Изобретение относится к непрерывному способу литья, согласно ограничительной части пункта 1 формулы изобретения, и к устройству для осуществление способа, согласно ограничительной части пункта 9 формулы изобретения.
Посредством криволинейного литья черновых профилей, в особенности двойных Т-образных профилей или чернового профиля балочной заготовки, у которого имеются стенка и два боковых фланца, охлаждающая вода собирается между этими фланцами с внутренней стороны радиуса в ручье чернового профиля и может лишь вытекать книзу вдоль ручья чернового профиля. Охлаждающая вода должна удаляться из внутреннего изгиба до момента осуществления газовой резки (автогенной резки) ручья чернового профиля для того, чтобы можно было действительно осуществить резку. В добавлении к этому, стекающая вниз охлаждающая вода приводит к чрезмерному охлаждению на фланцах профиля. Из-за этого могут появляться трещины в профиле при его монтаже. Благодаря сильному охлаждению внутренней части профиля, материал сжимается сильнее, чем снаружи профиля, из-за чего радиус стремится уменьшиться. В результате этого изменения радиуса дополнительно необходима установка направляющих роликов во внутреннюю часть.
Как раскрывается, например, в EP 1497056 B1, известно вытеснение охлаждающей воды в область изогнутой направляющей ручья чернового профиля из внутреннего изгиба профиля или ее выдувание посредством сжатого воздуха. С помощью всех этих способов сложно подойти достаточно близко к ручью чернового профиля для того, чтобы выполнить достаточно хорошее гидравлическое уплотнение. Использование сжатого воздуха, подаваемого внутрь зазора, для того чтобы улучшить уплотнение, приводит к дополнительному чрезмерному охлаждению, которое нежелательно. Более того, количество требуемого сжатого воздуха приводит к удорожанию операции.
Цель, лежащая в основе настоящего изобретения, заключается в том, чтобы предложить преимущественный с экономической точки зрения способ типа, указанного в начале, и обеспечить устройство для реализации этого способа, с помощью которого можно было бы почти полностью избежать чрезмерного охлаждения во внутреннем изгибе ручья чернового профиля.
Эта цель достигается, согласно изобретению, посредством способа, имеющего признаки пункта 1 формулы изобретения, и посредством устройства с признаками пункта 9 формулы изобретения.
Описание предпочтительных дополнительных вариантов осуществления способа согласно изобретению, и устройства, согласно изобретению, образует содержание зависимых пунктов формулы изобретения.
Посредством способа по изобретению и устройства по изобретению может быть практически полностью устранено чрезмерное охлаждение во внутреннем изгибе ручья чернового профиля, вызываемое текущей вниз охлаждающей водой, причем с использованием только водоструйного сопла. Не требуется ни дополнительных перегородок или раструбов в плечевой области, то есть боковыми фланцами и стенкой чернового профиля, ни сжатого воздуха. Следовательно, можно обойтись и без связанного с ними монтажа и последующих операционных расходов.
Дополнительный охлаждающий эффект, обеспечиваемый отводящей водой, может компенсироваться посредством снижения количества охлаждающей воды. Для того чтобы снизить переохлаждение, может использоваться нагретая отводящая вода.
С помощью способа по изобретению на охлаждение ручья чернового профиля можно повлиять посредством регулирования температуры отводящей воды.
Далее изобретение описывается более подробно со ссылками на чертежи.
