Изобретение относится к способу упаковывания товара в термоусадочной упаковке, а также к устройству для осуществления способа.
Способ и устройство должны служить для того, чтобы упаковывать скоропортящиеся продукты питания, например мясные изделия. Проблема состоит в том, что в течение времени хранения и времени созревания продукта может выходить сок, который ухудшает срок хранения из-за повышенного развития микроорганизмов в соке.
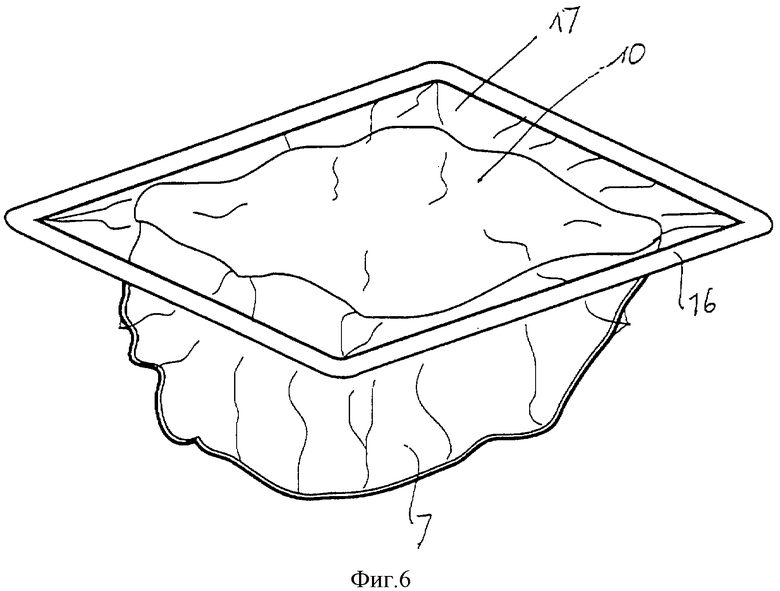
На практике куски мяса в простом случае помещают в подходящий пленочный пакет, вакуумируют в вакуумно-камерной машине и запечатывают. Так как пакеты всегда больше по размерам, чем продукты, то остается лишняя пленка и возникают складки. При применении термоусадочных пленок, посредством последующей тепловой упаковки обертка подвергается усадке и достигается плотное облегание пленкой. Недостатком этого способа упаковки являются высокие расходы на персонал. Следующий способ упаковки - это, так называемая вакуумная упаковка с глубокой вытяжкой, как это известно из DE-A-2364565. Здесь формуются углубления из нижнего пленочного полотна, в которые укладывается упаковываемый продукт. Такой наполненный контейнер вводится с укрывающей верхней пленочной полосой в вакуумную камеру, там вакуумируется и запечатывается. В камере подводится тепло к образованному нижней пленкой углублению, вследствие чего освобождаются термоусадочные усилия, которые приводят к тому, что нижняя пленка облегает упаковываемый товар. Образованная таким способом упаковка показана на фиг.6. Она имеет тот недостаток, что нижняя пленка и верхняя пленка находятся в контакте в области между продуктом и запечатывающей кромкой без сваривания, и что в области, где нижняя и верхняя пленки прилегают друг к другу, также имеются в наличии складки. В течение времени созревания мясной сок поступает в этот не запечатанный участок между нижней и верхней пленками.
Из ЕР-А-127016 известен способ, при котором нагрев для термоусадки упаковки с глубокой вытяжкой происходит с помощью пара. Но здесь существуют те же недостатки, что и при описанной выше упаковке.
Задачей изобретения является предоставление способа и устройства для создания упаковки, которая делает возможным долгий срок хранения таких продуктов, как мясо, причем упаковка должна иметь привлекательный приятный внешний вид для продажи.
