[0001] Настоящее изобретение относится к способу изготовления многослойного материала («сэндвича»), предназначенного для высокотемпературной пайки (далее в описании для краткости называется просто пайкой), к способу изготовления паяного изделия и к применению паяного изделия. Настоящее изобретение также относится к многослойному материалу, полученному первым способом, и к паяному изделию, полученному вторым способом.
Предпосылки изобретения
[0002] Алюминий представляет собой материал, который часто используют для изготовления изделий пайкой. Алюминий можно легировать введением разнообразных легирующих элементов, таких как Mn, Mg, Ti, Si, и на прочность алюминиевого сплава влияют выделение частиц или легирующие материалы, образующие твердый раствор с алюминием.
[0003] Материалу для пайки указанного типа может быть придана высокая прочность после пайки путем его холодной обработки давлением перед пайкой, а именно, путем прокатки или растяжения при температуре ниже 200°C, что увеличивает прочность, и это следует осуществлять таким образом, чтобы он не терял увеличение прочности при пайке. Это означает, что в материале должна быть полностью предотвращена перекристаллизация во время термической обработки, которая сопровождает пайку. Кроме того, такому материалу можно придавать высокое сопротивление усталости и ползучести для использования при высокой температуре, составляющей до 300°C включительно. Эта высокая прочность при высокой температуре создается как снижением движущей силы перекристаллизации путем выбора достаточно низкой степени деформации во время холодной обработки давлением, так и увеличением замедляющей силы путем создания достаточно большого количества частиц на единицу объема.
[0004] На материал для пайки можно наносить слой припоя из сплава с высоким содержанием кремния. В процессе пайки такой материал приводят в контакт с другой деталью и нагревают в печи для пайки. Высокое содержание кремния в слое припоя заставляет слой припоя плавиться при более низкой температуре, чем нижележащий сердцевинный слой, растекаться вследствие капиллярных сил и различий поверхностного натяжения и образовывать паяные швы с другой деталью.
[0005] Другой вариант материала для пайки не содержит какого-либо слоя припоя, но его припаивают к материалу с таким слоем. Например, такой материал можно использовать в так называемых оребрении или ребрах в теплообменниках, таких как автомобильные радиаторы, которые согнуты из тонкого алюминиевого листа. При изготовлении теплообменника ребра накладывают на плакированные припоем трубки и затем нагревают в печи для пайки, в результате чего слой припоя на трубке плавится, растекается вследствие капиллярных сил и разностей поверхностного натяжения и образует паяные соединения между ребрами и трубкой.
[0006] Основная функция ребер в газожидкостном теплообменнике, таком как автомобильный радиатор, заключается в том, чтобы проводить тепло от жидкости в трубке к газу. Ребра часто выполняют дополнительные функции. Пайку осуществляют при очень высокой температуре, так что материал может получить деформацию ползучести только за счет механического напряжения, вызванного его собственным весом. Ребра не должны становиться настолько мягкими, чтобы они сминались, а должны способствовать сохранению формы теплообменника. Соответствующая способность ребер, так называемое «сопротивление прогибу», измеряют, закрепляя полоски определенной длины, такой как 50 мм, горизонтально за один конец в печи, которую нагревают до 600°C. Прогиб незакрепленного конца измеряют после охлаждения печи. Также важна способность теплообменника выдерживать высокое давление, которое может возникать в трубке во время работы, и эту способность обеспечивают ребра, выдерживающие это высокое давление. Если ребра имеют хорошую прочность также и при высокой температуре, трубка может быть тоньше, что означает меньшую массу теплообменника.
[0007] Если материал спаиваемых деталей не перекристаллизуется при нагревании до температуры пайки перед достижением температуры плавления припоя, кремний из припоя проникает в подвергаемый пайке материал. В тонком листе, таком как ребра, это связано с риском плавления и сминания или, альтернативно, образования неполных или неудовлетворительных паяных швов с крупными порами. Проникновение кремния происходит за счет диффузии, плавления внешнего слоя или так называемой «жидкопленочной миграции» (см., например, A. Wittebrod, S. Desikan, R. Boom, L. Katgerman, Materials Science Forum (Форум по материаловедению), 2006 г., т.519-521, с. 1151-1156).
[0008] Таким образом, указанный выше материал для пайки, который не перекристаллизуется во время пайки, должен иметь барьерный слой. Подходящее название материала, состоящего из нескольких слоев, многослойный материал («сэндвич»). Функция барьерного слоя заключается в том, чтобы уменьшать проникновение кремния из материала припоя в нижележащий материал сердцевины во время пайки и тем самым обеспечивать образование хороших паяных соединений, так чтобы материал сердцевины не начинал плавиться. Проникновение кремния происходит особенно легко на межзеренных границах. Поэтому в барьерном слое необходимо образование крупных зерен, чтобы было мало межзеренных границ.
[0009] Одна проблема обычного высокопрочного материала для пайки, такого как материал с высоким содержанием марганца, заключается в том, что его коррозионные свойства являются далеко не лучшими. Интерметаллические частицы с железом, марганцем и алюминием являются более благородными, чем окружающая алюминиевая матрица, что приводит к точечной коррозии во влажных условиях. Технически чистый алюминий, содержащий только железо и кремний в качестве легирующих материалов и также имеющий низкое содержание железа, обладает значительно лучшими свойствами в данном отношении. Поэтому барьерный слой и сердцевинный слой можно преднамеренно составлять таким образом, чтобы многослойный материал имел хорошие коррозионные свойства.
[0010] Если трубки в воздушно-водяных теплообменниках подвергаются коррозии, они будут протекать, что необходимо предотвращать. Поэтому в сплав ребер часто вводят цинк с тем, чтобы они имели более низкий электрический потенциал по отношению к трубке и обеспечивали так называемую катодную защиту. Разумеется, это приводит к большей общей коррозии на ребрах. Но это может оказаться приемлемым, принимая во внимание то, что не должна происходить межзеренная коррозия и точечная коррозия, которая приводит к ускоренному растворению ребер. Один способ дополнительного улучшения коррозионных свойств заключается в увеличении электрохимического потенциала сердцевинного слоя. Это можно осуществить, например, используя медь, марганец или какой-то другой легирующий материал, который увеличивает электрохимический потенциал в твердом растворе и который переводится в твердый раствор в процессе пайки.
[0011] Одна проблема известных типов материала для пайки заключается в том, что они не обладают достаточной усталостной прочностью и сопротивлением ползучести при высоких температурах. Если во время испытания устанавливают высокую температуру, свыше 200°C, и материал подвергается воздействию высокого напряжения, то срок службы вследствие усталостного напряжения при таком сопротивлении ползучести материала будет также ограничен. Поскольку интерметаллические выделения вносят значительный вклад в прочность при высоких температурах, важно, чтобы они были устойчивыми и не растворялись чрезмерно быстро с течением времени. Это особенно важно для материала сердцевины, который не перекристаллизуется, поскольку выделения замедляют ход перекристаллизации.
[0012] Двумя примерами изделий, которым требуется улучшение усталостной прочности и сопротивления ползучести при температурах свыше 150°C и вплоть до 300°C, являются промежуточные охладители и охладители отработавших газов для рециркулирования в автомобильных двигателях. Эти изделия обычно изготавливают пайкой многослойного материала. Повышенные требования к автомобильным двигателям в отношении уменьшенных выбросов загрязняющих газов и повышенного коэффициента полезного действия означает, что данные охладители подвергаются воздействию постоянно возрастающих рабочих температур и давлений газа. Это вызывает проблему, поскольку существующий многослойный материал не удовлетворяет таким требованиям прочности. Обычные автомобильные радиаторы, которые не достигают рабочей температуры более 100°C, сегодня изготавливают из относительно толстых материалов по соображениям прочности. Увеличение массы приводит к высокому расходу топлива. Большое количество материала, используемого в радиаторах, также делает дорогостоящим их изготовление. Несмотря даже на то, что ребра являются тонкими по сравнению с трубками и другими деталями автомобильного радиатора, они все же составляют значительную часть массы радиатора, возможно 40%, и, таким образом, для них очень важно наличие хорошей прочности при рабочей температуре с тем, чтобы можно было уменьшить их толщину.
[0013] Вышеуказанная проблема была решена для трубок и концевых пластин теплообменников способом, описанным в WO 2009/128766. В этом способе сердцевинный слой имеет такой состав, что он не перекристаллизуется во время пайки. Чтобы предотвратить проникновение кремния из припоя в сердцевинный слой, путем прокатки наносят барьерный слой, состоящий из алюминиевого сплава, который перекристаллизуется в крупные зерна во время пайки. Одна проблема заключается в том, что может оказаться затруднительным вызвать сцепление барьерного слоя с сердцевинным слоем во время горячей прокатки, если между сердцевинным слоем и барьерным слоем существует большое различие в сопротивлении деформированию и если барьерный слой является очень толстым. Безоксидная алюминиевая поверхность очень быстро покрывается оксидом, когда она вступает в контакт с воздухом. Чтобы обеспечить сцепление, как на сердцевинном слое, так и на барьерном слое должна быть создана металлическая поверхность без оксида, в результате чего получится контакт одного металла с другим. Это достигается за счет увеличения поверхности путем прокатки, если деформируются оба слоя. Например, если сердцевинный слой намного тверже, чем барьерный слой, то сердцевинный слой не будет деформироваться.