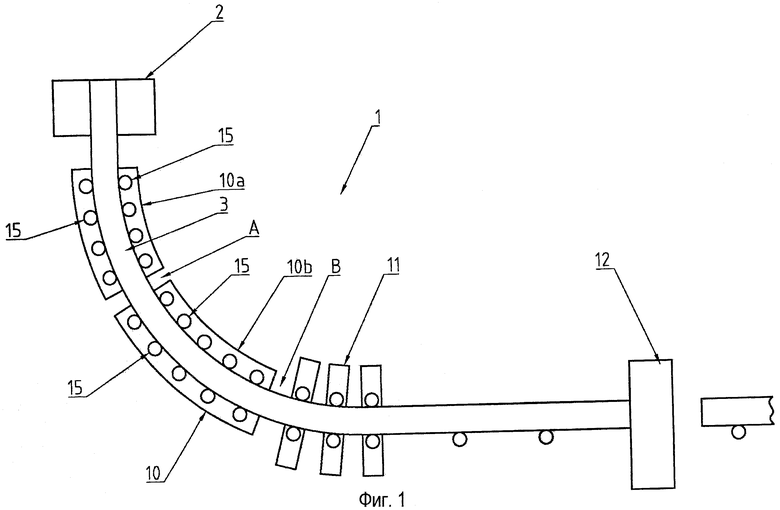
Фиг.1 - схематично изображенный вид сбоку устройства непрерывного литья для осуществления непрерывного литья ручья чернового профиля балочной заготовки;
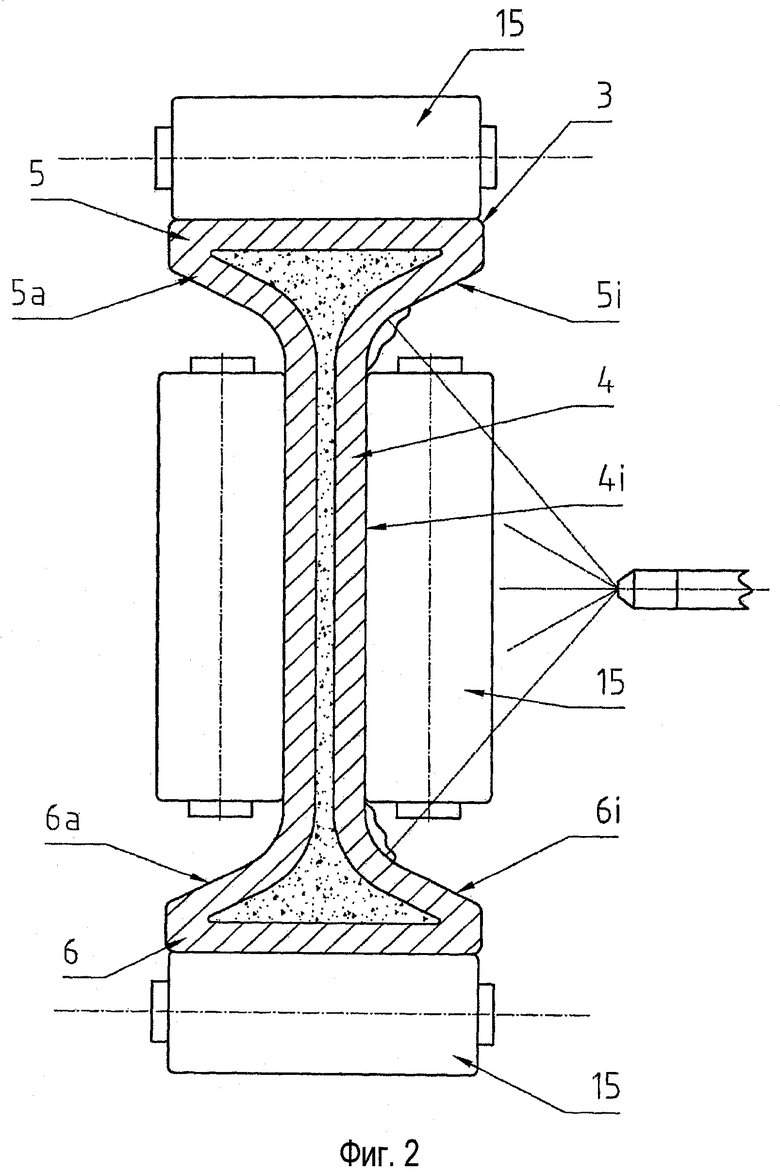
Фиг.2 - схематично изображенное сечение ручья чернового профиля внутри области изогнутой направляющей, охлаждаемой водой; и
Фиг.3 - схематично изображенное сечение ручья чернового профиля в области устройства по изобретению, для удаления охлаждающей воды, вытекающей из внутреннего изгиба ручья чернового профиля.
Фиг.1 показывает устройство 1 непрерывного литья, имеющее водоохлаждаемый кристаллизатор 2, из которого жидкий метал, в особенности сталь, непрерывно подается, образуя оболочку, например литейный ручей. Литейный ручей - это черновой профиль, в особенности двойной Т-образный профиль 3, сечение которого показано на Фиг.2 и 3, и у которого есть стенка 4 и два боковых фланца 5, 6. Кристаллизация внешней поверхности, твердой оболочки ручья уже происходит в кристаллизаторе 2 (первичное охлаждение).