Эта задача решается способом упаковывания товара с помощью образованной из термоусадочной нижней пленки и термоусадочной верхней пленки упаковки, который включает в себя глубокую вытяжку нижней пленки для формирования контейнера для приема товара; загрузку товара в контейнер; подачу верхней пленки поверх заполненного контейнера для его покрытия; вакуумирование и запечатывание укрытого таким способом контейнера вдоль кромки; освобождение кромки; всестороннее нагружение выполненной таким образом упаковки теплом для всесторонней термоусадки, причем перед подачей поверх заполненного контейнера верхнюю пленку захватывают и зажимают сбоку и освобождают вновь только после вакуумирования и запечатывания контейнера.
Кроме того, поставленная задача также решается с помощью устройства для осуществления вышеописанного способа, которое имеет: одну входную сторону и одну выходную сторону; устройство для бокового захвата и направления нижней пленки, подаваемой с входной стороны, к выходной стороне; расположенную на входной стороне формовочную позицию для формования контейнеров; позицию вакуумирования и запечатывания, устройство для подачи верхней пленки к входной стороне позиции вакуумирования и запечатывания; расположенную со стороны выхода позицию разрезания и позицию для всестороннего нагружения упаковки теплом для термоусадки; причем предусмотрено устройство для бокового направления верхней пленки, которое захватывает сбоку верхнюю пленку и, зажимая ее сбоку, направляет через позицию вакуумирования и запечатывания, и освобождает ее в интервале после позиции вакуумирования и запечатывания.
Дополнительные усовершенствования и преимущества способа и устройства следуют из описания примеров выполнения с помощью чертежей, на которых показано:
Фиг.1 - схематический вид сбоку упаковочной машины с удаленной боковой стеной;
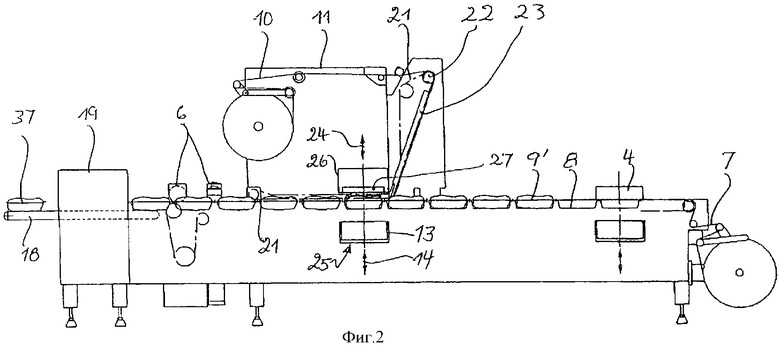
Фиг.2 - соответствующее представление одного варианта осуществления с удаленной боковой стеной;
Фиг.3 - соответствующее представление другого варианта осуществления с удаленной боковой стеной;
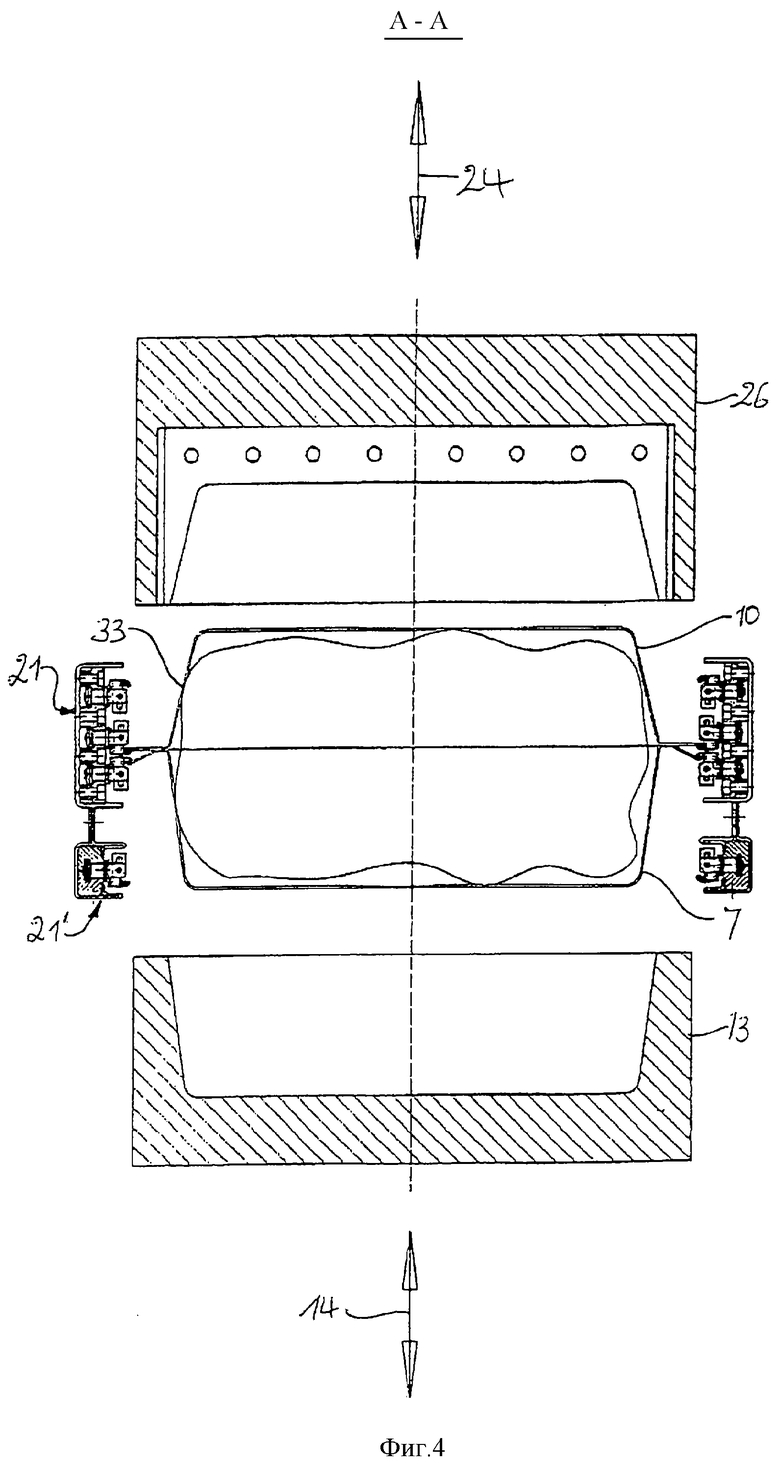
Фиг.4 - разрез вдоль линии IV-IV на фиг.3;
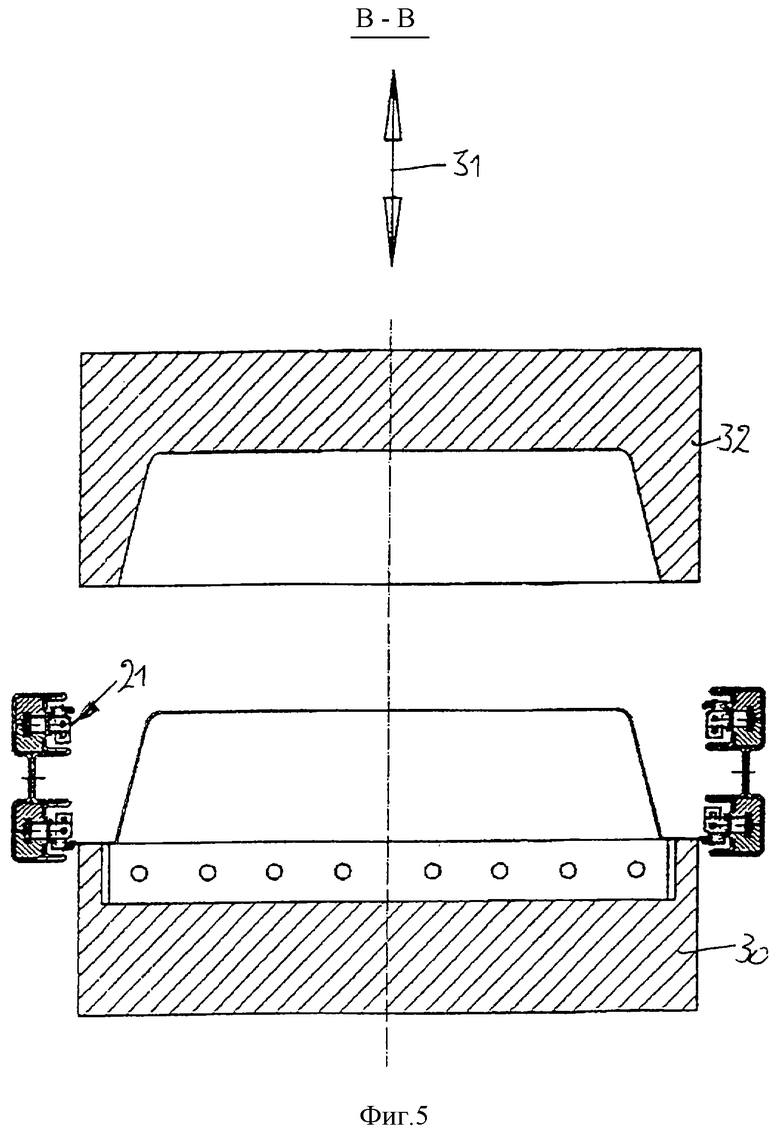
Фиг.5 - разрез вдоль линии V-V на фиг.3;
Фиг.6 - представление известной упаковки;
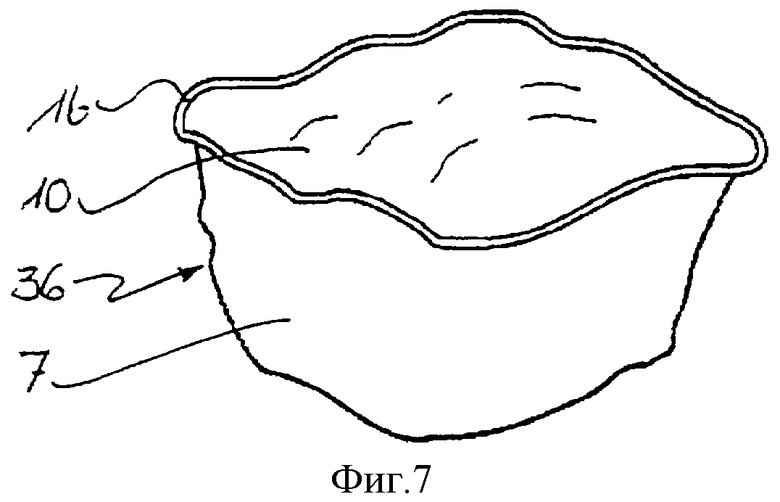
