Область техники
Настоящее изобретение относится к листу для высокотемпературной пайки из алюминиевых сплавов с высокой прочностью и превосходными коррозионными характеристиками.
Предпосылки изобретения
Уменьшение толщины стенок из материалов трубок радиаторов предъявляет жесткие требования к механическим свойствам материалов, внутренним и внешним коррозионным характеристикам и совместимости между различными компонентами в радиаторе при подвергании операции высокотемпературной пайки близко к температуре плавления алюминия.
Предшествующие попытки были предприняты для повышения коррозионной стойкости листов для высокотемпературной пайки добавлением Zn и Mg к плакировке стороны охлаждающей жидкости или плакировке водной стороны. Уровень техники был сосредоточен на влиянии Mg на прочность, а Zn добавляли в больших количествах для обеспечения эффекта расходуемого (защитного) анода. Было найдено, что Zn в больших количествах нежелателен, поскольку в случае материалов более тонких трубок и в зависимости от операции высокотемпературной пайки Zn может диффундировать слишком глубоко в сердцевину, и вследствие этого коррозионная стойкость всего листа для высокотемпературной пайки будет ухудшаться, обусловливая преждевременную утечку и выход из строя конечного продукта.
US7387844 раскрывает лист для высокотемпературной пайки, имеющий материал расходуемой плакировки от 2 до 9 весовых % Zn, по меньшей мере одним компонентом, выбранным из группы, состоящей из от 0,3 до 1,8 весового % Mn и от 0,04 до 1,2 весового % Si, и по меньшей мере одним компонентом, выбранным из группы, состоящей из от 0,02 до 0,25 весового % Fe, от 0,01 до 0,30 весового % Cr, от 0,005 до 0,15 весового % Mg и от 0,001 до 0,15 весового % Cu. Этот материал плакировки не обеспечивает достаточной прочности и коррозионной стойкости для тонкостенного листа для высокотемпературной пайки. Задача настоящего изобретения состоит в создании более тонкого листа для высокотемпературной пайки из алюминиевых сплавов, который имеет повышенную прочность и хорошую коррозионную устойчивость на стороне своей внутренней поверхности, которая находится в контакте с охлаждающей жидкостью (например, водой), будучи используемым в качестве трубки или в качестве плиты коллектора, например, для теплообменников, таких как радиатор или нагреватель. Задачей изобретения также является создание материала тонкого листа для высокотемпературной пайки, который имеет хорошую обрабатываемость давлением и может быть использован в ситуациях, предусматривающих жесткие коррозионно-агрессивные среды одновременно с внутренней и внешней стороны, причем он значительно увеличивает срок службы, исключая преждевременную утечку и выход из строя с любой стороны.
Сущность изобретения
Настоящее изобретение относится к алюминиевому листу для высокотемпературной пайки, который включает в себя материал сердцевины и материал плакировки, сформированный на одной поверхности материала сердцевины, причем материал плакировки выполнен из алюминиевого сплава, состоящего из 0,2-2,0 вес.% Mg, предпочтительно 0,7-1,4 вес.% Mg, наиболее предпочтительно 0,8-1,3 вес.% Mg, от 0,5 до 1,5 вес.% Si, 1,0-2,0 вес.%, предпочтительно от 1,4 до 1,8 вес.% Mn, ≤0,1 вес.% Cu и ≤4 вес.% Zn, ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное приходится на Al и неизбежные примеси.
Подробное описание
Было найдено, что лист для высокотемпературной пайки, такой как раскрытый в US7387844 (как упомянуто выше), имеет содержание Mg, которое недостаточно для получения требуемой прочности и коррозионной стойкости. Также присутствие Cr, Cu и высокое содержание Zn делают материал непригодным в качестве плакировки водной стороны. Zn при высоких уровнях содержания будет снижать температуру плавления плакировки и потенциально может делать материал более хрупким, вызывая проблемы во время прокатки.
Лист для высокотемпературной пайки по настоящему изобретению включает в себя сердцевину из алюминиевого сплава, имеющую на одной поверхности плакировку, которая будет направлена в сторону охлаждающей жидкости теплообменника, изготовленного из этого листа для высокотемпературной пайки, и необязательно имеющую плакировку из припоя на другой своей поверхности. Плакировка стороны охлаждающей жидкости далее называется плакировкой водной стороны, причем эта плакировка представляет собой самый внешний слой листа для высокотемпературной пайки, находящийся в непосредственном контакте с охлаждающей жидкостью.
Материал плакировки водной стороны выполнен из алюминиевого сплава с меньшим коррозионным потенциалом, чем у материала сердцевины, и представляет собой самый внешний слой водной стороны листа для высокотемпературной пайки. Материал плакировки водной стороны выполнен из алюминиевого сплава, состоящего из от 0,2 до 2,0 вес.% Mg, от 0,5 до 1,5 вес.% Si, от 1,0 до 2,0 вес.%, предпочтительно 1,4-1,8% Mn, ≤0,7 вес.% Fe, ≤0,1 вес.% Cu и ≤4 вес.% Zn, ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное приходится на Al и неизбежные примеси.
Материал плакировки предпочтительно может быть выполнен из алюминиевого сплава, состоящего по существу из от 0,7 до 1,4 вес.% Mg, от 0,5 до 1,5 вес.% Si, от 1,4 до 1,8 вес.% Mn, ≤0,7 вес.% Fe, ≤0,1 вес.% Cu и ≤4 вес.% Zn,≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное приходится на Al и неизбежные примеси.
Материал плакировки водной стороны также может быть выполнен из алюминиевого сплава, состоящего по существу из от 0,8 до 1,3 вес.% Mg, от 0,5 до 1,5 вес.% Si, от 1,4 до 1,8 вес.% Mn, ≤0,7 вес.% Fe, ≤0,1 вес.% Cu и ≤4 вес.% Zn, ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное приходится на Al и неизбежные примеси. Материал плакировки может содержать ≤0,05-0,3 вес.% Zr.
