Настоящее изобретение относится к упаковочной машине, имеющей устройство для изготовления пластикового упаковочного лотка глубокой вытяжкой и термозапечатывающее устройство для термического запечатывания упаковочного лотка верхней пленкой, при этом по меньшей мере упаковочный лоток выполнен из усадочной полимерной пленки, а также к способу изготовления упаковок с по меньшей мере одной усадочной пленкой.
В настоящее время все более широкое применение для упаковывания пищевых продуктов находят пластиковые упаковки, состоящие из упаковочного лотка, в который помещаются пищевые продукты, и верхней пленки, которой запечатывается упаковочный лоток. Обычно упаковочные лотки изготавливают глубокой вытяжкой из плоского пленочного полотна. В некоторых упаковках пленочное полотно, из которого сформован упаковочный лоток, и/или верхняя пленка представляют собой так называемую усадочную пленку, т.е. пленку, которая обладает свойством сокращаться или давать усадку при тепловом воздействии. Преимущество подобных упаковок состоит в том, что упакованные в них пищевые продукты исключительно плотно обтянуты материалом упаковки. При упаковывании пищевых продуктов в такие упаковки сначала верхнюю пленку соединяют с пленкой, из которой глубокой вытяжкой выполнен упаковочный лоток, и затем нагревают для обеспечения усадки. Ранее упаковочные лотки часто давали неконтролируемую усадку и/или начинали давать усадку уже от нагрева термосварочным инструментом, из-за чего процесс усадки в большинстве случаев носил неконтролируемый характер.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать упаковочную машину, которая позволяла бы устранить проблемы существующего уровня техники.
Указанная задача решается с помощью упаковочной машины, имеющей устройство для изготовления упаковочных лотков из усадочного пленочного полотна глубокой вытяжкой с формой для глубокой вытяжки, выполненной охлаждаемой в процессе глубокой вытяжки, и термозапечатывающее устройство, предназначенное для термического запечатывания упаковочного лотка верхней пленкой, при этом по меньшей мере упаковочный лоток выполнен из усадочной полимерной пленки, и имеющее нижнюю и верхнюю части, по меньшей мере одна из которых выполнена охлаждаемой.
При создании изобретения неожиданно было установлено, что подобная упаковочная машина позволяет изготавливать из усадочной полимерной пленки упаковочные лотки с прямыми боковыми стенками и краями и/или по меньшей мере уменьшить эффект непроизвольной преждевременной усадки изготовленного упаковочного лотка непосредственно после глубокой вытяжки. Таким путем можно изготавливать упаковочные емкости с совершенно новым внешним видом и с хорошо воспроизводимыми размерами. Помимо этого при создании изобретения неожиданно было установлено также, что использование описанного выше термозапечатывающего устройства в предлагаемой в изобретении упаковочной машине позволяет избежать неконтролируемой усадки упаковочного лотка или верхней пленки при термическом запечатывании упаковочного лотка верхней пленкой соответственно при термосваривании верхней пленки с упаковочным лотком. Предлагаемая в изобретении упаковочная машина проста и рентабельна в изготовлении и эксплуатации.
Под усадочной пленкой согласно настоящему изобретению подразумевается пригодная для переработки термоформованием, предпочтительно глубокой вытяжкой, многослойная пленка, которая обладает способностью к термоусадке, степень которой в продольном и поперечном направлениях составляет по меньшей мере по 20%, и на способность которой к термоусадке термоформование в основном не оказывает никакого влияния. В предпочтительном варианте степень термоусадки используемых согласно изобретению многослойных пленок в продольном и поперечном направлениях должна составлять по меньшей мере по 25%, более предпочтительно по меньшей мере по 30%, особенно предпочтительно по меньшей мере по 35%, наиболее предпочтительно по меньшей мере по 40%, прежде всего по меньшей мере по 45%. Подобные пленки описаны, например, в публикации DE 102005017937.1, которая тем самым включена в настоящее описание в качестве ссылки и составляет его часть.
Согласно изобретению упаковочная машина имеет форму для глубокой вытяжки, которая выполнена охлаждаемой в процессе глубокой вытяжки. Для этого в предпочтительном варианте форма для глубокой вытяжки снабжена охлаждающими средствами (системой охлаждения). Такие охлаждающие средства могут представлять собой, например, охлаждающие трубопроводы, которые расположены в зоне формы для глубокой вытяжки и по которым циркулирует охлаждающая среда, например жидкий или газообразный охладитель.
В предпочтительном варианте устройство для глубокой вытяжки снабжено прижимным средством, позволяющим зажимать пленку между ним и формой для глубокой вытяжки. В предпочтительном варианте такое прижимное средство представляет собой прижимную раму. Прижимное средство предпочтительно выполнять перемещаемым в вертикальном направлении. Пленочное полотно предпочтительно фиксировать прижимным средством до глубокой вытяжки. В одном из предпочтительных вариантов осуществления настоящего изобретения подобное прижимное средство также снабжено охлаждающими средствами, которые можно подсоединять к тому же охлаждающему контуру, к которому подсоединена и форма для глубокой вытяжки, или к другому охлаждающему контуру. Для применения в качестве охлаждающей среды пригодна прежде всего вода или такой же хладагент, который используется, например, в холодильных шкафах или иных аналогичных холодильных системах. Преимущество этого предпочтительного варианта осуществления изобретения состоит в отсутствии или наличии лишь исключительно малых напряжений на том участке упаковочного лотка, на котором с ним на последующей стадии термосвариванием соединяется образующая крышку пленка, и тем самым в уменьшении до минимума возможных утечек через термошов.
В предпочтительном варианте по меньшей мере один охлаждающий контур выполнен регулируемым, например, в функции температуры, и благодаря этому позволяет всегда поддерживать температуру формы для глубокой вытяжки и/или прижимного средства на практически постоянном уровне.
