Изобретение относится к термической обработке стальных изделий, может использоваться в машиностроении, при ремонте- машин.
Известен способ восстановления полых деталей типа втулок, заключающийся в нагреве детали и последующем ее охлажде- нии, причем нагрев осуществляют равномерно по всей наружной поверхности втулок с интенсивностью 102...104 Вт/см до температуры наружной поверхности 400...tn.n, где tn.n. - температура полиморф- ного превращения материала.
Известен также способ восстановления изношенной внутренней поверхности преимущественно стальных и чугунных деталей типа гильз цилиндров путем создания градиента температур посредством воздействия на деталь источников нагрева и охлаждения, причем градиент температур создают в стенке детали непрерывно-последовательно вдоль оси детали, температуру устанавливают в интервале 870...920°С. J
Наиболее близким к предложенному является способ упрочнения плунжерных пар топливных насосов дизельных двигателей, включающий нагрев ТВЧ, закалку и низкий отпуск, причем нагреву подвергают плунжерную пару в сборе в области впускного и выпускного окон до 800,..830°С, плунжеру сообщают осциллирующее движение вдоль его оси, плунжер и втулку дополнительно подвергают сульфохромированию.
Недостатком прототипа является низкая эффективность процесса восстановления ввиду возможности заклинивания при осцилляции, нарушения герметичности плунжерной пары, искажения геометрической формы плунжера.
Целью изобретения является повышение эффективности восстановления.
Положительный эффект от использования изобретения выражается в упрощении, удешевлении технологического процесса за счет одновременного приращения наружного диаметра плунжера и закалки его поверхности без искажения формы, что позволяет
ся
00 О J
уменьшить величину приращений, необходимых для компенсации износа и последующей доводки сопрягаемых поверхностей.
Поставленная цель достигается тем, что, в отличие от известного способа, включающего нагрев ТВЧ, закалку, согласно изобретению нагреву подвергают плунжер до температуры АСз+50-150°С в двух поясках выше и ниже спиральной канавки, а после закалки осуществляют притирку плунжерной пары.
Кроме того, после притирки на плунжер наносят локальное антифрикционное покрытие.
Способ осуществляют при нагреве ТВЧ до температуры выше точки АСз на 50...150°С. При нагреве ниже50°С не достигается полного растворения карбидов в твердом растворе, что приводит к понижению твердости и стойкости мартенсита. При нагреве выше точки АСз на 150°С достигается наибольшая степень легирования аус- тенита. В результате аустенит трудно распадается на мартенсит и твердость изделия не достигает заданных значений.
Нагрев в каком-то сечении приводит к образованию выступа, поэтому нагрев в двух поясках необходим для обеспечения центрирования плунжера относительно втулки и исключения перекладывания (покачивания) плунжера в невосстановленной части, вызывающих заклинивание вследствие высоких угловых напряжений и интенсивный износ.
Антифрикционное покрытие выполняет функцию уплотнения, заполняющего пустоты, образовавшиеся между поясками (выступами) и улучшающими плотность плунжера, исключая перетечки топлива вдоль плунжера.
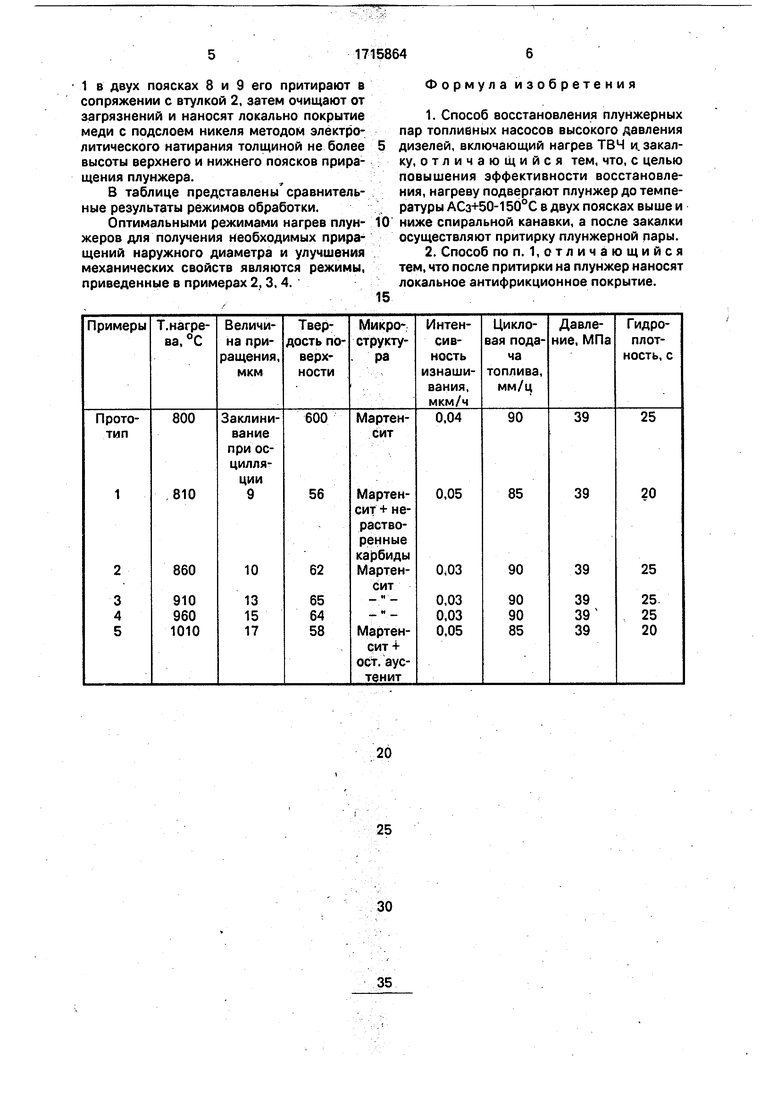
На чертеже представлена плунжерная пара в сборе, восстановленная по предложенному способу.