Марганец (Mn) представляет собой элемент, который улучшает прочность материала плакировки водной стороны, а также устойчивость к эрозионной коррозии, например, будучи применяемым в качестве трубки в теплообменнике. Когда содержание Mn составляет менее 1,0 вес.%, достаточное для обусловленного дисперсными частицами упрочнения количество Mn не может быть получено, и число частиц для повышенной устойчивости к эрозионной коррозии будет слишком мало, и прочность не может быть обеспечена. Когда содержание Mn составляет более 2,0 вес.%, ухудшается обрабатываемость материала плакировки давлением и могут образовываться слишком крупные интерметаллические частицы, которые могли бы оказывать негативное влияние на усталостные свойства. При количестве Mn между 1,4 и 1,8 вес.% достигается желательное содержание мелких дисперсоидов (<0,5 мкм) и более крупных эвтектических частиц, что обеспечивает повышенную стойкость к эрозионной коррозии. Поэтому содержание Mn в материале плакировки водной стороны установлено в диапазоне 1,0-2,0, более предпочтительно от 1,4 до 1,8 вес.%.
Кремний (Si) повышает прочность материала плакировки водной стороны в результате реакции с Mn. Когда содержание Si составляет менее 0,5 вес.%, число образовавшихся дисперсоидов AlMnSi недостаточно и повышение прочности не является достаточным. Si также снижает температуру плавления плакировки и поэтому должен быть ограничен до 1,5 вес.%. Поэтому содержание Si в материале плакировки водной стороны установлено в диапазоне от 0,5 до 1,5%.
Когда содержание Si снижается, это оказывает такое влияние на коррозионный потенциал, что плакировка становится более «благородной», тем самым достигается более слабый эффект анодной защиты, что является нежелательным. Содержание Si в плакировке водной стороны также должно быть сбалансировано с содержанием Si в сердцевине для получения желательного эффекта анодной защиты. Когда содержание Mn является высоким (1,4-1,8%), в материале плакировки может понадобиться больше Si, поскольку некоторая часть Si теряется в результате диффузии в сердцевину и реагирует с Mn при образовании частиц AlMnSi.
Во время высокотемпературной пайки Si также диффундирует из плакировки водной стороны в сердцевину и образует дисперсоиды AlMnSi-фазы, так что коррозионные воздействия локализованы только в самом внешнем слое сердцевины.
Цинк (Zn) добавляют к материалу плакировки для того, чтобы сделать низким коррозионный потенциал материала плакировки. В том случае, когда содержание Cu в материале плакировки находится на уровне примесей, может быть достигнут достаточный эффект анодной защиты и коррозионная стойкость может сохраняться, даже если содержание Zn в материале плакировки является меньшим, чем 4 вес.%. Когда уменьшается толщина материала сердцевины или высока температура процесса высокотемпературной пайки или время нахождения при высокой температуре является длительным, Zn в плакировке водной стороны проявляет тенденцию к диффузии глубоко в сердцевину, что может вести к ухудшению коррозионных свойств листа для высокотемпературной пайки. Поэтому верхний предел содержания Zn был установлен на 4 вес.%, причем содержание Zn предпочтительно составляет ≤1,4 вес.%, более предпочтительно ≤1,1 вес.%, наиболее предпочтительно ≤0,4 вес.%.
Магний (Mg) добавляют к материалу плакировки для повышения прочности и для улучшения стойкости к коррозии и эрозии. Когда содержание Mg составляет менее 0,2 вес.%, влияние на коррозию и прочность являются недостаточными. Если содержание Mg превышает 2,0%, обрабатываемость во время прокатки становится затруднительной и снижается температура плавления. Если содержание Mg составляет между 0,7-1,4 вес.%, более предпочтительно 0,8-1,3%, удовлетворяются вышеуказанные критерии по прочности и обрабатываемости, а также улучшаются коррозионные свойства. Слой плакировки для защиты от коррозии с использованием 0,8-1,3 вес.% Mg придает оптимальные характеристики сплаву сердцевины. При содержании Mg ниже 0,8 вес.% устойчивость к точечной коррозии, особенно в более кислом испытательном растворе с OY-водой, снижается настолько, что становится менее выраженным благоприятное условие с неглубокой поверхностной коррозией. Содержание магния предпочтительно следует поддерживать на уровне 1,3 вес.% или ниже во избежание образования анодных частиц Al3Mg2 или Al8Mg5 на границах зерен при температурах эксплуатации выше 70°С, тем самым устраняя опасность межзеренной коррозии (IGC), которая является вредной для алюминия. Содержание магния выше 1,3 вес.% в сплаве плакировки может снижать обрабатываемость при горячей прокатке во время операции соединения сердцевины и сплава плакировки. Кроме того, при содержании магния выше 1,3 вес.% в сплаве плакировки возрастает деформационное упрочнение, так что на одной стороне лист плакировки мог бы изгибаться во время горячей прокатки вследствие неравномерного распределения напряжений по толщине листа. Для улучшения пригодности к переработке состав плакировки предпочтительно не содержит Ni.
Уровень содержания меди (Cu) в плакировке водной стороны необходимо устанавливать низким, поскольку она ухудшает стойкость к коррозии, так как повышает опасность точечной коррозии. Поэтому ее максимальное содержание устанавливают на уровне 0,1 вес.%, предпочтительно <0,04 вес.%.
Материал сердцевины листа для высокотемпературной пайки из алюминиевых сплавов содержит ≤0,1 вес.% Si, предпочтительно ≤0,06 вес.% Si, ≤0,35 вес.% Mg, от 1,0 до 2,0 вес.%, предпочтительно от 1,4 до 1,8 вес.% Mn, от 0,2 до 1,0, предпочтительно от 0,6 до 1,0 вес.% Cu, ≤0,7 вес.% Fe, и ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное составляют алюминий и неизбежные примеси.
Материал сердцевины предпочтительно содержит ≤0,1 вес.% Si, предпочтительно ≤0,06 вес.% Si, ≤0,35 вес.% Mg, от 1,4 до 1,8 вес.% Mn, от 0,6 до 1,0 вес.% Cu, ≤0,7 вес.% Fe, от 0,05 до 0,3 вес.% Zr, и ≤0,3 вес.% каждого из Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное составляют алюминий и неизбежные примеси. Предпочтительно материал сердцевины и материал плакировки оба не содержат Ni.
