Группа изобретений относится к оборудованию и к изготовлению оборудования, предназначенного, в частности, для линий жидкоструйных хирургических инструментов или, например, для дозаторов лекарственных средств.
Известна применяемая в медицине плунжерная пара по патенту RU 2240733, 2004, содержащая, как минимум, одну наружную часть в виде корпуса, в который заключен полый вкладыш из лейкосапфира, и, как минимум, одну внутреннюю часть со средствами для кинематического соединения с приводом, также выполненную из лейкосапфира.
Недостатком известной плунжерной пары является ее неспособность эффективно противостоять внешним механическим воздействиям в процессе эксплуатации. Разрушение кристаллических частей пары может происходить, например, в результате удара при ее плановой замене для стерилизации или при обслуживании других частей оборудования.
Более близкой к предлагаемой плунжерной паре является плунжерная пара по описанию к авторскому свидетельству SU 1278589, 23.12.1986, содержащая, как минимум, одну наружную часть в виде корпуса, в который заключен полый вкладыш из сапфира, и выполненную из сапфира, как минимум, одну внутреннюю часть, снабженную средствами для кинематического соединения с приводом, причем торцы корпуса и полого вкладыша расположены в одних и тех же плоскостях.
Поскольку в плунжерной паре по SU 1278589 торцы корпуса и полого вкладыша расположены в плоскостях, совпадающих друг с другом, полый вкладыш из сапфира полностью защищен от механического воздействия, но ее сложная конструкция и соединение деталей, при котором содержимое пары имеет контакт с их стыками, отрицательно влияют на состав содержимого.
Соединения с наименьшим количеством стыков и с минимальными зазорами между всеми элементами плунжерных пар, особенно плунжерных пар, предназначенных для медицинского оборудования, являются главным условием для их сборки и нормальной работы в условиях агрессивных сред и регулярной стерилизации.
Известен способ соединения деталей машин по описанию к авторскому свидетельству SU 211305, 24.04.1968, включающий нагревание охватывающей или охлаждение охватываемой детали.
Соединение деталей по известному способу обеспечивает достаточно качественную сборку конструкции, но зазоры между ее элементами не могут считаться приемлемыми для работы, например, с лекарственными средами, даже если эта работа осуществляется в течение сравнительно небольшого периода времени.
Более близким к предлагаемому способу можно считать способ неподвижного соединения деталей машин, входящих одна в другую, по описанию к авторскому свидетельству SU 207706, 15.02.1968.
В процессе этого способа охватываемую деталь обрабатывают холодом, а зазор между деталями берут равным 1/3 натяга соединения.
Предварительный подбор натяга соединения позволяет сделать вывод о том, что способ по SU 207706 не имеет недостатков способа, указанного ранее, но можно предположить, что плунжерная пара, собранная с использованием приемов, перечисленных в SU 207706, будет требовать дополнительной периодической профилактики, что, в свою очередь, будет приводить к дополнительным остановкам того оборудования, в котором эта пара используется.
Настоящая группа изобретений направлена на решение задачи по разработке плунжерной пары и способа ее сборки, которые при максимально простых технологических приемах соединения деталей и максимально простой конструкции пары обеспечат ее надежность и высокие эксплуатационные показатели.
Техническим результатом изобретений является простота сборки и удобство эксплуатации плунжерной пары, имеющей такое взаимодействие рабочих поверхностей с находящимися внутри нее веществами, при котором практически исключено попадание в указанные вещества элементов, образующихся, например, в результате износа составляющих пару деталей или в результате скопления содержимого пары в местах ее соединений.
Сущность группы изобретений выражается в том, что плунжерная пара для хирургических инструментов, аппаратов, устройств и т.п., содержащая, как минимум, одну наружную часть в виде корпуса, в который заключен полый вкладыш из сапфира, и выполненную из сапфира, как минимум, одну внутреннюю часть, снабженную средством для кинематического соединения с приводом, отличается от ближайшего аналога тем, что корпус выполнен в виде металлической противоударной гильзы, причем, как минимум, один, торец корпуса и, как минимум, один торец полого вкладыша расположены в одной плоскости или удалены друг от друга на расстояние, не превышающее одного минимального наружного диаметра полого вкладыша, стенка которого имеет минимальную толщину, превышающую минимальную толщину стенки корпуса не менее чем в 1,7 раза, при этом полый вкладыш и внутренняя часть выполнены из лейкосапфира.