Плунжерная пара содержит плунжер 1, втулку 2, спиральную канавку 3 на плунжере, осевое отверстие 4 в плунжере, диаметральное отверстие 5 в плунжере, впускное отверстие 6 во втулке 2 плунжера, перепускное отверстие 7 во втулке 2 плунжера, верхний поясок 8 приращения плунжера, нижний поясок 9 приращения плунжера. На чертеже обозначено: Ои - диаметр изношенного плунжера; DH - номинальный диаметр плунжера; Д 0н-0и 10...15 мкм - приращение наружного диаметра плунжера; медное локальное антифрикционное покрытие 10.
Способ осуществляется следующим образом.
Изношенный плунжер секции топливного насоса высокого давления дизеля ЯМЗ- 238, изготовленный из стали 25Х5МА. Износы 90% плунжеров не превышают
7 мкм. Плунжер устанавливают в трехкулач- ковый патрон устройства для вращения и поступательного движения плунжера через заданные интервалы времени, регулирующие нагрев каждого пояска плунжера в ин0 дукторе ТВЧ до заданного диапазона температуры ...960°С. Осуществляют нагрев пояска выше спиральной канавки на плунжере шириной 2...5 мкм. После нагрева до заданной температуры поясок охлажда5 ют на воздухе за счет теплопроводности в основной металл плунжера. Затем осуществляют нагрев пояска ниже спиральной канавки на плунжере шириной 2...5 мкм. После нагрева до заданной температуры по0 ясок охлаждают на воздухе. Изменение диаметральных размеров поясков плунжера происходит как за счет структурных превращений аустенита в большую по объёму составляющую - мартенсит, так и за счет
5 создания градиента температур путем быстрого нагрева узкого поверхностного слоя плунжера и быстрого его охлаждения в основной металл плунжера за счет теплопроводности. После увеличения диаметра
0 изношенного плунжера в двух или трех поясках на величину 10... 15 мкм плунжер притирают с втулкой плунжера секции топливного насоса высокого давления с добавлением абразивной пасты. При нагреве
5 более двух поясков увеличивается объем восстановленного основного металла, однако это осуществимо не на всех конструкциях плунжеров, требует дополнительной трудоемкости. После того, как сопрягаемые плун0 жер и втулка притерты, поверхность плунжера очищают и наносят на нее локально антифрикционное покрытие (гальваническое нанесение, ионное напыление, фрикционное натирание и др.).
5 Пример. Изношенные плунжеры топливных насосов высокого давления дизелей ЯМЗ-238, изготавливаемые из стали 25Х5МА нагревают и охлаждают на воздухе последовательно в двух поясках, выше и
0 ниже спиральной канавки на плунжере, в индукторе ТВЧ ВУГ4-10/0,444 мощностью кВт и частотой ,44 МГц до 800 (прототип); 810, 910, 960 и 1010°С.
Нагрев ТВЧ узкого пояска плунжера не
5 вызывает искажений геометрической формы, что обусловливает получение приращения поясков, необходимые лишь для компенсации износов наружного диаметра плунжера и последующей притирки. После увеличения наружного диаметра плунжера
1 в двух поясках 8 и 9 его притирают в сопряжении с втулкой 2, затем очищают от загрязнений и наносят локально покрытие меди с подслоем никеля методом электролитического натирания толщиной не более высоты верхнего и нижнего поясков приращения плунжера.