Mn в сердцевине повышает прочность как в твердом растворе, так и присутствуя в частицах. При содержании Mn в сердцевине по меньшей мере 1,0 вес.% может выделяться большое число частиц во время подогрева и последующей горячей прокатки и может быть получен значительный градиент потенциала между сердцевиной и плакировкой водной стороны вследствие большой разности содержания Mn в твердом растворе после высокотемпературной пайки. Термин «подогрев» относится к нагреванию слитка перед горячей прокаткой при температуре не выше 550°С. При содержании Mn выше 2,0 вес.% во время литья могут образовываться крупные эвтектические частицы, что является нежелательным при изготовлении более тонких трубок. Желательно содержание Mn на уровне 1,8 вес.% или меньше, поскольку образующиеся во время литья первичные частицы будут более мелкими. При содержании Mn между 1,4 и 1,8 вес.% достигается желательное содержание мелких дисперсоидов и более крупных эвтектических частиц.
Для дополнительного повышения прочности производят добавление 0,2-1,0 вес.% Cu, поскольку медь является упрочняющим агентом в алюминии, будучи в составе твердого раствора. Кроме того, ожидается заметный отклик старением при термической обработке или в ходе применения подвергнутого высокотемпературной пайке продукта. Однако Cu повышает чувствительность к образованию горячих трещин во время литья, снижает стойкость к коррозии и снижает температуру солидуса. Содержание меди на уровне 0,6-1,0 является предпочтительным в тех случаях, где требуются более высокие прочности.
Добавление циркония (Zr) вызывает увеличенное число очень мелких частиц, что является благоприятным для устойчивости к короблению. Оно также обеспечивает более крупные зерна после высокотемпературной пайки, что является благоприятным для коррозионных свойств. Для получения хорошей устойчивости к короблению и крупных зерен может быть предпочтительно добавлено 0,05-0,3 вес.% Zr в сердцевину и/или в сплав водной стороны.
Концентрация кремния в сердцевине должна составлять ≤0,1 вес.% Si, предпочтительно ≤0,06 вес.%. Это заставляет любое коррозионное воздействие протекать в боковом направлении, благодаря чему избегают точечной коррозии и коррозионное воздействие становится боковым. При концентрации выше 0,1 вес.% значительно затрудняется образование расходуемого слоя.
При изготовлении алюминиевого сплава для применения в листе для высокотемпературной пайки согласно настоящему изобретению невозможно избежать небольших количеств примесей. Эти примеси в настоящем изобретении не упоминаются и не принимаются во внимание, но в сумме никогда не превысят 0,15 вес.%. Во всех вариантах осуществления и примерах настоящего изобретения остальное составляет алюминий.
Лист для высокотемпературной пайки по настоящему изобретению обеспечивает высокую прочность и превосходные коррозионные характеристики как у плакировки водной стороны, так и на стороне плакировки припоем. Материал плакировки водной стороны особенно пригоден для нанесения на такой материал сердцевины в качестве коррозионно-защитного покрытия благодаря приспособленному коррозионному потенциалу между сердцевиной и плакировкой. Комбинация сплавов позволяет получать более тонкие трубчатые материалы с достаточными прочностью и коррозионными свойствами. Лист для высокотемпературной пайки преимущественно имеет толщину 300 мкм, более предпочтительно 200 мкм, а толщина плакировки водной стороны предпочтительно составляет ≤30 мкм, более предпочтительно менее 20 мкм.
Очень важным является тщательный выбор диапазонов состава по различным легирующим элементам в листе для высокотемпературной пайки. Поэтому настоящее изобретение представляет средство регулирования градиентов потенциала и коррозионных свойств листа для высокотемпературной пайки использованием тщательно продуманных содержаний Mg, Mn, Si, Cu, Zr и необязательно Zn. Этим путем можно свести к минимуму толщину плакировки водной стороны, в то время как высокая прочность и высокая стойкость к коррозии и эрозии сохраняются. Желательно получение хорошо сбалансированных улучшенных коррозионных характеристик, чтобы соответствовать условиям как внешней коррозионной ситуации вокруг транспортных средств, подвергаемых воздействию противообледенительных солей, так и ситуаций с низким качеством охлаждающих жидкостей с внутренней стороны, не полагаясь только на действие цинка в регулировании механизма коррозии расходуемого слоя плакировки водной стороны.
В пределах объема изобретения может быть использован любой алюминиевый сплав для высокотемпературной пайки 4ХХХ-серии. Таким образом, толщину плакировки припоем и тип плакировки припоем, используемые в примерах данного изобретения, следует интерпретировать только как примерные.
Как сердцевина, так и плакировка водной стороны имеют высокие содержания Mn с тем, чтобы обеспечить высокую прочность листа для высокотемпературной пайки. Тщательным регулированием разности содержания Si в двух материалах достигают градиента потенциала, в результате чего плакировка водной стороны становится расходуемой по отношению к сердцевине. Во время высокотемпературной пайки кремний (Si) в плакировке водной стороны поддерживает количество растворенного Mn низким в плакировке водной стороны путем стабилизации и, возможно, образования новых дисперсоидов альфа-AlMnSi, так что после высокотемпературной пайки будет иметь место различие в твердом растворе марганца (Mn) в сердцевине и в плакировке водной стороны. Низкое содержание Si в сердцевине позволяет создавать высокое содержание растворенного Mn, поскольку большинство мелких дисперсоидных частиц AlMn, образовавшихся во время обработки листа, будет растворяться во время высокотемпературной пайки. Этим обеспечивается формирование градиента потенциала-свойства, которое нечувствительно к циклу высокотемпературной пайки или толщине плакировки. Отношение Si в плакировке к Si в сердцевине преимущественно должно составлять по меньшей мере 5:1, предпочтительно по меньшей мере 10:1. Поэтому при тонком листе для высокотемпературной пайки и более тонких плакировках водной стороны содержание кремния на водной стороне предпочтительно должно быть 0,5 вес.% или более, чтобы обеспечить то, что имеется достаточно Si для поддержания высокого уровня дисперсоидов альфа-AlMnSi во время высокотемпературной пайки. При необходимости к плакировке водной стороны может быть добавлен Zn, чтобы дополнительно увеличить градиент потенциала и, если желательно, сделать плакировку водной стороны расходуемо корродирующей еще быстрее в поверхностном слое. Однако настоящее изобретение позволяет применять низкие уровни содержания цинка в расходуемом слое плакировки, уменьшая негативное влияния цинка, диффундирующего глубоко в сердцевину и тем самым ухудшающего общие коррозионные характеристики с наружной стороны. Такой продукт с пониженным содержанием цинка также является благоприятным для пригодности к повторной переработке изделий теплообменников, а также он обеспечивает возможность более гибкого производства различных типов теплообменников в одной и той же печи для высокотемпературной САВ-пайки (высокотемпературной пайки алюминия в контролируемой атмосфере). В сочетании с действием меди, поддерживаемой на очень низких уровнях в плакировке водной стороны, и при высоком содержании меди в сердцевине, это будет дополнительно усиливать разности коррозионных потенциалов и тем самым улучшать коррозионные характеристики наряду с действием кремния и марганца.