Ручей 3 чернового профиля, отходящий вертикально от кристаллизатора 2, проводится через изогнутую направляющую 10 и имеет горизонтальный загиб. Выровненный с помощью выравнивающего модуля 11 он вставляется в устройство 12 для газовой резки. Направляющая 10 содержит несколько направляющих элементов и модулей 10а, 10b, расположенных друг за другом (два из них обозначены на Фиг.1), из которых, по меньшей мере, первый элемент 10а, расположенный рядом с кристаллизатором 2, содержит в дополнение к направляющим роликам 15 распылительные сопла 16 (Фиг.2) для подачи охлаждающей воды, посредством которой происходит так называемое вторичное охлаждение ручья 3 (непрерывнолитой заготовки) чернового профиля.
Несмотря на то что охлаждающая вода может беспрепятственно вытекать из ручья 3 чернового профиля, от внешней поверхности (от стороны 4а стенки и от частей 5а, 6b фланца, согласно Фиг.2) ручья 3 чернового профиля, выполненного в литейном радиусе, охлаждающая вода продолжает собираться внутри, во внутреннем изгибе ручья 3 чернового профиля, ограниченного стороной 4i стенки и частями 5i, 6i фланца, в особенности в области перехода стенки 4 к соответствующему фланцу 5, 6 или к частям 5i, 6i, как это показано на Фиг.2, и стекает вниз по направлению к устройству 12 для газовой резки. Для того чтобы избежать этого, согласно изобретению, после того, как охлаждающая вода выполнила необходимую функцию вторичного охлаждения, посредством водоструйных сопел 21, 22, которые можно увидеть на Фиг.3, отводящая вода впрыскивается внутрь внутреннего изгиба ручья 3 чернового профиля, а следовательно, охлаждающая вода выталкивается из внутреннего изгиба. Отводящая вода придает импульс текущей вниз охлаждающей воде. Водоструйные сопла 21, 22, по существу, расположены ориентированными к зоне перехода от стенки 4 к соответствующему фланцу 5, 6, так что охлаждающая вода отводится по фланцам 5, 6 и по частям 5i, 6i этих фланцев и собирается вместе с отводящей водой посредством собирающего устройства 23 и отводится благодаря ему. Два водоструйных сопла 21, 22 предпочтительно присоединены к общему собирающему устройству 23. Для лучшего заполнения внутреннего изгиба профиля они преимущественно могут располагаться, таким образом, чтобы они могли перемещаться из стороны в сторону относительно фланцев 5, 6.
Водоструйные сопла вместе с отводящей водой преимущественно уже используются в начале, по существу, во все еще вертикальной области изогнутой направляющей 10, и располагаются, например, в области между двумя первыми элементами 10а, 10b направляющей (эта область обозначена стрелкой А на Фиг.1). Водоструйные сопла 21, 22, предпочтительно лежащие в одной плоскости, затем располагаются под заранее определенным углом к касательной изгиба.
Однако также возможно расположить водоструйные сопла 21, 22 приблизительно в центральной области изогнутой направляющей 10, например, за вторым элементом 10b направляющей согласно Фиг.1. Затем отводящую воду подают во внутренний изгиб ручья 3 чернового профиля под углом к касательной изгиба (обозначено стрелкой В на Фиг.1).
Конечно водоструйные сопла 21, 22 или общая плоскость к двум водоструйным соплам также могла бы охватывать и угол от 0º до 90°.
С помощью способа и устройства по изобретению путем использования водоструйных сопел практически полностью устраняется чрезмерное охлаждение во внутреннем изгибе ручья чернового профиля, вызванное стекающей вниз охлаждающей водой. Не требуется ни дополнительная перегородка или раструб в плечевой области, то есть между боковыми фланцами чернового профиля, ни сжатый воздух. Таким образом, также можно обойтись без дополнительного монтажа и оперативных затрат. Вода, использующаяся в каждом случае в этой области, доступна бесплатно. Отводящее устройство располагается снаружи плечевой области, и таким образом, не происходит взаимодействия между литейным ручьем и отводящим устройством.
