым припоем CAB с флюсами, специально выполненными для пайки материалов, содержащих Mg). Плотная зона дисперсоидов (Al-Mn-Si-Fe) образуется в сердечнике на границе раздела сердечник/прослойка за счет диффузии Si из плакировки 4ххх и возможно из прослойки (если прослойка содержит кремний). Таким образом, может быть желательной преднамеренная добавка кремния в прослойку для ускорения образования плотной зоны дисперсоидов в сердечнике на границе раздела сердечник/прослойка. В таблице 1 приведены подходящие химические составы для сплавов сердечника и обоих типов прослойки (т.е. прослоек, предназначенных для ускорения формирования плотной зоны содержащих марганец дисперсоидов в сердечнике на границе раздела сердечник/прослойка, а также прослоек, предназначенных в основном для исключения создания зоны содержащих марганец дисперсоидов). Предпочтительный состав и предпочтительная относительная толщина каждого слоя листа для пайки твердым припоем указаны в таблице 1, при этом более предпочтительные диапазоны указаны в скобках под соответствующим, более широким диапазоном.
In=0,2 max
Ag=0,01-1,0
In=0,2 max
Плакировка 4ххх 1 для пайки твердым припоем включает сплав, содержащий около 4-18 мас.% Si, до около 0,5 мас.% Cu, до около 2 мас.% Mg, до около 0,3 мас.% Mn, до около 0,8 мас.% Fe, до около 1,5 мас.% Zn, до около 0,2 мас.% Ti и до около 0,4 мас.% Bi. Процентное содержание плакировки 1 для пайки твердым припоем составляет около 1-30% толщины изделия в конечном калибре. Когда имеется более одной плакировки для пайки твердым припоем (смотри, например, фиг.1с), то процентное содержание плакировки и химические составы каждой плакировки могут быть одинаковыми или отличаться друг от друга.
Эти листовые изделия можно изготавливать посредством обычного соединения прокаткой, или же посредством отдельной отливки (один подход описан в патенте США №5476725), или же с помощью способов, описанных в заявке на патент США №10/004041, поданной 23 октября 2001 с названием "Одновременная отливка нескольких сплавов", полное содержание которой включается в данное описание. Если используются способы, описанные в заявке на патент США №5476725, то сплав 3ххх сердечника можно подавать в литейную машину в виде расплавленного сплава и быстро отверждать на поверхности прослойки (прослоек). Кроме того, может быть удобным предварительно соединять прослойку и плакировку 4ххх для пайки твердым припоем в виде композитного слоистого изделия и подавать в литейную машину в качестве плакировки. Если используется способ одновременного литья нескольких сплавов, то указанные сплавы прослойки используются в качестве разделительных сплавов, разделяющих плакировку 4ххх для пайки твердым припоем и сплав 3ххх сердечника в способе литья. Сердечник может составлять около 60-98% толщины конечного изделия. Конечный калибр листа для пайки твердым припоем может составлять около 150-5000 мкм.
Хотя изобретение было в целом описано выше, приведенные ниже частные примеры выполнения дают дополнительную иллюстрацию изделия, согласно данному изобретению.