Когда в плакировку водной стороны добавляют Mg, повышается прочность плакировки, что способствует общей прочности листа для высокотемпературной пайки. Благодаря относительно высокой механической прочности полученной таким образом плакировки можно поддерживать на минимуме общую толщину листа для высокотемпературной пайки. В настоящем изобретении также было обнаружено, что Mg в плакировке водной стороны сокращает глубину язв точечной коррозии в коррозионно-агрессивных средах.
В некоторых вариантах применения может ухудшаться пригодность к высокотемпературной пайке, когда в системе присутствует Mg. Для иных геометрических форм, нежели круглые сварные трубки, таких как складчатые трубки, наличие Mg в плакировке водной стороны, возможно, могло бы оказать негативное влияние на пригодность к высокотемпературной пайке трубных соединений с В-образной формой.
Для достижения этого настоящее изобретение предусматривает действие множественных легирующих добавок, где важную роль играет содержание кремния в расходуемом слое, т.е. в плакировке водной стороны, и в сердцевине, и поэтому сбалансировано так, чтобы высокое содержание кремния в расходуемом слое плакировки водной стороны, в сочетании с очень низким содержанием кремния в сердцевине, приводило бы к разности коррозионных потенциалов после операции высокотемпературной пайки. Градиента потенциала главным образом достигают благодаря различиям в содержании растворенных Mn, Cu и, возможно, Zn (если присутствует) между плакировкой и сердцевиной. Содержания Si в сердцевине и плакировках были тщательно подобраны для достижения оптимальных характеристик. Содержание Si в сердцевине поддерживают как можно более низким во избежание образования содержащих альфа-AlMnSi дисперсоидов во время высокотемпературной пайки. В сочетании с действием меди, поддерживаемой на очень низких уровнях в плакировке водной стороны, и при высоком содержании меди в сердцевине это будет дополнительно усиливать разности коррозионных потенциалов и тем самым улучшать коррозионные характеристики наряду с действием кремния и марганца.
Кроме того, плакировка водной стороны имеет крупные зерна и большое число интерметаллических частиц, что придает ей стойкость к эрозии протекающей жидкостью. Это получают за счет высокого содержания Mn и технологического маршрута. Слиток сердцевины и слиток плакировки изготавливают в процессе, включающем подогрев после литья до не более чем 550°С. Эрозионные свойства являются важными для трубок, когда в системе присутствует протекающая жидкость, например, как в радиаторе или сердцевине подогревателя. Плакировку водной стороны по настоящему изобретению подбирают особенно точно, чтобы она была устойчивой к эрозии. Устойчивость к эрозии зависит от доли и распределения размеров частиц; для того чтобы материал противостоял эрозионному воздействию, благоприятны в контролируемом числе частицы, содержащие Al-Si-Fe-Mn. Сплав водной стороны по настоящему изобретению имеет приспособленную долю площади частиц. Доля площади в спаянном состоянии зависит от состава, процесса и цикла высокотемпературной пайки. Этого достигают способом получения AlMn-листов согласно настоящему изобретению, в котором сляб плакировки водной стороны под прокатку получают из расплава, который содержит (в весовых процентах) 0,5-1,5% Si, 1,0-2,0%, предпочтительно 1,4-1,8% Mn, 0,2-2,0% Mg, ≤0,1% Cu, ≤0,7% Fe, ≤1,4%, ≤4%, предпочтительно ≤1,4 вес.%, более предпочтительно ≤1,1 вес.%, наиболее предпочтительно ≤0,4 вес.% Zn, ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное составляют алюминий и неизбежные примеси. Все количества легирующих элементов далее приведены в весовых процентах. Сляб под прокатку перед горячей прокаткой подогревают при температуре подогрева менее 550°С для регулирования числа и размера дисперсоидных частиц (частиц, выделившихся из перенасыщенного твердого раствора), после чего подогретый сляб под прокатку подвергают горячей прокатке в горячую полосу до надлежащих размеров. Нормальное общее обжатие при горячей прокатке полосы водной стороны по толщине зависит от конечного размера и толщины плакировки водной стороны, но типично составляет >70%. Выходная толщина горячей полосы для плакировки водной стороны типично составляет в диапазоне от 25 до 100 мм. Ее приваривают к слябу сердцевины, который был получен из расплава, который содержит <0,1%, предпочтительно <0,06% Si, 1,0-2,0%, предпочтительно 1,4-1,8% Mn, ≤0,35% Mg, ≤0,2-1,0%, предпочтительно 0,6-1,0% Cu, ≤0,7% Fe, ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное составляют алюминий и неизбежные примеси. Сляб плакировки подогревают до температуры подогрева менее 550°С. Его подвергают горячей прокатке и далее холодной прокатке до конечной толщины. Рулон предпочтительно подвергают смягчающему отжигу при конечной толщине. Тогда материал плакировки водной стороны имеет после высокотемпературной пайки микроструктуру, включающую численную плотность имеющих эквивалентный диаметр в диапазоне 50-500 нм частиц в диапазоне между 0,5 и 20×105 частиц на мм2, предпочтительно между 1 и 12×105 частиц на мм2, наиболее предпочтительно между 2 и 9×105 частиц на мм2, и численную плотность имеющих эквивалентный диаметр в диапазоне >500 нм частиц в диапазоне между 1-20×103 частиц на мм2, предпочтительно между 7 и 15×103 частиц на мм2. Большинство из этих тонкодисперсных частиц создается во время подогрева перед горячей прокаткой. Типичные условия высокотемпературной пайки включают нагревание до температуры 580-630°С, например примерно 600°С, с продолжительностью выдержки 2-5 минут, типично около 3 минут. Описание того, как измеряют плотность частиц, приведено в Примере 2.