Дополнительный охлаждающий эффект из-за отводящей воды может компенсироваться уменьшением количества стекающей вниз воды. Для того чтобы снизить переохлаждение, может использоваться нагретая отводящая вода.
С помощью способа по изобретению на охлаждение чернового профиля можно преимущественно воздействовать посредством регулирования температуры отводящей воды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТВОДА СТОЧНОЙ ВОДЫ ИЗ ВНУТРЕННЕЙ ДУГИ МАШИН ДЛЯ ЛИТЬЯ БАЛОЧНЫХ ЧЕРНОВЫХ ПРОФИЛЕЙ | 2003 |
|
RU2313419C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТВОДА СТОЧНОЙ ВОДЫ ИЗ ВНУТРЕННЕЙ ДУГИ МАШИНЫ ДЛЯ ЛИТЬЯ ДВУТАВРОВЫХ БАЛОЧНЫХ ЗАГОТОВОК | 2002 |
|
RU2293623C2 |
| ОТРАЖАТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ ПЕРЕДАЧИ КАПЕЛЬ РАСПЛАВЛЕННОГО СТЕКЛА К СТЕКЛОФОРМОВОЧНОЙ МАШИНЕ | 1999 |
|
RU2215700C2 |
| ТРУБЧАТЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 2004 |
|
RU2316409C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2177388C2 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| ОХЛАЖДАЕМЫЙ МНОГООПОРНЫЙ НАПРАВЛЯЮЩИЙ РОЛИК РУЧЬЯ | 2013 |
|
RU2642235C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2481907C2 |
| Форма для непрерывного литья слитков для прокатки из алюминия и алюминиевых сплавов | 2019 |
|
RU2784033C1 |
Изобретение относится к металлургии. В способе предусмотрено удаление охлаждающей воды, стекающей во внутренний изгиб ручья криволинейной установки непрерывного литья. Охлаждающая вода выталкивается из внутреннего изгиба ручья (3) чернового профиля посредством импульса, придаваемого путем подачи отводящей воды через водоструйные сопла (21, 22). Сопла направлены к области перехода от стенки (4) к соответствующему фланцу (5, 6). Поток охлаждающей воды отводится по фланцам и собирается и отводится вместе с отводящей водой посредством собирающего устройства. Обеспечивается устранение чрезмерного охлаждения, вызываемого текущей вниз охлаждающей водой, во внутреннем изгибе ручья чернового профиля. 2 н. и 9 з.п. ф-лы, 3 ил.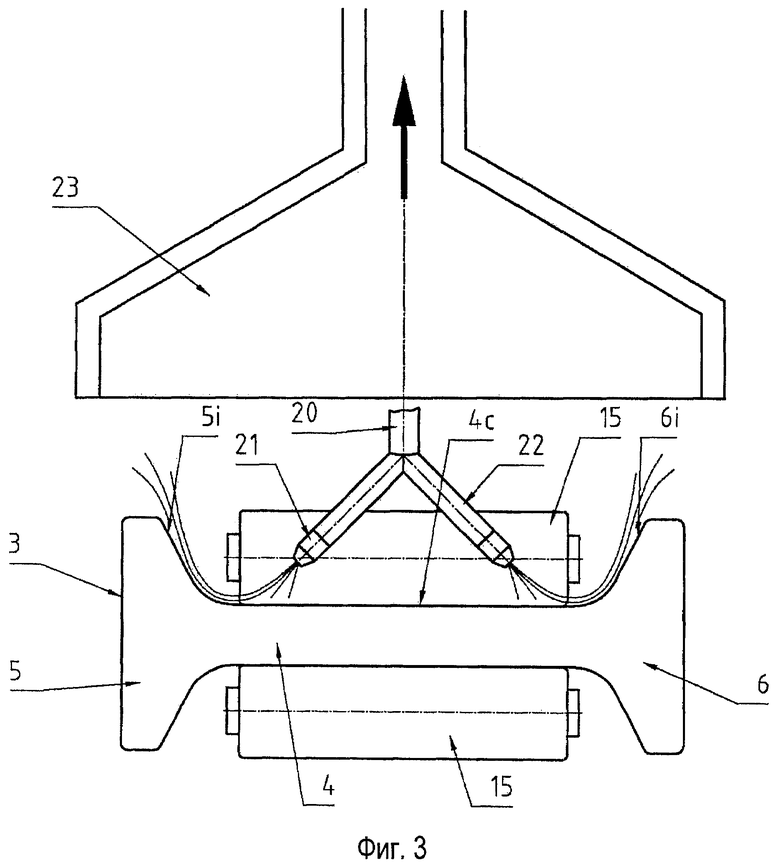
1. Способ непрерывного литья для производства черновых профилей, в особенности двойных Т-образных черновых профилей, в котором предусмотрено удаление охлаждающей воды, стекающей во внутренний изгиб ручья (3) этого чернового профиля, имеющего стенку (4) и два боковых фланца (5, 6), причем охлаждающая вода удаляется в области изогнутой направляющей (10) чернового ручья (3), отличающийся тем, что текущий вниз поток охлаждающей воды вытесняют из внутреннего изгиба ручья (3) чернового профиля и удаляют посредством придания ей импульса путем подачи отводящей воды через водоструйные сопла (21, 22), ориентированные, по существу, к области перехода от стенки (4) к соответствующему фланцу (5, 6) так, что поток охлаждающей воды отводится по фланцам (5,6) и по частям (5i, 6i) этих фланцев и собирается и отводится вместе с отводящей водой посредством собирающего устройства (23).
