Область техники, к которой относится изобретение
Настоящее изобретение относится к расходомерам, в частности к изготовлению расходомеров, содержащих расходомерные трубки, выполненные из фторполимера.
Проблема
Известно из уровня техники использование массовых расходомеров на основе эффекта Кориолиса для измерения массового расхода и получения других данных, относящихся к материалам, протекающим по трубопроводу, как описано в патентах США №№4491025, выданном J.E.Smith и др. 1 января 1985 года, и 4431450, выданном J.E.Smith 11 февраля 1982 года. Расходомеры имеют одну или более расходомерных трубок прямой, изогнутой или неправильной конфигурации. Каждая расходомерная трубка имеет набор собственных видов колебаний, которые могут быть колебаниями простого изгибного, крутильного или крутящего типа. Каждой заполненной материалом расходомерной трубке сообщают колебания с резонансом в одном из этих собственных видов колебаний. Собственные виды колебаний частично определяются комбинированной массой расходомерных трубок и материала, находящегося внутри расходомерных трубок. При необходимости, расходомер может быть возбужден не с собственным видом колебаний.
Материал поступает в расходомер из подсоединенного источника материала на входной стороне. Материал направляется по расходомерной трубке или расходомерным трубкам и доставляется приемнику материала, подсоединенному к выходной стороне.
Задающее устройство (возбудитель) прилагает усилие для сообщения колебаний расходомерной трубке. При отсутствии потока материала все точки вдоль расходомерной трубки осуществляют колебание в идентичной фазе. Когда начинается течение материала, кориолисовы ускорения приводят к тому, что каждая точка на расходомерной трубке имеет фазу, отличную относительно других точек на расходомерной трубке. Фаза на входной стороне расходомерной трубки запаздывает относительно возбудителя; фаза на выходной стороне опережает возбудитель. На расходомерные трубки устанавливают датчики для формирования синусоидальных сигналов, представляющих движение расходомерной трубки. Разность фаз между сигналами двух датчиков пропорциональна массовому расходу потока материала.
Известно из уровня техники использование расходомеров, имеющих различные конфигурации расходомерных трубок. Среди этих конфигураций используют одиночные трубки, двойные трубки, прямые трубки, изогнутые трубки и расходомерные трубки неправильной конфигурации. Большинство расходомеров изготавливают из металла, такого как алюминий, сталь, нержавеющая сталь и титан. Также известны стеклянные расходомерные трубки.
Положительными свойствами титана в расходомерах этих типов являются его высокая прочность и низкий коэффициент теплового расширения. Отрицательным свойством титана является высокая стоимость производства. Производство расходомера из титана отличается трудоемкостью и высокой стоимостью.
Из уровня техники также известны пластмассовые расходомерные трубки и пластмассовые расходомеры. Они включают изделия известного уровня техники, в которых весь расходомер выполнен из пластмассы или только расходомерная трубка выполнена из пластмассы. Большинство описаний известного уровня техники просто содержит утверждение, что расходомер может быть выполнен из различных материалов, таких как сталь, нержавеющая сталь, титан или пластмасса.
Этот известный уровень техники не настолько широк, чтобы описывать пластмассовый расходомер Кориолиса, который может точно выдавать информацию о ряде рабочих условий, включая температуру. Этот известный уровень техники не настолько широк для описания изготовления расходомера Кориолиса, который имеет пластмассовую расходомерную трубку.
Простая замена металлической расходомерной трубки на пластмассовую расходомерную трубку обеспечит конструкцию, которая только похожа на расходомер. Однако конструкция не будет функционировать как расходомер для выработки точной выходной информации в полезном диапазоне рабочих условий. Простое утверждение, что расходомер можно изготовлять из пластмассы, не указывает ни на что кроме обобщения, что в расходомере Кориолиса металл можно заменять пластмассой. Нет описаний того, как можно изготовлять пластмассовый расходомер для выработки точной информации в пригодном диапазоне рабочих условий.
Одним типом пластмассы, указанной как пригодной для использования в расходомере, является перфторалкоксиэтилен. Патент США №5918285 (Vanderpol) описывает использование перфторалкоксиэтилена для изготовления расходомерной трубки. Это предложение, относящееся к использованию перфторалкоксиэтилена, является побочным, и патент не содержит информации, относящейся к тому, как расходомер, имеющий расходомерную трубку из перфторалкоксиэтилена, можно изготовлять для выработки точной информации о расходе.
Патент США №5403533 (Dieter Meier) раскрывает конструкцию расходомерной трубки, облицованной перфторалкоксиэтиленом. К сожалению, материал расходомерной трубки и облицовка из перфторалкоксиэтилена имеют разные тепловые характеристики. Это приводит к отслоению облицовки из перфторалкоксиэтилена от расходомерной трубки и образованию протечек и проблем в работе. Производственный процесс для облицовки металлических расходомерных трубок перфторалкоксиэтиленом также очень дорог.
Перфторалкоксиэтилен является химически инертным веществом и имеет очень малую поверхностную энергию. Это делает очень затруднительным связывание перфторалкоксиэтилена с другими объектами с использованием обычных связующих веществ. Одним путем решения этой проблемы является изменение химических свойств поверхности перфторалкоксиэтилена посредством химического травления. Травление поверхности перфторалкоксиэтилена обеспечивает более прочное связывание с использованием связующих веществ.
Однако, даже если травление обеспечивает более прочное связывание с перфторалкоксиэтиленом, связывание перфторалкоксиэтилена с другими объектами следует осуществлять очень осторожно для создания прочной связи. При этом для создания прочной связи следует принимать во внимание следующие факторы: тип используемого связующего вещества, зазор между перфторалкоксиэтиленом и другим объектом, весь ли зазор заполняют связующим веществом, надлежащим ли образом отверждается связующее вещество, состояние поверхности перфторалкоксиэтилена и состояние поверхности другого объекта. К сожалению, в настоящее время нет удобного способа связывания перфторалкоксиэтилена с другими объектами для изготовления расходомера.
Типичные расходомеры Кориолиса, описанные выше, изготовляют из металла. Металл довольно легко обрабатывать с использованием существующих технологий механической обработки и сварки. Расходомер Кориолиса содержит одну или более металлических расходомерных трубок. Большинство расходомеров Кориолиса требуют, чтобы концы расходомерных трубок были закреплены для достижения необходимых динамических характеристик вибрирующей трубки. Обычно расходомерная трубка удерживается в зафиксированном положении за ее концы коллекторами, крепежными планками или какой-либо другой структурой. Расходомерную трубку прикрепляют к коллектору посредством приваривания расходомерной трубки к коллектору. К расходомерной трубке также прикрепляют возбудитель и датчики. Одним примером возбудителя и датчиков является конфигурация из магнита и катушки. Возбудитель и датчики прикрепляют к расходомерной трубке посредством соединения магнитов возбудителя и датчиков с расходомерной трубкой. Возбудитель и датчики можно легко и точно прикреплять к расходомерной трубке с использованием существующих технологий сварки.
К сожалению, не существует простого способа прикрепления расходомерной трубки из перфторалкоксиэтилена к коллектору, крепежным планкам и т.п. для удерживания расходомерной трубки. Также не существует простого и точного способа для прикрепления возбудителя и датчиков к расходомерной трубке из перфторалкоксиэтилена. Традиционные способы сварки и пайки невозможно использовать с расходомерными трубками из перфторалкоксиэтилена. Кроме того, перфторалкоксиэтилен, в отличие от металла, является мягким и гибким материалом. Это может сделать работу с перфторалкоксиэтиленом трудной задачей по сравнению с металлом. Для точного измерения массового расхода материала возбудитель и датчики должны быть точно выровнены и позиционированы на расходомерной трубке. Трудность прикрепления возбудителя и датчиков к расходомерной трубке из перфторалкоксиэтилена делает очень сложным точное выравнивание и позиционирование возбудителя и датчиков.
Производители трубок из перфторалкоксиэтилена традиционно изготавливают трубки большими партиями. Производитель использует для изготовления трубок экструзионный пресс. Трубки выходят из экструзионного пресса при температуре, превышающей комнатную температуру. Трубку наматывают на барабан, благодаря чему большим отрезком трубки можно легко манипулировать, и его можно аккуратно упаковывать. Трубка остывает на барабане. Когда трубку затем сматывают с барабана, трубка, в типичном случае, имеет изогнутую конфигурацию. Если в качестве расходомерной трубки в расходомере используют изогнутую трубку, изогнутая конфигурация расходомерной трубки может вызывать проблемы с точностью функционирования расходомера. Таким образом, производителю расходомеров следует осуществлять выпрямление расходомерной трубки, удерживать расходомерную трубку в прямом положении в ходе производственного процесса или заказывать производителю специально изготовленную трубку повышенной стоимости. К сожалению, в настоящее время не существует приемлимого решения указанных выше проблем, которые стоят перед производителем расходомеров.
Решение проблемы
Указанные выше и другие проблемы решены, и в данной области техники достигнут прорыв благодаря настоящему изобретению, которое предлагает усовершенствованный расходомер, выполненный с использованием расходомерных трубок из фторполимера, крепежное устройство для получения расходомера, имеющего расходомерную трубку, выполненную из фторполимера, способ изготовления прямых расходомерных трубок, выполненных из фторполимера, и способ проверки выравнивания возбудителя и датчика на расходомерной трубке.
Предпочтительно, усовершенствованный расходомер имеет отверстия для связующего вещества, выполненные в основании расходомера, в которые нагнетают связующее вещество для связывания расходомерной трубки с основанием. Отверстия для связующего вещества обеспечивают лучшее покрытие места контактирования расходомерной трубки и основания и создание более прочной связи. Отверстия для связующего вещества также делают изготовление расходомера более легким процессом.
Предпочтительно, в ходе изготовления, крепежное устройство закрепляет расходомерную трубку на неподвижной оси. Закрепление расходомерной трубки крепежным устройством позволяет производителю расходомеров легче осуществлять прикрепление расходомерной трубки к основанию расходомера. Крепежное устройство облегчает задачу приклеивания возбудителей и датчиков к расходомерной трубке. Крепежное устройство также содействует правильному выравниванию возбудителя и датчиков относительно расходомерной трубки. Крепежное устройство также служит для выпрямления расходомерной трубки, для минимизации или устранения искривления активной или вибрирующей части расходомерной трубки.
Способ проверки выравнивания возбудителя и датчика относительно расходомерной трубки обеспечивает возможность контроля качества производителю расходомеров. Производитель расходомеров может легко и удобно определять, насколько точно проходит производственный процесс. Производитель расходомеров может также выявлять проблемы в ходе производственного процесса и определять, какие требуются регулировки.
Способ изготовления прямых расходомерных трубок, выполненных из фторполимера, содействует изготовлению более точных расходомеров. При необходимости, производитель расходомеров может легко и удобно получать прямые расходомерные трубки непосредственно от производителя расходомерных трубок посредством взаимодействия с поставщиком и задания требований по прямолинейности в спецификации для расходомерной трубки. Производителю расходомеров не требуется выпрямлять расходомерные трубки перед изготовлением расходомеров. Перед производителем расходомеров не стоит проблема изготовления расходомера с частично искривленной расходомерной трубкой.