В следующем предпочтительном варианте форма для глубокой вытяжки имеет нагревательное средство, предпочтительно нагревательную пластину, для нагрева пленочного полотна главным образом перед его глубокой вытяжкой. Пленочное полотно по меньшей мере на отдельных участках нагревается таким нагревательным средством до температуры пластификации. Нагрев пленочного полотна предпочтительно должен происходить с очень высокой скоростью. В особенно предпочтительном варианте устройство для глубокой вытяжки имеет средства для улучшения контакта между нагревательным средством и пленочным полотном, а тем самым и для улучшения теплопередачи между ними. Для улучшения контакта между нагревательным средством и пленочным полотном наиболее предпочтительно создавать пониженное и/или повышенное давление, под действием которого пленочное полотно притягивается и/или прижимается к нагревательному средству. При одновременном изготовлении нескольких упаковочных лотков предлагаемое в изобретении устройство предпочтительно оснащать несколькими нагревательными средствами, по одному из расчета на один изготавливаемый упаковочный лоток. Нагревательные средства в предпочтительном варианте выполнены перемещаемыми в вертикальном направлении, выполнены включаемыми и выключаемыми и/или выполнены терморегулируемыми. После нагрева пленочного полотна и наиболее предпочтительно перед его глубокой вытяжкой нагревательное средство вновь отводят от пленочного полотна и/или выключают во избежание перегрева пленочного полотна и во избежание необходимости отвода слишком большого количества тепла при охлаждении формы для глубокой вытяжки, соответственно прижимного средства. Вместе с тем нагревательное средство можно также использовать в качестве пуансона для глубокой вытяжки. Нагрев пленочного полотна предпочтительно должен происходить локально очень целенаправленно и очень быстро с тем, чтобы пленочное полотно нагревалось только на требуемых участках. Затем по завершении или в процессе глубокой вытяжки пленочное полотно охлаждают с максимально возможной скоростью во избежание нежелательного упругого восстановления изготовленными упаковочными лотками своей первоначальной формы. Очевидно, что нагрев и охлаждение можно также выполнять одновременно во избежание нагрева определенных участков пленочного полотна при нагреве и/или для уменьшения нежелательного нагрева этих участков пленочного полотна и/или во избежание непроизвольного упругого восстановления изготовленным упаковочным лотком своей первоначальной формы.
В следующем предпочтительном варианте осуществления изобретения предлагаемая в нем упаковочная машина имеет средства для создания вакуума и/или повышенного давления, под действием которого пленочное полотно вдавливается, соответственно втягивается в форму для глубокой вытяжки и при этом принимает свою окончательную форму, соответственно благодаря чему улучшается теплообмен между пленочным полотном и формой для глубокой вытяжки. Те же самые или другие средства для создания вакуума и/или повышенного давления могут использоваться и для улучшения контакта между еще не подвергнутым формованию пленочным полотном и нагревательным средством.
Предлагаемая в изобретении упаковочная машина имеет далее термозапечатывающее устройство. Такое термозапечатывающее устройство служит для термического запечатывания упаковочного лотка усадочной верхней пленкой, при этом упаковочный лоток выполнен из усадочной пленки и/или верхняя пленка представляет собой усадочную пленку.
Обычно упаковочный лоток формуют из пленочного полотна путем ее глубокой вытяжки. Очевидно, что и верхняя пленка, которой термически запечатывается упаковочный лоток, может быть подвергнута переработке глубокой вытяжкой.
На предлагаемой в изобретении упаковочной машине можно изготавливать упаковки, состоящие из усадочного упаковочного лотка и усадочной верхней пленки. Подобные упаковки называют (полностью) усадочными. Вместе с тем верхняя пленка может также представлять собой неусадочную пленку, например, из пенополиолефина или сложного пенополиэфира. Подобные упаковки называют частично усадочными или упаковками с усадочным упаковочным лотком.
Термозапечатывающее устройство предлагаемой в изобретении упаковочной машины имеет нижнюю часть и верхнюю часть, при этом нижняя часть находится под, а верхняя часть - над соединяемыми между собой пленочными полотнами. Для термоприваривания верхней пленки к нижней пленке нижнюю и верхнюю части термозапечатывающего устройства прижимают одна к другой. При этом под действием тепла происходит термосваривание обоих пленочных полотен друг с другом. Согласно изобретению нижняя часть и/или верхняя часть термозапечатывающего устройства выполнена/выполнены охлаждаемой/охлаждаемыми. Для такого охлаждения нижней части и/или верхней части термозапечатывающего устройства может использоваться, например, охлаждающая среда, циркулирующая по каналам, предусмотренным в нижней части и/или верхней части термозапечатывающего устройства. Для применения в качестве охлаждающей среды пригодна вода или известные по их использованию в холодильных шкафах хладагенты. Охлаждение верхней пленки и/или упаковочных лотков термозапечатывающего устройства предпочтительно не должно вызывать неконтролируемую усадку соответствующей пленки, т.е. температура соответствующего пленочного полотна не должна достигать или превышать температуру, при которой начинается усадка пленки.
В предпочтительном варианте по меньшей мере нижняя часть, а в особенно предпочтительном варианте - и верхняя часть термозапечатывающего устройства выполнены перемещаемыми в вертикальном направлении.
В следующем предпочтительном варианте верхняя или нижняя часть термозапечатывающего устройства имеет нагреваемое термозапечатывающее средство, например нагреваемую термозапечатывающую раму. Обычно для нагрева используется электронагрев. Согласно настоящему изобретению нагрев предпочтительно должен ограничиваться нагревом термозапечатывающего средства во избежание необходимости в излишнем охлаждении соответствующей части термозапечатывающего устройства.
На той части термозапечатывающего устройства, которая не снабжена термозапечатывающей рамой, в предпочтительном варианте предусмотрена термозапечатывающая контропора. Такая термозапечатывающая контропора в предпочтительном варианте снабжена резиновой контрупорной накладкой. Предпочтительно далее выполнять термозапечатывающую контропору охлаждаемой, а особенно предпочтительно - также перемещаемой в вертикальном направлении.
Верхнюю часть термозапечатывающего устройства предпочтительно выполнять перемещаемой в вертикальном направлении. Предпочтительно далее выполнять верхнюю часть термозапечатывающего устройства охлаждаемой во избежание ее нагрева с течением времени и тем самым во избежание обусловленной ее нагревом нежелательной усадки верхней пленки при наличии у нее способности к усадке. Этот вариант наиболее предпочтительно использовать в том случае, когда верхняя пленка является усадочной.