Пример 1
Следующий эксперимент демонстрирует важность химического состава и толщины прослойки для последующего создания непрерывной, плотной зоны содержащих марганец дисперсоидов в сердечнике на границе раздела сердечник/прослойка. Были изготовлены пятислойные листы для пайки твердым припоем, выполненные согласно данному изобретению, имеющие слои с составами, приведенными в таблице 2. Испытанные комбинации сплавов приведены в таблице 3 вместе с толщиной прослоек и данными о локальной эрозии и о создании в целом непрерывной плотной зоны дисперсоидов. После изготовления приведенных в таблице 3 сплавов в условиях полного отжига, были изготовлены штамповкой решетки испарителя и затем спаяны твердым припоем. Эти трубчатые решетки, хотя они меньше по общей длине, чем коммерческие трубные решетки, имеют все одинаковые основные формирующие признаки и одинаковый масштаб, включая глубокие вытяжки крышки, вытяжки углублений, образование наружных рельсов и т.д. Эти трубчатые решетки были изготовлены для обеспечения возможности проверки различных уровней напряжений. После пайки твердым припоем были взяты срезы из трубчатых решеток, установлены, полированы, протравлены и проверены. Если прослойка была не способна предотвратить в любой точке локальную эрозию сплава сердечника, приводящую к сопутствующему отсутствию в нем непрерывной и плотной зоны дисперсоидов в сердечнике на границе раздела сердечник/прослойка, то это указано в таблице 3. В некоторых случаях каждая сторона трубчатой решетки была покрыта прослойками разной толщины для минимизации числа изготовленных композитов листа для пайки твердым припоем. Пример протравленного поперечного сечения изготовленного с полным отжигом (О-отпуском) листа показан в виде микрофотографии на фиг.2.
Из таблицы 3 следует, что прослойки с толщиной менее 13 мкм являются слишком тонкими для защиты негомогенизированного сердечника от локальной эрозии (композиты F-L). Очевидно, что добавление марганца в сплавы 1ххх, даже в относительно слабых концентрациях (0,35 мас.% Mn в сплаве №7), отрицательно сказывается на способности прослойки к выживанию во время процесса пайки твердым припоем в композитах, где прослойка не гомогенизирована (сравни композиты D и Е). Очевидно также, что добавление Zr в сплав 1ххх (0,18 мас.% в сплаве №5), также отрицательно сказывается на способность прослойки выдерживать цикл пайки твердым припоем (хотя и в меньшей степени) в композитах, где прослойки как гомогенизированы, так и не гомогенизированы (сравни композиты В, С и Е). Сравнение результатов для композитов А, М, N и О говорит за то, что сплавы 3ххх можно использовать в качестве прослоек при условии, что они гомогенизированы, имеют достаточную толщину, а отношение толщины плакировки 4ххх для пайки твердым припоем к толщине прослойки является достаточно небольшим. Независимо от того, какой сплав используется в качестве прослойки, или от того, как была обработана эта прослойка, она должна быть в микроструктурном состоянии, которое является стойким к локальной эрозии, вызываемой диффузией кремния из плакировки 4ххх для пайки твердым припоем во время события пайки твердым припоем. Все указанные выше результаты говорят о том, что идеальным кандидатом является сплав, который может легко рекристаллизироваться без мелких интерметаллических частиц для обеспечения увлечения Зенера к дислокациям и границам зерен, которые воспрещают рекристаллизацию. Это дополнительно говорит о том, что легирующие элементы типа твердого раствора, такие как Si, Cu, Mg и т.д., при условии их присутствия в относительно разбавленных концентрациях, не оказывают достаточно отрицательного воздействия на эрозию прослойки (смотри пример 2).