Одним вариантом осуществления усовершенствованного расходомера является расходомер, состоящий из основания, расходомерной трубки, возбудителя и датчиков. Возбудитель и датчики прикрепляют к расходомерной трубке. Основание расходомера включает первую ветвь и вторую ветвь. Первая ветвь имеет отверстие для трубки и отверстие для связующего вещества, и вторая ветвь имеет отверстие для трубки и отверстие для связующего вещества. Расходомерная трубка проходит сквозь отверстие для трубки первой ветви и сквозь отверстие для трубки второй ветви. Отверстие для трубки и отверстие для связующего вещества в первой ветви пересекаются в первой ветви и находятся в одной плоскости таким образом, что отверстие для трубки и отверстие для связующего вещества первой ветви можно одновременно располагать горизонтально. Отверстие для трубки и отверстие для связующего вещества второй ветви пересекаются во второй ветви и находятся в одной плоскости таким образом, что отверстие для трубки и отверстие для связующего вещества второй ветви можно одновременно располагать горизонтально.
Отверстие для трубки первой ветви имеет диаметр, немного превышающий диаметр расходомерной трубки, для образования зазора между стенкой отверстия для трубки первой ветви и расходомерной трубкой. Отверстие для связующего вещества первой ветви обеспечивает доступ к зазору таким образом, что на расходомерную трубку и на внутреннюю поверхность отверстия для трубки первой ветви можно наносить связующее вещество. Отверстие для трубки второй ветви имеет диаметр, немного превышающий диаметр расходомерной трубки, для образования зазора между стенкой отверстия для трубки второй ветви и расходомерной трубкой.
Отверстие для связующего вещества второй ветви обеспечивает доступ к зазору таким образом, что на расходомерную трубку и на внутреннюю поверхность отверстия для трубки второй ветви можно наносить связующее вещество.
Ниже проиллюстрирован способ, который может использовать производитель для изготовления описанного выше расходомера. Сначала производитель ориентирует отверстие для трубки первой ветви, отверстие для связующего вещества первой ветви и расходомерную трубку в горизонтальной плоскости. Производитель вводит наконечник устройства для нанесения связующего вещества в отверстие для связующего вещества первой ветви для получения доступа к зазору в районе внешней поверхности расходомерной трубки и внутренней поверхности отверстия для трубки первой ветви. Производитель вводит необходимое количество связующего вещества в зазор. Благодаря поверхностным энергиям внешней поверхности расходомерной трубки и внутренней поверхности отверстия для трубки первой ветви, связующее вещество втягивается в зазор капиллярным действием или капиллярным затеканием. При достижении связующего вещества концов отверстия для трубки капиллярное затекание прекращается и формируется равномерная и симметричная пленка. Затем производитель дает связующему веществу затвердеть. Производитель осуществляет аналогичную операцию для прикрепления расходомерной трубки к стенке отверстия для трубки во второй ветви. Отверстия для связующего вещества обеспечивают получение более легкого и лучшего способа связывания расходомерной рубки с основанием расходомера.
Один вариант осуществления крепежного устройства содержит первую секцию и вторую секцию. Крепежное устройство конфигурируют для закрепления расходомерной трубки расходомера при изготовлении расходомера. Первая секция включает первую часть отверстия для трубки, расположенную на конце первой секции. Вторая секция включает вторую часть отверстия для трубки, расположенную на конце второй секции. Конец первой секции и конец второй секции конфигурируют с возможностью сопряжения друг с другом.
При расположении первой секции и второй секции в непосредственной близости формируют зажимной блок. Зажимной блок включает отверстие для трубки, сформированное первой частью отверстия для трубки и второй частью отверстия для трубки. Отверстие для трубки предназначено для удерживания расходомерной трубки расходомера при его изготовлении.
Крепежное средство прикрепляет первую секцию и вторую секцию к основанию расходомера. Крепежное средство выравнивает отверстие для трубки зажимного блока относительно отверстий для трубки основания расходомера. Таким образом, расходомерную трубку можно прикреплять к основанию расходомера.
Крепежное устройство также включает выравнивающее средство для прикрепления возбудителя и компонентов датчиков к расходомерной трубке.
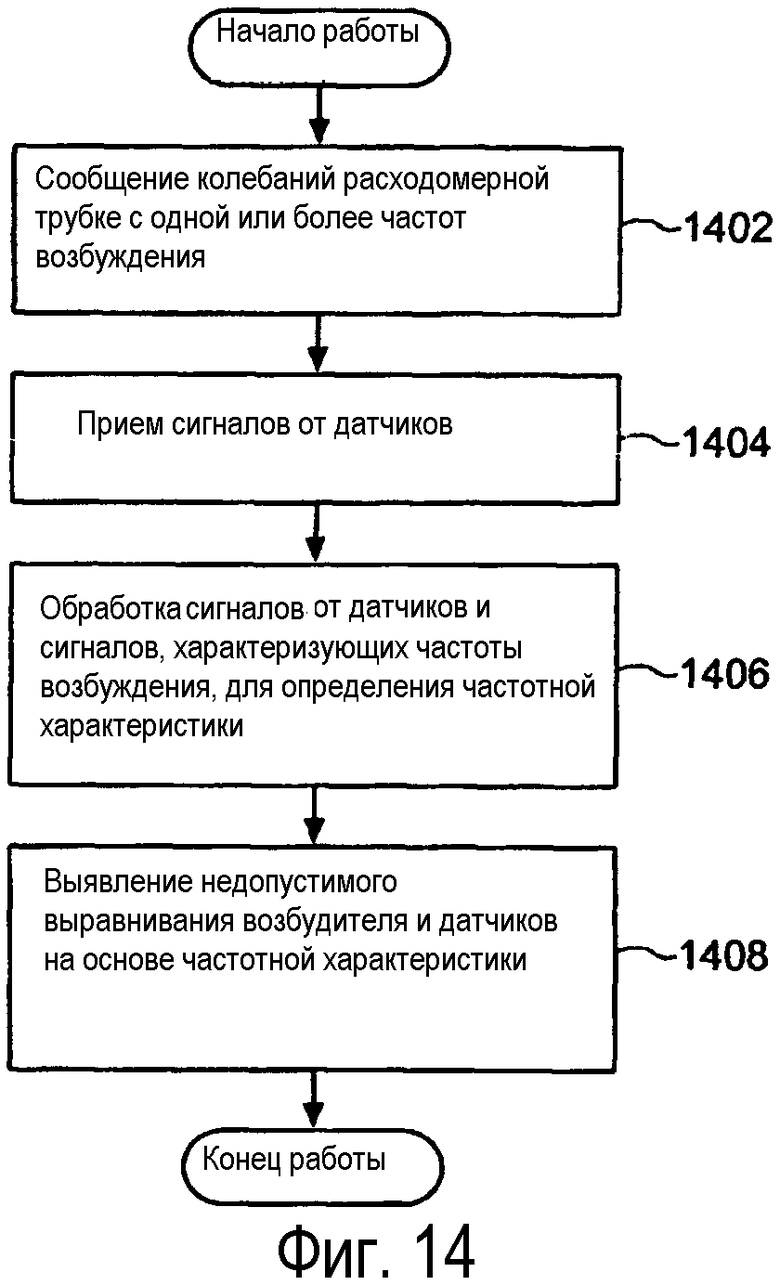
Ниже описан один вариант способа проверки выравнивания возбудителя и датчика относительно расходомерной трубки расходомера. Для проверки выравнивания производитель сообщает колебания расходомерной трубке с одной или более частот возбуждения с использованием возбудителя. Производитель использует систему обработки данных для приема сигналов от датчиков. Сигналы от датчиков характеризуют частоту колебаний расходомерной трубки. Система обработки данных обрабатывает сигналы от датчиков и сигналы, характеризующие частоты возбуждения, для определения частотной характеристики. Система обработки данных выявляет недопустимое выравнивание возбудителя и датчиков относительно расходомерной трубки на основе частотной характеристики.
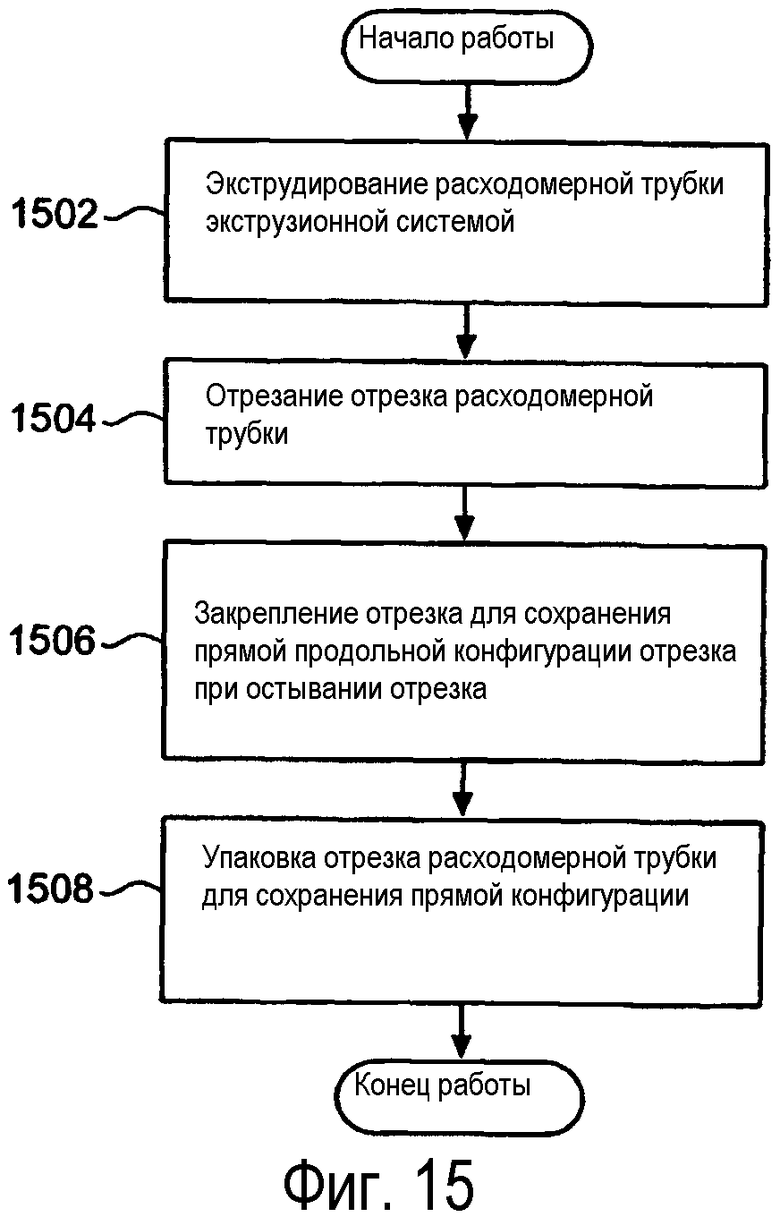
Ниже приведен один вариант способа изготовления расходомерных трубок, выполненных из фторполимера. Производитель выдавливает расходомерную трубку из экструзионной системы. Расходомерную трубку изготовляют из фторполимера, такого как перфторалкоксиэтилен. Расходомерная трубка выходит из экструдера при температуре, которая превышает комнатную температуру. Производитель отрезает отрезок расходомерной трубки. Затем производитель закрепляет отрезок расходомерной трубки для сохранения прямой продольной конфигурации отрезка, при охлаждении отрезка. Когда расходомерная трубка остыла и выпрямлена, производитель упаковывает отрезок расходомерной трубки для сохранения прямой конфигурации отрезка.