Термозапечатывающее устройство в предпочтительном варианте имеет охлаждающую пластину, которую наиболее предпочтительно располагать в зоне верхней пленки. Такую охлаждающую пластину также предпочтительно выполнять перемещаемой в вертикальном направлении. При термоприваривании верхней пленки одновременно к нескольким упаковочным лоткам по охлаждающей пластине предпочтительно предусматривать в зоне каждого из них.
Предлагаемая в изобретении упаковочная машина может представлять собой упаковочную машину любого известного типа. В предпочтительном варианте предлагаемая в изобретении упаковочная машина представляет собой формовочно-фасовочно-термозапечатывающую упаковочную машину.
Объектом изобретения является также способ изготовления упаковки путем термического запечатывания упаковочного лотка верхней пленкой, при этом по меньшей мере упаковочный лоток, который имеет термозапечатываемый участок, изготавливают из усадочной полимерной пленки.
Согласно изобретению пленочное полотно сначала лишь частично нагревают, и термозапечатываемый участок упаковочного лотка до и в процессе глубокой вытяжки частично охлаждают, а при термическом запечатывании упаковочного лотка верхней пленкой ее и/или упаковочный лоток охлаждают.
При этом необходимое для термического запечатывания тепло может подводиться с обращенной от усадочной пленки стороны упаковки. При осуществлении этого предлагаемого в изобретении способа необходимое для термического запечатывания тепло предпочтительно подводить снизу или сверху.
Приведенные ниже пояснения относятся к обоим предлагаемым в изобретении способам.
При создании изобретения неожиданно было установлено, что каждый из подобных способов позволяет изготавливать упаковочные лотки с прямыми боковыми стенками и краями и/или избежать нежелательной усадки пленки после глубокой вытяжки. Таким путем можно изготавливать упаковочные емкости с совершенно новым внешним видом и с хорошо воспроизводимыми размерами. Предлагаемые в изобретении способы исключают далее нежелательное инициирование усадки усадочной пленки термозапечатывающим (термосваривающим) инструментом.
Пленочное полотно предпочтительно зажимать или фиксировать перед процессом глубокой вытяжки. Зажимать или фиксировать пленочное полотно предпочтительно прижимной рамой. В особенно предпочтительном варианте такая прижимная рама выполнена охлаждаемой, а в наиболее предпочтительном варианте - еще и перемещаемой в вертикальном направлении. Преимущество выполнения прижимной рамы охлаждаемой состоит в по меньшей мере практически полном отсутствии напряжений на участке последующего термосваривания и тем самым в уменьшении утечек на нем.
Предпочтительно далее нагревать пленочное полотно перед процессом глубокой вытяжки. Процессы нагрева и охлаждения пленочного полотна предпочтительно не должны совпадать во времени, при этом нагрев пленочного полотна предпочтительно должен предшествовать его охлаждению. Предпочтительно также нагревать одну поверхность пленочного полотна и охлаждать противоположную его поверхность. В еще одном предпочтительном варианте осуществления настоящего изобретения пленочное полотно подвергают нагреву и охлаждению одновременно, нагревая и охлаждая при этом отдельные его участки. Пленочное полотно наиболее предпочтительно прижимать или притягивать в направлении нагревающего, соответственно охлаждающего средства для обеспечения таким путем максимально полной теплопередачи. При одновременном изготовлении нескольких упаковочных лотков предпочтительно предусматривать по одному из расчета на каждый изготавливаемый упаковочный лоток нагревательному средству. Благодаря этому необходимое тепло можно локально и исключительно целенаправленно подводить к пленочному полотну.
Глубокую вытяжку можно проводить любым общеизвестным методом. Предпочтительно, однако, подвергать пленочное полотно глубокой вытяжке под действием повышенного и/или пониженного давления (вакуума). Предпочтительно далее использовать пуансон в качестве средства, которым выполняется глубокая вытяжка или которое способствует глубокой вытяжке пленочного полотна, при этом функцию такого пуансона может также выполнять нагревательное средство.
Согласно изобретению пленочное полотно по меньшей мере на отдельных участках охлаждают до, в процессе и/или после глубокой вытяжки. Охлаждению в процессе и/или после глубокой вытяжки подвергают прежде всего сформованный глубокой вытяжкой участок до тех пор, пока он не прекратит проявлять склонность к непроизвольному упругому восстановлению своей первоначальной формы. Обычно подобный эффект наблюдается при температурах ниже температуры пластификации соответствующей пленки.
Предпочтительно далее охлаждать обращенный к термоусадочной пленке термозапечатывающий инструмент. Преимущество этого варианта осуществления предлагаемого в изобретении способа состоит в том, что обращенный к усадочной пленке инструмент не инициирует непроизвольно ее усадку. При применении двух усадочных пленок предпочтительно охлаждать оба инструмента, соответственно обе части термозапечатывающего инструмента.
