Изобретение относится к способу улавливания и отвода сточной воды из внутренней дуги направляющей для заготовки в машине непрерывного литья балочных заготовок, в котором отлитую заготовку отверждают, а требуемый теплоотвод достигается, помимо прочего, посредством форсуночного охлаждения, причем указанная сточная вода скапливается на внутренней дуге заготовки, и сточную воду улавливают и отводят при помощи отсасывающей трубы в смеси с воздухом, а затем производится разделение воздуха и воды. Изобретение относится также к устройству для осуществления способа.
У машин для непрерывного литья балочного или рельсового чернового профиля, так называемых машин для непрерывного литья балочных заготовок, отлитый формат застывает внутри направляющей для заготовки. Образование внешней, твердой корочки заготовки происходит уже в кристаллизаторе посредством теплоотвода через охлаждаемые водой медные плиты. Черновой профиль балки перемещается далее по радиусу кривизны технологической оси машины для литья.
Последующий теплоотвод происходит внутри направляющей для заготовки посредством контакта с роликами, за счет разбрызгиваемой воды и теплоизлучения. В принципе, избыточная или сточная вода собирается на внутренней дуге заготовки. Она накапливается в направлении движения заготовки от ряда к ряду форсунок.
Скапливающаяся вода препятствует теплопередаче при струйном охлаждении и, кроме того, приводит к накоплению воды перед машиной для газовой резки, если бы она не удалялась из шейки заготовки или балки.
Сегодняшний уровень техники характеризуется, например, сдуванием воды из внутренней дуги заготовки с помощью сжатого воздуха. Это сдувание происходит с высоким потреблением энергии и значительными эксплуатационными расходами на компрессоры, которые требуются, чтобы получить необходимое количество сжатого воздуха. Кроме того, вода, неконтролируемо продуваемая через кромки фланцев чернового профиля балки, ухудшает качество полученного профиля, что может обусловить потерю материала.
Из документа JP 58157559 A1 в принципе известно отсасывание воды с шейки балки. Согласно этому документу, избыточная охлаждающая вода собирается сделанной в форме ножа входной отсасывающей трубой и отсасывается посредством разрежения на конце выходной трубы, выполненной с круглым сечением. Разрежение достигается с помощью коаксиальной обсадной трубы, по которой на конце выходной трубы под давлением протекает воздух, за счет чего создается разрежение. Однако создаваемая разность давлений относительно мала и позволяет отсасывать только остатки охлаждающей воды. При этом над входной всасывающей трубой установлена еще одна наклонная поверхность для отклонения избыточной охлаждающей воды, которая над входной всасывающей трубой разделяется в противоположных направлениях, так что остатки охлаждающей воды стекают с двух сторон заготовки и должны улавливаться отдельно.
В принципе профили балок или черновые профили заготовок, такие как черновой профиль балки или рельса, сформированы так, что остаточные количества воды не могут самостоятельно выйти через боковые края фланцев. Так как свободные площади и объемы ограничены условиями уже в камере охлаждения, а также внутри направляющей для заготовки, объема, чтобы установить крупные устройства для удаления избыточной воды, недостаточно. Направление воды через соответствующие устройства к всасывающей трубе оказывается чрезвычайно сложным из-за непрерывно движущейся неровной поверхности заготовки.
Из документа DE-A-10122833 известно устройство для отсасывания сточной воды на установках литья балочных заготовок. Устройство для отсасывания снабжено плоской всасывающей головкой, ширина которой определяется шириной заготовки, при этом в головке поддерживается разрежение. В отводящем трубопроводе после всасывающей головки по направлению отвода предусмотрен осадитель, в котором удерживаются остатки воды или загрязнения.
Исходя из вышеуказанного уровня техники, в основе изобретения стоит задача указать способ и устройство, которые должны отвечать следующим критериям.
- По возможности полный сбор и улавливание сточной воды в непрерывном производстве в условиях литья стали, а также удаление сточной воды без отрицательного влияния на качество материала заготовки.
- Предотвращение столкновения заготовки с водоотводными устройствами.
- Несложная компактная конструкция и малые расходы по монтажу в установке непрерывной разливки.