Изобретение включает один или более аспектов, которые приведены ниже.
Одним аспектом изобретения является способ сборки расходомера Кориолиса, содержащий:
обеспечение конструкции расходомера, имеющего основание и две ветви, причем две ветви соединены с основанием и отнесены друг от друга, при этом каждая из двух ветвей имеет цилиндрическое отверстие, проходящее сквозь соответствующую ветвь, при этом два цилиндрических отверстия выровнены соосно друг с другом;
обеспечение расходомерной трубки, имеющей внешний диаметр, который приспособлен для посадки в два цилиндрических отверстия в двух ветвях с оставлением заданного зазора;
помещение расходомерной трубки в два цилиндрических отверстия таким образом, чтобы отрезок расходомерной трубки проходил между двумя ветвями и чтобы между внешним диаметром расходомерной трубки и внутренним диаметром двух отверстий создавались два заданных зазора;
введение связующего вещества в два заданных зазора.
Предпочтительно, согласно способу, связующее вещество вводят в каждый заданный зазор через отверстие для связующего вещества в каждой ветви, причем каждое отверстие для связующего вещества перпендикулярно пересекает цилиндрическое отверстие в каждой ветви, и оси двух отверстий для связующего вещества находятся по существу в одной плоскости, при этом, при введении связующего вещества, отверстия для связующего вещества и цилиндрические отверстия удерживают в горизонтальной ориентации.
Предпочтительно, согласно способу, внешнюю поверхность расходомерной трубки травят, по меньшей мере, в одном из нескольких районов прикрепления, причем районом прикрепления является район, в котором расходомерную трубку прикрепляют к другой поверхности.
Предпочтительно, согласно способу, травление осуществляют с использованием травильного раствора нафталина натрия.
Предпочтительно, согласно способу, отрезок расходомерной трубки, проходящий между двумя ветвями, удерживают в по существу прямой конфигурации в ходе отверждения введенного связующего вещества.
Предпочтительно, согласно способу, отрезок расходомерной трубки, проходящий между двумя ветвями, удерживают в по существу прямой конфигурации благодаря обеспечению зажимного блока, причем обеспечение зажимного блока включает:
обеспечение первой секции, имеющей первую часть отверстия для трубки на конце первой секции; и
обеспечение второй секции, имеющей вторую часть отверстия для трубки на конце указанной второй секции, причем указанный конец указанной второй секции выполнен с возможностью сопряжения с указанным концом указанной первой секции для формирования крепежного блока, указанный крепежный блок имеет отверстие для трубки, сформированное из указанной первой части отверстия для трубки и указанной второй части отверстия для трубки, и указанный крепежный блок выполнен с возможностью установки между указанной первой ветвью и указанной второй ветвью указанного основания.
Предпочтительно, согласно способу, выполнение зажимного блока дополнительно содержит:
обеспечение отверстия для возбудителя, проходящего от поверхности указанного зажимного блока и пересекающегося с указанным отверстием для трубки указанного зажимного блока; и
обеспечение, по меньшей мере, одного отверстия для датчика, проходящего от указанной поверхности указанного зажимного блока и пересекающегося с указанным отверстием для трубки указанного зажимного блока.
Предпочтительно, согласно способу, обеспечение зажимного блока дополнительно включает:
обеспечение выравнивающего средства, выполненного с возможностью вставки в указанные отверстия указанного зажимного блока и проходящего от указанной поверхности указанного зажимного блока к району, примыкающему к указанному отверстию для трубки указанного зажимного блока.
Предпочтительно, согласно способу, обеспечение зажимного блока дополнительно включает:
обеспечение крепежного средства, выполненного с возможностью прикрепления указанной первой секции и указанной второй секции к указанному основанию указанного расходомера, для выравнивания указанного отверстия для возбудителя указанного зажимного блока относительно отверстия для возбудителя в указанном основании и для выравнивания указанного, по меньшей мере, одного отверстия для датчика указанного зажимного блока относительно, по меньшей мере, одного отверстия для датчика в указанном основании.
Предпочтительно, согласно способу, расходомерную трубку выполняют из перфторалкоксиэтилена (PFA).
Предпочтительно, согласно способу, расходомерную трубку выполняют из политетрафторэтилена (PTFE).
Предпочтительно, согласно способу, связующее вещество содержит цианоакрилатный клей.
Предпочтительно, способ дополнительно включает:
обеспечение множества компонентов, конфигурированных для прикрепления к отрезку расходомерной трубки, проходящему между двумя ветвями;
выравнивание множества компонентов относительно заданных точек вдоль расходомерной трубки;
прикрепление множества компонентов к расходомерной трубке с использованием связующего вещества.
Предпочтительно, согласно способу, по меньшей мере, одним из множества компонентов является возбудитель.
Предпочтительно, согласно способу, по меньшей мере, одним из множества компонентов является датчик.
Предпочтительно, способ дополнительно включает:
проверку положения множества компонентов посредством сообщения колебаний расходомерной трубке с использованием, по меньшей мере, одного из множества компонентов для возбуждения колебаний и с использованием, по меньшей мере, одного из множества компонентов для выявления колебаний расходомерной трубки.
Предпочтительно, способ дополнительно включает:
установку в заданные положения множества компонентов на основании результатов проверки положений.
Предпочтительно, способ дополнительно включает:
изготовление расходомерной трубки посредством экструдирования отрезка расходомерной трубки, причем полученный путем экструдирования отрезок расходомерной трубки имеет температуру, превышающую комнатную температуру;
закрепление полученного путем экструдирования отрезка расходомерной трубки для сохранения прямой продольной конфигурации расходомерной трубки при остывании расходомерной трубки.
Краткое описание чертежей
Эти и другие преимущества и признаки настоящего изобретения можно лучше понять при ознакомлении с нижеследующим подробным его описанием в сочетании с чертежами на фиг.1-15.
Фиг.1 - перспективный вид расходомера, соответствующего варианту осуществления изобретения.
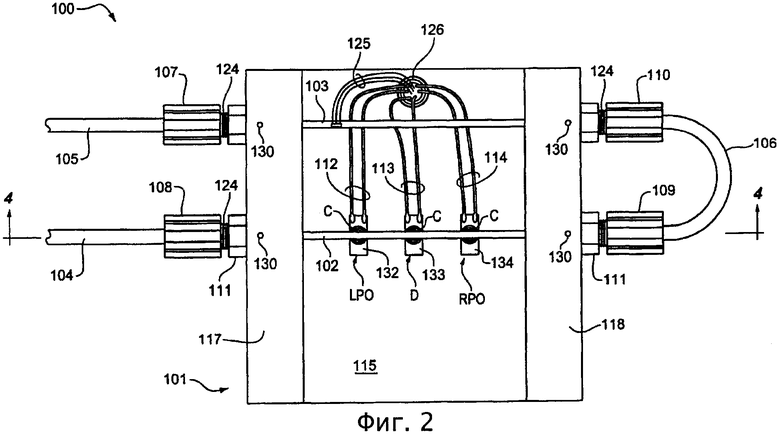
Фиг.2 - вид сверху расходомера, показанного на фиг.1.
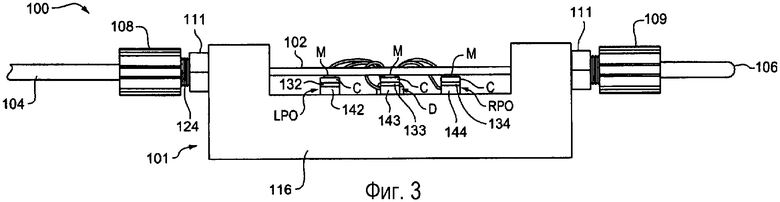
Фиг.3 - вид спереди расходомера, показанного на фиг.1.
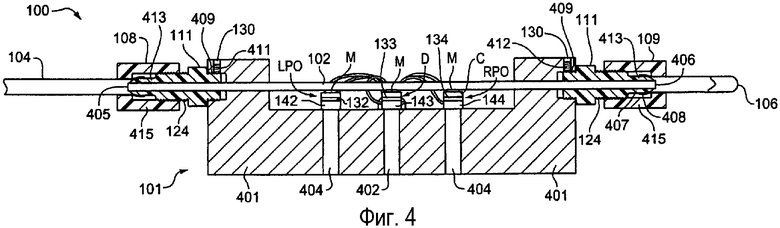
Фиг.4 - вид в разрезе расходомера, показанного на фиг.2, выполненного по линии 4-4.
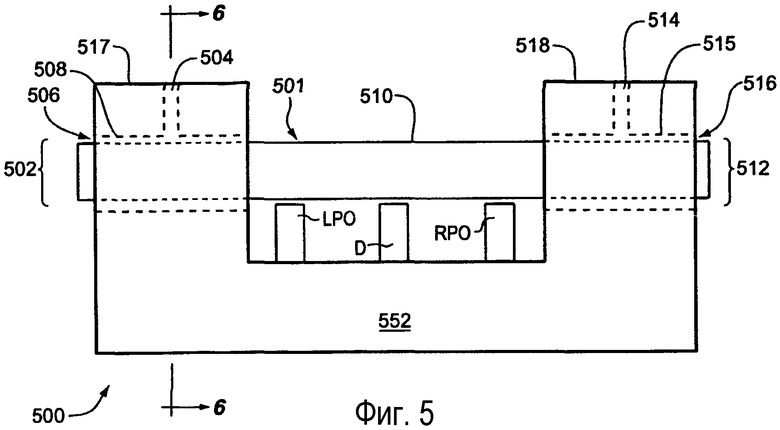
Фиг.5-7 - виды расходомера, имеющего отверстия для связующего вещества в основании расходомера, соответствующего варианту осуществления изобретения.
Фиг.8-13 - виды зажимного средства для изготовления расходомеров, соответствующих варианту осуществления изобретения.
Фиг.14 - схема последовательности операций способа проверки выравнивания возбудителя и датчиков относительно расходомерной трубки расходомера, соответствующего варианту осуществления изобретения.
Фиг.15 - схема последовательности операций способа изготовления расходомерных трубок, выполняемых из фторполимера, соответствующего варианту осуществления изобретения.
