Изобретение относится к области машиностроения, к технологии намотки оболочечных конструкций из полимерных композиционных материалов, и может быть использовано при создании корпусов или отсеков-адаптеров летательных аппаратов, применяемых в ракетной и авиационной технике.
Известна оправка и способ ее использования по заявке ЕР №1520683 от 30.09.2004 г. МПК7 В29С 53/56.
Известна оправка и способ ее использования по патенту США №3321347 от 23.05.1967 г. НКИ 156-151 МПК С23В.
Известна оправка для изготовления адаптеров реберно-ячеистой структуры и способ ее использования по патенту RU №2235020 от 2002.12.24 МПК7 В29С 53/82.
Также известна оправка и способ ее использования по патенту RU №2055736 от 1993.03.16 МПК7 В29С 53/82.
Известная оправка для намотки конических оболочек из полимерных композиционных материалов содержит двухместный корпус с формообразующими поверхностями и разделительным поясом, механизм для съема оболочек.
В известном способе применения оправки для намотки конических оболочек из полимерных композиционных материалов собирают оправку, содержащую двухместный корпус с формообразующими поверхностями и разделительным поясом, механизм для съема оболочек, и волокнами из высокопрочного материала, пропитанного синтетическим связующим, наматывают на нее спиральные витки оболочек и кольцевые витки шпангоутов, обеспечивая требуемое натяжение волокон.
Недостатком известной оправки является низкая надежность ее работы из-за попадания синтетического связующего на механизм и его повреждения и из-за повреждения формообразующих поверхностей режущим инструментом при мехобработке оболочек, низкое качество оболочек из-за неравномерности натяжения спиральных волокон при намотке, а также низкая технологичность использования оправки.
Недостатком известного способа является его низкая технологичность при использовании известной оправки из-за попадания синтетического связующего на механизмы и его повреждения, из-за повреждения формообразующих поверхностей режущим инструментом при мехобработке оболочек, а также низкое качество оболочек из-за неравномерности натяжения спиральных волокон при намотке.
Известная конструкция и известный способ, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипов.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка и использование технологии изготовления высококачественных конических оболочек из полимерных композиционных материалов с применением надежного и высокотехнологичного оборудования.
Технический результат для оправки, который может быть достигнут при решении поставленной задачи, заключается в повышении надежности ее работы за счет исключения возможности попадания синтетического связующего на механизм и его повреждения, исключения возможности повреждения формообразующих поверхностей режущим инструментом при мехобработке оболочек, за счет повышения качества оболочек при более равномерном натяжении спиральных волокон при намотке, а также в повышении технологичности использования оправки.
Технический результат для способа использования оправки, который может быть достигнут при решении поставленной задачи, заключается в повышении его технологичности при использовании известной оправки за счет исключения возможности попадания синтетического связующего на механизм и его повреждения, исключения возможности повреждения формообразующих поверхностей режущим инструментом при мехобработке оболочек, а также в повышении качества оболочек при более оптимальном расположении спиральных армирующих волокон.
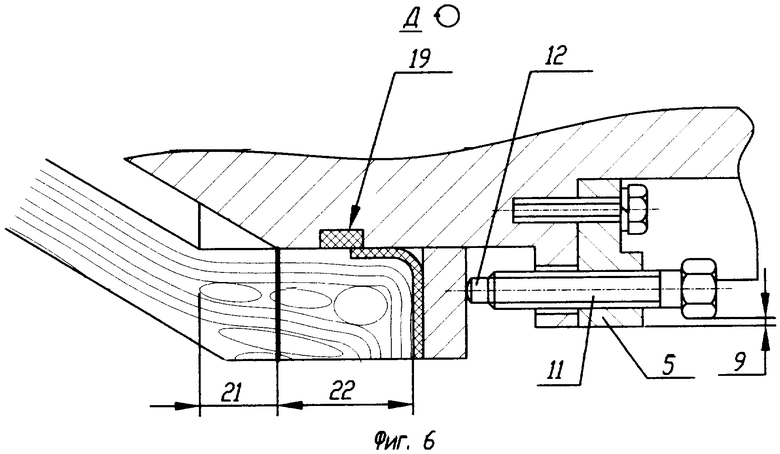
Поставленная задача с достижением технического результата решается тем, что оправка для намотки конических оболочек из полимерных композиционных материалов содержит двухместный корпус с формообразующими поверхностями и разделительным поясом, механизм для съема оболочек, при этом, в соответствии с изобретением, разделительный пояс снабжен равномерно расположенными по всей его поверхности окнами и изолирующим слоем, перекрывающим окна, в выемках которых с утопанием относительно перемычек между окнами установлены приводы механизма, например нажимные винты, причем последние своим нажимным элементом установлены вплотную к подвижному съемному кольцу, расположенному в свою очередь вплотную к ступеньке разделительного пояса с выступанием над наружной поверхностью перемычек с возможностью скольжения по формообразующей поверхности в зоне формирования шпангоута изготавливаемой оболочки, при этом формообразующая поверхность упомянутой зоны снабжена кольцевой канавкой, заполненной легкоразрушаемым составом, например, на основе гипса, разграничивающей зону формирования шпангоута на зону рабочего шпангоута и шпангоута технологического.