- Не требующее обслуживания или энергосберегающее устройство отсасывания для отвода сточной воды из внутренней дуги машины непрерывной разливки.
- Применение простого средства для согласования устройства для отсасывания к разным форматам заготовки.
Для решения данной задачи изобретением предлагается способ улавливания и отвода сточной воды из внутренней дуги направляющей для заготовки машины непрерывного литья балочных заготовок с признаками ограничительной части пункта 1 формулы изобретения, при этом во всасывающей головке осуществляют псевдоожижение уловленной сточной воды при применении флюидизаторов или замедлителей потока, причем указанные флюидизаторы выполнены в виде большого числа распределенных по всасывающей головке воздушных сопел, и всасывающая головка сформирована так, что образует объем псевдоожижения для расширения улавливаемой воды.
За счет этих мер внутри всасывающей головки сточная вода становится псевдоожиженной и пригодной для пневматического транспортирования. Вследствие перехода в псевдоожиженное состояние сточная вода может быть отсосана с меньшими затратами энергии и затем проведена на установку разделения на воду и воздух. Всасывающая головка имеет несложную и экономящую место конструкцию, которая может быть установлена в машину непрерывной разливки балочных заготовок с малыми затратами.
В дальнейшее развитие способа согласно изобретению предлагается, чтобы всасывающая головка продвигалась в или к заготовке или позиционировалась с помощью манипулятора, благодаря чему делается возможным, чтобы всасывающая головка для оптимального использования могла подходить с большего расстояния и из положения нерабочего состояния.
Чтобы изолировать всасывающую головку от заготовки или балки, целесообразно использовать уплотняющие средства, такие как щетки или уплотнительные планки из каучука.
Так как машины непрерывного литья балочных заготовок применимы для различных форматов заготовок, согласно одному из следующих вариантов осуществления изобретения целесообразно, чтобы всасывающая головка была устроена с возможностью согласования с различными форматами заготовки и при использовании средств быстрого отсоединения или соединительных элементов могла подсоединяться к устройству отсасывания.
Особенно преимущественным является вариант, согласно которому сточная вода отсасывается с помощью всасывающей головки в одном или нескольких местах вдоль металлургической длины заготовки или балки под кристаллизатором.
Изобретение относится также к устройству для осуществления способа. Это устройство с признаками ограничительной части пункта 6 характеризуется тем, всасывающая головка снабженафлюидизаторами и средством для перемещения всасывающей головки вдоль внутренней дуги балочного чернового профиля. С помощью подобным образом устроенных всасывающих головок сточная вода сможет транспортироваться под давлением, и откачанная вода может транспортироваться посредством отсоса по подходящим трубам или трубопроводам до водоотделителя и оттуда переправляться далее или после соответствующей очистки возвращаться в охлаждающее устройство разливочной машины.
В варианте осуществления устройства всасывающая головка выполнена в виде колоколообразной приемной емкости, причем приемная емкость снабжена флюидизаторами, такими как сопла, свободные металлические детали или цепи для псевдоожижения улавливаемой воды. Такая конструкция всасывающей головки является компактной, так что она может быть помещена с экономией места в направляющую заготовки. Предпочтительно, если всасывающие головки расположены в нескольких местах установки непрерывной разливки, чтобы своевременно отсасывать сточную воду из внутренней дуги балочной заготовки.
Особенно выгодное исполнение отсасывающего устройства предусматривает, что, для согласования с форматами балочных заготовок, всасывающая головка выполнена как сменная головка, заменяемая с помощью устройства быстрого разъединения или соединительного элемента. Так как, в частности, при прокатке балок используются различные отливаемые черновые профили балок, предложенные в изобретении меры согласования всасывающей головки с форматом заготовки особенно интересны.
Оптимальное применение устройства отсасывания достигается тогда, когда для позиционирования всасывающей головки предусмотрен манипулятор, причем всасывающая головка может располагаться на расстоянии от 0 до 40 мм от поверхности балочной заготовки. Благодаря этим мерам избегается соприкосновение всасывающей головки с поверхностью балки, в отдельных случаях очень грубой, и либо сама балка, либо всасывающая головка при этом могут быть повреждены.