Подробное описание изобретения
На фиг.1-15 и в нижеследующем описании показаны типичные примеры, указывающие специалистам в данной области техники, как можно лучшим образом выполнять и использовать вариант осуществления настоящего изобретения. Для раскрытия принципов настоящего изобретения некоторые известные аспекты упрощены или опущены. Специалистам в данной области техники будут понятны отклонения от этих примеров, которые входят в объем изобретения. Специалистам в данной области техники будет понятно, что описанные ниже отличительные признаки можно комбинировать различными путями для получения множества вариантов осуществления изобретения. В результате, изобретение ограничено не описанными ниже конкретными примерами, а только формулой изобретения и ее эквивалентами.
Описание фиг.1
На фиг.1 показан перспективный вид первого возможного типичного варианта осуществления изобретения, представляющего собой расходомер 100, имеющий расходомерную трубку 102, проходящую сквозь ветви 117, 118 основания 101. С расходомерной трубкой 102 соединяют датчики LPO и RPO и возбудитель D. Расходомер 100 принимает поток технологического материала из питающей трубки 104 и проводит поток через соединитель 108 в расходомерную трубку 102. Возбудитель D сообщает колебания расходомерной трубке 102 с ее резонансной частотой при наличии потока материала. Датчики LPO и RPO выявляют получаемые кориолисовы отклонения и выдают сигналы, представляющие кориолисовы отклонения, по проводникам 112 и 114 в измерительное электронное средство 121. Измерительное электронное средство 121 принимает сигналы от датчиков, определяет разность фаз между ними и выдает выходную информацию, относящуюся к потоку материала, по выходной линии 122 в схему устройства пользователя (не показана).
Поток материала проходит из расходомерной трубки 102 в трубку 106. Трубка 106 направляет поток материала по возвратной трубке 103, через соединитель 107 в выходную трубку 105. Выходная трубка 105 направляет поток материала в оборудование пользователя. Этим оборудованием пользователя может быть оборудование для полупроводникового производства. Технологическим материалом может быть полупроводниковая суспензия, которую наносят на поверхность полупроводниковой пластины для формирования плоской поверхности. Перфторалкоксиэтилен, используемый для получения расходомерных трубок, показанных на фиг.1, обеспечивает то, что технологический материал не имеет включений, таких как ионы, которые могли бы передаваться от стенок расходомерных трубок из металлов или стекла.
Используемая расходомерная трубка 102 имеет небольшой диаметр, приблизительно равный диаметру соломинки для питья газированной воды, и малый вес, составляющий, например, 0,8 г, исключая вес магнитов. Каждый из магнитов, связанных с датчиками LPO и RPO и с возбудителем D, имеет массу 0,2 г, при этом комбинированная масса расходомерной трубки 102, прикрепленных магнитов и технологического материала составляет приблизительно 2 г. Вибрирующая расходомерная трубка 102 является динамически несбалансированной структурой. Основание 101 имеет большую массу и весит приблизительно 12 фунтов, что обеспечивает отношение массы основания к массе заполненной материалом расходомерной трубки, составляющее приблизительно 3000:1. Такая масса основания достаточна для поглощения колебаний, генерируемых динамически несбалансированной расходомерной трубкой 102 с проходящим в ней потоком материала.
Соединители 107, 108, 109 и 110 соединяют трубки 104, 105 и 106 с концами расходомерной трубки 102 и возвратной трубки 103. Эти соединители подробно показаны на фиг.4. Соединители имеют закрепленную часть 111, снабженную резьбой 124. Подвижную часть соединителей 107-110 навинчивают на внешнюю резьбу 124 для соединения соответствующих трубок с закрепленной частью 111 соединителя. Эти соединители функционируют подобно хорошо известным соединителям для соединения медных трубок с расширенным концом и соединяют трубки 104, 105 и 106 с концами расходомерной трубки 102 и возвратной трубки 103. Элементы, относящиеся к соединителям, показаны на фиг.4. Датчик RTD температуры определяет температуру возвратной трубки 103 и передает сигналы, соответствующие определенной температуре, по линии 125 в измерительное электронное средство 121.
К расходомерной трубке 102 проходят сквозные отверстия 130 от поверхности ветви 117 и от поверхности ветви 118. Отверстия 130 могут представлять собой точки для нагнетания связующего вещества для прикрепления расходомерной трубки 102 к ветвям 117-118. В отверстия 130 можно ввинчивать установочные винты для удерживания расходомерной трубки 102 на месте.
Описание фиг.2
На фиг.2 показан вид сверху расходомера 100, показанного на фиг.1. Каждый датчик LPO и RPO и возбудитель D содержат катушку С. Каждый из этих элементов также содержит магнит, который прикреплен к нижней части расходомерной трубки 102, как показано на фиг.3. Каждый из этих элементов также включает основание, такое как основание 143 возбудителя D, а также тонкую полоску материала, такую как полоска 133 возбудителя D. Тонкая полоска материала может содержать печатную монтажную плату, к которой прикреплена катушка С и концы ее обмотки. Датчики LPO и RPO также имеют соответствующий базовый элемент 142 и 144 и тонкую полоску 132 и 134, прикрепленную к верхней части базового элемента. Такое устройство облегчает установку возбудителя или датчика, осуществляемую посредством осуществления операций приклеивания магнита М к нижней стороне расходомерной трубки из перфторалкоксиэтилена, приклеивания катушки С к печатной монтажной плате 133 (для возбудителя), позиционирования отверстия в катушке С вокруг магнита М, перемещения катушки С вверх таким образом, чтобы магнит М полностью вошел в отверстие в катушке С, расположения базового элемента 143 под печатной монтажной платой 133 и привинчивания этих элементов друг к другу так, чтобы нижняя часть основания 143 была неподвижно прикреплена к поверхности массивного основания 116. Система и способ прикрепления возбудителя D и датчиков LPO и RPO к расходомерной трубке 102 описаны ниже со ссылками на фиг.12, 13.
Внешняя резьба 124 соединителей 107-110 показана на фиг.2. Внутренние детали каждого из этих элементов показаны на фиг.4. Отверстие 126 принимает проводники 112, 113 и 114. Измерительное электронное средство 121, показанное на фиг.1, на фиг.2 не показано для упрощения чертежа. Однако следует понимать, что проводники 112, 113 и 114 проходят через отверстие 126 и дальше проходят по линии 123, показанной на фиг.1, к измерительному электронному средству 121, показанному на фиг.1.
Описание фиг.3
На фиг.3 показаны датчики LPO, RPO и возбудитель D, содержащие магнит М, прикрепленный к нижней части расходомерной трубки 102, и катушку С, прикрепленную к основанию каждого из элементов LPO, RPO и возбудителя D.
Описание фиг.4
На фиг.4 показан вид в разрезе, выполненный по линии 4-4 на фиг.2. На фиг.4 показаны все элементы, показанные на фиг.3, а также элементы соединителей 108 и 109. На фиг.4 также показаны отверстия 402 и 404 в основании 101. Верхняя часть каждого из этих отверстий проходит к нижней поверхности основания датчиков LPO, RPO и возбудителя D. На фиг.4 также показаны катушка С и магнит М, связанные с каждым из этих элементов. Измерительное электронное устройство 121, показанное на фиг.1, на фиг.3 и 4 не показано для упрощения чертежей. Элементом 405 в соединителе 108 является входной конец расходомерной трубки 102; элементом 406 в соединителе 109 является выходной конец расходомерной трубки 102.
Фиксированный корпус 111 соединителя 108 дополнительно включает внешнюю резьбу 409, которую ввинчивают в сопрягаемую резьбу элемента 401 основания 101 для прикрепления корпуса 111 соединителя к элементу 401 основания 101. Фиксированный корпус 111 соединителя 109 справа подобным образом снабжен резьбой 409, и его таким же образом прикрепляют к элементу 401 основания 101.
Фиксированный корпус 111 соединителя 108 также имеет резьбовую часть 124, резьба которой принимает подвижную часть 415 соединителя 108. Соединитель 109 выполнен подобным образом. Фиксированный корпус 111 соединителя 108 также включает расположенный на его левой стороне конический выступ 413, который совместно с подвижным элементом 415 действует как расширяющее соединение для насаживания правого конца входной трубки 104 на конический выступ 413 закрепленного корпуса 111. Таким образом обеспечивают уплотняемое вручную соединение, которое герметично закрепляет расширенный конец питающей трубки 104 на коническом выступе 413 закрепленного элемента 111. Входной конец 405 расходомерной трубки 102 располагают в фиксированном корпусе 111, и он находится на одном уровне с внешней поверхностью выступа 413. Благодаря этому технологический материал, подаваемый питающей трубкой 104, поступает во входной конец 405 расходомерной трубки 102. Технологический материал проходит вправо по расходомерной трубке 102 к фиксированному корпусу 111 соединителя 109, где выходной конец 406 расходомерной трубки 102 находится на одном уровне с концом выступа 413. Это обеспечивает герметичное прикрепление конца 408 трубки 106 к соединителю 109 и к выходному концу 406 расходомерной трубки 102. Другие соединители 107 и 110, показанные на фиг.1, идентичны соединителям 108 и 109, показанным подробно на фиг.4.
Расходомер с отверстиями для связующего вещества - фиг.5-7
На фиг.5-7 показан пример выполнения расходомера 500, представляющий собой вариант осуществления изобретения. Расходомер 500 состоит из U-образного основания 522, расходомерной трубки 501, возбудителя D и датчиков LPO и RPO, как показано на фиг.5. Согласно настоящему изобретению, расходомер 500 может не иметь U-образное основание 552. Расходомер 500 может иметь V-образное основание или основания любого другого типа, которые входят в объем изобретения. Расходомерную трубку 501 изготавливают из фторполимера. Примерами фторполимеров являются перфторалкоксиэтилен (PFA), политетрафторэтилен (PTFE) и фторированный полиэтилен (FEP). U-образное основание 552 можно изготовлять из нержавеющей стали. Возбудитель D и датчики LPO и RPO прикрепляют к расходомерной трубке 501.
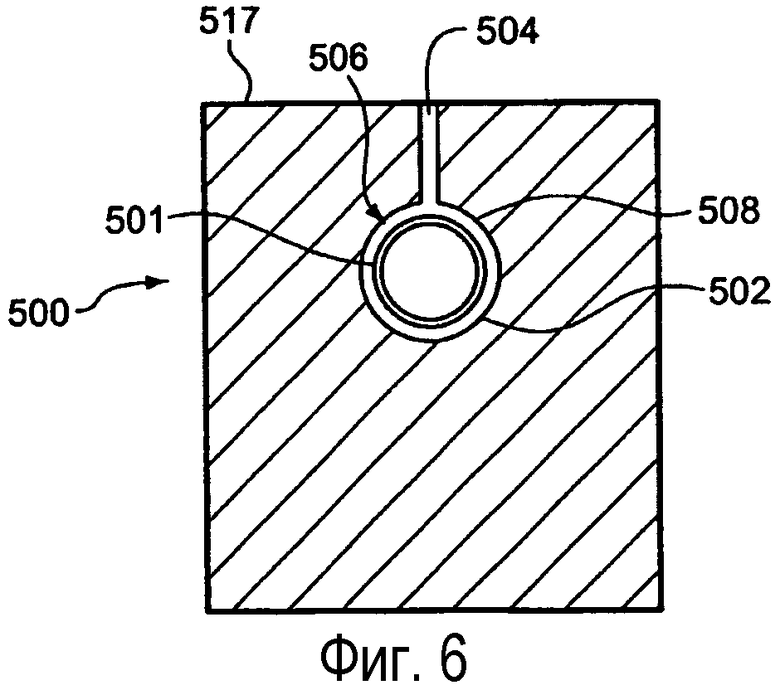
U-образное основание 552 расходомера 500 содержит ветвь 517 и ветвь 518. Ветвь 517 и ветвь 518 параллельны друг другу. Ветвь 517 включает отверстие 502 для трубки и отверстие 504 для связующего вещества. Отверстие 504 для связующего вещества находится в центре ветви 517, но отверстие 504 может быть расположено ближе к одной или к другой стороне. Отверстие 502 для трубки и отверстие 504 для связующего вещества располагают таким образом, чтобы они пересекались друг с другом в ветви 517. Ветвь 518 включает отверстие 512 для трубки и отверстие 514 для связующего вещества. Отверстие 514 для связующего вещества находится в центре ветви 518, но отверстие 512 может быть расположено ближе к одной или к другой стороне. Отверстие 512 для трубки и отверстие 514 для связующего вещества располагают таким образом, чтобы они пересекались друг с другом в ветви 518. Отверстие 502 для трубки и отверстие 512 для трубки ориентируют по одной оси.