Плунжерная пара может иметь подсоединительные патрубки, а в корпусе может быть установлен дополнительный полый вкладыш из лейкосапфира, причем, как минимум, один торец корпуса и, как минимум, один торец дополнительного полого вкладыша могут быть расположены в одной плоскости или удалены друг от друга на расстояние, не превышающее одного минимального наружного диаметра дополнительного полого вкладыша, стенка которого имеет минимальную толщину, превышающую минимальную толщину стенки корпуса не менее чем в 1,7 раза.
Выполнение полого вкладыша и внутренней части плунжерной пары из лейкосапфира (наиболее чистого сапфира из группы кристаллов на основе α-модификации окиси алюминия) является с точки зрения износостойкости и инертности материала к агрессивными средам наиболее оптимальным для работы практически с любыми веществами, особенно с такими, как лекарства. Кроме того, лейкосапфир благодаря высокой оптической прозрачности позволяет осуществить визуальный контроль за содержимым плунжерной пары, что в значительной степени облегчает контроль за производственным процессом.
Выполнение корпуса в виде металлической противоударной гильзы, при котором, как минимум, один торец корпуса и, как минимум, один торец полого вкладыша расположены в одной плоскости или удалены друг от друга на расстояние, не превышающее одного минимального наружного диаметра полого вкладыша, стенка которого имеет минимальную толщину, превышающую минимальную толщину стенки корпуса не менее чем в 1,7 раза, позволяют получить удобную в эксплуатации конструкцию, способную противостоять механическим воздействиям.
Сочетание перечисленных конструктивных свойств достигается соотношениями размеров частей предлагаемой плунжерной пары, позволяющими соединять детали из металла и кристалла посредством предварительного глубокого охлаждения.
Соотношения элементов плунжерной пары получены в результате исследований металлических корпусов и вкладышей из лейкосапфира, имеющих стенки разной толщины. Было установлено, что при нарушении границ указанных диапазонов соединение, производимое за счет глубокого охлаждения металлического корпуса и введения в корпус вкладыша из лейкосапфира, сопровождается внутренними напряжениями в кристалле и его разрушением даже при незначительном нагревании корпусного металла.
Расположение в одной плоскости, как минимум, одного торца корпуса и полого вкладыша закрывает тот участок вкладыша, который наиболее подвержен механическому воздействию в процессе эксплуатации оборудования или полностью закрывает этот вкладыш.
В случае выполнения плунжерной пары с удалением друг от друга торцов корпуса и полого вкладыша на расстояние, не превышающее одного минимального наружного диаметра вкладыша, кристалл сохраняет прочностные свойства, но при нарушении этого условия наружная часть плунжерной пары может быть выведена из строя, например, в процессе профилактики оборудования при неосторожном обращении со стерилизационным поддоном.
Наличие в плунжерной паре подсоединительных патрубков позволяет в значительной степени облегчить ее установку и профилактику, а размещение в корпусе дополнительного полого вкладыша из лейкосапфира, при котором, как минимум, один торец корпуса и, как минимум, один торец дополнительного полого вкладыша могут быть расположены в одной плоскости или удалены друг от друга на расстояние, не превышающее одного минимального наружного диаметра дополнительного полого вкладыша, позволяет получить плунжерную пару большой емкости с сохранением ее прочностных свойств, достигаемых без усложнения конструкции. Перечисленные свойства элементов плунжерной пары обуславливаются способом ее сборки, который включает установку первой детали внутри второй детали и предварительное глубокое охлаждение одной из деталей, но отличается от ближайшего аналога тем, что в процессе его реализации дополнительно осуществляют предварительное глубокое охлаждение второй детали, причем первую деталь выполняют из лейкосапфира в виде полого вкладыша наружной части плунжерной пары, вторую деталь выполняют в виде корпуса наружной части плунжерной пары, имеющего форму металлической противоударной гильзы, а повышение температуры первой и второй деталей проводят после установки первой детали внутри второй детали, при которой, как минимум, один торец корпуса и, как минимум, один торец полого вкладыша располагают в одной плоскости или удаляют друг от друга на расстояние, не превышающее одного минимального наружного диаметра полого вкладыша, имеющего минимальную толщину стенки, превышающую минимальную толщину стенки корпуса не менее чем в 1,7 раза, при этом внутреннюю часть плунжерной пары притирают к первой детали в течение, как минимум, 16 минут с применением абразива.