[0014] В процессе изготовления плиты барьерного слоя помешают на одну или обе стороны слитка из сплава сердцевины. Для получения хорошей производительности в процессе промышленной прокатки суммарная толщина этого многослойного пакета составляет 60 см. Затем необходимо начинать прокатку с относительно малых обжатий в каждом проходе прокатки. Поскольку отношение диаметра рабочих валков к толщине многослойного пакета мало, это означает, что основное уменьшение толщины и, следовательно, увеличение поверхности происходит вблизи поверхностей многослойного пакета. Если барьерный слой является толстым, увеличение поверхности в граничном слое между барьерным слоем и слитком сердцевины мало, и трудно обеспечить взаимное сцепление слоев. Еще более значительная проблема заключается в том, что основное уменьшение толщины происходит на поверхности, поэтому барьерный слой удлиняется больше, чем сердцевинный слой. В результате барьерный слой выдавливается спереди и сзади сердцевинного слоя. Затем эти выступающие части необходимо срезать, что снижает эффективность процесса. Кроме того, барьерный слой выдавливается по краям за пределы сердцевинного слоя, что означает переменную толщину барьерного слоя по ширине готового листа. Следовательно, края катаного листа необходимо обрезать и отбраковывать, поскольку на них толщина барьерного слоя является чрезмерно малой. Это дополнительно снижает производительность процесса. Разумеется, если барьерный слой мягче, чем сердцевинный слой, что часто имеет место, проблема плохой производительности дополнительно усиливается. Эта проблема становится еще более серьезной для очень тонких листов, таких как в ребра теплообменников, толщина которых часто составляет меньше 0,1 мм и может составлять всего 0,05 мм. Это означает, что для того чтобы барьерный слой работал, что требует толщины по меньшей мере 0,007 мм, он будет составлять значительную часть общей толщины. Тогда окажется затруднительным при традиционном способе изготовления тонких листов для теплообменников - горячей прокатке - получить хорошую производительность, особенно если сердцевинный слой намного тверже, чем барьерный слой. Если толщина барьерного слоя составляет более чем 20% общей толщины, трудно вообще обеспечить взаимное сцепление слоев во время прокатки.
[0015] Материал становится твердым во время прокатки, в первую очередь, за счет содержания в нем множества твердых интерметаллических частиц. Элементы сплава в твердом растворе также увеличивают сопротивление деформированию. В многослойном материале сердцевинный слой должен содержать множество частиц с тем, чтобы не происходила перекристаллизация, в то время как барьерный слой должен содержать мало частиц, чтобы перекристаллизоваться в зерна крупного размера при относительно низкой температуре. Таким образом, различие твердости между слоями может быть большим, когда их прокатывают совместно, и этого необходимо избегать, чтобы получить хорошую производительность.
Сущность изобретения
[0016] Одна основная задача настоящего изобретения заключается в том, чтобы предложить многослойный материал для пайки, который можно изготавливать с высокой производительностью и который имеет высокую прочность как при низкой, так и при высокой температуре, особенно в отношении ползучести и усталости. Эта задача решается способом изготовления многослойного материала для пайки в соответствии с независимым пунктом 1 формулы изобретения. Варианты осуществления изобретения охарактеризованы зависимыми пунктами 2-9 формулы изобретения.
[0017] Следующая задача изобретения заключается в том, чтобы предложить многослойный материал, имеющий хорошие коррозионные свойства, помимо вышеупомянутой высокой прочности. Эта задача решается согласно изобретению тем, что электрохимический потенциал уменьшается к поверхности, и тем, что открытые наружу поверхности, так называемый барьерный слой, в паяном теплообменнике содержат мало интерметаллических частиц.
[0018] Изобретение также включает в себя способ изготовления многослойного материала для пайки, который обеспечивает высокую производительность в процессе прокатки и высокую прочность многослойного материала как при низкой, так и при высокой температуре. Это возможно за счет того, что может быть использован более тонкий материал, что означает экономию материала и, кроме того, в случае теплообменников для транспорных средств, снижение массы, а значит, и уменьшение расхода топлива.
[0019[ Следующая задача настоящего изобретения заключается в том, чтобы предложить паяное изделие, состоящее из многослойного материала, имеющего высокую прочность как при низкой, так и при высокой температуре. Эта задача решается способом изготовления паяного изделия по пункту 10 формулы изобретения. Варианты осуществления данного способа охарактеризованы зависимыми пунктами 11-14 формулы изобретения.
[0020] Изобретение также относится к применению паяного изделия, изготовленного согласно вышеупомянутому способу, при рабочих температурах свыше 150°C, предпочтительно свыше 200°C, а наиболее предпочтительно свыше 250°C.
[0021] Паяное изделие, изготовленное согласно описанному выше способу, можно также предпочтительно использовать при меньших рабочих температурах, например, до 100°C, при этом можно использовать более тонкий материал, чем обычный, чтобы сэкономить на стоимости или массе исходного материала и снизить расход топлива.
[0022] Изобретение предлагает многослойный материал для пайки, включающий сердцевинный слой из первого алюминиевого сплава и барьерный слой из второго алюминиевого сплава, причем барьерный слой и сердцевинный слой имеют практически одинаковое сопротивление деформированию перед совместной прокаткой, и этот многослойный материал может быть получен с помощью следующих стадий:
- обеспечение сердцевинного слоя из первого сплава, который содержит (в мас.%): 0,5-2,0%, предпочтительно 0,8-1,8%, наиболее предпочтительно 1,0-1,7% Mn, ≤ 0,2%, предпочтительно ≤ 0,1% Si, ≤ 0,3% Ti, ≤ 0,3%, предпочтительно ≤ 0,2% Cr, ≤ 0,3%, предпочтительно ≤ 0,2% Zr, ≤ 0,2%, предпочтительно ≤ 0,1% Cu, ≤ 3% Zn, ≤ 0,2% In, ≤ 0,1% Sn и ≤ 0,7%, предпочтительно ≤ 0,35%, (Fe+Ni), ≤ 1,0%, а для пайки в атмосфере инертного газа с флюсом ≤ 0,3%, наиболее предпочтительно ≤ 0,05% Mg, остальное - Al и ≤ 0,05% каждой из неизбежных примесей;
- обеспечение барьерного слоя из второго сплава, который содержит (в мас.%): ≤ 0,2% Mn+Cr, 1,6-5%, предпочтительно 2-4,5% Si, ≤ 0,3%, предпочтительно < 0,2% Ti, ≤ 0,2% Zr, ≤ 0,2%, предпочтительно ≤ 0,1% Cu, ≤ 3% Zn, ≤ 0,2% In, ≤ 0,1% Sn и ≤ 1,5%, предпочтительно ≤ 0,7%, наиболее предпочтительно 0,1-0,35% (Fe+Ni), ≤ 1,0%, а для пайки в атмосфере инертного газа с флюсом ≤ 0,3%, наиболее предпочтительно ≤ 0,05% Mg, остальное - Al и ≤ 0,05% каждой из неизбежных примесей;
- совместная прокатка слоев таким образом, чтобы они сцеплялись и образовали многослойный материал;
- термическая обработка многослойного материала при заданной температуре и в течение заданного времени таким образом, чтобы содержание Si выровнялось до 0,4-1% как в сердцевинном слое, так и в барьерном слое;
- прокатка многослойного материала до конечной толщины.
[0023] Сердцевинный слой имеет высокое содержание марганца, что означает, что он обладает высоким сопротивлением деформированию, но вследствие низкого содержания кремния в данном слое число дисперсоидов мало, и, таким образом, сопротивление деформированию при горячей прокатке ниже, чем в случае высокого содержания кремния. Барьерный слой имеет высокое содержание кремния, что означает, что его сопротивление деформированию выше, чем при низком содержании кремния, и сопротивление деформированию сердцевинного и барьерного слоев будет, таким образом, различаться в меньшей степени, что существенно увеличивает производительность и способствует сцеплению при совместной прокатке. Содержание магния в сердцевинном слое будет ниже, чем в барьерном слое, в результате чего дополнительно уменьшится различие в сопротивлении деформированию.
[0024] На первой стадии сердцевинный слой прокатывают вместе с барьерным слоем на одной стороне или обеих сторонах, получая многослойный материал. Это целесообразно осуществлять путем горячей прокатки. Многослойный материал можно затем подвергать холодной прокатке. Степень холодной прокатки определяется конечной толщиной многослойного материала и желательными свойствами материала. Целесообразно прокатывать многослойный материал до тех пор, пока его толщина не станет на 8-33% больше, чем конечная толщина, предпочтительно на 8-28% больше, чем конечная толщина, еще лучше на 8-16% больше, чем конечная толщина, для наилучших результатов.