Расходомерная трубка 501 проходит сквозь отверстие 502 для трубки и сквозь отверстие 512 для трубки. Отверстие 502 для трубки имеет диаметр, который немного превышает диаметр расходомерной трубки 501, для формирования зазора 506 между стенками отверстия 502 для трубки и расходомерной трубкой 501. На фиг.6 показан вид поперечного сечения ветви 517, иллюстрирующий отверстие 502 для трубки, отверстие 504 для связующего вещества и зазор 506. Отверстие 504 для связующего вещества обеспечивает доступ к зазору 506 таким образом, что на внешнюю поверхность 510 расходомерной трубки 501 и внутреннюю поверхность 508 отверстия 502 для трубки можно наносить связующее вещество. Отверстие 512 для трубки на фиг.5 имеет диаметр, который немного превышает диаметр расходомерной трубки 501, для создания зазора 516 между стенками отверстия 512 для трубки и расходомерной трубкой 501. Отверстие 514 для связующего вещества обеспечивает доступ к зазору 516 таким образом, что на внешнюю поверхность 510 расходомерной трубки 501 и внутреннюю поверхность 515 отверстия 512 для трубки можно наносить связующее вещество. Связующее вещество связывает расходомерную трубку 501 с внутренней поверхностью 508 отверстия 502 для трубки и с внутренней поверхностью 515 отверстия 512 для трубки.
Расходомер 500 функционирует по существу аналогично расходомеру 100, описанному со ссылками на фиг.1-4. Расходомер 500 принимает поток технологического материала. Технологический материал проходит сквозь расходомерную трубку 501. Возбудитель D сообщает колебания расходомерной трубке с резонансной частотой. Датчики LPO и RPO также прикрепляют к расходомерной трубке 501. Датчики LPO и RPO обнаруживают кориолисовы отклонения, вызванные потоком технологического материала в расходомерной трубке 501, и генерируют сигналы, отображающие отклонения. Сигналы направляются в измерительное электронное средство (не показано), которое обрабатывает сигналы.
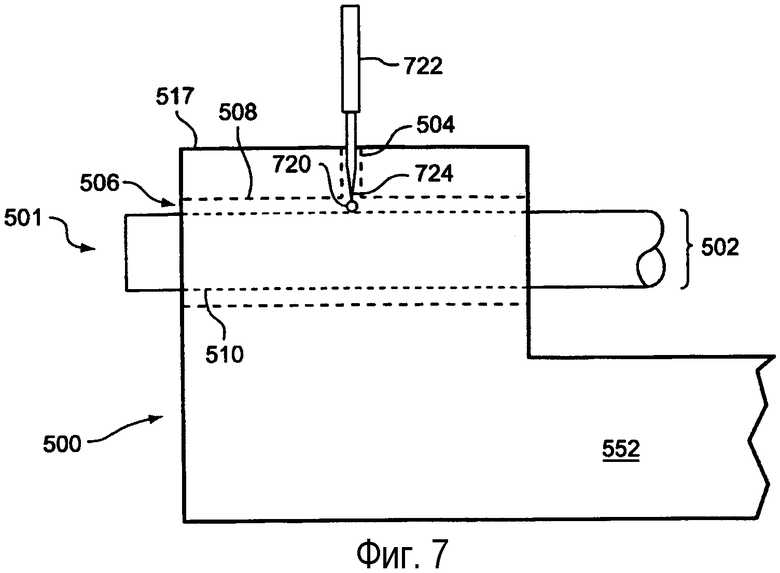
Нижеследующее описание иллюстрирует способ, который производитель может использовать для скрепления расходомерной трубки 501 со стенками отверстия 502 для трубки и отверстия 512 для трубки в расходомере 500. Сначала производитель ориентирует отверстие 502 для трубки, отверстие 504 для связующего вещества и расходомерную трубку 501 в горизонтальной плоскости. Как показано на фиг.7, производитель помещает наконечник 724 устройства 722 для нанесения связующего вещества в отверстие 504 для связующего вещества для получения доступа к зазору 506 в непосредственной близости к внешней поверхности 510 расходомерной трубки 501 и внутренней поверхности 508 отверстия 502 для трубки. Понятно, что устройство 722 для нанесения связующего вещества может не быть вертикальным, как показано на фиг.7. Отверстие 504 для связующего вещества, отверстие 502 для трубки и расходомерная трубка 501 находятся в горизонтальной плоскости, и, таким образом, устройство 722 для нанесения связующего вещества можно вводить горизонтально в отверстие 504 для связующего вещества. Одним примером устройства 722 для нанесения связующего вещества является микродозатор EFD модели 1500 XL-CA. Микродозатор настроен на давление 3 фунта на квадратный дюйм и имеет шприц объемом 3 мл и покрытую тефлоном иглу толщиной 0,006 дюйма и длиной 1/2 дюйма. Производитель вводит определенное количество связующего вещества 720 в зазор 506 между внешней поверхностью 510 расходомерной трубки 501 и внутренней поверхностью 508 отверстия 502 для трубки. Связующим веществом 720 может быть цианоакрилатный клей (СА). Одним примером цианоакрилатного клея является Superbonder 420, поставляемый компанией Loctite.
Благодаря поверхностным энергиям внешней поверхности 510 и внутренней поверхности 508, связующее вещество 720 втягивается в зазор 506 капиллярным действием или капиллярным затеканием. Стрелки на фиг.7 иллюстрируют капиллярное действие. Капиллярное действие обеспечивает почти 100-процентный охват зазора 506. Благодаря горизонтальному расположению отверстия 502 для трубки, отверстия 504 для связующего вещества и расходомерной трубки 501, связующее вещество 720 не подвергается воздействию гидростатического давления. Таким образом, связующее вещество 720 заполняет зазор 506 благодаря капиллярному затеканию и не подвергается воздействию гидростатического давления. Когда связующее вещество 720 достигает концов отверстия 502 для трубки, капиллярное затекание прекращается и оно образует равномерную и симметричную пленку. Производитель может давать возможность связующему веществу 720 отверждаться в зазоре 506.
Затем производитель ориентирует отверстие 512 для трубки, отверстие 514 для связующего вещества и расходомерную трубку 501 в горизонтальной плоскости. Она может быть той же указанной выше горизонтальной плоскостью, благодаря чему отверстие 102 для трубки и отверстие 112 для трубки можно соединять с расходомерной трубкой 501 одновременно. Производитель помещает наконечник 724 устройства 722 для нанесения связующего вещества в отверстие 514 для связующего вещества для получения доступа к зазору 516 в районе внешней поверхности 510 расходомерной трубки 501 и внутренней поверхности 515 отверстия 512 для трубки. Производитель вводит необходимое количество связующего вещества 720 в зазор 516 между внешней поверхностью 510 расходомерной трубки и внутренней поверхностью 515 отверстия 512 для трубки. Благодаря поверхностным энергиям внешней поверхности 510 и внутренней поверхности 515, связующее вещество 720 втягивается в зазор 516 капиллярным действием или капиллярным затеканием. Благодаря горизонтальному расположению отверстия 512 для трубки, отверстия 514 для связующего вещества и расходомерной трубки 501, связующее вещество 720 не подвергается воздействию гидростатического давления. Таким образом, связующее вещество 720 заполняет зазор 516 благодаря капиллярному затеканию и не подвергается воздействию гидростатического давления. Когда связующее вещество 720 достигает концов отверстия 512 для трубки, капиллярное затекание прекращается и оно образует равномерную и симметричную пленку. Производитель дает возможность связующему веществу 720 отверждаться в зазоре 516. После нанесения связующего вещества в отверстия 504 и 514 для связующего вещества можно ввинчивать установочные винты для дополнительного удерживания расходомерной трубки 501 на месте.
Отверстия 504 и 514 для связующего вещества обеспечивают легкий, удобный и эффективный доступ к зазорам 506 и 516 для приклеивания расходомерной трубки 501 к внутренним поверхностям 508 и 515.
Прочность связывания
Прочность и качество связи между расходомерной трубкой 501 и отверстиями 502 и 512 для трубок зависят от типа и количества используемого связующего вещества, подготовки связываемых поверхностей, влажности воздуха при отверждении связующего вещества, температуры поверхностей при отверждении связующего вещества и размера зазора между связываемыми поверхностями.
Выбор связующего вещества
Производитель может выбирать тип связующего вещества на основе его вязкости. Вязкость связующего вещества влияет, как связующее вещество затекает в зазоры 506 и 516. Предпочтительным диапазоном вязкости для связующих веществ является 2-110 сП. Количество используемого связующего вещества зависит от требуемых прочности связывания, скорости отверждения и требуемой простоты производства.
Подготовка поверхности
Для создания прочной связи внешнюю поверхность 510 расходомерной трубки 501, внутреннюю поверхность 508 отверстия 502 для трубки и внутреннюю поверхность 515 отверстия 512 для трубки необходимо надлежащим образом подготовить. Поверхности 510, 508 и 515 подготавливают перед нанесением связующего вещества. Как отмечалось в описании известного уровня техники, расходомерная трубка 501, выполненная из фторполимера, такого как перфторалкоксиэтилен, имеет очень малую поверхностную энергию. В результате этого связующее вещество очень слабо связывается с внешней поверхностью 510 расходомерной трубки 501. Перед сборкой расходомера 500 производителю следует подвергнуть травлению внешнюю поверхность 510 расходомерной трубки 501. Производитель может осуществлять травление внешней поверхности 510 с использованием раствора для травления на основе нафталина натрия. Примерами растворов для травления на основе нафталина натрия являются диметиловый эфир этиленгликоля, диметиловый эфир диэтиленгликоля и диметиловый эфир тетраэтиленгликоля. Специалистам в данной области техники будет понятно, что поставщик расходомерной трубки 501 должен осуществлять травление внешней поверхности 510, чтобы это не приходилось делать производителю расходомера 500. Затем производитель очищает внешнюю поверхность 510. Для очистки внешней поверхности 510 производитель может использовать спиртовой раствор.