При необходимости на наружную часть плунжерной пары устанавливают подсоединительные патрубки; в корпусе размещают дополнительный полый вкладыш из лейкосапфира, который может быть закреплен посредством предварительного глубокого охлаждения корпуса и/или дополнительного полого вкладыша, причем, как минимум, один торец корпуса и, как минимум, один торец дополнительного полого вкладыша располагают в одной плоскости или удаляют друг от друга на расстояние, не превышающее одного минимального наружного диаметра дополнительного полого вкладыша, стенка которого имеет минимальную толщину, превышающую минимальную толщину стенки корпуса не менее чем в 1,7 раза; внутреннюю часть плунжерной пары могут связывать со средством для кинематического соединения с приводом посредством предварительного глубокого охлаждения внутренней части и/или предварительного глубокого охлаждения средства для кинематического соединения с приводом.
Предварительное глубокое охлаждение как охватывающей, так и охватываемой детали, в сочетании с изготовлением этих деталей из лейкосапфира и из металла с соблюдением найденных соотношений позволяет получить способную противостоять ударам и удобную в эксплуатации плунжерную пару с настолько плотно прилегающими друг к другу частями, что в местах стыков этих частей практически не образуется осадков ее содержимого. Следовательно, при сборке такой пары нет необходимости использовать для соединений, например, химические вещества.
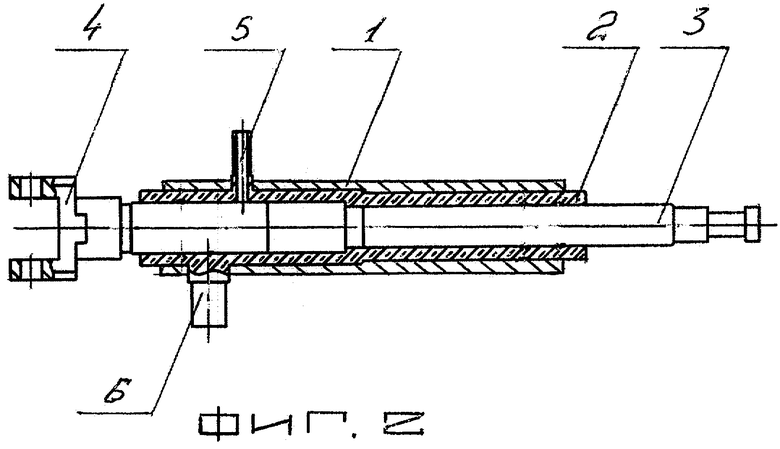
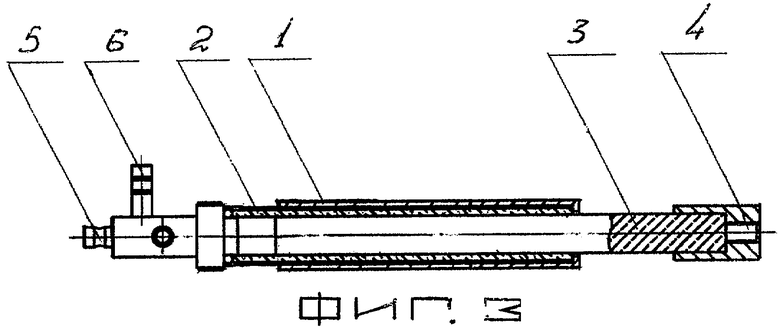
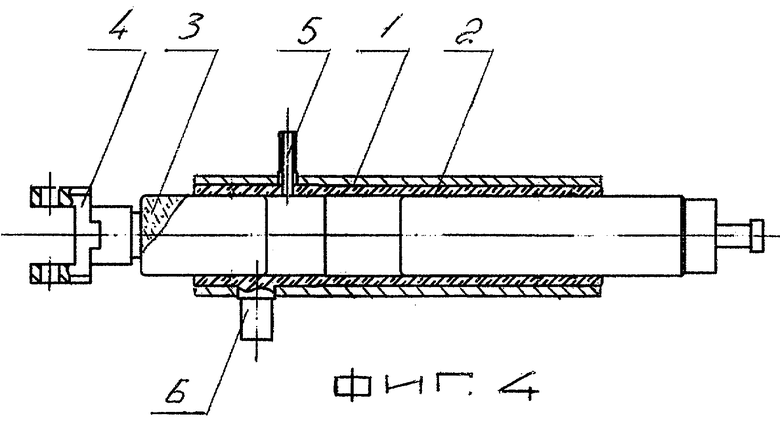
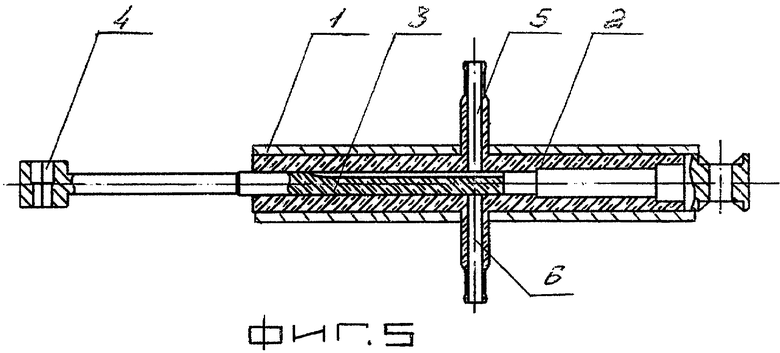
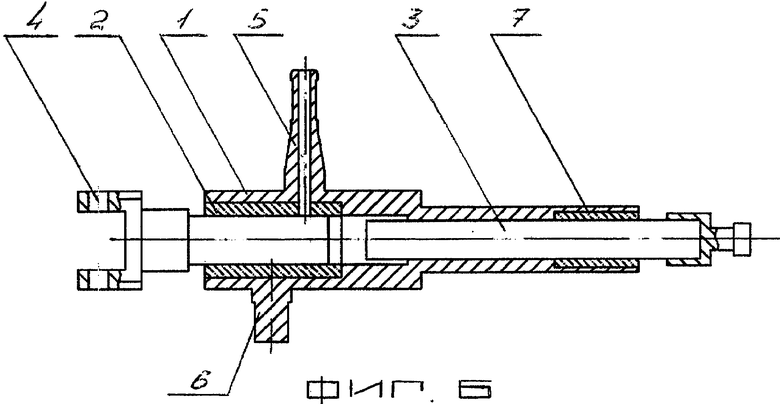