Предпочтительно, кроме того, фиксировать по меньшей мере усадочное пленочное полотно до и/или в процессе термического запечатывания. Усадочное пленочное полотно предпочтительно фиксировать термозапечатывающими инструментами. В другом предпочтительном варианте для фиксации усадочного пленочного полотна используют цепные транспортеры, которыми пленочное полотно перемещается через упаковочную машину.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые к описанию чертежи. Все такие пояснения носят исключительно иллюстративный характер и не ограничивают объем изобретения. Эти пояснения в равной мере относятся к предлагаемому в изобретении устройству, к предлагаемой в изобретении упаковке и к предлагаемому в изобретении способу. На прилагаемых чертежах, в частности, показано:
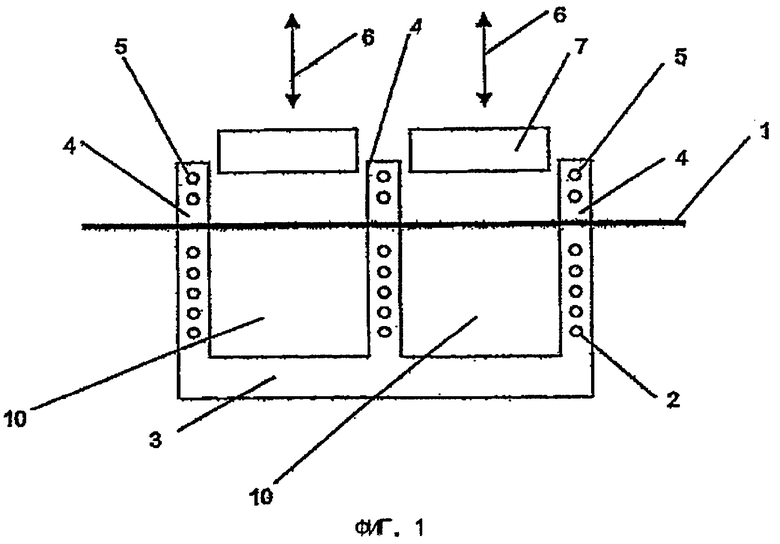
на фиг.1 - устройство для глубокой вытяжки в момент перед глубокой вытяжкой пленочного полотна,
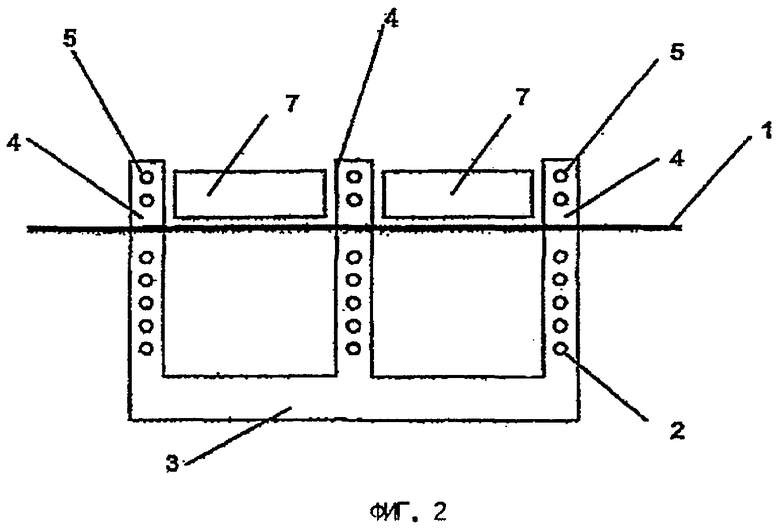
на фиг.2 - устройство для глубокой вытяжки в момент нагрева пленочного полотна,
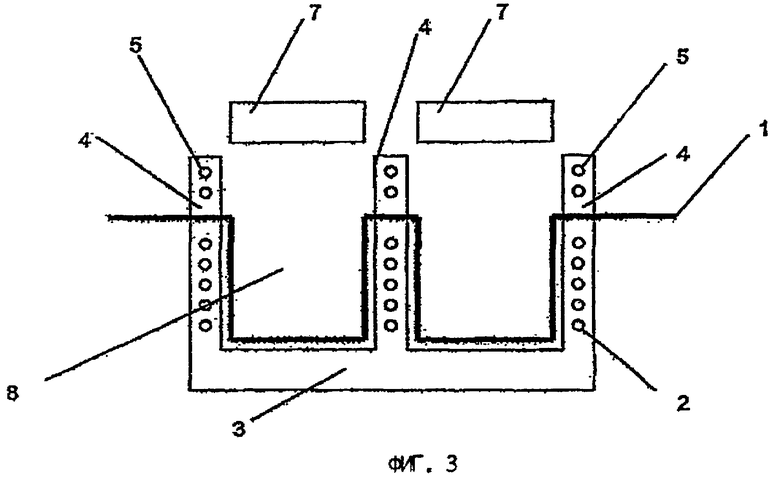
на фиг.3 - устройство для глубокой вытяжки в момент изготовления упаковочного лотка глубокой вытяжкой,
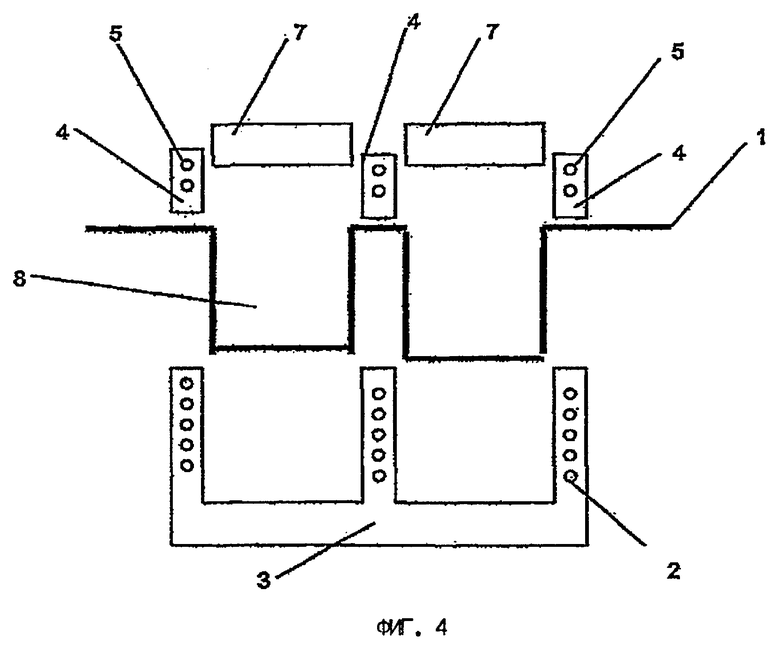
на фиг.4 - устройство для глубокой вытяжки в момент извлечения из него готовых упаковочных лотков,