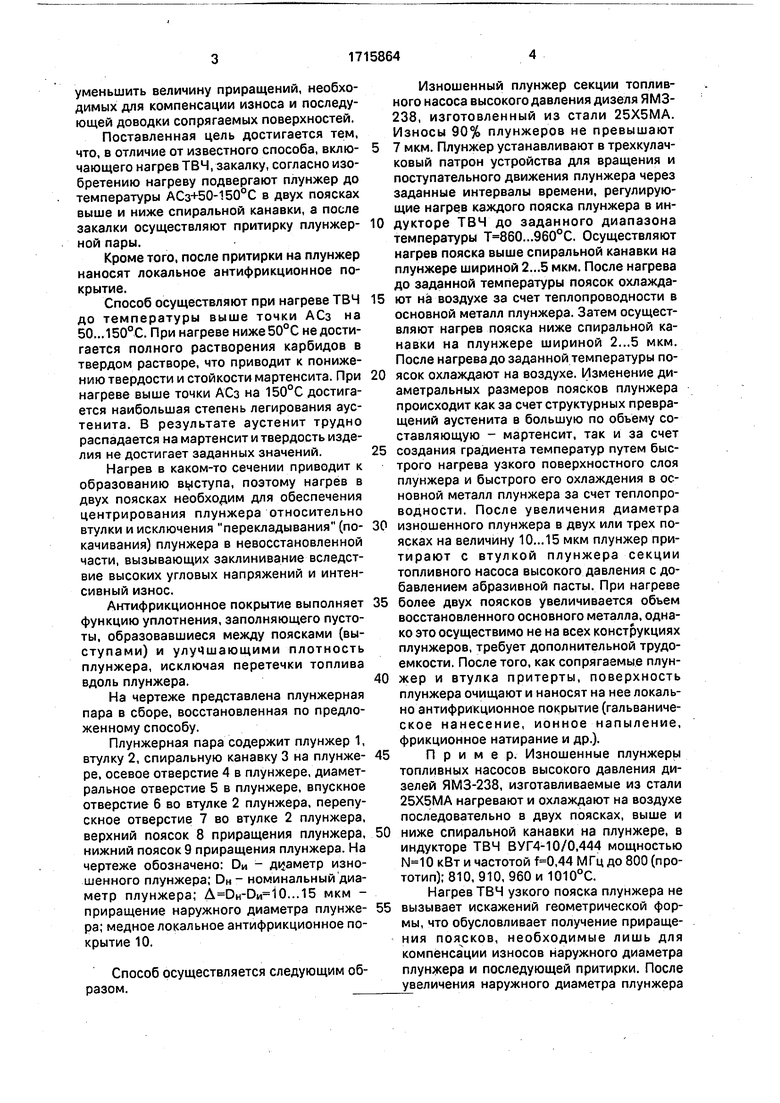
В таблице представлены сравнительные результаты режимов обработки.
Оптимальными режимами нагрев плунжеров для получения Необходимых приращений наружного диаметра и улучшения механических свойств являются режимы, приведенные в примерах 2, 3,4.
0
5
Форму л а изо бретени я
1.Способ восстановления плунжерных пар топливных насосов высокого давления дизелей, включающий нагрев ТВЧ и закалку, отличающийся тем, что, с целью повышения эффективности восстановления, нагреву подвергают плунжер до температуры АСз+50-150°С в двух поясках выше и ниже спиральной канавки, а после закалки осуществляют притирку плунжерной пары.
2.Способ по п. 1,отличающийся тем, что после притирки на плунжер наносят локальное антифрикционное покрытие.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛКИ ПЛУНЖЕРНОЙ ПАРЫ ТОПЛИВНОГО НАСОСА ВЫСОКОГО ДАВЛЕНИЯ ДИЗЕЛЕЙ | 1998 |
|
RU2129941C1 |
| Способ упрочнения плунжерных пар топливных насосов дизельных двигателей | 1985 |
|
SU1310438A1 |
| СПОСОБ УПРОЧНЕНИЯ ПЛУНЖЕРНЫХ ПАР ТОПЛИВНЫХ НАСОСОВ ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2463358C2 |
| Способ упрочнения плунжерных пар топливных насосов дизелей | 1990 |
|
SU1747511A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ БОЛЬШОЙ КРИВИЗНЫ КОРПУСНЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2002 |
|
RU2242523C2 |
| Способ химико-термической обработки прецизионных деталей | 1990 |
|
SU1721103A1 |
| СПОСОБ РЕМОНТА ТОПЛИВНОГО НАСОСА ВЫСОКОГО ДАВЛЕНИЯ | 2021 |
|
RU2775799C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ ВТУЛОК | 2001 |
|
RU2198776C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА "ЗОЛОТНИКОВАЯ ПАРА" | 2005 |
|
RU2293641C2 |
| Способ упрочнения плунжерных пар топливных насосов дизельных двигателей | 1988 |
|
SU1565902A1 |
Изобретение относится к термической обработке стальных изделий и может быть использовано в машиностроении, при ремонте машин. Целью изобретения является повышение эффективности восстановления. Способ осуществляют при нагреве ТВЧ до температуры выше точки Асз на 50-150°С по крайней мере в двух поясках плунжера, выше и ниже спиральной канавки на плунжере, с последующей притиркой плунжера с втулкой. Затем осуществляют локальное антифрикционное покрытие любым известным способом (гальваническим, газопламенным, ионным напылением или фрикционным натиранием). Применение способа позволяет повысить эффективность восстановления изношенных плунжерных пар. 1 з.п. ф-лы, 1 ил., 1 табл.
| Способ упрочнения плунжерных пар топливных насосов дизельных двигателей | 1985 |
|
SU1310438A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