Отличительными признаками для оправки являются следующие признаки:
- разделительный пояс снабжен равномерно расположенными по всей его поверхности окнами и изолирующим слоем, перекрывающим окна, в выемках которых с утопанием относительно перемычек между окнами установлены приводы механизма, например нажимные винты - признак существенный, предусматривает наличие новых элементов и их новое расположение, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы за счет исключения возможности попадания синтетического связующего на механизм и его повреждения без искажения траектории намотки;
- винты своим нажимным элементом установлены вплотную к подвижному съемному кольцу, расположенному в свою очередь вплотную к ступеньке разделительного пояса с выступанием над наружной поверхностью перемычек с возможностью скольжения по формообразующей поверхности в зоне формирования шпангоута изготавливаемой оболочки - признак существенный, предусматривает наличие новых элементов, их новое расположение и их новую взаимосвязь, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности за счет повышения качества оболочек при создании пространства для дополнительного натяжения спиральных волокон и повышения равномерности их натяжения при намотке, а также в повышении технологичности использования оправки при съеме готовых оболочек;
- формообразующая поверхность упомянутой зоны снабжена кольцевой канавкой, заполненной легкоразрушаемым составом, например, на основе гипса, разграничивающей зону формирования шпангоута на зону рабочего шпангоута и шпангоута технологического - признак существенный, предусматривает наличие новых элементов и их новое расположение, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности за счет исключения возможности повреждения формообразующих поверхностей режущим инструментом при мехобработке оболочек, а также на повышение технологичности за счет исключения возможности повреждения готовой оболочки при ее съеме.
Поставленная задача с достижением технического результата для способа решается тем, что собирают оправку, содержащую двухместный корпус с формообразующими поверхностями и разделительным поясом, механизм для съема оболочек, и волокнами из высокопрочного материала, пропитанного синтетическим связующим, наматывают на нее спиральные витки оболочек и кольцевые витки шпангоутов, обеспечивая требуемое натяжение волокон, а в соответствии с изобретением, перед намоткой на формообразующую поверхность шпангоута вплотную к ступеньке разделительного пояса с выступанием над наружной поверхностью разделительного пояса устанавливают съемное кольцо, укладывают изолирующий слой, выполненный, например, из фторопластовой пленки с перекрытием ею окон разделительного пояса, в которых ниже уровня наружной поверхности разделительного пояса вплотную к съемному кольцу располагают нажимные винты механизма съема, а после основной намотки на разделительный пояс наматывают обжимающие кольцевые витки нитей, выполненных, например, из термоусаживающего лавсана, увеличивая натяжение спиральных витков и повышая тем самым равномерность натяжения спиральных волокон, после термообработки оболочки механически обрабатывают, удаляя материал с разделительного пояса и разрезая шпангоут на рабочий и технологический, и нажимными винтами, воздействуя через съемное кольцо на технологический шпангоут, сталкивают оболочку с оправки.