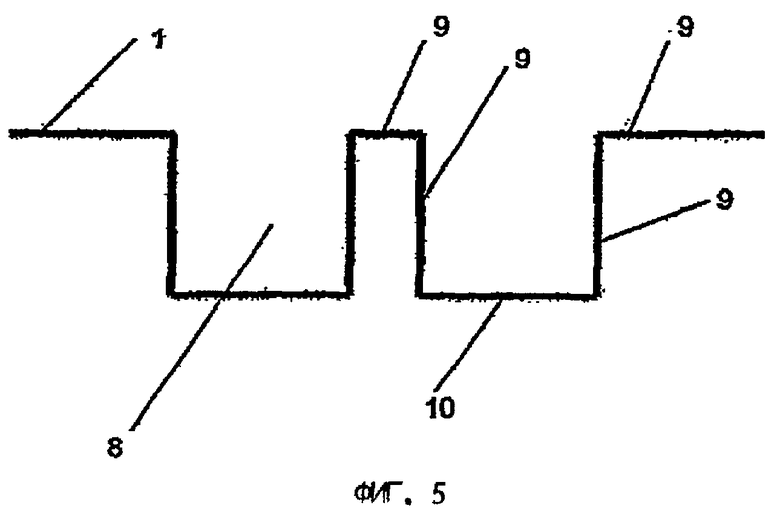
на фиг.5 - готовый упаковочный лоток,
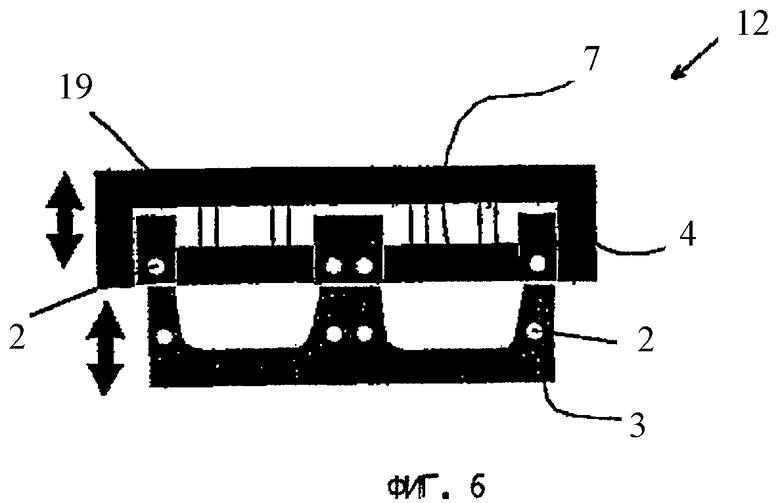
на фиг.6 - устройство для глубокой вытяжки,
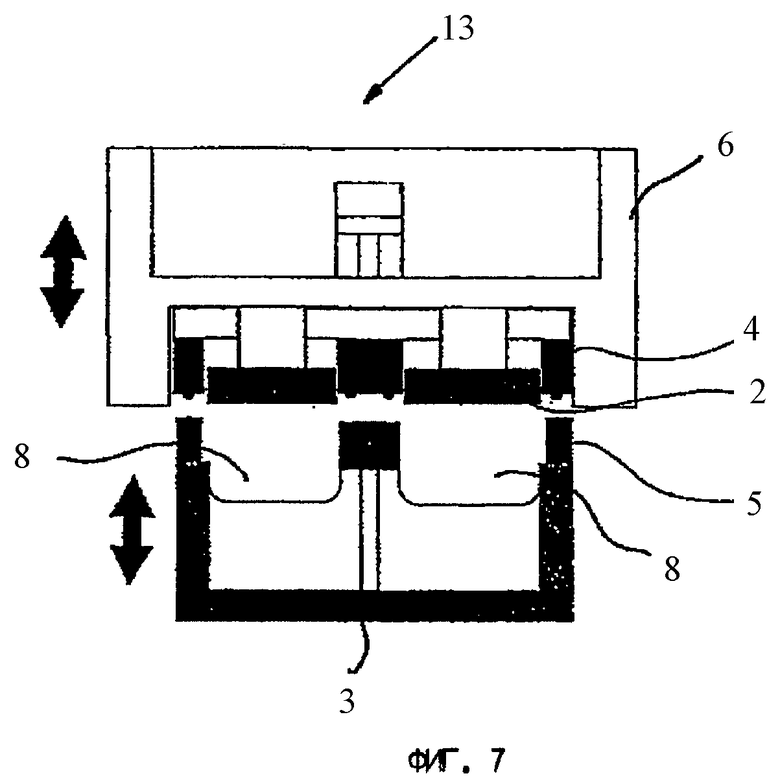
на фиг.7 - термозапечатывающее устройство,
на фиг.8 - упаковочная машина для изготовления частично усадочной упаковки и
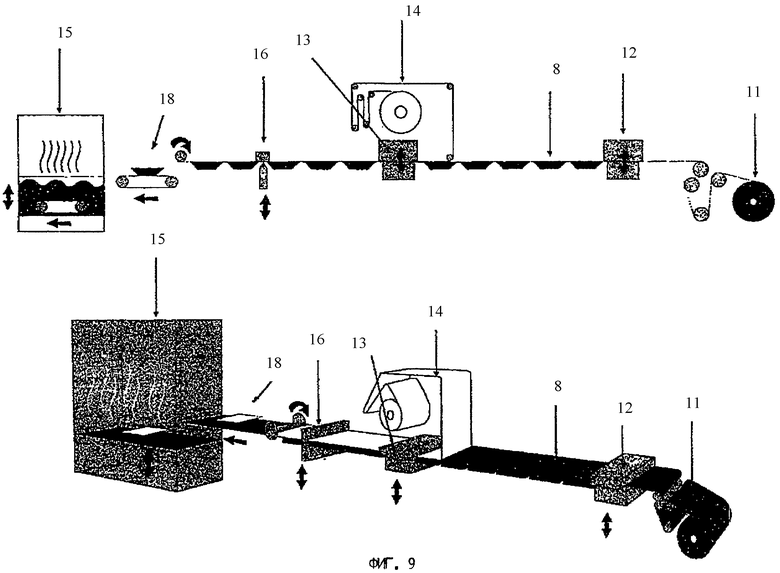
на фиг.9 - упаковочная машина для изготовления полностью усадочной упаковки.
На фиг.1 показано устройство для глубокой вытяжки, имеющее форму 3 для глубокой вытяжки с несколькими камерами 10 глубокой вытяжки. Согласно изобретению такая форма для глубокой вытяжки выполнена охлаждаемой, в данном случае с подачей в нее охлаждающей среды через отверстие 2. Над формой 3 для глубокой вытяжки находится подвергаемое формованию пленочное полотно 1, зажатое между формой 3 для глубокой вытяжки и прижимной рамой 4. Прижимная рама 4 также выполнена охлаждаемой, в данном случае с подачей в нее охлаждающей среды через отверстие 5. Над пленочным полотном 1 находятся нагревательные пластины 7, поднимаемые, соответственно опускаемые в направлениях, обозначенных двунаправленными стрелками 6. Форма 3 для глубокой вытяжки также выполнена перемещаемой в вертикальном направлении.