Пример 2
Следующие испытания были проведены для иллюстрации влияния комбинации прослойка/сердечник на механические свойства, свойства формуемости перед пайкой твердым припоем и свойства после пайки твердым припоем, такие как растекание плакировки 4ххх для пайки твердым припоем, локальная эрозия сплава сердечника и стойкость к коррозии. Подробности о свойствах материалов перед и после пайки твердым припоем приведены в таблицах 4-7. Цикл пайки твердым припоем включал температуры металла свыше 590°С в течение 5 минут при пиковой температуре 600°С. Формуемость оценивалась с использованием испытания на штампуемость (выдавливанием) по Олсену ASTM Е-643, а графики пределов формуемости (FLD) показаны на фиг.3 и 4. Следует отметить, что в двух случаях (образцы Р и U) сплавы подвергались отжигу до О-отпуска с использованием двух различных способов отжига - отжиг обычного типа и отжиг с быстрым нагревом (обозначенный как "FA"). Отжиг с быстрым нагревом (т.е. с быстрым нагревом через температуры рекристаллизации) приводит к более мелкому размеру зерен во всех слоях композитного сплава (сплавов плакировки 4ххх, прослойки и сердечника). Поэтому воздействие размера зерен необходимо отделять от химического состава. Графики пределов формуемости вычислялись и строились из измерений свойств растяжения образцов, взятых из материалов параллельно направлению проката, а также под углом 45° и 90° к направлению проката. Информация о трехслойных композитных сплавах приведена для сравнения, включая сравнение с двумя трехслойными композитами листа для испарителя с гомогенизированными сплавами сердечника, коммерчески используемыми в настоящее время, а также трехслойного композита с негомогенизированным сердечником. Были изготовлены пятислойные композиты с идентичным химическим составом и процентным содержанием плакировки с использованием маршрута обработки, с помощью которого один композит имел гомогенизированный сплав сердечника, а один композит имел негомогенизированный сплав сердечника. Гомогенизация сплава сердечника в сильной степени уменьшает плотность зоны дисперсоидов, и тем самым сравнение параметров коррозии иллюстрирует важность плотной зоны дисперсоидов как элемента, вносящего вклад в стойкость к коррозии. Полученная при испытаниях информация приведена в таблицах 4-6.
Из приведенных данных следует, что использование прослойки между плакировкой 4ххх для пайки твердым припоем и гомогенизированным сплавом сердечника явно содействует растекаемости плакировки (сравни образцы Р-U с Y). Композит Y является очень чувствительным к локальной эрозии сердечника во время пайки твердым припоем при низкой растекаемости плакировки. Поперечное сечение трубчатой решетки после пайки твердым припоем показано на фиг.5, где заметна эрозия сердечника. Сердечник без эрозии в противном случае занимал бы около 95% толщины листа. В противоположность этому, на фиг.6 показано, что стойкость к коррозии сильно улучшается при наличии прослойки и образовании непрерывной плотной зоны дисперсоидов внутри сердечника на границе раздела сердечник/прослойка, как показано на фиг.6. Можно видеть также, что растекаемость плакировки для пайки твердым припоем является аналогичной для пятислойных композитов U-Y (каждый из которых имеет негомогенизированный сплав сердечника) и трехслойных композитов (X и Z), где сплав сердечника был гомогенизирован.
Несколько выводов можно сделать из графиков пределов формуемости. Во-первых, мелкий размер зерен является явно важным для хорошей формуемости. Например, средний размер зерен сердечника должен быть меньше около 200 мкм×300 мкм×100 мкм в направлении, поперечном направлению проката, параллельном направлению проката и в направлении толщины листа соответственно. Во-вторых, повышенное содержание магния в целом понижает пределы формуемости, в частности, в режиме плоской деформации. Наконец, можно достичь аналогичных характеристик деформации для трехслойного материала с гомогенизированным сердечником (образец Z) и пятислойного материала с негомогенизированным сердечником даже при повышенном содержании магния при условии, что размер зерен достаточно мелкий. Это следует из сравнения графика пределов формуемости образца Z и U-FA. Следует отметить, что сплав U и АА явно повышают прочность при старении при значительном приросте пластической деформации и конечной прочности после старения. Из данных также следует, что стойкость к коррозии сильно улучшается в сплавах с тонкой прослойкой по сравнению с трехслойными сплавами, где сердечник был гомогенизирован или не гомогенизирован. На фиг.6 показано поперечное сечение образца Р, из которого ясно следует, что воздействие коррозии ограничивается анодной зоной на поверхности после 14 дней испытания SWAAT (морская вода - уксусная кислота), согласно ASTM G-85.