[0025] Многослойный материал затем подвергают термической обработке при температурах от 350°C до 500°C и в течение достаточного времени, чтобы он перекристаллизовался и кремний из барьерного слоя диффундировал в сердцевинный слой. Эта термическая обработка называется далее термином «промежуточный отжиг». Марганец в сердцевинном слое выделяется в высокой степени в виде мелких ингибирующих перекристаллизацию выделений Al-Si-Mn, так называемых дисперсоидов. Содержание кремния после промежуточного отжига должно находиться на уровне 0,4-1% как в сердцевинном слое, так и в барьерном слое. Продолжительность промежуточного отжига зависит от размеров материала и температуры промежуточного отжига и предпочтительно составляет от 1 до 24 часов. Путем сохранения содержания кремния ниже 1% предотвращается плавление слоя, а минимальное содержание 0,4% означает, что, благодаря образованию дисперсоидов, сердцевинный слой не перекристаллизуется полностью во время пайки конечного материала, которую наиболее часто осуществляют при температуре 590-610°C. После вышеупомянутого промежуточного отжига многослойный материал обрабатывают давлением до его конечной толщины путем холодной прокатки. Степень конечной обработки давлением зависит от желательных свойств материала в конечном изделии и от того, насколько сильно многослойный материал был обработан на предшествующих стадиях. Целесообразно, холодную прокатку осуществляют со степенью обжатия, составляющей 8-33%, предпочтительно 8-28%, а наиболее предпочтительно 8-16%, от конечной толщины.
[0026] Поскольку сердцевинный слой перед прокаткой имеет низкое содержание кремния, а барьерный слой - высокое содержание кремния, различие в сопротивлении деформированию во время прокатки не столь велико, означая, что производительность прокатки будет хорошей. Когда после этого осуществляют промежуточный отжиг, в сердцевинном слое будет образовываться плотное количество дисперсоидов, давая желательный ингибирующий перекристаллизацию эффект во время пайки. Если кремний присутствует в высоком содержании в сердцевинном слое, то будет образовываться плотное количество дисперсоидов, давая высокое сопротивление деформированию. Ингибирующий перекристаллизацию эффект дисперсоидов можно все же получить, если дисперсоиды образуются позднее в процессе вышеупомянутого промежуточного отжига.
[0027] Барьерный слой перекристаллизуется, даже если этот слой является тонким, поскольку низкие содержания марганца, циркония и хрома означают, что в барьерном слое образуется намного меньше дисперсоидов. Желательный размер крупных зерен в барьерном слое достигается путем поддержания содержаний железа и никеля на низком уровне. Такой материал является особенно подходящим для пайки к поверхности, которая покрыта припоем. Таким образом, целесообразно, отсутствует другой слой любого рода на той стороне барьерного слоя, которая обращена от сердцевинного слоя.
[0028] Поскольку сопротивление деформированию сердцевинного и барьерного слоев значительно не различается, производительность прокатки является очень хорошей. Вышеуказанный многослойный материал обеспечивает ряд преимуществ после вышеупомянутых прокатки и промежуточного отжига; барьерный слой перекристаллизуется в зерна крупного размера при нагревании до температуры пайки, при этом диффузия кремния из припоя в сердцевину существенно уменьшается. Тщательно подобранные составы сплавов в сердцевинном слое и барьерном слое помогают придать многослойному материалу хорошие свойства прочности при высоких температурах после пайки посредством противодействия перекристаллизации сердцевинного слоя. Поэтому материал обладает высокой усталостной прочностью и хорошим сопротивлением ползучести при температурах вплоть до 300°C. После пайки многослойный материал имеет очень хорошие паяные швы.
[0029] Многослойный материал может состоять из сердцевинного слоя из первого алюминиевого сплава и барьерного слоя из второго алюминиевого сплава, который расположен на одной стороне сердцевинного слоя.
[0030] Многослойный материал может состоять из сердцевинного слоя из первого алюминиевого сплава и двух барьерных слоев из второго алюминиевого сплава, расположенных на каждой стороне материала сердцевины.
[0031] Целесообразно, барьерный слой составляет наиболее внешний слой многослойного материала на той стороне многослойного материала, которая должна быть припаяна к другой детали. Такой материал является очень подходящим в виде тонкого листа для использования в качестве ребер в теплообменниках.
[0032] Целесообразно, барьерный слой после нагревания до температуры пайки имеет перекристаллизованную структуру с параллельным поверхности прокатки размером зерен более 50 мкм, что сводит к минимуму проникновение кремния из припоя в сердцевину, что, в свою очередь, способствует более прочному паяному шву.
[0033] Сердцевинный слой может иметь неперекристаллизованную или частично перекристаллизованную структуру после пайки. Эта структура сердцевинного слоя является существенной для придания высокой прочности многослойному материалу.
[0034] Целесообразно, многослойный материал после пайки имеет усталостную прочность, составляющую более чем 35 МПа при 1 миллионе циклов нагружения с растягивающей нагрузкой R=0,1 при 300°C.
[0035] Целесообразно, многослойный материал удовлетворяет следующим условиям: 0,4%≤Cs∙x/100+Ck∙(100-x)/100≤1,0%, где Ck представляет собой процентное содержание кремния в сердцевинном слое перед прокаткой, Cs представляет собой процентное содержание кремния в барьерном слое перед прокаткой, а x представляет собой толщину барьерного слоя (или суммарную толщину барьерных слоев в случае двух барьерных слоев) в % от суммарной толщины многослойного материала после прокатки. Если эти условия соблюдаются, будет достигаться желательный ингибирующий перекристаллизацию эффект в сердцевинном слое и предотвращаться плавление этого слоя во время пайки.
[0036] Изобретение относится к способу изготовления многослойного материала для пайки, включающему стадии:
- обеспечение сердцевинного слоя из первого сплава, который содержит (в мас.%): 0,5-2,0%, предпочтительно 0,8-1,8%, наиболее предпочтительно 1,0-1,7% Mn, ≤0,2% предпочтительно ≤0,1% Si, ≤0,3% Ti, ≤0,3%, предпочтительно ≤0,2% Cr, ≤0,3%, предпочтительно ≤0,2% Zr, ≤0,2%, предпочтительно ≤0,1% Cu, ≤3% Zn, ≤0,2% In, ≤0,1% Sn и ≤0,7%, предпочтительно ≤0,35%, (Fe+Ni), ≤1,0%, а для пайки в атмосфере инертного газа с флюсом ≤0,3%, наиболее предпочтительно ≤0,05% Mg, остальное - Al и ≤0,05% каждой из неизбежных примесей;
- обеспечение барьерного слоя, состоящего из второго сплава, который содержит (в мас.%): ≤0,2% Mn+Cr, 1,6-5%, предпочтительно 2-4,5% Si, ≤0,3%, предпочтительно < 0,2% Ti, ≤0,2% Zr, ≤0,2%, предпочтительно ≤ 0,1% Cu, ≤3% Zn, ≤0,2% In, ≤0,1% Sn и ≤1,5%, предпочтительно ≤0,7%, наиболее предпочтительно 0,1-0,35% (Fe+Ni), ≤1,0%, а для пайки в атмосфере инертного газа с флюсом ≤0,3%, наиболее предпочтительно ≤0,05% Mg, остальное - Al и ≤0,05% каждой из неизбежных примесей;
- совместная прокатка слоев таким образом, чтобы они сцепились и образовали многослойный материал;
- термическая обработка многослойного материала при заданной температуре и в течение заданного времени таким образом, чтобы содержание Si выровнялось до 0,4-1% как в сердцевинном слое, так и в барьерном слое;
- прокатка многослойного материала до конечной толщины.
[0037] Многослойный материал можно прокатывать в листы или плиты различной длины с низким отклонением по толщине по поверхности листа. Поскольку различие в сопротивлении деформированию между сердцевинным слоем и барьерным слоем является небольшим, данный способ, соответственно, обеспечивает безопасное и рациональное изготовление многослойного материала с высокой производительностью и высоким выходом.
[0038] Перед горячей прокаткой может быть расположен еще один слой из второго алюминиевого сплава на другой поверхности сердцевинного слоя таким образом, чтобы сердцевинный слой был окружен барьерным слоем с обеих сторон. Так изготавливают многослойный материал, который можно паять с обеих сторон.
[0039] На другой поверхности сердцевинного слоя могут быть расположены дополнительные слои из алюминиевого сплава, который обладает особыми свойствами защиты от коррозии, так чтобы сердцевинный слой был окружен барьерным слоем с одной стороны и защищающим от коррозии слоем с другой стороны.
[0040] Совместную прокатку слоев целесообразно осуществлять путем горячей прокатки при 350°C-500°C.
[0041] Затем многослойный материал подвергают холодной прокатке. Степень холодной прокатки выбирают, исходя из желательной конечной толщины и желательных свойств в конечном изделии. Целесообразно, многослойный материал прокатывают до тех пор, пока он не станет на 8-33% толще, чем конечная толщина, предпочтительнее на 8-28% толще, чем конечная толщина, особенно предпочтительно на 8-16% толще, чем конечная толщина, для наилучших результатов.