Отличительными признаками для способа являются следующие признаки:
- перед намоткой на формообразующую поверхность шпангоута вплотную к ступеньке разделительного пояса с выступанием над наружной поверхностью разделительного пояса устанавливают съемное кольцо - признак существенный, предусматривает наличие новых операций, их новую последовательность и их новое выполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности, а также качества изделий за счет создания пространства для дополнительного натяжения спиральных волокон и повышения равномерности их натяжения при намотке;
- укладывают изолирующий слой, выполненный, например, из фторопластовой пленки с перекрытием ею окон разделительного пояса, в которых ниже уровня наружной поверхности разделительного пояса вплотную к съемному кольцу располагают нажимные винты механизма съема - признак существенный, предусматривает наличие новых операций, их новую последовательность и их новое выполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности намотки и съема за счет исключения возможности попадания синтетического связующего на механизм и его повреждения,
- после основной намотки на разделительный пояс наматывают обжимающие кольцевые витки нитей, выполненных, например, из термоусаживающего лавсана, увеличивая натяжение спиральных витков и повышая тем самым равномерность натяжения спиральных волокон - признак существенный, предусматривает наличие новых операций, их новую последовательность и их новое выполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение качества изделий за счет дополнительного натяжения спиральных волокон и повышения равномерности их натяжения при намотке, а также компенсации влияния воздействия термоусадки связующего на расположение армирующих волокон термоусадкой нитей обжимающих кольцевых витков;
- после термообработки оболочки механически обрабатывают, удаляя материал с разделительного пояса и разрезая шпангоут на рабочий и технологический, и нажимными винтами, воздействуя через съемное кольцо на технологический шпангоут, сталкивают оболочку с оправки - признак существенный, предусматривает наличие новых операций, их новую последовательность и их новое выполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности мехобработки и съема изделий за счет исключения возможности повреждения формообразующих поверхностей оправки режущим инструментом и снижения трудоемкости выполнения операций, а также на повышение качества изделий за счет повышения точности мехобработки и исключения повреждений оболочек при их съеме с оправки.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по созданию, внедрению технологий изготовления высококачественных конических оболочек из полимерных композиционных материалов с применением надежного и высокотехнологичного оборудования без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
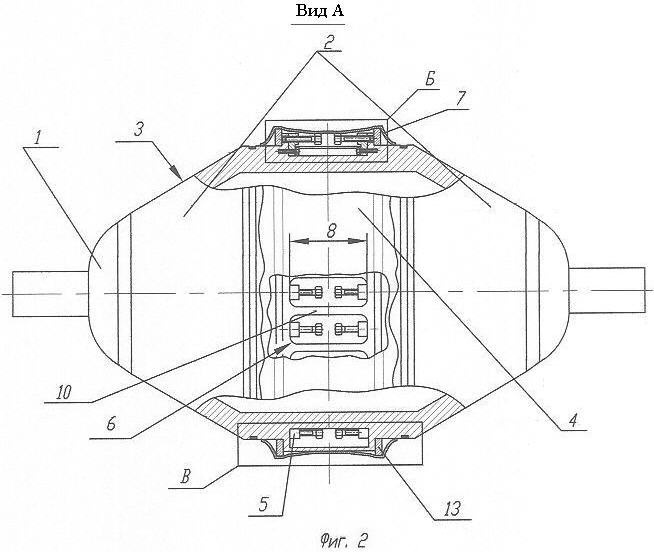
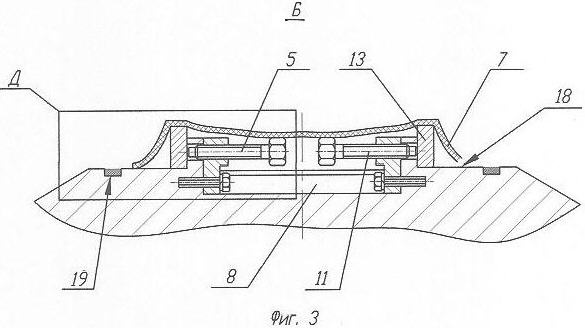
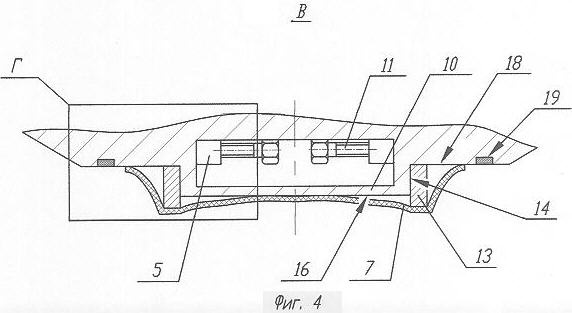
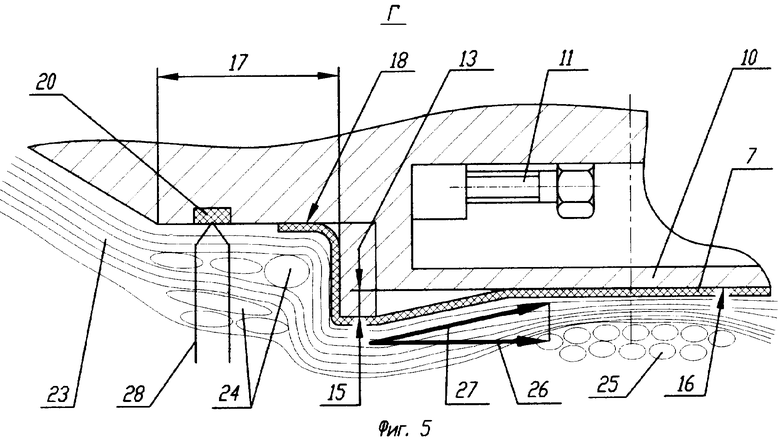
Сущность изобретений поясняется чертежами, где на фиг.1 представлен общий вид оправки, на фиг.2 - общий вид оправки с элементами механизма съема, на фиг.3 - сечение по элементам привода, на фиг.4 - сечение по перемычке, на фиг.5 - схема дополнительного натяжения волокон и мехобработки изделия, на фиг.6 - схема съема изделия.