Лист для высокотемпературной пайки может иметь плакировку припоем Al-Si, нанесенную непосредственно на него на противоположную плакировке сторону, причем эта плакировка припоем содержит 5-13 вес.% Si. Когда сердцевина имеет плакировку припоем на стороне, противоположной плакировке водной стороны, низкое содержание кремния в сердцевине обеспечивает формирование расходуемого слоя и коррозия развивается только в боковом направлении также и на стороне плакировки припоем. Превосходная стойкость к коррозии этого материала сердцевины ранее была показана в ЕР1580286. Когда лист для высокотемпературной пайки включает плакировку припоем, промежуточный слой на стороне припоя листа для высокотемпературной пайки не требуется, что представляет собой преимущество по экономическим соображениям. Упрощается также повторная переработка материала, когда не применяют промежуточный слой с составом, отличающимся от состава сердцевины.
Защита от коррозии листа для высокотемпературной пайки, включающего плакировку припоем, является превосходной благодаря градиентам потенциала, созданным как на внутренней, так и на внешней сторонах. На внешней поверхности, обращенной к стороне воздуха, расходуемый анодный долговечный слой создают во время высокотемпературной пайки на подповерхностном уровне. Тонкодисперсные частицы в сердцевине, которые содержат Al, Mn и Si, выделяются вблизи поверхности плакировки припоем благодаря направленной внутрь диффузии Si из плакировки припоем. Этим снижается содержание Mn в твердом растворе в этой зоне сравнительно с сердцевиной. На более значительных глубинах сердцевины, где кремний не реагирует, большинство мелких дисперсоидных частиц AlMn растворяется во время операции высокотемпературной пайки и количество растворенного Mn возрастает. Это различие в количестве растворенного Mn между расходуемым анодным подповерхностным слоем после операции высокотемпературной пайки приводит к градиенту потенциала между внешней поверхностью и сердцевиной, обеспечивая превосходные коррозионные характеристики.
Кроме того, был оптимизирован процесс получения такого листа для высокотемпературной пайки с тем, чтобы добиться наилучших рабочих характеристик этого листа. Конечный профиль Mn, Cu и Si в твердом растворе, а значит, и его коррозионная защита после высокотемпературной пайки зависят от предыстории обработки листа.
Слиток листа для высокотемпературной пайки подогревают только <550°С перед горячей прокаткой. Этот технологический маршрут выбирают с тем, чтобы получить материал сердцевины с большим количеством Mn-содержащих дисперсоидов, которые достаточно малы для растворения во время высокотемпературной пайки и тем самым максимизируют количество Mn в твердом растворе. Также предпочтительно состояние Н24 по сравнению с состоянием Н14. Было найдено, что градиент потенциала с внешней стороны плакировки припоем является более резким, когда получают материал в состоянии Н24.
Поэтому состоянием сердцевины листа для высокотемпературной пайки из алюминиевых сплавов согласно изобретению предпочтительно является Н24, и при этом сляб сердцевины и сляб плакировки преимущественно изготавливают в процессе, включающем подогрев после литья до не более чем 550°С. Далее варианты осуществления настоящего изобретения будут описаны с помощью примера.
ПРИМЕРЫ
Пример 1
Образцы A-D листового материала изготовили с использованием сердцевины с составом, приведенным ниже в Таблице 1. Использовали горячекатаный материал указанного материала сердцевины, который был первоначально плакирован на 10% толщины плакировкой припоем АА4343 и на 10% толщины плакировкой водной стороны. Плакировку водной стороны удалили и заменили плакировками водной стороны из других сплавов согласно составам в Таблице 2. Образцы А и С представляют собой сравнительные примеры. Толщину пакета материалов дополнительно уменьшили холодной прокаткой в лабораторном стане до надлежащих размеров и подвергли его конечной термической обработке до состояния Н24.
Все образцы были подвергнуты модельной высокотемпературной пайке в САВ-печи периодического действия. Листы разместили парами с обращенными друг к другу плакировками водной стороны для минимизации испарения цинка. Использовали термический цикл, который включал повышение температуры от комнатной температуры до 600°С за 20 минут, выдержку при максимальной температуре в течение 3 минут и после этого охлаждение до 200°С по одной из двух различных методик охлаждения, смотри Таблицу 3. Атмосферой при охлаждении был воздух или азот (N2). Хотя скорость охлаждения является произвольной, желательно, чтобы скорость охлаждения была высокой. Различные комбинации материалов и методики высокотемпературной пайки приведены в Таблице 4. Как уже упоминалось, все образцы включают сердцевину, приведенную в Таблице 1, плакировку припоем АА4343 и плакировку водной стороны, приведенную в Таблице 2. Размер и толщины плакировок измеряли на полированных образцах с помощью световой оптической микроскопии.
Характеристики внутренней коррозии оценивали с использованием испытания в стакане. Из каждой комбинации материалов приготовили испытательные образцы с размерами 40×80 мм. Их обезжирили в обезжиривающей ванне с мягким щелочным средством (Candoclene). Оборотные стороны маскировали липкой лентой. Четыре испытательных образца погрузили в каждый стеклянный стакан, содержащий 400 мл раствора в OY-воде. Состав OY-воды представлял собой 195 ppm Cl-, 60 ppm SO4 2-, 1 ppm Cu2+ и 30 ppm Fe3+. Ее приготовили с использованием NaCl, Na2SO4, CuCl2 .2H2O и FeCl3 .6H2O в деминерализованной воде. Стакан поместили на горячую плитку с магнитной мешалкой, которая может регулироваться таймером. Температурный цикл настроили на 88°С в течение 8 часов и комнатную температуру в течение 16 часов. Перемешивание применяли только в течение 8-часовых периодов нагревания. Испытание выполняли в течение двухнедельного периода с использованием того же тестового раствора на всем протяжении. Анализировали дупликатные образцы каждой комбинации материалов. После испытания испытательные образцы погрузили в HNO3 на 10-15 минут и промыли деминерализованной водой. Анализ глубины язв точечной коррозии провели с использованием метода микроскопии согласно стандарту ISO 11463. Для более детального анализа типа коррозионного воздействия и глубины язвы точечной коррозии исследовали поперечные сечения в световом оптическом микроскопе. Подсчитали сквозные отверстия, если таковые присутствовали, но любые отверстия ближе 5 мм к кромкам игнорировали.