Внутреннюю поверхность 508 отверстия 502 для трубки и внутреннюю поверхность 515 отверстия 512 для трубки также подготавливают. Предположим для этого примера, что U-образное основание 552 выполнено из нержавеющей стали. Производитель придает шероховатость отверстиям 502 и 512 для трубок. Оптимальная шероховатость поверхности должна составлять около 64 микродюймов в среднеквадратическом выражении. Обычно, когда производитель обрабатывает отверстия 502 и 512 для трубок в U-образном основании 552, внутренние поверхности 508 и 515 будут иметь шероховатость, которая адекватна для прочного связывания. Затем производитель очищает внутренние поверхности 508 и 515 для удаления обработочных масел и других веществ. Производитель может очистить внутренние поверхности 508 и 515 посредством промывки внутренних поверхностей 508 и 515 ацетоном в ультразвуковой ванне. Производитель может также очищать внутренние поверхности 508 и 515 спиртом перед нанесением связующего вещества.
Влажность и температура
Влажность и температура влияют на процесс отверждения связующего вещества. Для создания прочной связи производитель должен регулировать среду, в которой изготавливают расходомер 500. Такие связующие вещества, как цианоакрилатный клей, требуют влажности. Для надлежащего отверждения связующего вещества 720 требуется наличие влаги на внешней поверхности 510 расходомерной трубки 501 и внутренних поверхностях 508 и 515 отверстий 502 и 515 для трубки. Кроме того, производитель должен регулировать относительную влажность среды, окружающей расходомер 500 при отверждении связующего вещества 720. При отверждении связующего вещества 720 относительную влажность следует поддерживать на уровне 40%-60%. Если относительная влажность слишком низка, можно использовать ускоритель связывания для содействия процессу отверждения связующего вещества 720. Производитель может также регулировать температуру среды, окружающей расходомер 500, или регулировать температуру компонентов расходомера 500 при осуществлении склеивания. Температуру следует устанавливать на уровне около 23°С.
Размер зазора
Размер зазоров 506 и 516 может быть важным параметром для обеспечения прочности связи. Размер зазоров 506 и 516 подбирают на основе вязкости используемого связующего вещества, требуемой простоты нанесения, требуемого качества покрытия связующим веществом и поверхностной энергии внешней поверхности 510 расходомерной трубки 501 и внутренних поверхностей 508 и 515 отверстий 502 и 512 для трубок. Допустимые размеры зазоров находятся в диапазоне от 0,001 дюйма до 0,02 дюйма. Если зазор слишком мал, капиллярное затекание сдерживается и получают недостаточное покрытие связующим веществом. Если зазор слишком велик, может не создаваться эффект капиллярного затекания связующего вещества и оно может неполностью отверждаться. Оптимальный размер для обеспечения прочной связи для зазоров 506 и 516 может составлять около 0,0035 дюйма.
Крепежное устройство - фиг.8-13
На фиг.8-13 показано крепежное устройство 800, соответствующее варианту осуществления изобретения. Крепежное устройство 800 конфигурируют для прикрепления расходомерной трубки расходомера, такого как расходомер 500, в ходе изготовления расходомера. Как показано на фиг.5, крепежное устройство 800 можно использовать для удерживания расходомерной трубки 501 на месте таким образом, чтобы расходомерная трубка 501 могла быть связана с отверстием 502 для трубки, отверстием 512 для трубки, возбудителем D и датчиками LPO и RPO.
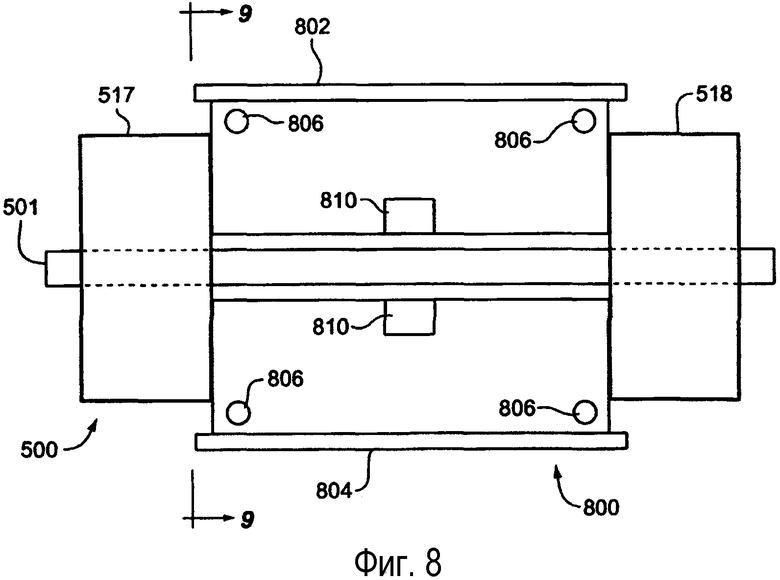
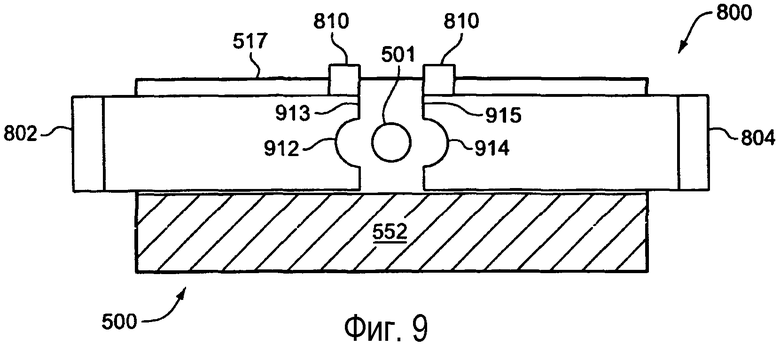
Крепежное устройство 800 состоит из первой секции 802 и второй секции 804, показанных на фиг.8, 9. Первую секцию 802 и вторую секцию 804 можно выполнять из полиформальдегида или из нержавеющей стали. Первая секция 802 включает первую часть 912 отверстия для трубки на конце 913 первой секции 802. Вторая секция 804 включает вторую часть 914 отверстия для трубки на конце 915 второй секции 804. Конец 913 первой секции 802 и конец 915 второй секции 804 конфигурируют с возможностью сопряжения указанных секций и примыкания друг к другу.
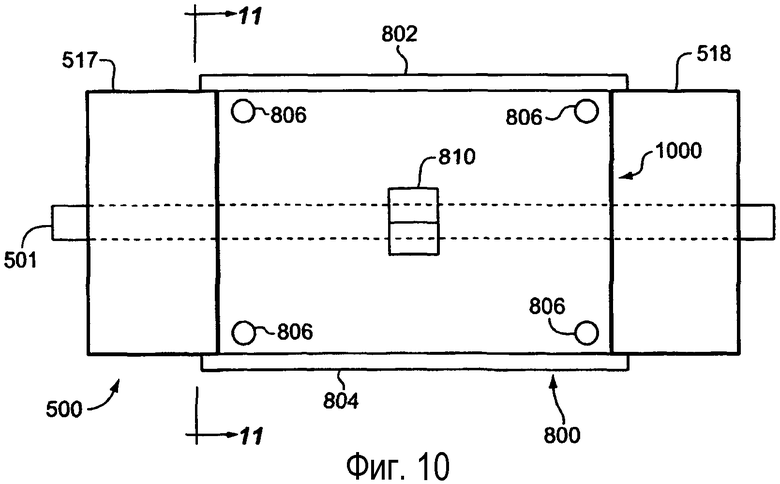
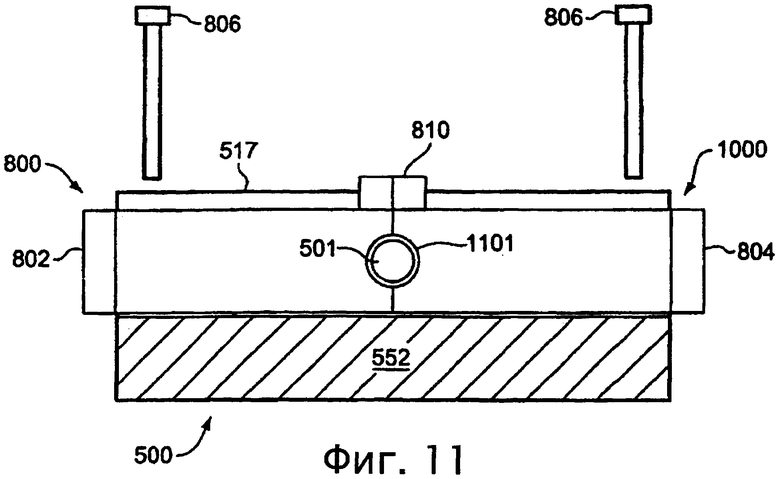
На фиг.10, 11 показаны первая секция 802 и вторая секция 804, примыкающие друг к другу. В положении примыкания друг к другу первая секция 802 и вторая секция 804 формируют зажимной блок 1000. Зажимной блок 1000 включает отверстие 1101 для трубки, формируемое первой частью 912 отверстия для трубки и второй частью 914 отверстия для трубки, показанными на фиг.9. Отверстие 1101 для трубки предназначено для удерживания расходомерной трубки 501 расходомера 500 в ходе его изготовления. Отверстие 1101 имеет диаметр, немного превышающий диаметр расходомерной трубки 501. Зажимной блок 1000 конфигурируют таким образом, чтобы вставлять его между ветвью 517 и ветвью 518 U-образного основания 552. Зажимной блок 1000 имеет длину, которая по существу равна расстоянию между внутренней поверхностью ветви 517 и внутренней поверхностью ветви 518.
Крепежное устройство 800 может также включать крепежные средства 806. Крепежные средства 806 прикрепляют первую секцию 802 и вторую секцию 804 к U-образному основанию 552 расходомера 500. Крепежные средства 806 выравнивают отверстие 1101 для трубки относительно отверстий 502 и 512 для трубки U-образного основания, показанного на фиг.5. Крепежные средства 806 могут представлять собой болты, винты, зажимы, штифты или любые другие крепежные средства.
Крепежное устройство 800 может также включать крепежное средство 810, которое скрепляет первую секцию 802 и вторую секцию 804. Крепежным средством 810 может быть болт, винт, зажим, штифт или любое другое крепежное средство.
Крепежное устройство 800 осуществляет следующие функции. Крепежное устройство 800 поддерживает прямое состояние расходомерной трубки 501, предотвращая любое изгибание расходомерной трубки 501. Крепежное устройство 800 позиционирует и удерживает расходомерную трубку 501 таким образом, чтобы расходомерная трубка 501 была выровнена относительно отверстия 502 для трубки и отверстия 512 для трубки. Крепежное устройство 800 также позиционирует и поддерживает расходомерную трубку 501 таким образом, чтобы к расходомерной трубке 501 можно было прикрепить компоненты возбудителя и компоненты датчиков.