Наконец, следует отметить, что во всех образцах Р, Q, R, S, Т, U и АА имелись небольшие локальные зоны, где глубина эрозии превышала исходную толщину прослойки. Ни в одном из этих случаев это не приводило к значительной деградации зоны дисперсоидов в подстилающем сердечнике. Протяженность локальной эрозии сердечника в широком спектре приложенных напряжений оставалась одинаковой или лучше, чем величина локальной эрозии сердечника в обычных сплавах листов для пайки твердым припоем с гомогенизированным сплавом сердечника (и без прослоек). Это показано на фиг.7a-q, где изображено распространение локальной эрозии сердечника после пайки твердым припоем в сравнении между пятислойным листом для пайки твердым припоем с негомогенизированным сердечником (фиг.7j-7q) и аналогичным трехслойным сплавом с гомогенизированным сердечником (фиг.7а-7i) в зависимости от приложенного одноосевого напряжения от 0 до около 12-14%. Следует отметить, что глубина эрозии не превышает толщины прослойки в образцах с быстрым отжигом (P-FA или U-FA) даже при мелком размере зерен прослойки. Данные также показывают, что наилучшая комбинация стойкости к коррозии получена с помощью многослойных изделий, которые имеют негомогенизированный сердечник, который создает плотную зону содержащих марганец дисперсоидов на границе раздела сердечник/прослойка, с прослойками и сплавами сердечника, которые имеют повышенные уровни содержания Ti (образцы Р-U и АА по сравнению с образцами V-Z). Многослойные изделия с гомогенизированными сердечниками с высоким содержанием Ti и прослойками проявляют более высокую стойкость к коррозии, чем аналогичные гомогенизированные сердечники с высоким содержанием Ti без прослоек (образцы U и V по сравнению с образцом X), однако многослойные изделия с негомогенизированными сердечниками с высоким содержанием Ti и прослойками имеют более высокую стойкость к коррозии (образцы Р-U и АА по сравнению с образцами W и V).
(мкм)
Лист для пайки твердым припоем, согласно данному изобретению, является особенно пригодным для использования в качестве трубчатой решетки для теплообменника пластинчатого типа, хотя он, в частности, пригоден для любых применений, требующих высокой стойкости к коррозии и формуемости перед пайкой твердым припоем.


(57) Изобретение относится к листу для пайки твердым припоем с высоким сопротивлением коррозии и к способу изготовления таких изделий. Многослойный лист содержит сердечник, выполненный из сплава серии 3ххх, прослойку из алюминиевого сплава, расположенную на одной стороне сердечника, и плакировку из сплава серии 4ххх для пайки твердым припоем, расположенную на другой стороне прослойки. После пайки твердым припоем листа к детали в сердечнике образуется непрерывная плотная зона содержащих Mn дисперсоидов на границе раздела между сердечником и прослойкой в результате диффузии Si из плакировки в сердечник. Изготовление листа включает следующие технологические операции: (а) изготовление композита, содержащего сердечник из сплава 3ххх, плакировку для пайки твердым припоем из сплава 4ххх и расположенную между ними прослойку из алюминиевого сплава; (b) горячую прокатку композита при температуре ниже 525°С для металлургического соединения вместе компонентов композита; и (с) холодную прокатку композита до конечного калибра без подвергания тепловой обработке. Данное изобретение позволяет получить лист для любых применений, требующих высокой стойкости к коррозии и формуемости перед пайкой твердым припоем. 2 н. и 34 з.п. ф-лы, 7 ил., 7 табл.
(a) изготовление композита, содержащего сердечник из сплава 3ххх, плакировку для пайки твердым припоем из сплава 4ххх и расположенную между ними прослойку из алюминиевого сплава;
(b) горячую прокатку композита при температуре ниже 525°С для металлургического соединения вместе компонентов композита; и
(c) холодную прокатку композита до конечного калибра без подвергания тепловой обработке.
| Решетка для удаления загрязненийиз СТОчНыХ ВОд | 1979 |
|
SU823305A1 |
| Материал для изготовления паяныхКОНСТРуКций | 1978 |
|
SU806327A1 |
| Способ пайки алюминия и его сплавов | 1967 |
|
SU238326A1 |
| US 5350436 А, 27.09.1994 | |||
| US 6063510 А, 16.05.2000. | |||