[0042] На следующей стадии прокатанный многослойный материал подвергают термической обработке при высокой температуре, 300°C-500°C. Температура составляет предпочтительно 350°C-500°C, а период времени, в течение которого нагревают материал, зависит от размеров материала и конкретной температуры. Целесообразно, материал нагревают в течение времени от 1 до 24 часов. Благодаря термической обработке, так называемому промежуточному отжигу, внутренняя структура многослойного материала изменяется таким образом, что весь слой оказывается перекристаллизованным, диффузия кремния из барьерного слоя в сердцевинный слой приводит к выделению марганца в виде многочисленных выделений Al-Mn-Si, и содержание кремния в барьерном слое уменьшается до 1% или ниже.
[0043] Наконец, многослойный материал претерпевает дополнительную холодную обработку давлением, обычно путем холодной прокатки, до конечной толщины. Степень конечной обработки давлением зависит от желательных свойств материала конечного изделия и от того, насколько сильно многослойный материал был обработан на предшествующих стадиях. Целесообразно, многослойный материал обрабатывают давлением до конечной толщины со степенью обжатия 8-33%, предпочтительнее 8-28%, наиболее предпочтительно 8-16%, от конечной толщины. Во время холодной обработки давлением внутренняя структура материала изменяется, и его прочность увеличивается. Это увеличение прочности частично сохраняется у материала в паяном теплообменнике, поскольку сердцевинный слой не перекристаллизуется полностью во время пайки. Это обусловлено тем, что движущая сила перекристаллизации является низкой за счет низкой степени обжатия при холодной обработке давлением после промежуточного отжига, и тем, что замедляющая перекристаллизацию сила является высокой вследствие многочисленных выделений Al-Mn-Si. Низкая степень обжатия при холодной обработке давлением также позволяет увеличиваться размеру зерен в барьерном слое, когда он перекристаллизуется при нагревании до температуры пайки. Это препятствует проникновению кремния из припоя и плавлению барьерного слоя и сердцевинного слоя.
[0044] Барьерный слой, толщина которого составляет 7 мкм или более, обеспечивает превосходное сопротивление проникновению кремния из материала припоя, если скорость нагревания во время пайки составляет по меньшей мере 25°C/мин.
[0045] Изобретение также относится к способу изготовления паяного изделия, включающего описанный выше многослойный материал, где барьерный слой имеет перекристаллизованную структуру с размером зерен с длиной, параллельной поверхности прокатки, которая составляет по меньшей мере 50 мкм. Перекристаллизованная, крупнозернистая структура в барьерном слое, созданная во время нагревания до температуры пайки, способствует меньшей диффузии кремния из припоя в сердцевину, что дает более прочный паяный шов и уменьшает риск частичного плавления барьерного и сердцевинного слоев многослойного материала во время пайки. Поскольку сердцевинный слой не перекристаллизуется всецело и содержит многочисленные выделения, получается паяное изделие, в котором многослойный материал вносит вклад в высокую прочность и очень хорошие свойства ползучести и усталости, особенно при высоких температурах вплоть до 300°C включительно. Многослойный материал в паяном изделии содержит сердцевинный слой с деформированной, неперекристаллизованной или частично перекристаллизованной структурой, причем многослойный материал имеет предел текучести Rp0,2 по меньшей мере 60 МПа при комнатной температуре. Многослойный материал в данном изделии имеет хорошую коррозионную стойкость, обусловленную тем, что многослойный материал имеет сердцевинный слой, который является более благородным, чем барьерный слой, и барьерный слой, который содержит мало интерметаллических частиц.
[0046] Паяное изделие подходящим образом является теплообменником.
[0047] Изобретение также относится к применению паяного изделия при рабочих температурах, достигающих свыше 150°C, или свыше 200°C, или свыше 250°C. Данное изделие является особенно подходящим для такого применения, поскольку оно обладает очень хорошими прочностными свойствами при высоких температурах.
[0048] Паяное изделие также является особенно подходящим в теплообменниках с рабочими температурами ниже 100°C, поскольку высокая прочность, которую материал имеет при этих температурах, означает, что материал в изделии может быть тоньше, что приводит к более дешевому изделию с меньшей массой. Меньшая масса является особенно выгодной в том случае, когда изделие используют в механических транспортных средствах, поскольку тогда сокращается расход топлива транспортным средством.
Подробное описание изобретения
[0049] Авторы изобретения обнаружили способ изготовления многослойного материала для тонкого листа для пайки теплообменников, который имеет очень высокую прочность по сравнению с существующими материалами, даже при высокой температуре, и очень хорошие коррозионные свойства, и может быть изготовлен с высокой производительностью и высоким выходом.
[0050] Поскольку барьерный слой в тонких листах, таких как листы ребер в теплообменниках, должен иметь толщину, составляющую по меньшей мере около 7 мкм, чтобы обеспечить желательную защитную функцию, и поэтому он составляет значительную часть толщины многослойного материала, проблема плохой производительности в процессе прокатки является особенно серьезной в данном случае. Но требуемая толщина зависит от температуры/продолжительности цикла во время пайки. Для продолжительного времени при высокой температуре требуется более толстый барьерный слой.
[0051] Эксперименты по прокатке слоев различной твердости показали, что производительность горячей прокатки значительно улучшается, если твердость слоев во время горячей прокатки в интервале температур 350-500°C не различается слишком сильно.
[0052] Сцепление между слоями во время горячей прокатки существенно облегчается, если максимальное сопротивление деформированию барьерного слоя во время горячей прокатки в интервале температур 350-500°C не отличается слишком сильно от максимального сопротивления деформированию материала сердцевины. Безоксидная алюминия поверхность очень быстро покрывается оксидом, когда она вступает в контакт с воздухом. Таким образом, чтобы добиться сцепления, во время прокатки должны быть созданы металлические поверхности без оксида как на сердцевинном слое, так и на барьерном слое с тем, чтобы добиться контакта металла с металлом между слоями во время прокатки. Если барьерный слой и сердцевинный слой имеют приблизительно одинаковое сопротивление деформированию, их поверхности будут растягиваться в примерно одинаковой степени во время прокатки. Это гарантирует контакт металлов между поверхностями в любое время и обеспечивает хорошее сцепление между ними.
[0053] Барьерный слой можно сделать твердым путем закалки на твердый раствор, если возможно использовать более высокие содержания легирующих материалов, таких как магний или медь, которые можно поддерживать в растворе. При определенных способах пайки, таких как пайка в инертном газе с флюсом, невозможно достижение хороших свойств пайки, если содержание магния является чрезмерно высоким. Высокое содержание меди невозможно использовать в листе ребра, который припаивают к трубкам, поскольку она дает высокий электрический потенциал, приводящий к усиленной коррозии трубок. Другой путь заключается во введении легирующих веществ, которые образуют частицы. Это менее предпочтительно, потому что барьерный слой предназначен для перекристаллизации в крупные зерна при нагреве до температуры пайки, прежде чем скорость диффузии кремния станет высокой, несмотря даже на то, что он является тонким, а движущая сила перекристаллизации низка.
[0054] Таким образом, одна проблема заключается в том, чтобы найти состав для барьерного слоя, который обеспечивает достаточно высокое сопротивление деформированию во время горячей прокатки и также приводит к материалу, который перекристаллизуется в зерна крупного размера при нагревании до температуры пайки. Эксперименты показали, что чем мельче размер зерен в барьерном слое и чем тоньше барьерный слой, тем труднее препятствовать проникновению кремния из припоя в материал сердцевины. Таким образом, выбор легирующих материалов в барьерном слое является весьма ограниченным, принимая во внимание мощности по производству проката и свойства перекристаллизации. Толщина, необходимая барьерному слою для перекристаллизации и обеспечения необходимой защиты от проникновения кремния, зависит от скорости нагревания во время пайки.
[0055] В настоящем изобретении содержание кремния в барьерном слое является высоким во время процесса прокатки, что создает многочисленные частицы и много кремния в растворе, которое придает высокое сопротивление деформированию. Содержание кремния в сплаве сердцевины является низким во время процесса прокатки, что дает меньше частиц и, таким образом, меньшее сопротивление деформированию. Барьерный слой должен перекристаллизоваться перед горячей прокаткой при нагревании до температуры пайки. Минимальную толщину барьерного слоя выбирают исходя из его желательной функции и скорости нагревания во время пайки. Высокая плотность частиц, требуемая в сердцевинном слое, чтобы он перекристаллизовался во время пайки, привносится во время вышеупомянутого промежуточного отжига перед конечной прокаткой. Во время этого отжига содержание кремния в барьерном слое уменьшается, что означает, что он не плавится во время пайки, а также что коррозионные свойства существенно улучшаются в том, что состав сплава становится более похожим на чистый алюминий.
[0056] В многослойном материале согласно изобретению сплав сердцевины после промежуточного отжига перед прокаткой до конечного размера содержит большое количество частиц на единицу объема, что создает большую замедляющую силу против перекристаллизации и очень высокое сопротивление усталости и ползучести при высокой температуре.
[0057] Как видно, важно точно выбирать легирующий материал и сбалансировать содержание легирующего материала в сердцевинном слое и барьерном слое таким образом, чтобы получить многослойный материал, который обладает хорошими прочностными свойствами при высоких температурах и может обрабатываться путем прокатки с высокой производительностью и хорошим выходом. Далее следует описание влияния отдельных легирующих элементов в многослойном материале.