Фиг.7 - первый вариант осуществления упаковки согласно изобретению;
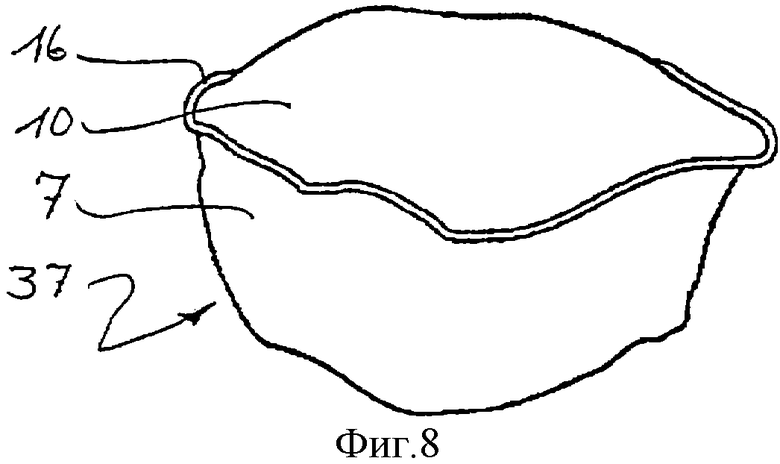
Фиг.8 - второй вариант осуществления упаковки согласно изобретению; и
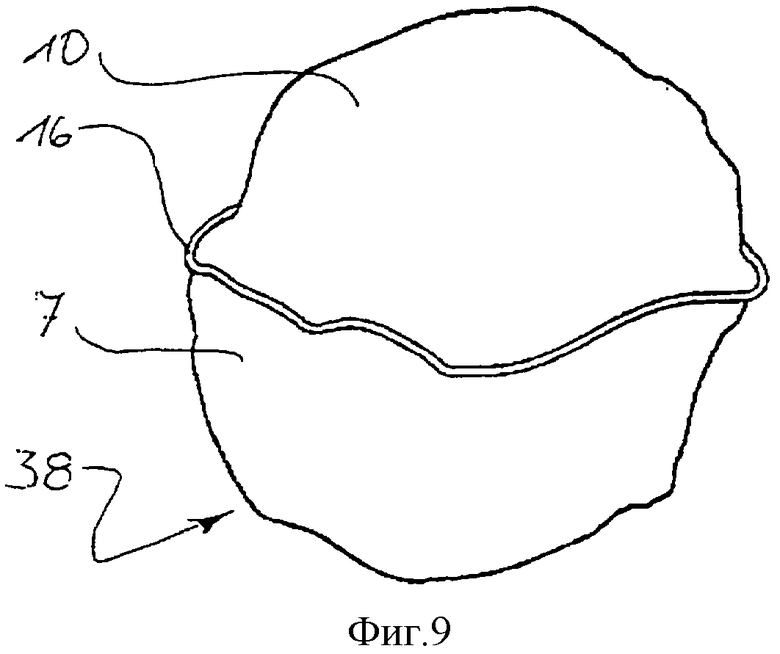
Фиг.9 - третий вариант осуществления упаковки согласно изобретению.
Как лучше всего видно из фиг.1, упаковочная машина включает в себя раму 1, боковую стенку 2 и несущие их ножки 3. На раме, последовательно от входной стороны к выходной стороне, расположены: позиция 4 формовки или соответственно глубокой вытяжки, позиция 5 вакуумирования и запечатывания.
Как видно из фиг.1, со стороны входа предусмотрена подача для нижней пленки 7. Эта нижняя пленка подается от входной стороны - через технологические позиции - к расположенному со стороны выхода концу. Для подачи в боковых стенах, соответственно, предусмотрены вращающиеся ветви цепи, которые охватывают по бокам подведенную нижнюю пленку у входной стороны и направляют, удерживая при предварительно выбираемом натяжении, вплоть до выходной стороны.
Известным способом происходит формовка контейнеров 8 посредством глубокой вытяжки в формовочной позиции 4. Далее, пройдя формовочную позицию 4, они заполняются упаковываемым товаром 9.
Как видно из фиг.1, рама имеет приставку 11, несущую рулон с верхней пленкой 10. По соответствующим направляющим роликам верхняя пленка 10 подается перед входом позиции 5 вакуумирования и запечатывания к верхней стороне нижней пленки 7, подобно крышке для контейнеров 8. Как нижняя пленка 7, так и поданная сюда верхняя пленка 10, соответственно, сформированы как термоусадочные пленки.
Позиция 5 вакуумирования и запечатывания выполнена таким образом, что нижняя часть 13 перемещается в направлении стрелки 14 к верхней части 15, так что позиция герметично закрывается. Известным из упомянутого DE-A-2364565 способом осуществляется вакуумирование, запечатывание и прилегание термоусадочной нижней пленки к упаковываемому товару. Изготовленная таким образом упаковка имеет, как видно из фиг.6, кромку 16 запечатывания и плотно прилегающий к упаковываемому товару, окружающий участок подвергшейся термоусадке нижней пленки 7 и верхней пленки 10. Далее между прилегающими к товару участками пленок и запечатывающей кромкой 16 находится участок 17, на котором нижняя пленка 7 и верхняя пленка 10 плотно прилегают друг к другу без сваривания друг с другом.