Оправка 1 для намотки конических оболочек из полимерных композиционных материалов содержит двухместный корпус 2 с формообразующими поверхностями 3 и разделительным поясом 4 и механизм 5 для съема оболочек. Разделительный пояс 4 снабжен равномерно расположенными по всей его поверхности окнами 6 и изолирующим слоем 7, перекрывающим окна 6, в выемках 8 которых с утопанием 9 относительно перемычек 10 между окнами 6 установлены приводы механизма 5, например нажимные винты 11. Винты 11 нажимным элементом 12 установлены вплотную к подвижному съемному кольцу 13, расположенному в свою очередь вплотную к ступеньке 14 разделительного пояса 4 с выступанием 15 над наружной поверхностью 16 перемычек 10 с возможностью скольжения по формообразующей поверхности в зоне 17 формирования шпангоута изготавливаемой оболочки. Формообразующая поверхность 18 упомянутой зоны 17 снабжена кольцевой канавкой 19, заполненной легкоразрушаемым составом 20, например, на основе гипса, разграничивающей зону формирования шпангоута 17 на зону рабочего шпангоута 21 и шпангоута технологического 22.
Работа оправки заключается в способе ее применения. Способ применения оправки 1 для намотки конических оболочек из полимерных композиционных материалов, при котором собирают оправку 1, содержащую двухместный корпус 2 с формообразующими поверхностями 3 и разделительным поясом 4, механизм 5 для съема оболочек. Волокнами из высокопрочного материала, пропитанного синтетическим связующим, наматывают на нее спиральные витки 23 оболочек и кольцевые витки 24 шпангоутов 21 и 22, обеспечивая требуемое натяжение волокон. Перед намоткой на формообразующую поверхность 18 шпангоута вплотную к ступеньке 14 разделительного пояса 4 с выступанием 15 над наружной поверхностью 16 разделительного пояса 4 устанавливают съемное кольцо 13, укладывают изолирующий слой 7, выполненный, например, из фторопластовой пленки с перекрытием ею окон 6 разделительного пояса, в которых ниже уровня наружной поверхности 16 разделительного пояса вплотную к съемному кольцу 13 располагают нажимные винты 11 механизма 5 съема. После основной намотки на разделительный пояс 4 наматывают обжимающие кольцевые витки 25 нитей, выполненных, например, из термоусаживающего лавсана, увеличивая натяжение 26 спиральных витков 23 и повышая тем самым равномерность натяжения спиральных волокон. После термообработки оболочки механически обрабатывают, удаляя материал с разделительного пояса 4 и разрезая шпангоут на рабочий 21 и технологический 22, и нажимными винтами 11, воздействуя через съемное кольцо 13 на технологический шпангоут 22, сталкивают оболочку с оправки.
Вариант исполнения способа заключается в том, что при намотке спиральных витков 23, благодаря наличию выступания 15 съемных колец 13 над наружной поверхностью 16 перемычек 10, являющейся наружной поверхностью разделительного пояса 4, натяжение 26 спиральных витков 23 под действием обжимающих усилий кольцевых витков 25 возрастает до величины 27, а при термообработке это натяжение 27 термоусадкой нитей обжимающих кольцевых витков 25 компенсирует влияние воздействия термоусадки связующего на расположение армирующих волокон спиральных витков 23. После термообработки оболочки механически обрабатывают, благодаря контакту режущего инструмента 28 с легкоразрушаемым составом 20, без повреждения формообразующих поверхностей 18.