Сущность изобретения поясняется чертежом, где на фиг.1-6 изображены продольные разрезы плунжерной пары в различных выполнениях.
Плунжерная пара содержит, как минимум, одну наружную часть в виде корпуса 1, в который заключен полый вкладыш 2 из лейкосапфира. В полом вкладыше 2 размещена, как минимум, одна внутренняя часть 3, имеющая средства 4 для кинематического соединения с приводом и так же, как и полый вкладыш 2, выполненная из лейкосапфира. Корпус 1 представляет собой металлическую противоударную гильзу. Как минимум, один торец корпуса 1 и, как минимум, один торец полого вкладыша 2 расположены в одной плоскости или удалены друг от друга на расстояние, не превышающее одного наружного диаметра полого вкладыша 2, минимальная толщина стенки которого превышает минимальную толщину стенки корпуса 1 не менее чем в 1,7 раза. Плунжерная пара может иметь подсоединительные патрубки 5 и 6, а в корпусе 1 может быть установлен дополнительный полый вкладыш 7 из лейкосапфира, причем, как минимум, один торец корпуса 1 и, как минимум, один торец дополнительного полого вкладыша 7 могут быть расположены в одной плоскости или могут быть удалены друг от друга на расстояние, не превышающее одного минимального наружного диаметра дополнительного полого вкладыша 7.
При сборке плунжерной пары предварительно проводят глубокое охлаждение первой детали, выполненной из лейкосапфира в виде полого вкладыша 2, и второй детали, выполненной в виде корпуса 1, имеющего форму металлической противоударной гильзы. Затем производят установку первой детали, т.е. полого вкладыша 2 из лейкосапфира, внутри второй детали, т.е. внутри корпуса 1.