[0058] Кремний вносит вклад в сопротивление деформированию, особенно при высоких скоростях деформации. Содержание кремния в сердцевинном слое перед промежуточным отжигом, который предназначен для выравнивания содержания кремния в сердцевинном и барьерном слоях, должно составлять ≤0,2, предпочтительно ≤ 0,1 мас.%. Содержание кремния в барьерном слое должно быть настолько высоким, чтобы придавать ему сопротивление деформированию во время горячей прокатки, равное сопротивлению деформированию в сердцевинном слое, и способствовать выделению марганца в многочисленные частицы в сердцевинном слое во время промежуточного отжига перед прокаткой до конечной толщины. Но содержание кремния не должно быть настолько высоким, чтобы сердцевинный слой и барьерный слой плавились во время пайки. Предпочтительно, содержание кремния в барьерном слое перед термической обработкой, предназначенной для выравнивания содержания кремния между сердцевинным и барьерным слоями, должно составлять 1,6-5,0 мас.%. Целесообразно, содержание кремния в барьерном слое составляет 2,0-4,5 мас.%.
[0059] Магний увеличивает прочность материала путем закалки на твердый раствор, если он присутствует в твердом растворе, или путем образования выделений Mg2Si при старении. Кроме того, магний увеличивает сопротивление деформированию во время прокатки при высокой температуре, что означает возможность его использования преимущественно в барьерном слое. Если его содержание является чрезмерно высоким, способность к пайке уменьшается за счет образования толстого слоя оксида магния на поверхности, и, кроме того, существует риск плавления материала при температуре пайки, что заставляет ограничивать содержание магния в сердцевинном слое до 1,0 мас.%. Во время пайки в инертном газе с флюсом магний реагирует с флюсом, что уменьшает способность к пайке. Способность к пайке уменьшается при увеличении содержания магния. Магний в сердцевинном слое диффундирует из него в барьерный слой при термической обработке и пайке. Содержание магния в сердцевинном слое поэтому ограничено до 0,3 мас.%, предпочтительно 0,05 мас.%, если материал предназначен для использования при пайке в инертном газе с флюсом.
[0060] В барьерном слое, по той же причине, что и в сердцевинном слое, содержание магния обычно ограничено до 1,0 мас.%. При наиболее распространенном в настоящее время способе пайки - пайке в инертном газе с флюсом - барьерный слой не должен иметь содержание магния выше, чем около 0,3 мас.%, поскольку магний оказывает отрицательное воздействие на функцию флюса. Содержание магния в барьерном слое должно поэтому составлять ≤ 0,3 мас.%, предпочтительно ≤ 0,05 мас.%, если материал предназначен для использования при пайке в инертном газе с флюсом. Можно допустить более высокие содержания магния, чем 0,3 мас.%, если материал предназначен для вакуумной пайки.
[0061] Цинк используют для снижения электрического потенциала материала, и его очень часто применяют для обеспечения катодной защиты трубок в теплообменнике. В сердцевинном и барьерном слоях можно использовать вплоть до 3% Zn.
[0062] Цирконий увеличивает сопротивление изгибу и обеспечивает повышенное сопротивление перекристаллизации. Вплоть до 0,3 мас.% циркония можно вводить в состав сердцевинного слоя. Цирконий распределяется, главным образом, в виде мелких частиц Al3Zr, причем данные частицы препятствуют перекристаллизации и образуют крупные зерна в материале после пайки. Поскольку частицы Al3Zr являются устойчивыми даже при очень высоких температурах, превышающих 300°C, они увеличивают сопротивление усталости и ползучести при высоких температурах. Выше 0,3 мас.% образуются крупные выделения, которые отрицательно влияют на формуемость материала. Предпочтительно, содержание Zr в сердцевинном слое ограничено до 0,2 мас.%. Поскольку Zr способствует увеличению сопротивления деформированию, выбор содержания Zr в сердцевинном слое представляет собой компромисс между отрицательным эффектом увеличенного сопротивления деформированию во время прокатки и положительными эффектами повышенного ингибирования перекристаллизации во время пайки и увеличенной прочности паяного изделия. Содержание циркония в барьерном слое не должно превышать 0,2 мас.%, поскольку оно не может быть выше уровня, который допускает перекристаллизацию барьерного слоя во время пайки и обеспечивает желательную защиту от внедрения кремния.
[0063] Титан увеличивает прочность и может присутствовать в сердцевинном слое на уровне вплоть до 0,3 мас.%. В барьерном слое титан может присутствовать на уровне вплоть до 0,3 мас.%, предпочтительно ≤ 0,2 мас.%. Поскольку при таких содержаниях титан не образует выделения, которые могут задерживать перекристаллизацию, его можно использовать для повышения сопротивления деформированию барьерного слоя во время прокатки при высокой температуре.
[0064] Марганец в твердом растворе увеличивает прочность, сопротивление изгибу и коррозионную стойкость. Марганец в выделениях увеличивает прочность. При подходящей термической обработке при температурах ниже 500°C марганец образует мелкие частицы, так называемые дисперсоиды, со средним диаметром менее чем 0,5 мкм, что увеличивает сопротивление изгибу, ингибирует перекристаллизацию во время пайки и увеличивает прочность при низкой и высокой температуре. Содержание марганца в сердцевинном слое должно составлять 0,5-2,0%, предпочтительно 0,8-1,8%, наиболее предпочтительно 1,0-1,7%. В барьерном слое, содержание марганца + хрома не должно превышать 0,2 мас.%, поскольку барьерный слой должен перекристаллизоваться при температуре пайки.
[0065] Железо и никель оказывают отрицательный эффект на коррозионную стойкость и даже в большей степени на сопротивление изгибу, внедрение кремния из припоя и перекристаллизацию сердцевинного слоя. Это обусловлено тем, что железо и никель образуют крупные выделения, которые служат в качестве зародышей для перекристаллизации, что уменьшает размер зерен. Поэтому содержание Fe+Ni в сердцевинном слое должно быть ограничено до 0,7 мас.%, предпочтительно до 0,35 мас.% в сердцевинном слое. Их содержание в барьерном слое ограничено до 1,5 мас.%, но предпочтительно должно составлять ниже 0,7 мас.%. Целесообразно, их содержание в барьерном слое составляет 0,10-0,35 мас.%.
[0066] Медь при более высоком содержании, чем 0,2 мас.%, имеет недостаток, заключающийся в том, что барьерный слой может становиться более благородным, чем трубки и другие важные детали теплообменника, что, с точки зрения коррозии, вызывает нежелательный градиент электрического потенциала. Поэтому содержание меди в сердцевинном и барьерном слое не должно превышать 0,2 мас.%, предпочтительно не превышать 0,1 мас.%.
[0067] Хром, как цирконий и марганец, представляет собой так называемый дисперсоидообразователь при низких содержаниях. Поскольку при более высоких содержаниях хрома образуются крупные частицы, содержание хрома в сердцевинном слое не должно превышать 0,3 мас.%. Сумма содержаний марганца и хрома в барьерном слое не должна превышать 0,2 мас.%, поскольку барьерный слой должен перекристаллизоваться при температуре пайки.
[0068] Индий и олово иногда добавляют в небольших количествах, чтобы изменить электрохимическую природу материала. Их содержание должно быть ограничено до ≤ 0,2% для индия и ≤ 0,1% для олова.
Список чертежей
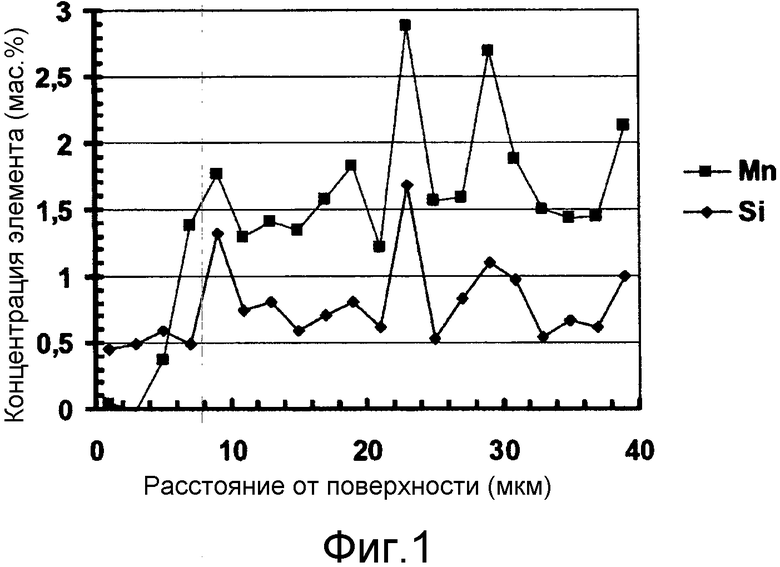
[0069] Фиг.1 показывает содержание кремния и марганца как функцию глубины от поверхности плиты к ее середине в многослойном материале согласно изобретению со сплавом 1 сердцевины и сплавом 2 барьерного слоя по примеру 1 после промежуточного отжига и прокатки до 0,07 мм. Концентрацию кремния и марганца измеряли методом энергодисперсионной спектроскопии в сканирующем электронном микроскопе, по точкам на различных глубинах в продольном разрезе многослойной плиты. Большое отклонение по составу от одной точки к другой обусловлено тем, что основная часть кремния в сердцевинном слое находится в выделениях.