Таблица 5 показывает результаты испытания внутренней коррозии. Приведено число отверстий (общее на двух испытательных образцах). Не было найдено никаких отверстий.
Таблица 6 показывает глубину язв точечной коррозии образцов A1-D1 и A3-D3. Образцы В1, В2, D1 и D2 находятся в пределах объема данного изобретения, а А1, А2 и С1 представляют собой сравнительные образцы.
Как можно видеть в Таблице 6, образцы В1 и В2 имеют меньшие язвы точечной коррозии, чем А1 и А2. Образцы D1 и D2 имеют меньшие язвы точечной коррозии, чем С1. Ясно, что добавление магния к плакировке водной стороны уменьшает глубину язв. Это также показано в поперечных сечениях на Фигурах 1 и 2, которые показывают материалы С1 и D1 после испытания внутренней коррозии. Градиент потенциала между плакировкой водной стороны и сердцевиной по данному изобретению является достаточным для того, чтобы материалы А и С противостояли образованию сквозных отверстий в испытании внутренней коррозии. Однако коррозионная устойчивость гораздо более усиливается при добавлении Mg к плакировке водной стороны. Комбинация прочной сердцевины и плакировки водной стороны, которая повышала характеристики устойчивости к точечной коррозии, обеспечивает материалы с более тонкими размерами.
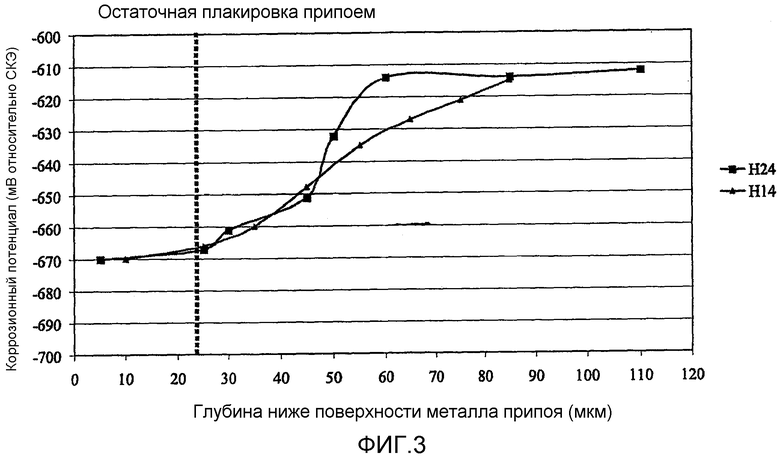
Профили коррозионных потенциалов были измерены на материале как в состоянии Н24, так и в состоянии Н14, со стороны плакировки припоем, после высокотемпературной САВ-пайки, как указано выше. Измерения коррозионных потенциалов проводили на 6-8 глубинах, начиная от внешней поверхности остаточной плакировки припоем и последовательно вглубь сердцевины. Образцы протравили горячим раствором NaOH до разных глубин (оборотную сторону маскировали липкой лентой). После травления образцы очистили в концентрированной HNO3 и промыли деминерализованной водой и этанолом. Толщину каждого образца измеряли микрометром до и после травления для определения глубины.
Испытательные образцы маскировали с использованием липкой ленты на оборотной стороне, а кромки покрыли лаком для ногтей. Активная площадь после маскирования составляла ~20×30 мм. Электрохимические измерения проводили с использованием регистратора хода процесса Solartron IMP. В качестве электрода сравнения использовали стандартный каломельный электрод (СКЭ). Образцы погружали в раствор электролита SWAAT (искусственной морской воды) (стандарт ASTM D1141, без тяжелых металлов, с рН 2,95). При начале измерений добавили 10 мл Н2О2 на литр раствора электролита. Отслеживали потенциал разомкнутой цепи (OCP) как функцию глубины травления образцов перед измерением.
Профили коррозионного потенциала показаны на Фигуре 3. Можно видеть, что материал с состоянием Н24 дает более крутой профиль коррозионного потенциала, чем материал с состоянием Н14.
Пример 2
Еще одним аспектом настоящего изобретения является распределение площади частиц. Для анализа использовали материал с составом сердцевины согласно Таблице 1 и плакировкой Е водной стороны из Таблицы 7. Содержание Mg не склонно влиять на плотность частиц в значительной степени. Слиток плакировки водной стороны подогревали при температуре между 450 и 550°С и подвергли сляб горячей прокатке с общим обжатием 90%. Сляб водной стороны наварили на слиток сердцевины; на противоположную сторону наварили сляб плакировки припоем АА4343. Этот пакет при температуре <550°С подвергали горячей прокатке с общим обжатием 99% до 3,9 мм. Сляб дополнительно обжимали до конечного размера 0,270 мм холодной прокаткой. Рулон подвергли смягчающему отжигу до состояния Н24.
Материал из вышеописанного рулона подвергли модельной высокотемпературной пайке в САВ-печи периодического действия. Использовали два термических цикла: один включал повышение температуры от комнатной температуры до 610°С за 20 мин, с последующей выдержкой в течение 3 минут при максимальной температуре. Второй термический цикл использовали подобным предыдущему, но с максимальной температурой 585°С. Охлаждение проводили в инертной атмосфере со скоростью ~0,50°С/с.
Для измерения плотности частиц в материале вырезали сечения в продольной, ND-RD (нормальное направление-направление прокатки), плоскости полосы. Сечения механически отполировали с использованием суспензии Struers OP-S, содержащей коллоидный оксид кремния с размером частиц 0,04 мкм, на последней стадии приготовления. Площадь, занимаемую частицами в поперечных сечениях, измерили в приборе FEG-SEM, Philips XL30S, с использованием системы анализа изображений от фирмы Oxford Instruments, IMQuant/X.
Изображения для измерений регистрировали в режиме обратного рассеяния с использованием детектора «в линзе» в микроскопе. Для сведения к минимуму информационной глубины и для получения хорошего пространственного разрешения в изображении с обратным рассеянием использовали низкое ускоряющее напряжение, 3 кВ. Для детектирования частиц применяли общий пороговый уровень серого тона. Для получения результата, который является показательным в отношении числа и распределения частиц в образце, рамки измеренного изображения распространили на все поперечное сечение. Измерение проводили в две стадии. Первую выполняли на более мелких дисперсоидах (частицах с эквивалентным диаметром <500 нм). Измерили более 1000 дисперсоидов. Измерили площадь, А, каждой частицы и рассчитали эквивалентный диаметр как √(4А/π). Второе измерение проводили на составляющих частицах (частицах с эквивалентным диаметром >500 нм). Измерение выполняли на поле изображения, покрывающем около 80% толщины плакировки. Проанализировали 100 таких полей изображения.