Таким образом, использование изобретения позволит создать и внедрить технологию изготовления высококачественных конических оболочек из полимерных композиционных материалов с применением надежного и высокотехнологичного оборудования, что и подтверждает использование по назначению. Осуществимость изобретения подтверждена положительными результатами испытаний образцов и фрагментов конструкций, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для намотки оболочек из полимерных композиционных материалов | 2015 |
|
RU2606644C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ ПЛАНЕРА САМОЛЕТА И ЭЛЕМЕНТЫ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312790C1 |
| СПОСОБ НАМОТКИ КОНИЧЕСКОЙ ОБОЛОЧКИ ВРАЩЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОНИЧЕСКАЯ ОБОЛОЧКА ВРАЩЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2350470C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2099194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ-ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2107622C1 |
| СЕТЧАТАЯ ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2149761C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083371C1 |
| Оправка для изготовления намоткой тонкостенных цилиндрических оболочек из полимерных композиционных материалов | 2017 |
|
RU2675574C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2103200C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2097197C1 |
Изобретение относится к области машиностроения, к технологии намотки оболочечных конструкций из полимерных композиционных материалов, и может быть использовано при создании корпусов или отсеков-адаптеров летательных аппаратов, применяемых в ракетной и авиационной технике. Оправка для намотки конических оболочек из полимерных композиционных материалов содержит двухместный корпус с формообразующими поверхностями и разделительным поясом и механизм для съема оболочек. Разделительный пояс снабжен равномерно расположенными по всей его поверхности окнами и изолирующим слоем, перекрывающим окна, в выемках которых с утопанием относительно перемычек между окнами установлены приводы механизма - нажимные винты. Нажимные винты своим нажимным элементом установлены вплотную к подвижному съемному кольцу, расположенному в свою очередь вплотную к ступеньке разделительного пояса с выступанием над наружной поверхностью перемычек с возможностью скольжения по формообразующей поверхности в зоне формирования шпангоута изготавливаемой оболочки. При этом формообразующая поверхность упомянутой зоны снабжена кольцевой канавкой, заполненной легкоразрушаемым составом на основе гипса, разграничивающей зону формирования шпангоута на зону рабочего шпангоута и шпангоута технологического. Способ оправки для намотки конических оболочек из полимерных композиционных материалов включает операции, с помощью которых собирают оправку. Оправка содержит двухместный корпус с формообразующими поверхностями и разделительным поясом, механизм для съема оболочек, и волокнами из высокопрочного материала, пропитанного синтетическим связующим. На оправку наматывают спиральные витки оболочек и кольцевые витки шпангоутов, обеспечивая требуемое натяжение волокон. Перед намоткой на формообразующую поверхность шпангоута вплотную к ступеньке разделительного пояса с выступанием над наружной поверхностью разделительного пояса устанавливают съемное кольцо. Затем укладывают изолирующий слой с перекрытием им окон разделительного пояса, в которых ниже уровня наружной поверхности разделительного пояса вплотную к съемному кольцу располагают нажимные винты механизма съема. После основной намотки на разделительный пояс наматывают обжимающие кольцевые витки для увеличения натяжения спиральных витков. После термообработки оболочку механически обрабатывают, удаляя материал с разделительного пояса и разрезая шпангоут на рабочий и технологический. При этом нажимными винтами, воздействуя через съемное кольцо на технологический шпангоут, сталкивают оболочку с оправки. Достигаемый при этом технический результат заключается в повышении надежности работы оправки за счет исключения возможности попадания синтетического связующего на механизм и его повреждения, исключения возможности повреждения формообразующих поверхностей режущим инструментом при механической обработке оболочек за счет повышения качества оболочек при более равномерном натяжении спиральных волокон при намотке, а также в повышении технологичности использования оправки. 2 н. и 2 з.п. ф-лы, 6 ил.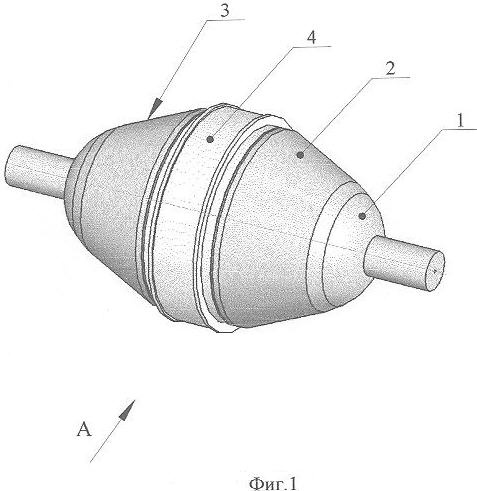
| RU 2055736 C1, 10.03.1996 | |||
| Оправка для изготовления конических стеклопластиковых разнотолщинных оболочек | 1976 |
|
SU550291A1 |
| Устройство для формирования оболочек переменного сечения | 1977 |
|
SU654434A1 |
| US 2003146346 A1, 07.08.2003 | |||
| US 6250908 В1, 26.06.2001 | |||
| DE 3522233 A1, 02.01.1987. | |||