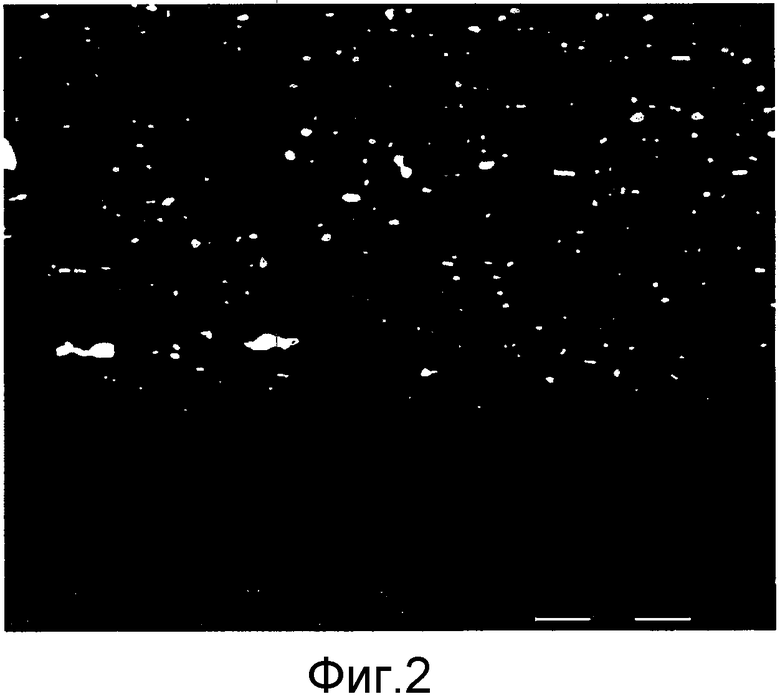
Фиг.2 показывает микроструктуру в продольном разрезе после моделирующей пайку термической обработки в граничной зоне между барьерным слоем (нижняя часть) и сердцевинным слоем в многослойном материале согласно изобретению со сплавом 1 сердцевины и сплавом 2 барьерного слоя по примеру 1.
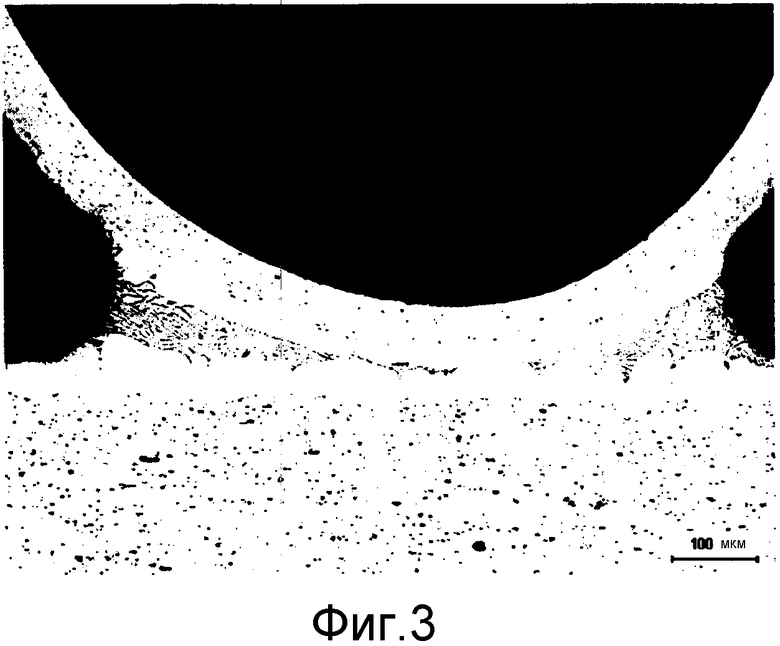
Фиг.3 показывает микроструктуру в разрезе через шов, образованный в том случае, когда многослойный материал по изобретению со сплавом 1 сердцевины и 10% толщины барьерного слоя 2 на каждой стороне сформирован в так называемое ребро и припаян к трубке из многослойного материала, состоящего из Al-Mn-го сплава с промежуточным слоем чистого алюминия и слоем припоя из алюминиевого сплава с 10% Si. Многослойный материал прокатывали с обжатием, соответствующим 16% от начальной толщины, между промежуточным отжигом и пайкой.
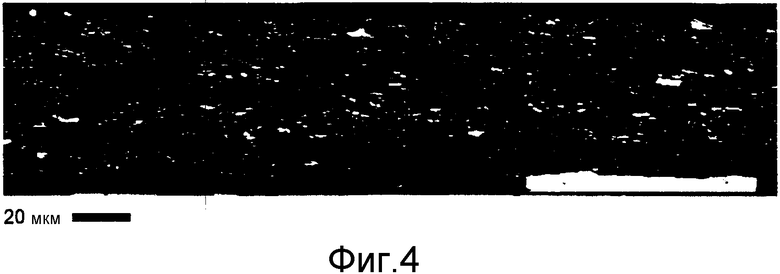
Фиг.4 показывает изображение многослойного материала по изобретению, полученное в сканирующем электронном микроскопе в так называемом «режиме обратного рассеяния». Данное изображение показывает зернистую структуру в продольном разрезе после моделирующей пайку термической обработки. Многослойный материал состоял из сплава 1 сердцевины с 10% толщины барьерного слоя 2 на каждой стороне. Его прокатывали с обжатием, соответствующим 16% от начальной толщины, между промежуточным отжигом и пайкой. Как показывает эта фигура, сплав сердцевины имеет деформированную структуру, в то время как барьерный слой перекристаллизовался в зерна крупного размера.
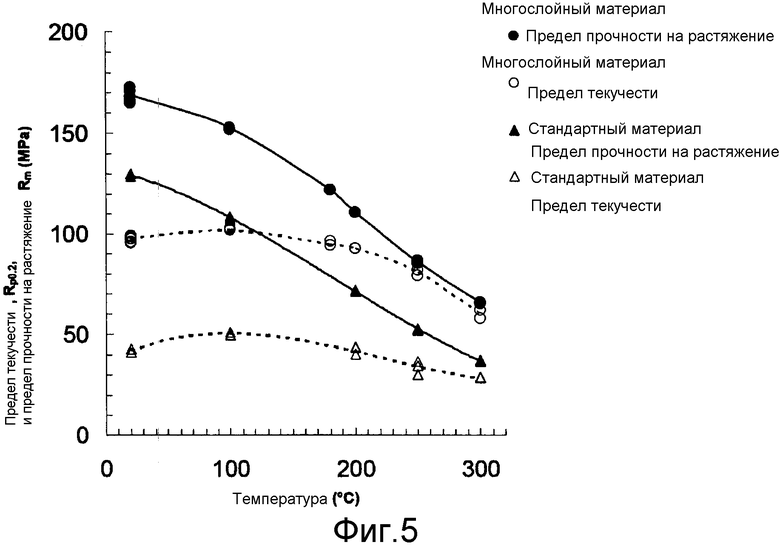
Фиг.5 показывает сравнение изменения прочности в зависимости от температуры для многослойного материала по примеру 2 и прочности стандартного сплава для ребер.
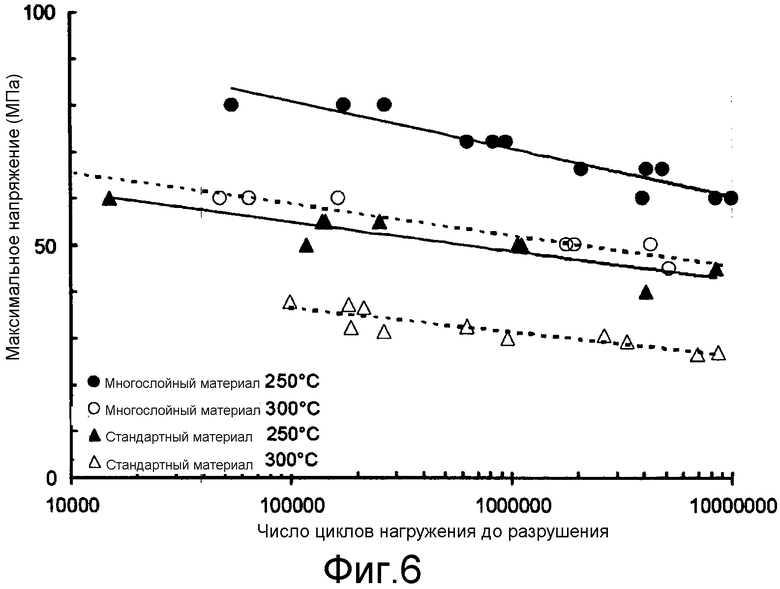
Фиг.6 показывает сравнение изменения усталостной прочности в зависимости от температуры для многослойного материала согласно изобретению по примеру 2 и соответствующего свойства у стандартного сплава для ребер.