При установке, как минимум, один торец корпуса 1 и, как минимум, один торец полого вкладыша 2 располагают в одной плоскости или удаляют друг от друга на расстояние, не превышающее одного минимального наружного диаметра полого вкладыша 2, имеющего минимальную толщину стенки, превышающую минимальную толщину стенки корпуса 1 не менее чем в 1,7 раза.
Охлаждение металлического корпуса 1 и полого вкладыша 2 в сочетании с этими соотношениями позволяет не применять в конструкции плунжерной пары, например, клеевых веществ, в том числе и тех из них, которые используются для аналогичных целей в медицине. Последнее обстоятельство имеет решающее значение, в частности, в фармакологии, т.к. попадание в лекарство любых посторонних веществ недопустимо даже на молекулярном уровне.
Повышение температуры корпуса 1 и полого вкладыша 2 проводят после завершения соединения, а затем внутреннюю часть 3 плунжерной пары притирают с применением абразива к ее первой детали, т.е. к поверхности полого вкладыша 2 в течение, как минимум, 16 минут.
В дальнейшем плунжерную пару устанавливают на нужное оборудование, причем корпус 1, выполненный в виде металлической противоударной гильзы, позволяет осуществить фиксацию пары практически любым способом или средством, не опасаясь того, что случайный удар, например, ключом, выведет эту пару из строя.
В дальнейшем плунжерная пара предлагаемой конструкции с элементами из лейкосапфира надежно защищена и в процессе ее эксплуатации. Например, при выполнении плунжерной пары с, как минимум одним, торцом корпуса 1 и с, как минимум одним, торцом полого вкладыша 2, удаленным друг от друга на расстояние, не превышающее одного наружного диаметра полого вкладыша 2, имеющего минимальную толщину стенки, превышающую минимальную толщину стенки корпуса 1 не менее чем в 1,7 раза, целостность кристалла лейкосапфира полого вкладыша 2 сохраняется и после нежелательного механического контакта (например, падения с высоты 1,2 м.), т.к. выступающий из металлического корпуса 1 полый вкладыш 2 имеет достаточную прочность.
Для подключения плунжерной пары используют средства 4 для кинематического соединения с приводом и подсоединительные патрубки 5 и 6.
После запуска оборудования внутренняя часть 3 перемещается внутри полого вкладыша 2 или внутри полого вкладыша 2 и дополнительного полого вкладыша 7.
Лекарства, как правило, являются агрессивной средой для механизмов любых типов, но лейкосапфир, из которого выполнена внутренняя часть 3, и полый вкладыш 2, и дополнительный полый вкладыш 7 обеспечивает долговечность и надежность плунжерной пары. Это объясняется тем, что лейкосапфир обладает высокой устойчивостью к агрессивным средам. Ориентированный в направлении кристаллографической оси [0001], он имеет износостойкость, в 10 раз большую по сравнению с хромом и в 5 раз большую по сравнению с корундовой керамикой. Можно также отметить, что лейкосапфир прозрачен в широком интервале длин волн, имеет слабое светорассеяние, высокую оптическую однородность и высокую радиационную стойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛУНЖЕРНАЯ ПАРА | 2003 |
|
RU2240733C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ САПФИРОВЫХ ДЕТАЛЕЙ, САПФИРОВАЯ ПЛУНЖЕРНАЯ ПАРА И НАСОС-ДОЗАТОР НА ЕЕ ОСНОВЕ | 2012 |
|
RU2521129C1 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ОБЪЕМНОГО ВЫТЕСНЕНИЯ ДЛЯ ПЕРЕКАЧКИ И/ИЛИ ДОЗИРОВАНИЯ ЖИДКОСТЕЙ | 2014 |
|
RU2578373C2 |