В расположенном дальше режущем устройстве 6 образованные так, как это показано на фиг.6, контейнеры вырезаются поперечными и продольными ножами из пленочной полосы и помещаются на ленточный конвейер 18.
В показанном примере выполнения упаковочная машина со стороны выхода имеет только схематически представленное устройство 19 дополнительной усадки. Оно выполнено таким образом, что со всех сторон подает тепло на подведенную упаковку, показанного на фиг.6 вида, так что происходит дополнительная усадка нижней пленки 7 и верхней пленки 10 таким образом, что за счет термоусадки исчезает участок 17 и образованная таким образом упаковка 36 принимает вид, показанный на фиг.7. В результате нижняя пленка 7 и верхняя пленка 10 полностью прилегают к упаковываемому товару, а участок 17 отсутствует.
С одной стороны, устройство 19 дополнительной усадки может быть выполнено таким образом, что оно кратковременно нагружает упаковку водой при температуре ниже точки кипения. Посредством нагретой воды происходит интенсивная и быстрая усадка без оказания отрицательного влияния тепла на продукт. Альтернативно, устройство 19 может предусматривать также обдув свободной упаковки нагретым воздухом.
Показанный на фиг.2 вариант осуществления изменен таким образом, что может упаковываться товар 9', который выступает вверх после загрузки в полученный глубокой вытяжкой контейнер 8 над плоскостью нижней пленки, как это показано на фиг.2. Соответствующие друг другу части снабжены одинаковыми ссылочными позициями. Существенное различие имеет место в подаче верхней пленки 10 и в выполнении позиции 25 вакуумирования и запечатывания.
Как показано на фиг.2, на обеих сторонах верхней пленки, которую несет приставка 11, предусмотрена, соответственно, вращающаяся цепная ветвь 21, которая в интервале перед входной стороной позиции 25 вакуумирования и запечатывания захватывает с боковой стороны верхнюю пленку 10, направляя по направляющему ролику 22 и, крепко удерживая, направляет ее через позицию 25 вакуумирования и запечатывания, и освобождает ее в интервале после позиции 25 вакуумирования и запечатывания. На участке между направляющим роликом 22 и входной стороной позиции 25 вакуумирования и запечатывания предусмотрено нагревающее устройство 23, подающее тепло на верхнюю пленку 10. Оно может быть выполнено в виде поверхности контактного нагрева или также в виде радиационной поверхности нагрева.
Позиция 25 вакуумирования и запечатывания имеет в уже описанной нижней части 13 подвижную в направлении стрелки 24 вверх и вниз верхнюю часть 26. Верхняя часть 26 имеет на своей обращенной к нижней части 13 стороне, внутри полость 27, которая велика настолько, что она может вмещать выступающую над плоскостью нижней пленки часть упаковываемого товара 9'.
При работе обе части 13 и 26 для подвода поддерживаются в разомкнутом положении, показанном на фиг.2, так что может вводиться наполненная упаковка с нижней и верхней пленкой. Затем обе части подводятся друг к другу так, что поверхность соприкосновения лежит в плоскости нижней пленки и, таким образом, края нижней пленки и верхней пленки удерживаются один на другом. В позиции вакуумирования и запечатывания происходит таким образом возможная за счет предварительного нагрева вытяжка протяжка верхней пленки. Горячая усадка на товар, как в первом варианте осуществления, здесь происходит как у нижней пленки, так и у верхней пленки. Как и в описанном вначале варианте осуществления, дополнительная усадка осуществляется в устройстве 19 дополнительной усадки в такой последовательности, что образованная упаковка 37 принимает показанный на фиг.8 вид, т.е. прежде всего исчезает имеющийся участок 17 упаковки между областью продукта и кромкой 16.