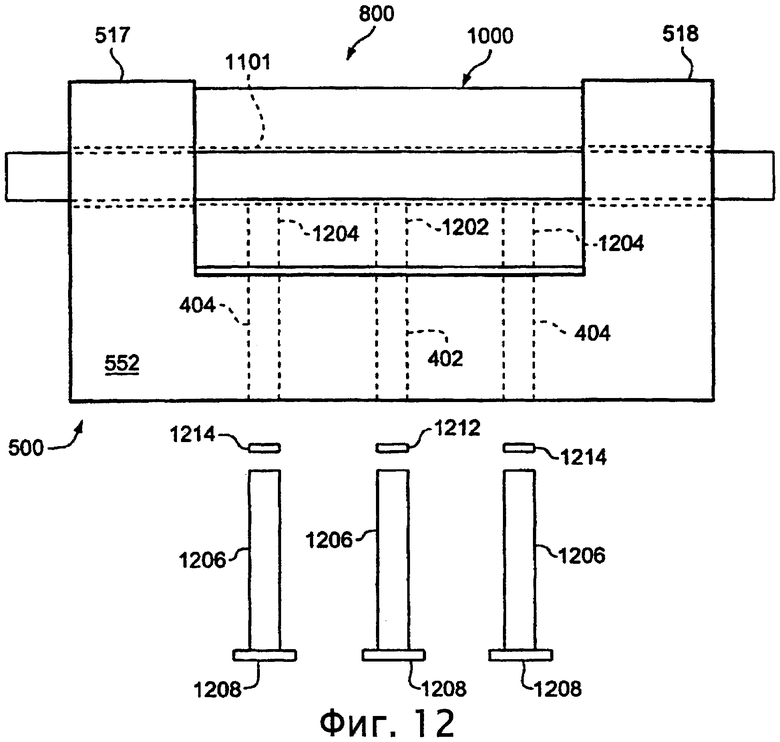
На фиг.12, 13 показан другой пример выполнения крепежного устройства 800, соответствующий варианту осуществления изобретения. Крепежное устройство 800 включает отверстие 1202 для возбудителя. Отверстие 1202 для возбудителя проходит от поверхности зажимного блока 1000 и пересекается с отверстием 1101 для трубки зажимного блока 1000. В этом примере U-образное основание 552 также включает отверстие 402. Отверстие 1202 для возбудителя расположено соосно с отверстием 402 U-образного основания 552. Крепежные средства 806 прикрепляют зажимной блок 1000 к U-образному основанию 552 для выравнивания отверстия 402 U-образного основания 552 относительно отверстия 1202 для возбудителя зажимного блока 1000.
Крепежное устройство 800 также включает отверстия 1204 для датчиков. Отверстия 1204 для датчиков проходят от поверхности зажимного блока 1000 и пересекаются с отверстием 1101 для трубки зажимного блока 1000. В этом примере U-образное основание 552 также включает отверстия 404. Отверстия 1204 для датчиков расположены соосно с отверстиями 404 U-образного основания 552. Крепежные средства 806 прикрепляют зажимной блок 1000 к U-образному основанию 552 для выравнивания отверстий 404 U-образного основания 552 относительно отверстий 1204 для датчиков зажимного блока 1000.
На фиг.12, 13 показано отверстие 1202 для возбудителя и отверстия 1204 для датчиков с нижней стороны от крепежного устройства 800. Отверстие 1202 для возбудителя и отверстия 1204 для датчиков выровнены относительно отверстий 402 и 404 U-образного основания 552. Отверстие 1202 для возбудителя и/или отверстия 1204 для датчиков могут быть расположены сверху от крепежного устройства 800. В этом случае U-образное основание 552 может не иметь отверстий 402 и 404.
Крепежное устройство 800 также включает выравнивающее средство 1206. Выравнивающее средство 1206 конфигурируют таким образом, чтобы его можно было вставлять в отверстие 402 U-образного основания 552 и в отверстие 1202 для возбудителя зажимного блока 1000. Выравнивающее средство 1206 проходит от поверхности зажимного блока 1000 к зоне, примыкающей к отверстию 1101 для трубки зажимного блока 1000. Выравнивающее средство 1206 включает расположенный на одном его конце фланец 1208, диаметр которого превышает диаметр отверстия 402 или отверстия 1202 для возбудителя. Фланец 1208 обеспечивает прохождение выравнивающего средства 1206 в отверстие 402 и в отверстие 1202 для возбудителя на заданное расстояние. Фланец 1208 останавливает выравнивающее средство 1206 до того, как оконечность выравнивающего средства 1206 войдет в контакт с расходомерной трубкой 501. Это предотвращает повреждение расходомерной трубки 501 выравнивающим средством 1206.
Ниже приведен пример способа использования крепежного устройства 800 для удерживания расходомерной трубки 501 в ходе приклеивания расходомерной трубки 501 к U-образному основанию 552. Производитель вставляет расходомерную трубку 501 в отверстие 502 для трубки ветви 517 и в отверстие 515 для трубки ветви 518, как показано на фиг.5. Производитель выравнивает первую секцию 802 и вторую секцию 804 на U-образном основании 552. Производитель упирает конец 913 первой секции 802 в конец 915 второй секции 804 для охвата расходомерной трубки 501 между первой частью 912 отверстия для трубки и второй частью 914 отверстия для трубки для формирования зажимного блока 1000. Производитель прикрепляет первую секцию 802 к второй секции 804. Производитель может прикреплять зажимной блок 1000 к U-образному основанию 552 с использованием крепежных средств 806. Производитель вводит необходимое количество связующего вещества в зазор 506 между внешней поверхностью 510 расходомерной трубки 501 и внутренней поверхностью 508 отверстия 502 для трубки ветви 517. Связующим веществом может быть цианоакрилатный клей. Производитель может вводить связующее вещество через отверстие для связующего вещества, такое как отверстие 504 для связующего вещества, показанное на фиг.5-7. Производитель также вводит необходимое количество связующего вещества в зазор 516 между внешней поверхностью 510 расходомерной трубки 501 и внутренней поверхностью 515 отверстия 514 для трубки ветви 518.
Этот способ может включать учет указанных выше факторов для получения наиболее прочной связи. В частности, способ может дополнительно включать выбор типа и количества используемого связующего вещества, подготовку склеиваемых поверхностей, регулирование влажности воздуха в ходе отверждения связующего вещества, регулирование температуры поверхностей в процесс отверждения связующего вещества и выбор оптимального размера зазора.
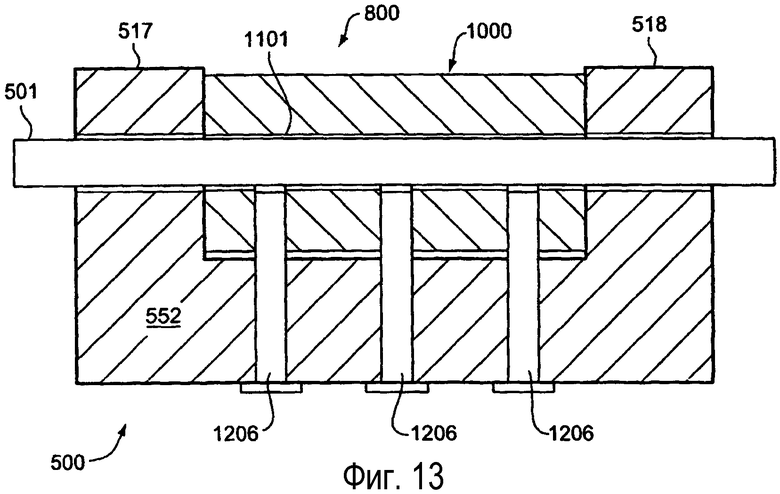
Ниже приведен пример способа использования крепежного устройства 800 для прикрепления возбуждающего компонента 1212 возбудителя D к расходомерной трубке 501. Производитель соединяет возбуждающий компонент 1212 с выравнивающим средством 1206. Соединение в этом случае не означает, что возбуждающий компонент 1212 обязательно прикрепляют к выравнивающему средству 1206. Возбуждающий компонент 1212 может быть лишь посажен на конец выравнивающего средства 1206. Производитель наносит связующее вещество на поверхность возбуждающего компонента 1212. Связующим веществом может быть цианоакрилатный клей. Производитель вставляет возбуждающий компонент 1212 через отверстие 402 и отверстие 1202 для возбудителя с использованием выравнивающего средства 1206. На фиг.13 показано выравнивающее средство 1206, полностью вставленное в отверстие 402 и отверстие 1202 для возбудителя. Производитель вводит в контакт связующее вещество на поверхности возбуждающего компонента 1212 с расходомерной трубкой 501 с использованием выравнивающего средства 1206. Фланец 1208 предотвращает проталкивание выравнивающим средством 1206 возбуждающего компонента 1212 слишком далеко и, таким образом, повреждение расходомерной трубки 501. Производитель дает связующему веществу затвердеть. Затем производитель извлекает выравнивающее средство 1206 из отверстия 402 и из отверстия 1202 для возбудителя.
Этот способ может включать учет указанных выше факторов для получения наиболее прочной связи. В частности, способ может дополнительно включать выбор типа и количества используемого связующего вещества, подготовку склеиваемых поверхностей, регулирование влажности воздуха в процесс отверждения связующего вещества, регулирование температуры поверхностей в ходе отверждения связующего вещества и выбор оптимального размера зазора.
Ниже приведен пример способа использования крепежного устройства 800 для прикрепления компонента 1214 датчиков LPO и RPO к расходомерной трубке 501. Производитель соединяет компонент 1214 датчика с выравнивающим средством 1206. Соединение в этом случае не означает, что компонент 1214 датчика обязательно прикрепляют к выравнивающему средству 1206. Компонент 1214 может быть лишь посажен на конец выравнивающего средства 1206. Производитель наносит связующее вещество на поверхность компонента 1214 датчика. Связующим веществом может быть цианоакрилатный клей. Производитель вставляет компонент 1214 датчика через отверстие 404 и отверстие 1204 для датчика с использованием выравнивающего средства 1206. На фиг.13 показано выравнивающее средство 1206, полностью вставленное в отверстие 404 и отверстие 1204 для датчика. Производитель вводит в контакт связующее вещество на поверхности компонента 1214 с расходомерной трубкой 501 с использованием выравнивающего средства 1206. Фланец 1208 предотвращает проталкивание выравнивающим средством 1206 компонента 1214 датчика слишком далеко и, таким образом, повреждение расходомерной трубки 501. Производитель дает связующему веществу затвердеть. Затем производитель извлекает выравнивающее средство 1206 из отверстия 404 и из отверстия 1204 для датчика.
Возбуждающий компонент 1212 и компонент 1214 датчика могут быть магнитами. Возбудитель D и датчики LPO и RPO являются системами "магнит-катушка". Кроме того, выравнивающее средство 1206 выполняют из немагнитного материала, такого как латунь.