На фиг.2 устройство для глубокой вытяжки показано в момент нагрева зажатого между его формой 3 для глубокой вытяжки и прижимной рамой 4 пленочного полотна 1. Для этого нагревательные пластины 7 были опущены, предпочтительно в положение, в котором они контактируют с пленочным полотном. Пленочное полотно нагревают до тех пор, пока его температура в зоне нагревательной пластины не достигнет заданного уровня. Нагрев пленочного полотна предпочтительно проводить в режиме с управлением в функции времени.
После нагрева пленки до достаточной температуры нагревательные пластины вновь поднимают и из пленочного полотна 1 путем его глубокой вытяжки формуют упаковочные лотки 8 (фиг.3). В рассматриваемом варианте камеры 10 глубокой вытяжки выполнены вакуумируемыми, под действием создаваемого в которых вакуума пленочное полотно деформируется и принимает показанную на чертеже форму. В ходе всего процесса нагрева и глубокой вытяжки пленочного полотна форма для глубокой вытяжки и прижимная рама охлаждаются.
Сразу же после формования упаковочных лотков 8 глубокой вытяжкой (фиг.4) форму 3 для глубокой вытяжки опускают для возможности извлечения из нее готовых упаковочных лотков 8. Форму для глубокой вытяжки опускают настолько, чтобы изготовленные упаковочные лотки можно было переместить из зоны глубокой вытяжки и подать в нее следующий участок пленочного полотна 1 для формования из него следующих упаковочных лотков.
На фиг.5 показаны готовые упаковочные лотки. Благодаря охлаждению формы для глубокой вытяжки полученная упаковка (упаковочный лоток) имеет прямые боковые стенки 9 и края 9 и/или дно, поскольку пленочное полотно после глубокой вытяжки не дает усадку вовсе или после или в процессе глубокой вытяжки дает лишь незначительную усадку.
На фиг.6 показано устройство для изготовления пластиковых упаковочных лотков из усадочных пленок, соответственно из усадочного пленочного полотна глубокой вытяжкой. Такое устройство 12 имеет нижнюю часть (матрицу) 3 и верхнюю часть 19. Нижняя часть 3 имеет оформляющую полость, конфигурация которой является негативной по отношению к форме изготавливаемого упаковочного лотка. В нижней части устройства для глубокой вытяжки выполнены каналы 2, по которым циркулирует охлаждающая ее среда. Нижняя часть устройства для глубокой вытяжки выполнена опускаемой, соответственно поднимаемой в направлениях, обозначенных двунаправленной стрелкой. Между нижней и верхней частями устройства для глубокой вытяжки пропущено не показанное на чертеже пленочное полотно. Верхняя часть 19 также выполнена поднимаемой, соответственно опускаемой. Сказанное относится и к прижимным рамам 4, и нагревателю (нагревательному средству) 7. Пленочное полотно для возможности его глубокой вытяжки прижимается прижимной рамой к нижней части устройства для глубокой вытяжки и таким путем зажимается между ними. Помимо этого прижимная рама 4 также имеет каналы 2, по которым циркулирует охлаждающая ее среда. Преимущество, связанное с охлаждением прижимной рамы, состоит прежде всего в отсутствии нагрева находящегося под ней пленочного полотна и тем самым в отсутствии в нем внутренних напряжений. К этому зажатому между прижимной рамой и нижней частью устройства для глубокой вытяжки участку пленочного полотна в последующем приваривается верхняя пленка. Благодаря отсутствию внутренних напряжений на этом участке пленочного полотна термошов у окончательно изготовленной в последующем упаковки обладает исключительно высокой герметичностью. Предлагаемое в изобретении устройство имеет по одному из расчета на каждый изготавливаемый упаковочный лоток нагревателю 7. Такие нагреватели обеспечивают максимально быстрый нагрев пленочного полотна. Для улучшения теплопередачи от каждого из нагревателей к пленочному полотну в зоне под ним можно создавать повышенное давление, прижимающее пленочное полотно к соответствующему нагревателю и улучшающее тем самым передачу от него тепла пленочному полотну. Очевидно, что между пленочным полотном и нагревателем 7 можно также создавать разрежение, под действием которого пленочное полотно будет присасываться или притягиваться к нагревателю. По достижении пленочным полотном температуры своей пластификации его вдавливают нагревателями 7, которые в этом случае одновременно выполняют функцию пуансонов, в соответствующую форму для глубокой вытяжки и/или в форме для глубокой вытяжки создают разрежение, под действием которого пленочное полотно втягивается или всасывается в форму для глубокой вытяжки. Такая форма для глубокой вытяжки выполнена охлаждаемой, и поэтому пленочное полотно также охлаждается в процессе и/или непосредственно по завершении процесса глубокой вытяжки. Подобное охлаждение пленочного полотна продолжается до достижения им температуры, при которой исключается возможность непроизвольного упругого восстановления упаковочным лотком своей первоначальной формы из-за способности пленки к усадке.
На фиг.7 показано предлагаемое в изобретении термозапечатывающее устройство 13, состоящее из верхней части 6 и нижней части 3. Такое термозапечатывающее устройство является компонентом упаковочной машины. Между верхней и нижней частями термозапечатывающего устройства расположена верхняя пленка 14 (не показана) и усадочное пленочное полотно 1 (не показано), в котором глубокой вытяжкой были сформованы упаковочные лотки 8. Верхняя пленка 14 в этом варианте также является усадочной. Пленочное полотно 1 фиксируется и перемещается в упаковочной машине (не показана) двумя цепными транспортерами (не показаны). Для запечатывания упаковочных лотков 8 верхняя пленка 14 приваривается к пленочному полотну 1. Верхняя пленка 14 не фиксируется цепными транспортерами или иными аналогичными средствами и перемещается известным путем вместе с нижней пленкой 1 за счет соединения с ней. Верхняя часть термозапечатывающего устройства выполнена перемещаемой в вертикальном направлении, обозначенном двунаправленной стрелкой. На верхней части термозапечатывающего устройства расположена обогреваемая термозапечатывающая рама 4, которая при термическом запечатывании упаковочного лотка верхней пленкой прижимается к термозапечатывающей контропоре 5. Таким путем пленочные полотна 1, 14 прижимаются друг к другу. Благодаря создаваемому при этом давлению и повышенной температуре верхняя пленка приваривается к упаковочным лоткам 8 по их краю. В зоне каждого упаковочного лотка на верхней части термозапечатывающего устройства расположена охлаждающая пластина 2, которая предотвращает нагрев верхней пленки вне термошва. Этот вариант представляет интерес прежде всего при использовании усадочных верхних пленок. Охлаждающие пластины 2 также выполнены перемещаемыми в вертикальном направлении. Равным образом и нижняя часть термозапечатывающего устройства выполнена перемещаемой в вертикальном направлении, обозначенном двунаправленной стрелкой. Помимо этого нижняя часть термозапечатывающего устройства в рассматриваемом варианте также выполнена охлаждаемой во избежание непроизвольной усадки упаковочного лотка при его термическом запечатывании верхней пленкой. При использовании же неусадочной верхней пленки обычно можно отказаться от использования охлаждающей пластины 2 и от охлаждения верхней части 6 термозапечатывающего устройства.