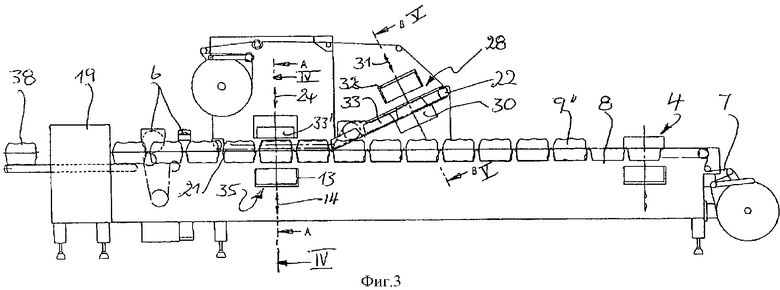
Показанный на фиг.3 вариант осуществления образован для принятия упаковываемого товара 9''. Этот товар находится, как показано на фиг.3, значительно выше плоскости нижней пленки 7.
Дополнительно к формовочной позиции 4 глубокой вытяжки нижней пленки, здесь на участке между направляющим роликом 22 и входной стороной позиции 35 вакуумирования и запечатывания, а именно в области, в которой во втором варианте осуществления предусмотрено нагревающее устройство 23, предусмотрена дополнительная формовочная позиция 28. Она имеет на обращенной к упаковываемому товару стороне плоскости верхней пленки неподвижную часть 30, соответствующую верхней части формовочной позиции 4, а на противоположной стороне плоскости 1 пленок - верхнюю часть 32, перемещающуюся вверх и вниз в направлении стрелки 31. Верхняя часть 32 соответствует нижней части формовочной позиции 4. Формовочная позиция 28 работает подобным образом, как и формовочная позиция 4, и производит за счет глубокой вытяжки часть 33 контейнера, выступающую вверх над выступающим продуктом.
Позиция 35 вакуумирования и запечатывания отличается от описанной по фиг.2 позиции только тем, что полость 33' имеет размер, который подходит для приема части 33 контейнера.
При работе упаковываемый товар 9'' после формовочной позиции 4 загружается в контейнеры в нижней пленке. Перед позицией 35 вакуумирования и запечатывания полученная глубокой вытяжкой в противоположном направлении верхняя пленка надевается на продукт, и подготовленная таким образом упаковка направляется на позицию 35 вакуумирования и запечатывания и описанным выше способом вакуумируется, запечатывается и подвергается термоусадке. Затем происходит разрезание описанным выше способом. В устройстве 19 дополнительной усадки происходит дополнительная усадка в такой последовательности, что образуется упаковка 38, показанная на фиг.9, в которой снова устранен участок 17 между непосредственно прилегающей к продукту пленкой и кромкой.
В описанных выше примерах выполнения устройство 19 дополнительной усадки предусмотрено, соответственно, непосредственно на стороне выхода упаковочной машины. Также возможно предусмотреть устройство 19 дополнительной усадки отдельно от упаковочной машины и транспортировать упаковки, освобождающиеся со стороны выхода режущего устройства 6, в отдельно предусмотренное устройство 19 дополнительной усадки и осуществлять там процесс дополнительной усадки. Однако преимущественно устройство 19 дополнительной усадки является составной частью упаковочной машины.
На фиг.4 представлены транспортирующая полосу 7 нижней пленки ветвь 21' цепи и транспортирующая полосу верхней пленки ветвь 21 цепи, которые удерживают в одной плоскости кромки нижней пленки и верхней пленки при совместном прохождении в позиции 25 и, соответственно, 35 вакуумирования и запечатывания.
В показанном на фиг.5 представлении показана ветвь цепи в формовочной позиции 28, в котором зажатая сбоку верхняя пленка направляется в плоскости нижней части 30.