Этот способ может включать учет указанных выше факторов для получения наиболее прочной связи. В частности, способ может дополнительно включать выбор типа и количества используемого связующего вещества, подготовку склеиваемых поверхностей, регулирование влажности воздуха в ходе отверждения связующего вещества, регулирование температуры поверхностей в ходе отверждения связующего вещества и выбор оптимального размера зазора.
Способ проверки выравнивания возбудителя и датчиков - фиг.14
На фиг.14 показан способ проверки выравнивания возбудителя и датчиков относительно расходомерной трубки в варианте осуществления изобретения. Этот способ можно использовать для проверки точности производственного процесса при прикреплении возбуждающих компонентов и компонентов датчиков к расходомерной трубке расходомера. Например, после того, как производитель расходомера использовал крепежное устройство 800, показанное на фиг.8-13, для прикрепления возбуждающего компонента 1212 и компонентов 1214 к расходомерной трубке 501, производитель может использовать этот способ для проверки качества крепежного устройства 800. Ссылочные номера для фиг.14 ниже заключены в скобки.
Для проверки расходомера производитель сообщает колебания (1402) расходомерной трубке с одной или более частотой возбуждения с использованием возбудителя. Производитель может сообщать колебания расходомерной трубке в диапазоне частот, обеспечивающем достижение наиболее достоверных результатов. Производитель использует (1404) систему обработки данных для приема сигналов от датчиков. Сигналы от датчиков представляют частоту колебаний расходомерной трубки. Система обработки данных осуществляет обработку сигналов от датчиков и сигналов, характеризующих частоты возбуждения, для определения (1406) частотной характеристики. Система обработки данных обнаруживает (1408) недопустимую степень выравнивания возбудителя и датчиков относительно расходомерной трубки на основе частотной характеристики.
Например, если выравнивание возбудителя и датчиков нормальное, частотная характеристика включает только первый и третий виды изгибных колебаний расходомерной трубки. Если частотная характеристика включает пики во втором виде изгибных колебаний расходомерной трубки, это обозначает недостаточное осевое выравнивание возбудителя и датчиков. Система обработки данных может показывать пользователю, что осевое выравнивание - неприемлемое. Если частотная характеристика включает пик в первом виде крутильных колебаний расходомерной трубки, это означает недостаточное выравнивание возбудителя и датчиков в боковом направлении. Система обработки данных может указывать производителю, что выравнивание в боковом направлении - неприемлемо. Степень несовмещения расходомерной трубки, возбудителя или датчиков пропорциональна рассеянию во второй вид изгибных колебаний и в первый вид крутильных колебаний. Специалистам в данной области техники будет понятно, что первый, второй и третий виды изгибных колебаний и третий вид крутильных колебаний относятся к расходомерной трубке. Таким образом, для краткости более подробное описание будет опущено.
На основе информации, основанной на частотной характеристике, производитель может определять качество встраиваемых расходомерных трубок. Производитель может также использовать информацию для замены крепежного устройства 800 или какого-либо другого компонента производственного процесса.
Способ изготовления расходомерных трубок - фиг.15
На фиг.15 показан способ изготовления расходомерных трубок, выполняемых из фторполимера согласно варианту осуществления изобретения. Как указано в описании известного уровня техники, расходомерные трубки, поставляемые производителями расходомерных трубок, часто имеют изогнутую конфигурацию. Производители расходомерных трубок могут использовать этот способ для изготовления прямых расходомерных трубок. Ниже ссылочные номера для фиг.15 заключены в скобки.
Производитель осуществляет экструдирование (1502) расходомерной трубки из экструзионной системы. Расходомерную трубку изготовляют из фторполимера, такого как перфторалкоксиэтилен. Расходомерная трубка выходит из экструдера при температуре, которая превышает комнатную температуру. Производитель отрезает (1504) часть расходомерной трубки. Затем производитель закрепляет полученный отрезок расходомерной трубки для сохранения прямой продольной конфигурации отрезка, при охлаждении отрезка. Например, производитель может зажать отрезок плотной поверхностью для выпрямления расходомерной трубки. Производитель может также поместить расходомерную трубку в форму определенного типа для выпрямления расходомерной трубки. Когда расходомерная трубка остыла и выпрямлена, производитель упаковывает (1508) отрезок расходомерной трубки для сохранения прямой конфигурации отрезка. Производитель может укладывать расходомерную трубку в упаковку определенного типа для сохранения прямой конфигурации расходомерной трубки при хранении и транспортировке.
Производитель может также осуществлять травление отрезка указанной расходомерной трубки перед упаковкой отрезка. Это может быть очень удобно для производителя расходомеров. Производитель может хранить отрезок расходомерной трубки в упаковке специального типа для исключения воздействия на отрезок расходомерной трубки света для предотвращения ухудшения травленной поверхности. Производитель может также хранить отрезок расходомерной трубки в регулируемой среде для сохранения температуры трубки, соответствующей температуре окружающей среды. Обе эти операции содействуют поддержанию целостности травленной поверхности расходомерной трубки.
Изобретение относится к изготовлению расходомеров на основе эффекта Кориолиса. Расходомерную трубку из фторполимера (перфторалкоксиэтилена PFA, политетрафторэтилена PTFE) размещают в двух отверстиях, выполненных в соответствующих ветвях основания соосно друг другу. В зазоры между трубкой и внутренней поверхностью отверстий вводят связующее (цианоакрилатный клей) для прикрепления расходомерной трубки к основанию. Во время отверждения связующего отрезок расходомерной трубки между двумя ветвями удерживают прямым с помощью крепежного устройства, включающего зажимной блок из двух секций. Устанавливают возбудитель колебаний расходомерной трубки и датчики в заданных положениях и присоединяют их к трубке связующим. Изобретение обеспечивает повышение точности измерения расхода. 13 з.п. ф-лы, 15 ил.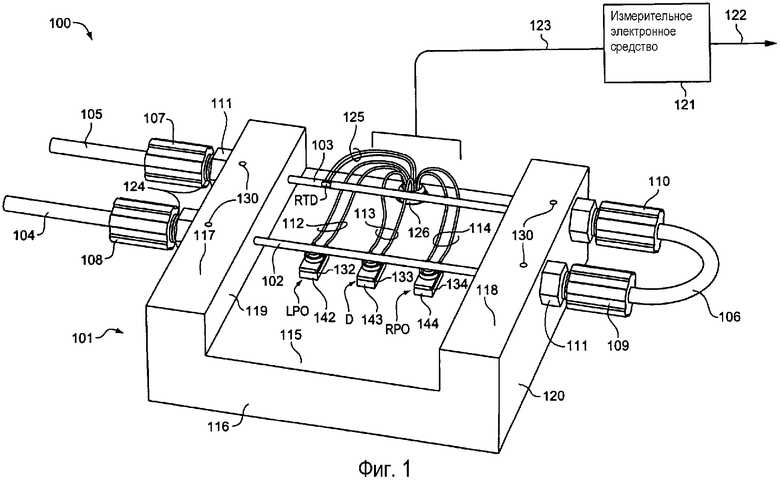
обеспечение основания (522) и двух ветвей (517, 518), при этом две ветви соединены с основанием и отнесены друг от друга, при этом каждая из двух ветвей имеет цилиндрическое отверстие (502, 512), проходящее сквозь ветвь, при этом два цилиндрических отверстия выровнены соосно друг с другом;
обеспечение расходомерной трубки (501) из фторполимера с внешним диаметром, выполненным с возможностью посадки в два цилиндрических отверстия (502, 512) в двух ветвях с оставлением заданного зазора; и обеспечение возбудителя и датчиков, соединенных с расходомерной трубкой;
включающий помещение расходомерной трубки (102) в два цилиндрических отверстия таким образом, чтобы отрезок расходомерной трубки проходил между двумя ветвями и чтобы между внешним диаметром расходомерной трубки и внутренним диаметром двух отверстий формировались два заданных зазора;
введение связующего вещества в два заданных зазора,
удерживание отрезка расходомерной трубки, проходящего между двумя ветвями, в, по существу, прямой конфигурации во время отверждения введенного связующего вещества с помощью крепежного устройства и присоединение возбудителя и датчиков к расходомерной трубке.
введение первой секции (802) между указанными первой и второй ветвями указанного основания, при этом первая секция имеет первую часть отверстия для трубки на конце первой секции; и
введение второй секции (804), между указанными первой и второй ветвями указанного основания, при этом вторая секция имеет вторую часть (914) отверстия для трубки на конце (915) указанной второй секции, причем указанный конец указанной второй секции выполнен с возможностью сопряжения с указанным концом указанной первой секции для формирования зажимного блока (1000), при этом указанный зажимной блок имеет отверстие (1101) для трубки, сформированное из указанной первой части отверстия для трубки и указанной второй части отверстия для трубки, и указанная расходомерная трубка удерживается в отверстии для трубки указанного зажимного блока.
обеспечение отверстия (1202) для возбудителя, проходящего от поверхности указанного зажимного блока и пересекающегося с указанным отверстием (1101) для трубки указанного зажимного блока; и
обеспечение отверстий (1204) для датчиков, проходящих от указанной поверхности указанного зажимного блока и пересекающихся с указанным отверстием для трубки указанного зажимного блока, при этом датчики прикреплены к указанной расходомерной трубке посредством использования указанных отверстий для датчиков.
обеспечение выравнивающего средства (1206), выполненного с возможностью вставки в указанные отверстия указанного зажимного блока (1000) и проходящего от указанной поверхности указанного зажимного блока к зоне, примыкающей к указанному отверстию (1101) для трубки указанного зажимного блока, при этом указанное выравнивающее средство используют для удерживания возбудителя и датчиков в выровненном положении относительно расходомерной трубки и прикрепляют к расходомерной трубке.
обеспечение крепежного средства (806), выполненного с возможностью прикрепления указанной первой секции (802) и указанной второй секции (804) к указанному основанию (552) указанного расходомера (500), для выравнивания указанного отверстия (1202) для возбудителя указанного зажимного блока (1000) относительно отверстия для возбудителя в указанном основании и для выравнивания указанных отверстий (1204) для датчиков указанного зажимного блока относительно, по меньшей мере, одного отверстия для датчика в указанном основании.
выравнивание возбудителя и датчиков относительно заданных точек вдоль расходомерной трубки;
прикрепление возбудителя и датчиков к расходомерной трубке с использованием связующего вещества.
проверку положения возбудителя и датчиков посредством сообщения колебаний расходомерной трубке с использованием возбудителя для возбуждения колебаний и с использованием, по меньшей мере, одного из датчиков для выявления колебаний расходомерной трубки; и установку в заданные положения возбудителя и датчиков на основе результатов проверки положений.
изготовление расходомерной трубки посредством экструдирования отрезка расходомерной трубки, причем экструдированный отрезок расходомерной трубки имеет температуру, превышающую комнатную температуру;
закрепление отрезка экструдированной расходомерной трубки для сохранения прямой продольной конфигурации расходомерной трубки при остывании расходомерной трубки.
| US 5157975 А, 27.10.1992 | |||
| DE 4119396 C1, 27.08.1992 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Система дешифрирования синтезированных изображений | 1990 |
|
SU1793224A1 |