| СПОСОБ ОБРАБОТКИ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ИСКУССТВЕННО ВЫРАЩЕННОГО МОНОКРИСТАЛЛА НА ОСНОВЕ АЛЬФА-AlO | 2014 |
|
RU2585885C2 |
| ЗУБНОЙ ИМПЛАНТАТ И ИНСТРУМЕНТ ДЛЯ ЕГО УСТАНОВКИ | 2005 |
|
RU2290894C1 |
| НАСОС-ДОЗАТОР | 2014 |
|
RU2580892C1 |
| АКСИАЛЬНО-ПЛУНЖЕРНЫЙ НАСОС | 2000 |
|
RU2190125C2 |
| ПЛУНЖЕРНЫЙ НАСОС СВЕРХВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2364752C1 |
| Способ восстановления плунжерных пар топливных насосов высокого давления дизелей | 1990 |
|
SU1715864A1 |
| ПЛУНЖЕРНЫЙ НАСОС | 1999 |
|
RU2194189C2 |
Изобретение относится к оборудованию, предназначенному, в частности, для линий жидкоструйных хирургических инструментов или, например, для дозаторов лекарственных средств. Плунжерная пара содержит, как минимум, одну наружную часть в виде корпуса, в который заключен полый вкладыш и, как минимум, одну внутреннюю часть. Внутренняя часть снабжена средствами для кинематического соединения с приводом. Корпус выполнен в виде металлической противоударной гильзы. Как минимум один, торец корпуса и, как минимум, один торец полого вкладыша расположены в одной плоскости или удалены друг от друга на расстояние, которое не превышает одного минимального наружного диаметра полого вкладыша. Стенка полого вкладыша имеет минимальную толщину, которая превышает минимальную толщину стенки корпуса не менее чем в 1,7 раза. Полый вкладыш и внутренняя часть выполнены из лейкосапфира. При сборке плунжерной пары осуществляют предварительное глубокое охлаждение первой и второй деталей. Первую деталь выполняют из лейкосапфира в виде полого вкладыша наружной части плунжерной пары. Вторую деталь выполняют в виде корпуса наружной части плунжерной пары. Корпус имеет форму металлической противоударной гильзы. Повышение температуры первой и второй деталей проводят после установки первой детали внутри второй детали. При установке, как минимум один, торец корпуса и, как минимум, один торец полого вкладыша располагают в одной плоскости или удаляют друг от друга на расстояние, которое не превышает одного минимального наружного диаметра полого вкладыша. Полый вкладыш имеет минимальную толщину стенки, которая превышает минимальную толщину стенки корпуса не менее чем в 1,7 раза. Внутреннюю часть плунжерной пары притирают к первой детали в течение, как минимум, 16 минут с применением абразива. Техническим результатом изобретений является простота сборки и удобство эксплуатации плунжерной пары, имеющей такое взаимодействие рабочих поверхностей с находящимися внутри нее веществами, при котором практически исключено попадание в указанные вещества элементов, образующихся, например, в результате износа составляющих пару деталей или в результате скопления содержимого пары в местах ее соединений. 2 н. и 5 з.п. ф-лы, 6 ил.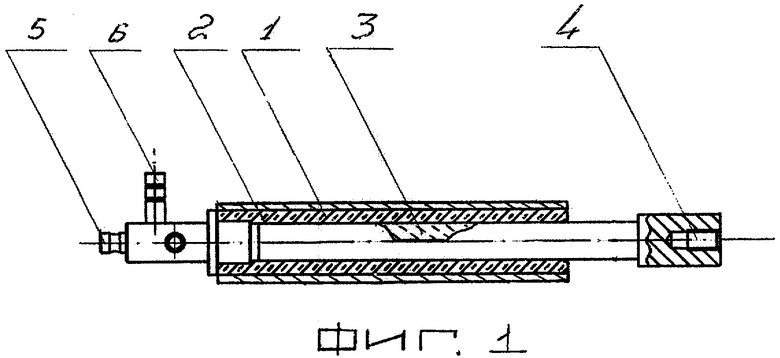
| Плунжерный дозатор | 1985 |
|
SU1278589A1 |
| СПОСОБ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН, ВХОДЯЩИХ ОДНА В ДРУГУЮ | 0 |
|
SU207706A1 |
| СПОСОБ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1996 |
|
RU2093334C1 |
| US 4405294 A, 20.09.1983 | |||
| Способ обработки оптических кристаллических деталей | 1989 |
|
SU1663063A1 |
| US 4572056 A, 25.02.1986 | |||
| Устройство для ввода проб в газовый хроматограф | 1987 |
|
SU1469451A1 |
| RU 2062349 C1, 20.06.1996 | |||
| ПЛУНЖЕРНАЯ ПАРА ТОПЛИВОВПРЫСКИВАЮЩЕГО НАСОСА | 1992 |
|
RU2057967C1 |