В случае, когда упаковываемый товар имеет пустоты, как это имеет место, например в сыре или у домашней птицы, позиция вакуумирования и запечатывания известным способом, соответственно, может быть выполнена так, что после вакуумирования подводится инертный газ для заполнения пустот в продукте.
Способ предусматривает упаковывание товара с помощью образованной из термоусадочной нижней пленки 7 и верхней пленки 10 упаковки. Нижнюю пленку глубокой вытяжкой преобразуют в контейнер для приема товара, и после загрузки в него товара подают верхнюю пленку для покрытия. Образованную упаковку запечатывают при термоусадке в позиции вакуумирования и запечатывания. Прием перед подачей поверх заполненного контейнера верхнюю пленку захватывают и зажимают сбоку и освобождают вновь только после вакуумирования и запечатывания контейнера. При этом удаляется участок пленки, возникающий между непосредственно прилегающей к товару частью нижней и верхней пленки и запечатанной кромкой. После завершения вакуумирования и запечатывания осуществляют всестороннее нагружение упаковки теплом для всесторонней термоусадки. Заявлено также соответствующее устройство для осуществления способа. Изобретение позволяет обеспечить долгий срок хранения таких продуктов, как мясо. 2 н. и 6 з.п. ф-лы, 9 ил.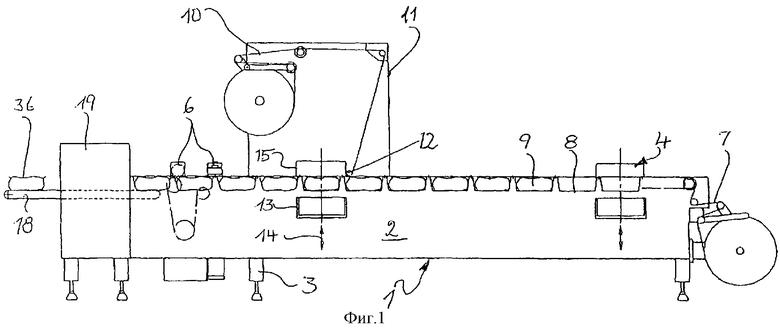
глубокую вытяжку нижней пленки для формирования контейнера для приема товара,
загрузку товара в контейнер,
подачу верхней пленки поверх заполненного контейнера для его покрытия, вакуумирование и запечатывание укрытого таким способом контейнера вдоль кромки, освобождение кромки и
всестороннее нагружение выполненной таким образом упаковки теплом для всесторонней термоусадки,
причем перед подачей поверх заполненного контейнера верхнюю пленку захватывают и зажимают сбоку и освобождают вновь только после вакуумирования и запечатывания контейнера.
одну входную сторону и одну выходную сторону,
устройство (21') для бокового захвата и направления нижней пленки (7), подаваемой с входной стороны, к выходной стороне,
расположенную на входной стороне формовочную позицию (4) для формования контейнеров (8),
позицию (5, 25, 35) вакуумирования и запечатывания, устройство для подачи верхней пленки к входной стороне позиции (5, 25, 35) вакуумирования и запечатывания,
расположенную со стороны выхода позицию (6) разрезания и позицию (19) для всестороннего нагружения упаковки теплом для термоусадки, причем предусмотрено устройство (21) для бокового направления верхней пленки, которое захватывает сбоку верхнюю пленку и, зажимая ее сбоку, направляет через позицию вакуумирования и запечатывания, и освобождает ее в интервале после позиции вакуумирования и запечатывания.
| US 3956867 A, 18.05.1976 | |||
| US 4567713 A, 04.02.1986 | |||
| US 4676049 A, 30.06.1987 | |||
| US 4471599 A, 18.09.1984 | |||
| Устройство для защиты подводной траншеи от занесения наносами | 1982 |
|
SU1145087A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАСКИРУЮЩИХ ХАРАКТЕРИСТИК АЭРОЗОЛЕЙ | 2007 |
|
RU2376583C2 |
| JP 60110612 A, 17.06.1985. | |||