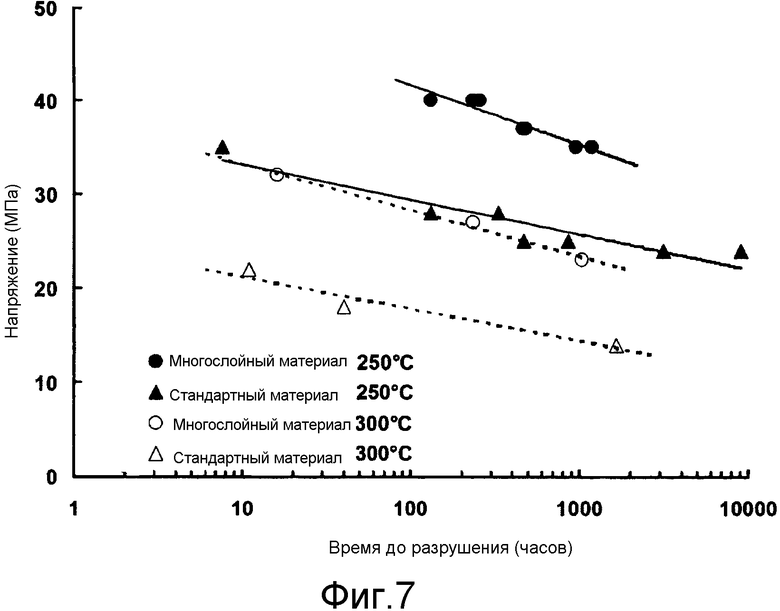
Фиг.7 показывает сравнение изменения сопротивления ползучести в зависимости от температуры для многослойного материала согласно изобретению по примеру 2 и соответствующего свойства у стандартного сплава для ребер.
Примеры
[0070] Следующие примеры описывают результаты экспериментов, проведенных с многослойным материалом согласно изобретению, по сравнению со стандартным материалом.
Пример 1
[0071] Многослойный материал согласно изобретению изготавливали, соединяя друг с другом плиты из сплавов барьерного слоя и плиты из сплавов сердцевинного слоя путем прокатки. Составы различных слоев представлены в таблице 1. Сердцевинный слой снабжали плитами барьерного слоя с каждой стороны, причем барьерный слой на каждой стороне составлял 10%, 15% или 20% суммарной толщины. Слой сначала нагревали до 480°C в течение 2 часов. Прокатку осуществляли без проблем сцепления. Отклонение толщины по поверхности плит составляло менее чем 1%. Затем многослойный материал прокатывали до тех пор, пока толщина не составила 0,09 мм. Многослойные плиты подвергали смягчающему отжигу таким образом, чтобы они полностью перекристаллизовались и содержание кремния стало в среднем одинаковым в сердцевинном и барьерном слоях, см. фиг.1. После этого многослойный материал прокатывали с различными обжатиями по толщине от 5% до 25% начальной толщины.
Состав сплавов
[0072] Заготовку из многослойного материала подвешивали вертикально в печи с атмосферой газообразного азота и подвергали термической обработке, аналогичной той, которую используют для пайки автомобильных радиаторов: нагревание от комнатной температуры до 600°C в течение 20 минут, затем выдерживании в течение 3 минут при этой температуре, с последующим быстрым охлаждением до комнатной температуры. Барьерный слой перекристаллизовался во всех случаях в зерна, размер которых превышал 50 мкм, перед достижением температуры 550°C. См. пример на фиг.4.
[0073] Прочность многослойного материала зависит от степени обжатия перед моделированием пайки. Таблица 2 дает некоторые примеры.
Предел текучести R
p0,2
для многослойного материала толщиной 0,06-0,085 мм после моделирования пайки. Обжатие при прокатке выражено в % толщины перед прокаткой
[0074] Предел текучести, Rp0,2, для определенных сочетаний после моделирования пайки составляет целых 60-70 МПа при комнатной температуре, что следует сравнить с 40 МПа у стандартных сплавов для паяных в инертном газе теплообменников, таких как EN-AW 3003. Причина заключается в том, что во время отжига образуется плотное количество дисперсоидов, см. фиг.2, что наряду с низкой степенью деформации во время прокатки позволяло материалу сердцевины частично сохранять деформированную структуру.
[0075] Многослойный материал припаивали в инертном газе после флюсования к покрытой припоем трубке толщиной 0,40 мм. Паяные швы между многослойным материалом и трубкой продемонстрировали хорошее заполнение, если степень обжатия во время прокатки перед пайкой составляла по меньшей мере 8%. Пример паяного шва представлен на фиг.3.
Пример 2
[0076] Многослойный материал согласно изобретению подвергали такой же моделирующей пайку термической обработке, как и в примере 1. Таблица 3 показывает состав сплавов после термической обработки. Он сравнивается со стандартным материалом, EN-AW 3003, для ребер в автомобильных радиаторах. Стандартный материал был подвергнут такой же моделирующей пайку термической обработке, как и многослойный материал, и его состав также представлен в таблице 3. Фиг.5 показывает изменение статической прочности в зависимости от температуры испытаний. Фиг.6 и 7 иллюстрируют усталостную прочность и сопротивление ползучести, соответственно, при различных температурах. Эти фигуры показывают, что многослойный материал имеет превосходящие свойства по сравнению со стандартным материалом при комнатной температуре и повышенной температуре в отношении статической прочности, включая усталостную прочность и сопротивление ползучести.
Состав сплавов после моделирующей
пайку термической обработки, мас.%
Сплав сердцевины
Барьерный слой
Пример 3
[0077] Сопротивление деформированию измеряли для нескольких различных сплавов согласно таблице 4. Образцы отбирали из слитков сплавов и подвергали термической обработке при 500°C в течение 8 часов. Сопротивление деформированию измеряли как максимальное усилие на единицу площади поперечного сечения, требуемое для деформации цилиндров высотой 21 мм и диаметром 14 мм. На каждом конце цилиндров были вырезаны круглые пазы глубиной 0,2 мм и шириной 0,75 мм на расстоянии 2 мм друг от друга. Цилиндры нагревали до температуры испытания и деформировали при скорости деформации 2 с-1 до по меньшей мере 50%-го уменьшения высоты. В качестве смазки использовали нитрид бора.
[0078] Результаты деформации при 480°C представлены в таблице 4.
Сопротивление деформированию при 480°C
[0079] Как показано в таблице 4, сопротивление деформированию у сплава Al-0,2%Fe-0,1%Si составляет лишь 36% сопротивления деформированию у сплава Al-0,2%Fe-1,5%Mn-0,8%Si. При увеличении содержания кремния до 4% в первом указанном сплаве и уменьшении содержания кремния до 0,07% во втором сплаве соотношение сопротивления деформированию увеличивается до 80%, что должно значительно способствовать сцеплению и повышать производительность во время прокатки при 480°C. Таким образом, путем термической обработки при высокой температуре многослойного материала согласно изобретению с сердцевинным слоем Al-0,2%Fe-1,5%Mn-0,07%Si и барьерным слоем Al-0,2%Fe-4%Si можно заставить кремний диффундировать из барьерного слоя в сердцевинный слой, так что сплав в сердцевине станет подобным сплаву Al-0,2%Fe-1,5%Mn-0,8%Si, а сплав в барьерном слое станет подобным сплаву Al-0,2%Fe-0,8%Si, что должно придавать желательные свойства в отношении ингибирования перекристаллизации в сердцевинном слое и эффекта барьерного слоя и хорошей коррозионной стойкости в барьерном слое.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТЕРИАЛ В ВИДЕ ПОЛОСЫ С ПРЕВОСХОДНОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ПОСЛЕ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2635052C2 |
| МНОГОСЛОЙНЫЙ АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ БЕСФЛЮСОВОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ В РЕГУЛИРУЕМОЙ АТМОСФЕРЕ | 2013 |
|
RU2642245C2 |
| СВЕРХСТОЙКИЙ К ПРОГИБУ И ПЛАВЛЕНИЮ МАТЕРИАЛ ОРЕБРЕНИЯ С ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ | 2013 |
|
RU2635675C2 |
| ЛИСТ ДЛЯ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ С СВЕРХДЛИТЕЛЬНЫМ СРОКОМ СЛУЖБЫ И ВЫСОКОЙ ФОРМУЕМОСТЬЮ | 2003 |
|
RU2312020C2 |
| АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ С ВЫСОКОЙ ПРОЧНОСТЬЮ И ПРЕВОСХОДНЫМИ КОРРОЗИОННЫМИ ХАРАКТЕРИСТИКАМИ | 2010 |
|
RU2553133C2 |
| АЛЮМИНИЕВЫЙ ЛИСТОВОЙ ПРИПОЙ | 2010 |
|
RU2537052C2 |
| Припой для пайки алюминия и его сплавов | 2016 |
|
RU2622477C1 |
| ВЫСОКОПРОЧНЫЙ И УСТОЙЧИВЫЙ К ПРОГИБАНИЮ МАТЕРИАЛ | 2007 |
|
RU2451565C2 |
| УСТОЙЧИВЫЙ К ПОЛЗУЧЕСТИ АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ МНОГОСЛОЙНЫХ ТРУБ | 2007 |
|
RU2449036C2 |
| МНОГОСЛОЙНАЯ ТРУБА С ТРУБОЙ-СЕРДЦЕВИНОЙ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2010 |
|
RU2538540C2 |
Изобретение относится к способу изготовления многослойного материала для высокотемпературной пайки и может быть использовано, например, для изготовления тонких листов в теплообменниках. Способ включает обеспечение сердцевинного слоя из первого алюминиевого сплава, содержащего, мас.%: 0,5-2,0% Mn, ≤1,0% Mg, ≤0,2% Si, ≤0,3% Ti, ≤0,3% Cr, ≤0,3% Zr, ≤0,2% Cu, ≤3% Zn, ≤0,2% In, ≤0,1% Sn и ≤0,7% (Fe+Ni), остальное - Al и ≤0,05% каждой из неизбежных примесей; обеспечение барьерного слоя из второго алюминиевого сплава, содержащего, мас.%: ≤0,2% Mn+Cr, ≤1,0% Mg, 1,6-5% Si, ≤0,3% Ti, ≤0,2% Zr, ≤0,2% Cu, ≤3% Zn, ≤ 0,2% In, ≤0,1% Sn и ≤1,5% (Fe+Ni), остальное - Al и ≤0,05% каждой из неизбежных примесей; совместную прокатку слоев; термическую обработку при температуре от 300 до 550 °С в течение времени, необходимого для выравнивания содержания Si до 0,4-1% как в сердцевинном слое, так и в барьерном слое; прокатку многослойного материала до конечной толщины со степенью обжатия от 8 до 33%. Изобретение направлено на повышение прочностных свойств, особенно ползучести и усталости, и коррозионной стойкости многослойного материала. 3 н. и 21 з.п. ф-лы, 7 ил., 4 табл., 3 пр.