На фиг.8 показана упаковочная машина для изготовления частично усадочной упаковки, т.е. упаковки с усадочным упаковочным лотком и с закрывающей его неусадочной сравнительно жесткой пленочной крышкой. При работе такой упаковочной машины пленочное полотно с заданным тактом сматывается с рулона 11 и поступает в устройство 12 для глубокой вытяжки, где из пленочного полотна формуются упаковочные лотки 8. Затем в эти упаковочные лотки 8 фасуются не показанные на чертеже упаковываемые продукты, после чего упаковочные лотки в секции 13 термосваривания запечатываются пленкой 14, образующей их крышки. В рассматриваемом варианте сматываемое с рулона 11 пленочное полотно представляет собой полотно усадочной пленки, тогда как пленочное полотно 14 представляет собой полотно неусадочной и сравнительно жесткой пленки и поэтому служит своего рода поддоном. После термического запечатывания упаковочный лоток подвергают усадке в предназначенном для этого устройстве 15, в котором воздействию горячей среды, например горячего воздуха, пара или воды, подвергается только полученный глубокой вытяжкой упаковочный лоток. Изготовленные таким путем претерпевшие усадку упаковки затем по одной отделяются в режущем устройстве 16 от остальных упаковок и в виде готовых упаковок 17 удаляются из упаковочной машины. Каждая из показанных на чертеже двунаправленных стрелок указывает направления, в которых один или два агрегата соответствующей секции упаковочной машины могут подниматься, соответственно опускаться.
На фиг.9 в двух проекциях показана упаковочная машина для изготовления полностью усадочной упаковки. Полностью усадочная упаковка состоит из усадочной верхней пленки и усадочной нижней пленки, из которой формуются упаковочные лотки. При работе такой упаковочной машины усадочное пленочное полотно также сматывается с рулона 11 и поступает в формовочную секцию 12, где из пленочного полотна глубокой вытяжкой формуются упаковочные лотки 8. После расфасовывания не показанных на чертеже упаковываемых продуктов в эти упаковочные лотки каждый из них путем термосваривания запечатывается в секции 13 термосваривания пленочным полотном 14. В рассматриваемом варианте верхняя пленка, которой в качестве крышек запечатываются упаковочные лотки, также является усадочной. На следующей стадии упаковки по одной отделяются в режущем устройстве 16 от остальных упаковок. Изготовленные таким путем упаковки 18 затем подвергают усадке в предназначенном для этого туннеле, в котором на них со всех сторон подается кипящая вода. Каждая из показанных на чертеже двунаправленных стрелок указывает направления, в которых один или два агрегата соответствующей секции упаковочной машины могут подниматься, соответственно опускаться.
Группа изобретений относится к упаковочной машине и к способу изготовления упаковок с усадочной пленкой. Упаковочная машина имеет форму для глубокой вытяжки, предназначенную для изготовления упаковочных лотков из усадочного пленочного полотна путем глубокой вытяжки, и термозапечатывающее устройство с нижней частью и верхней частью. Термозапечатывающее устройство предназначено для термического запечатывания упаковочных лотков усадочной верхней пленкой. Форма для глубокой вытяжки выполнена охлаждаемой в процессе глубокой вытяжки, и нижняя часть и/или верхняя часть термозапечатывающего устройства выполнена/выполнены охлаждаемой/охлаждаемыми в процессе термического запечатывания упаковочных лотков верхней пленкой. В способе изготовления упаковки путем термического запечатывания упаковочного лотка верхней пленкой (14) изготавливают из усадочной полимерной пленки упаковочный лоток (8). Упаковочный лоток (8) имеет термозапечатываемый участок. Пленочное полотно сначала лишь частично нагревают и термозапечатываемый участок упаковочного лотка до и в процессе глубокой вытяжки частично охлаждают. При термическом запечатывании упаковочного лотка (8) верхней пленкой (14) ее и/или упаковочный лоток (8) охлаждают. Технический результат направлен на контроль усадки пленки и на предотвращение нагрева верхней пленки вне термошва. 2 н. и 26 з.п. ф-лы, 9 ил.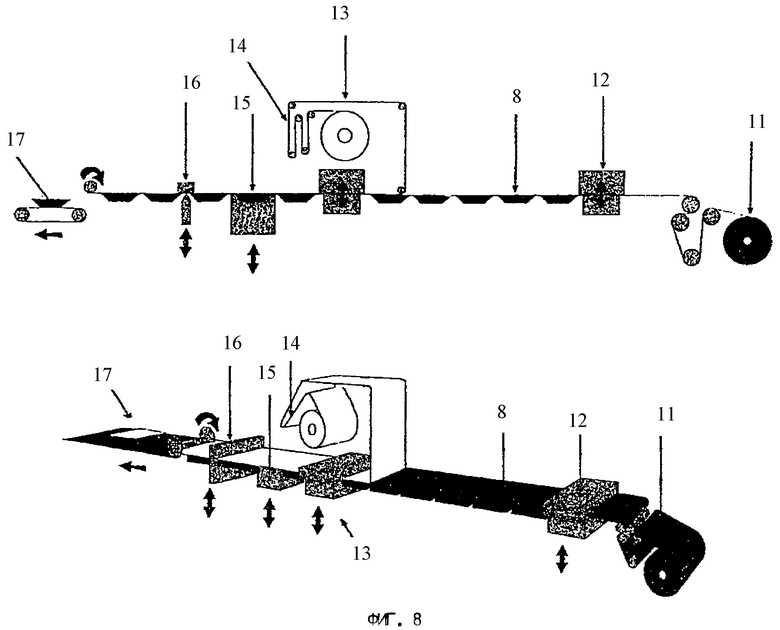
1. Упаковочная машина для изготовления упаковки, имеющая форму (3) для глубокой вытяжки, предназначенную для изготовления упаковочных лотков из усадочного пленочного полотна путем глубокой вытяжки, и термозапечатывающее устройство с нижней частью (3) и верхней частью (6), предназначенное для термического запечатывания упаковочных лотков усадочной верхней пленкой, отличающаяся тем, что форма (3) для глубокой вытяжки выполнена охлаждаемой в процессе глубокой вытяжки и нижняя часть (3) и/или верхняя часть (6) термозапечатывающего устройства выполнена/выполнены охлаждаемыми/охлаждаемой в процессе термического запечатывания упаковочных лотков верхней пленкой.