Другие варианты выполнения устройства согласно изобретению описаны в зависимых пунктах формулы.
Детали, отличительные признаки и другие преимущества изобретения видны из следующего объяснения одного примера исполнения, схематично показанного на чертежах. Показано:
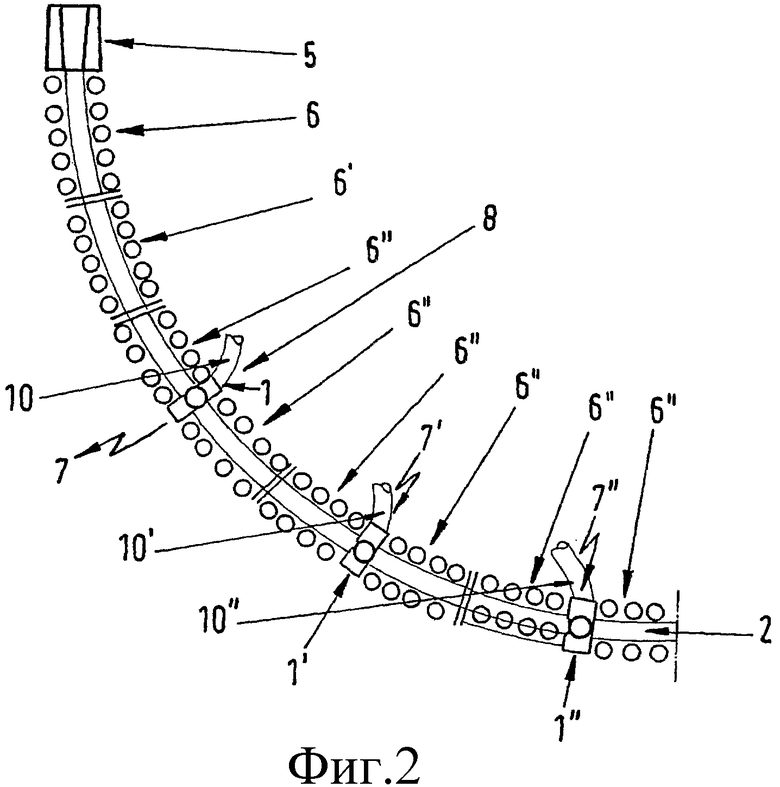
Фиг.1: вид сбоку на часть заготовки с отсасывающим устройством для сточной воды, установленным во внутренней дуге направляющей для заготовки.
Фиг.2: направляющая для заготовки в виде сбоку с соответствующими устройствами отсасывания.
На фиг.1 показана часть балочной заготовки, в данном случае черновой профиль балки. Позицией 12 обозначено направление вытягивания балочной заготовки. Боковые грани балки имеют обозначения 11 и 11'.
В образующейся полости заготовки для отсасывания собирающейся на внутренней дуге 9 заготовки избыточной или сточной воды находится всасывающая головка 1. Она может быть присоединена через устройство быстрого разделения или соединительный элемент 3 к устройству 4 отсасывания. Это устройство состоит из всасывающей линии 10 и водоотделителя 13. Созданная во всасывающей головке смесь вода-воздух, которая способна транспортироваться под давлением, отводится через всасывающую линию 10, подсоединяемую к всасывающей головке 1. Всасывающая линия 10, как уже было сказано, подсоединена к установке водоотделения, в которой смесь вода-воздух разделяется на воду и воздух, после чего водяная составляющая очищается для повторного применения, в частности отделяется от содержащихся в ней твердых частиц или других веществ и возвращается на повторное использование в машину для непрерывного литья балочных заготовок.
Всасывающая головка 1 выполнена в форме колокола с нижним отверстием для всасывания и включает объем для псевдоожижения и расширения поступающей воды. Далее, всасывающая головка 1 содержит в своем внутреннем объеме так называемые флюидизаторы или замедлители потока для псевдоожижения улавливаемой всасывающей головкой 1 сточной воды, за счет чего сточная вода становится пригодной для транспортировки под давлением. Псевдоожижение уловленной сточной воды улучшается предпочтительно тем, что по всасывающей головке имеются воздушные сопла, распределенные внутри куполообразного объема псевдоожижения, с целью расширения поступающей воды. С их помощью улавливаемая вода сильно перемешивается с воздухом и благодаря этому становится способной продвигаться под давлением. Флюидизаторы могут также включать цепи или им подобные механические устройства.