1. Способ изготовления многослойного материала для высокотемпературной пайки, включающий следующие стадии:
- обеспечение сердцевинного слоя из первого алюминиевого сплава, который содержит, мас.%:
Mn: 0,5-2,0%, предпочтительно 0,8-1,8%, наиболее предпочтительно 1,0-1,7%
Mg: ≤1,0%, предпочтительно ≤ 0,3%, наиболее предпочтительно ≤0,05%
Si: ≤0,2%, предпочтительно ≤0,1%
Ti: ≤0,3%
Cr: ≤0,3%, предпочтительно ≤0,2%
Zr: ≤0,3%, предпочтительно ≤0,2%
Cu: ≤0,2%, предпочтительно ≤0,1%
Zn: ≤3%
In: ≤0,2%
Sn: ≤0,1%
Fe+Ni: ≤0,7%, предпочтительно ≤0,35%
остальное - Al и ≤0,05% каждой из неизбежных примесей;
- обеспечение барьерного слоя из второго алюминиевого сплава на по меньшей мере одной стороне сердцевины, причем второй алюминиевый сплав содержит, мас.%:
Mn+Cr: ≤0,2%
Mg: ≤1,0%, предпочтительно ≤0,3%, наиболее предпочтительно ≤0,05%
Si: 1,6-5%, предпочтительно 2-4,5%
Ti: ≤0,3%, предпочтительно <0,2%
Zr: ≤0,2%
Cu: ≤0,2%, предпочтительно ≤0,1%
Zn: ≤3%
In: ≤0,2%
Sn: ≤0,1%
(Fe+Ni): ≤1,5%, предпочтительно ≤0,7%, предпочтительнее 0,1-0,35%
остальное - Al и ≤0,05% каждой из неизбежных примесей;
- совместная прокатка слоев таким образом, чтобы они сцеплялись с образованием многослойного материала;
- термическая обработка многослойного материала при температуре от 300 °С до 550 °С в течение заданного времени таким образом, чтобы содержание Si выровнялось до 0,4-1% как в сердцевинном слое, так и в барьерном слое;
- прокатка многослойного материала до намеченной конечной толщины со степенью обжатия от 8% до 33%.
2. Способ по п. 1, в котором многослойный материал перед термической обработкой также подвергают холодной прокатке до тех пор, пока многослойный материал не станет на 8%-33% толще, чем намеченная конечная толщина, предпочтительно на 8%-28% толще, чем намеченная конечная толщина, наиболее предпочтительно на 8%-16% толще, чем намеченная конечная толщина.
3. Способ по п. 1 или 2, в котором многослойный материал после термической обработки подвергают холодной прокатке до конечной толщины со степенью обжатия от 8% до 33%, предпочтительно от 8% до 28% от намеченной конечной толщины.
4. Способ по п. 1 или 2, в котором термическую обработку осуществляют при температуре между 350°C и 550°C.
5. Способ по п. 3, в котором термическую обработку осуществляют при температуре между 350°C и 550°C.
6. Способ по п. 1 или 2, в котором термическую обработку осуществляют в течение времени 1-24 часа.
7. Способ по п. 3, в котором термическую обработку осуществляют в течение времени 1-24 часа.
8. Способ по п. 4, в котором термическую обработку осуществляют в течение времени 1-24 часа.
9. Способ по п. 1 или 2, включающий стадию обеспечения сердцевинного слоя из первого алюминиевого сплава и двух барьерных слоев из второго алюминиевого слоя, при этом барьерный слой расположен на каждой стороне материала сердцевины.
10. Способ по п. 3, включающий стадию обеспечения сердцевинного слоя из первого алюминиевого сплава и двух барьерных слоев из второго алюминиевого слоя, при этом барьерный слой расположен на каждой стороне материала сердцевины.
11. Способ по п. 4, включающий стадию обеспечения сердцевинного слоя из первого алюминиевого сплава и двух барьерных слоев из второго алюминиевого слоя, при этом барьерный слой расположен на каждой стороне материала сердцевины.
12. Способ по п. 6, включающий стадию обеспечения сердцевинного слоя из первого алюминиевого сплава и двух барьерных слоев из второго алюминиевого слоя, при этом барьерный слой расположен на каждой стороне материала сердцевины.
13. Способ по п. 1 или 2, в котором барьерный слой или слои составляют наиболее внешний слой многослойного материала на той стороне многослойного материала, которая должна быть припаяна к другой детали.
14. Способ по п. 3, в котором барьерный слой или слои составляют наиболее внешний слой многослойного материала на той стороне многослойного материала, которая должна быть припаяна к другой детали.
15. Способ по п. 4, в котором барьерный слой или слои составляют наиболее внешний слой многослойного материала на той стороне многослойного материала, которая должна быть припаяна к другой детали.
16. Способ по п. 6, в котором барьерный слой или слои составляют наиболее внешний слой многослойного материала на той стороне многослойного материала, которая должна быть припаяна к другой детали.
17. Способ по п. 1 или 2, в котором содержание кремния в слоях удовлетворяет условию 0,4% ≤Cs∙x/100+Ck∙(100-x)/100 ≤1,0%, где Ck представляет собой содержание кремния в сердцевинном слое перед прокаткой, Cs представляет собой содержание кремния в барьерном слое перед прокаткой, а x представляет собой толщину барьерного слоя или, в случае двух барьерных слоев, суммарную толщину барьерных слоев в % от суммарной толщины многослойного материала после совместной прокатки.
18. Способ по п. 17, в котором x составляет 7 мкм или более.
19. Многослойный материал для высокотемпературной пайки, изготовленный способом по любому из пп. 1-18.
20. Способ изготовления паяного изделия, включающий высокотемпературную пайку многослойного материала по п. 19 к детали.
21. Способ по п. 20, в котором барьерному слою дают перекристаллизоваться во время высокотемпературной пайки так, что он имеет размер зерен с длиной, параллельной поверхности прокатки многослойного материала, которая составляет по меньшей мере 50 мкм.
22. Способ по п. 20 или 21, в котором сердцевинный слой многослойного материала имеет неперекристаллизованную или частично перекристаллизованную структуру после высокотемпературной пайки.
23. Способ по п. 20 или 21, в котором многослойный материал после высокотемпературной пайки имеет предел текучести, который составляет по меньшей мере 60 МПа при комнатной температуре.
24. Способ по п. 20 или 21, в котором многослойный материал после высокотемпературной пайки имеет усталостную прочность, превышающую 35 МПа для одного миллиона циклов нагружения с растягивающей нагрузкой R=0,1 при 300°C.
| ЛИСТ ДЛЯ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ С СВЕРХДЛИТЕЛЬНЫМ СРОКОМ СЛУЖБЫ И ВЫСОКОЙ ФОРМУЕМОСТЬЮ | 2003 |
|
RU2312020C2 |
| Способ детоксикации зерна,пораженного микрофлорой и ее токсинами | 1978 |
|
SU718072A1 |
| JP 2009161831 A, 23.07.2009 | |||
| JP 2002066786 A, 05.03.2002 | |||
| US 6316126 B1, 13.11.2001 | |||