2. Способ по п.1, отличающийся тем, что водоструйные сопла (21, 22) используют вместе с отводящей водой первоначально, по существу, во все еще вертикальной области изогнутой направляющей (10) ручья.
3. Способ по п.1, отличающийся тем, что в направляющей (10) ручья, содержащей несколько элементов (10а, 10b) направляющей, отводящую воду подают внутрь ручья (3) чернового профиля в области между двумя первым элементами (10а, 10b) направляющей.
4. Способ по п.1, отличающийся тем, что отводящую воду подают внутрь ручья (3) чернового профиля приблизительно в центральной области изогнутой направляющей (10) ручья под углом приблизительно 45° к касательной изгиба.
5. Способ по п.1, отличающийся тем, что дополнительный охлаждающий эффект, вызываемый отводящей водой, компенсируют уменьшением количества текущей вниз охлаждающей воды.
6. Способ по п.1, отличающийся тем, что для предотвращения переохлаждения ручья используют нагретую отводящую воду.
7. Способ по п.1, отличающийся тем, что на охлаждение ручья чернового профиля влияют путем регулирования температуры отводящей воды.
8. Устройство непрерывного литья для производства черновых профилей, в особенности двойных Т-образных черновых профилей способом по п.1, в котором профиль проводится через изогнутую направляющую (10) ручья, при этом в области изогнутой направляющей (10) расположены водоструйные сопла (21, 22) для подачи отводящей воды во внутренний изгиб ручья (3) чернового профиля, которые ориентированы в область перехода от стенки (4) к соответствующему фланцу (5, 6) ручья (3) чернового профиля и которые выполнены для обеспечения вытеснения текущего вниз потока охлаждающей воды из внутреннего изгиба ручья (3) чернового профиля за счет импульса подаваемой через водоструйные сопла (21, 22) отводящей воды, причем предусмотрено собирающее устройство (23) для сбора и отвода охлаждающей воды вместе с отводящей водой.
9. Устройство по п.8, отличающееся тем, что водоструйные сопла (21, 22) расположены под углом к касательной изгиба, равным приблизительно от 0° до 90°.
10. Устройство по п.9, отличающееся тем, что два водоструйных сопла (21, 22), ориентированные к области перехода от стенки (4) к соответствующему фланцу (5, 6) ручья (3) чернового профиля, лежат в одной плоскости, которая охватывает угол приблизительно от 0° до 90° к касательной изгиба.
11. Устройство по п.9, отличающееся тем, что водоструйные сопла (21, 22) расположены с возможностью перемещения из стороны в сторону относительно боковых фланцев (5, 6) ручья (3) чернового профиля.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТВОДА СТОЧНОЙ ВОДЫ ИЗ ВНУТРЕННЕЙ ДУГИ МАШИНЫ ДЛЯ ЛИТЬЯ ДВУТАВРОВЫХ БАЛОЧНЫХ ЗАГОТОВОК | 2002 |
|
RU2293623C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИОМАССЫ ДРОЖЖЕЙ | 1987 |
|
RU1498055C |
| US 20030159794А1, 28.08.2003 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