Как показано на фиг.2, направляющая 8 для заготовки включает кристаллизатор и под ним ряд сегментов направляющей 6, 6', 6" и до 6n.
Для перемещения или позиционирования всасывающей головки имеются манипуляторы 7, 7', 7", схематично изображенные на фиг.2. Такие манипуляторы могут приводиться в действие от электрических или при помощи электромагнитных импульсов так, что при отсасывании сточной воды между всасывающей головкой 1 и полостью внутренней дуги 9 направляющей 8 для заготовки всегда удерживается постоянное расстояние, предпочтительно расстояние от 0 до 40 мм от поверхности заготовки.
Всасывающая головка 1 согласуется с поверхностью профиля заготовки 2 при помощи не показанных подробнее щеток. Различные всасывающие головки 1, которые должны подгоняться к различным формам полости на внутренней дуге 9 балочной заготовки, могут быть соединены со всасывающей линией 10 с помощью средства быстрого разделения или соединительного элемента.
Изобретение относится к технологии улавливания и отвода сточной воды из внутренней дуги направляющей для заготовоки в машине непрерывного литья балочных заготовок. Сточную воду собирают на внутренней дуге заготовки, улавливают и отсасывают с помощью всасывающей головки, откачанную смесь воды и воздуха разделяют на воду и воздух. При этом во всасывающей головке осуществляют псевдоожижение уловленной сточной воды при использовании флюидизаторов или замедлителей потока. Указанные флюидизаторы выполнены в виде большого числа распределенных по всасывающей головке воздушных сопел. Всасывающая головка снабжена средством для ее перемещения вдоль внутренней дуги балочного чернового профиля. Компактная конструкция всасывающей головки позволяет предотвратить столкновение заготовки с водоотводными устройствами, снизить расходы по монтажу и обслуживанию, а также использовать указанное средство для отсасывания воды к разным форматам заготовки. 2 н. и 9 з.п. ф-лы, 2 ил.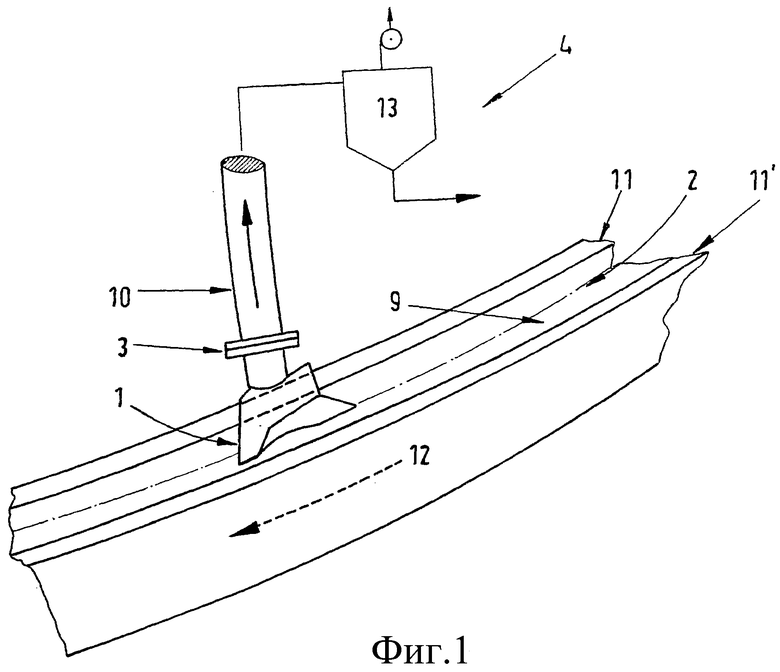
| DE 10122833 А, 10.01.2002 | |||
| JP 58157559 А, 19.09.1983 | |||
| WO 9601712 А, 25.01.1996 | |||
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| 0 |
|
SU213294A1 | |