2. Упаковочная машина по п.1, отличающаяся тем, что нижняя часть (3) термозапечатывающего устройства снабжена охлаждающими средствами.
3. Упаковочная машина по п.1 или 2, отличающаяся тем, что нижняя часть (3) термозапечатывающего устройства выполнена перемещаемой в вертикальном направлении.
4. Упаковочная машина по п.1 или 2, отличающаяся тем, что она снабжена обогреваемыми термозапечатывающими средствами (4).
5. Упаковочная машина по п.1, отличающаяся тем, что верхняя часть (6) термозапечатывающего устройства имеет охлаждающую пластину (2).
6. Упаковочная машина по п.5, отличающаяся тем, что верхняя часть термозапечатывающего устройства имеет по одной из расчета на одну изготавливаемую упаковку (17, 18) охлаждающей пластине (2).
7. Упаковочная машина по п.1 или 5, отличающаяся тем, что верхняя часть (6) термозапечатывающего устройства и/или охлаждающие пластины (2) выполнена/выполнены перемещаемой/перемещаемыми в вертикальном направлении.
8. Упаковочная машина по п.1, отличающаяся тем, что она имеет термозапечатывающую контропору (5), расположенную предпочтительно на нижней части (3) термозапечатывающего устройства.
9. Упаковочная машина по п.8, отличающаяся тем, что термозапечатывающая контропора (5) выполнена охлаждаемой.
10. Упаковочная машина по п.8, отличающаяся тем, что термозапечатывающая контропора (5) выполнена поднимаемой и опускаемой.
11. Упаковочная машина по п.8, отличающаяся тем, что термозапечатывающая контропора (5) снабжена резиновой контрупорной накладкой.
12. Упаковочная машина по п.1, отличающаяся тем, что форма (3) для глубокой вытяжки снабжена охлаждающими средствами (2).
13. Упаковочная машина по п.1, отличающаяся тем, что предусмотрена возможность зажима пленочного полотна (1) между прижимным средством (4) и формой (3) для глубокой вытяжки.
14. Упаковочная машина по п.13, отличающаяся тем, что прижимное средство (4) выполнено охлаждаемым охлаждающими средствами (5).
15. Упаковочная машина по п.13, отличающаяся тем, что прижимное средство (4) выполнено перемещаемым в вертикальном направлении.
16. Упаковочная машина по п.1, отличающаяся тем, что форма для глубокой вытяжки имеет нагревательное средство (7) для нагрева пленочного полотна, предпочтительно нагревательную пластину.
17. Упаковочная машина по п.16, отличающаяся тем, что нагревательная пластина (7) выполнена в виде пуансона для глубокой вытяжки.
18. Упаковочная машина по п.1, отличающаяся тем, что форма для глубокой вытяжки имеет средства для создания вакуума и/или повышенного давления для глубокой вытяжки пленочного полотна.
19. Упаковочная машина по п.1, отличающаяся тем, что форма для глубокой вытяжки имеет средства для создания вакуума и/или повышенного давления для улучшения контакта между пленочным полотном и нагревательным средством (7).
20. Способ изготовления упаковки путем термического запечатывания упаковочного лотка верхней пленкой (14), при этом, по меньшей мере, упаковочный лоток (8), который имеет термозапечатываемый участок, изготавливают из усадочной полимерной пленки (1), отличающийся тем, что пленочное полотно (1) сначала лишь частично нагревают и термозапечатываемый участок упаковочного лотка до и в процессе глубокой вытяжки частично охлаждают, а при термическом запечатывании упаковочного лотка (8) верхней пленкой (14) ее и/или упаковочный лоток (8) охлаждают.
21. Способ по п.20, отличающийся тем, что необходимое для термического запечатывания тепло подводят через верхнюю часть (6) формы для глубокой вытяжки.
22. Способ по п.20 или 21, отличающийся тем, что усадочную полимерную пленку предпочтительно фиксируют термозапечатывающими инструментами (6, 3).
23. Способ по п.20 или 21, отличающийся тем, что усадочную полимерную пленку фиксируют цепными транспортерами.
24. Способ по п.20 или 21, отличающийся тем, что упаковку после термического запечатывания подвергают усадке.
25. Способ по п.20 или 21, отличающийся тем, что пленочное полотно (1) зажимают или фиксируют перед глубокой вытяжкой.
26. Способ по п.20 или 21, отличающийся тем, что пленочное полотно (1) подвергают формованию под действием повышенного и/или пониженного давления.
27. Способ по п.20 или 21, отличающийся тем, что для каждого упаковочного лотка (8) предусматривают по нагревательному средству (7).
28. Способ по п.20 или 21, отличающийся тем, что подвергнутую глубокой вытяжке пленку (1) охлаждают до полного исчезновения эффекта упругого восстановления формы.
| DE 2843166 A1, 24.04.1980 | |||
| US 3958394 A, 25.05.1976 | |||
| Подпорная стенка | 1979 |
|
SU958602A1 |
| US 4932856 A, 12.06.1990 | |||
| 0 |
|
SU186729A1 | |
| Устройство для защиты подводной траншеи от занесения наносами | 1982 |
|
SU1145087A1 |
| СПОСОБ ФОРМОВАНИЯ ПОЛОГО ИЗДЕЛИЯ ИЗ ТОНКОГО ЛИСТА ТЕРМОПЛАСТА | 1994 |
|
RU2111119C1 |