Образец после высокотемпературной пайки при 610°С в течение 2 минут имел численную плотность дисперсоидов в пределах диапазона размеров 50-500 нм на уровне 3,9×105 частиц на мм2. Образцы после высокотемпературной пайки имели численную плотность составляющих частиц в пределах диапазона размеров >500 нм на уровне 1,4×104 частиц на мм2. Образец после высокотемпературной пайки при 585°С в течение 2 минут имел численную плотность дисперсоидов в пределах диапазона размеров 50-500 нм на уровне 6,8×105 частиц на мм2. Образцы после высокотемпературной пайки имели численную плотность составляющих частиц в пределах диапазона размеров >500 нм на уровне 1×104 частиц на мм2.


Изобретение относится к листам из алюминиевых сплавов для высокотемпературной пайки, которые могут быть использованы для изготовления радиаторов. Лист состоит из сердцевины, выполненной из алюминиевого сплава, и материала плакировки, нанесенного на по меньшей мере одну сторону сердцевины и выполненного из алюминиевого сплава с более низким коррозионным потенциалом, чем у материала сердцевины, причем материал плакировки представляет собой самый внешний слой листа для высокотемпературной пайки и выполнен из алюминиевого сплава, содержащего, в мас.%: от 0,8 до 1,3 Mg, от 0,5 до 1,5 Si, от 1,0 до 2,0, предпочтительно 1,4-1,8 Mn, ≤0,7 Fe, ≤0,1 Cu, и ≤4 Zn, ≤0,3 каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное - Al и неизбежные примеси. Изобретение позволяет создавать тонкие листы из алюминиевых сплавов, имеющие высокую прочность, хорошую коррозионную стойкость и обрабатываемость давлением. 27 з.п. ф-лы, 3 ил., 7 табл., 2 пр.
1. Лист для высокотемпературной пайки из алюминиевых сплавов, включающий в себя материал сердцевины, выполненный из алюминиевого сплава, и материал плакировки, нанесенный на по меньшей мере одну сторону материала сердцевины и выполненный из алюминиевого сплава с более низким коррозионным потенциалом, чем у материала сердцевины, причем материал плакировки представляет собой самый внешний слой листа для высокотемпературной пайки, при этом материал плакировки выполнен из алюминиевого сплава, состоящего из от 0,8 до 1,3 вес.% Mg, от 0,5 до 1,5 вес.% Si, от 1,0 до 2,0 вес.%, предпочтительно 1,4-1,8 вес.% Mn, ≤0,7 вес.% Fe, ≤0,1 вес.% Cu и ≤4 вес.%, предпочтительно ≤1,4 вес.%, более предпочтительно ≤1,1 вес.%, наиболее предпочтительно ≤0,4 вес.% Zn, ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное приходится на Al и неизбежные примеси.
2. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 1, в котором материал плакировки выполнен из алюминиевого сплава, состоящего по существу из от 0,8 до 1,3 вес.% Mg, от 0,5 до 1,5 вес.% Si, от 1,4 до 1,8 вес.% Mn, ≤0,7 вес.% Fe, ≤0,1 вес.% Cu и ≤4 вес.%, предпочтительно ≤1,4 вес.%, более предпочтительно ≤1,1 вес.%, наиболее предпочтительно ≤0,4 вес.% Zn, ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное приходится на Al и неизбежные примеси.
3. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 1 или 2, в котором материал плакировки содержит 0,05-0,3 вес.% Zr.
4. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 1 или 2, в котором содержание меди в плакировке составляет <0,04 вес.%.
5. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 1 или 2, в котором материал сердцевины содержит ≤0,1 вес.% Si, предпочтительно ≤0,06 вес.% Si, ≤0,35 вес.% Mg, от 1,0 до 2,0 вес.%, предпочтительно от 1,4 до 1,8 вес.% Mn, от 0,2 до 1,0, предпочтительно от 0,6 до 1,0 вес.% Cu, ≤0,7 вес.% Fe, и ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное составляют алюминий и неизбежные примеси.
6. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 5, в котором материал сердцевины содержит ≤0,1 вес.% Si, предпочтительно ≤0,06 вес.% Si, ≤0,35 вес.% Mg, от 1,4 до 1,8 вес.% Mn, от 0,6 до 1,0 вес.% Cu, ≤0,7 вес.% Fe, от 0,05 до 0,3 вес.% Zr, и ≤0,3 вес.% каждого из Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное составляют алюминий и неизбежные примеси.
7. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 3, в котором материал сердцевины содержит ≤0,1 вес.% Si, предпочтительно ≤0,06 вес.% Si, ≤0,35 вес.% Mg, от 1,0 до 2,0 вес.%, предпочтительно от 1,4 до 1,8 вес.% Mn, от 0,2 до 1,0, предпочтительно от 0,6 до 1,0 вес.% Cu, ≤0,7 вес.% Fe, и ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное составляют алюминий и неизбежные примеси.
8. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 7, в котором материал сердцевины содержит ≤0,1 вес.% Si, предпочтительно ≤0,06 вес.% Si, ≤0,35 вес.% Mg, от 1,4 до 1,8 вес.% Mn, от 0,6 до 1,0 вес.% Cu, ≤0,7 вес.% Fe, от 0,05 до 0,3 вес.% Zr, и ≤0,3 вес.% каждого из Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное составляют алюминий и неизбежные примеси.
9. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 4, в котором материал сердцевины содержит ≤0,1 вес.% Si, предпочтительно ≤0,06 вес.% Si, ≤0,35 вес.% Mg, от 1,0 до 2,0 вес.%, предпочтительно от 1,4 до 1,8 вес.% Mn, от 0,2 до 1,0, предпочтительно от 0,6 до 1,0 вес.% Cu, ≤0,7 вес.% Fe, и ≤0,3 вес.% каждого из Zr, Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное составляют алюминий и неизбежные примеси.
10. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 9, в котором материал сердцевины содержит ≤0,1 вес.% Si, предпочтительно ≤0,06 вес.% Si, ≤0,35 вес.% Mg, от 1,4 до 1,8 вес.% Mn, от 0,6 до 1,0 вес.% Cu, ≤0,7 вес.% Fe, от 0,05 до 0,3 вес.% Zr, и ≤0,3 вес.% каждого из Ti, Ni, Hf, V, Cr, In, Sn, и ≤0,5 вес.% суммы Zr, Ti, Ni, Hf, V, Cr, In, Sn, а остальное составляют алюминий и неизбежные примеси.
11. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 1 или 2, в котором упомянутый материал плакировки представляет собой плакировку водной стороны, и при этом сердцевина имеет дополнительную плакировку припоем Al-Si, непосредственно нанесенную на нее на противоположную плакировке сторону, причем плакировка припоем содержит 5-13 вес.% Si.
12. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 11, характеризующийся тем, что отношение Si в плакировке водной стороны к Si в сердцевине составляет по меньшей мере 5:1, предпочтительно по меньшей мере 10:1.
13. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 5, в котором упомянутый материал плакировки представляет собой плакировку водной стороны, и при этом сердцевина имеет дополнительную плакировку припоем Al-Si, непосредственно нанесенную на нее на противоположную плакировке сторону, причем плакировка припоем содержит 5-13 вес.% Si.
14. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 13, характеризующийся тем, что отношение Si в плакировке водной стороны к Si в сердцевине составляет по меньшей мере 5:1, предпочтительно по меньшей мере 10:1.
15. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 1 или 2, в котором толщина листа для высокотемпературной пайки составляет менее 300 мкм, предпочтительно менее 200 мкм.
16. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 15, в котором толщина плакировки составляет ≤30 мкм, предпочтительно менее 20 мкм.
17. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 5, в котором толщина листа для высокотемпературной пайки составляет менее 300 мкм, предпочтительно менее 200 мкм.
18. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 17, в котором толщина плакировки составляет ≤30 мкм, предпочтительно менее 20 мкм.
19. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 1 или 2, в котором алюминиевый сплав сердцевины находится в состоянии Н24.
20. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 5, в котором алюминиевый сплав сердцевины находится в состоянии Н24.
21. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 1 или 2, характеризующийся тем, что он выполнен из сляба сердцевины и сляба плакировки, причем упомянутые сляб сердцевины и сляб плакировки изготовлены в процессе, включающем подогрев после литья до не более чем 550°С.
22. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 5, характеризующийся тем, что он выполнен из сляба сердцевины и сляба плакировки, причем упомянутые сляб сердцевины и сляб плакировки изготовлены в процессе, включающем подогрев после литья до не более чем 550°С.
23. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 1 или 2, характеризующийся тем, что материал плакировки имеет микроструктуру после высокотемпературной пайки, включающую численную плотность имеющих эквивалентный диаметр в диапазоне 50-500 нм частиц в диапазоне между 0,5 и 20×105 частиц на мм2, предпочтительно между 1 и 12×105 частиц на мм2, наиболее предпочтительно между 2 и 9×105 частиц на мм2, и численную плотность имеющих эквивалентный диаметр в диапазоне >500 нм частиц в диапазоне между 1-20×103 частиц на мм2, предпочтительно между 7 и 15×103 частиц на мм2.
24. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 5, характеризующийся тем, что материал плакировки имеет микроструктуру после высокотемпературной пайки, включающую численную плотность имеющих эквивалентный диаметр в диапазоне 50-500 нм частиц в диапазоне между 0,5 и 20×105 частиц на мм2, предпочтительно между 1 и 12×105 частиц на мм2, наиболее предпочтительно между 2 и 9×105 частиц на мм2, и численную плотность имеющих эквивалентный диаметр в диапазоне >500 нм частиц в диапазоне между 1-20×103 частиц на мм2, предпочтительно между 7 и 15×103 частиц на мм2.
25. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 11, характеризующийся тем, что материал плакировки имеет микроструктуру после высокотемпературной пайки, включающую численную плотность имеющих эквивалентный диаметр в диапазоне 50-500 нм частиц в диапазоне между 0,5 и 20×105 частиц на мм2, предпочтительно между 1 и 12×105 частиц на мм2, наиболее предпочтительно между 2 и 9×105 частиц на мм2, и численную плотность имеющих эквивалентный диаметр в диапазоне >500 нм частиц в диапазоне между 1-20×103 частиц на мм2, предпочтительно между 7 и 15×103 частиц на мм2.
26. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 12, характеризующийся тем, что материал плакировки имеет микроструктуру после высокотемпературной пайки, включающую численную плотность имеющих эквивалентный диаметр в диапазоне 50-500 нм частиц в диапазоне между 0,5 и 20×105 частиц на мм2, предпочтительно между 1 и 12×105 частиц на мм2, наиболее предпочтительно между 2 и 9×105 частиц на мм2, и численную плотность имеющих эквивалентный диаметр в диапазоне >500 нм частиц в диапазоне между 1-20×103 частиц на мм2, предпочтительно между 7 и 15×103 частиц на мм2.
27. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 13, характеризующийся тем, что материал плакировки имеет микроструктуру после высокотемпературной пайки, включающую численную плотность имеющих эквивалентный диаметр в диапазоне 50-500 нм частиц в диапазоне между 0,5 и 20×105 частиц на мм2, предпочтительно между 1 и 12×105 частиц на мм2, наиболее предпочтительно между 2 и 9×105 частиц на мм2, и численную плотность имеющих эквивалентный диаметр в диапазоне >500 нм частиц в диапазоне между 1-20×103 частиц на мм2, предпочтительно между 7 и 15×103 частиц на мм2.
28. Лист для высокотемпературной пайки из алюминиевых сплавов по п. 14, характеризующийся тем, что материал плакировки имеет микроструктуру после высокотемпературной пайки, включающую численную плотность имеющих эквивалентный диаметр в диапазоне 50-500 нм частиц в диапазоне между 0,5 и 20×105 частиц на мм2, предпочтительно между 1 и 12×105 частиц на мм2, наиболее предпочтительно между 2 и 9×105 частиц на мм2, и численную плотность имеющих эквивалентный диаметр в диапазоне >500 нм частиц в диапазоне между 1-20×103 частиц на мм2, предпочтительно между 7 и 15×103 частиц на мм2.
| US 20060134451 A1, 22.06.2006; . |

