Настоящее изобретение относится к слоистому материалу, покрытому радиационно отверждаемой печатной краской или печатным лаком, а также к способу изготовления указанного слоистого материала, предусматривающему использование указанного печатного лака, соответственно указанной печатной краски. Кроме того, изобретение относится к подвергнутой последующей заливке формованной детали, содержащей указанный слоистый материал, а также к способу изготовления указанной формованной детали.
Из уровня техники известны печатные краски на основе твердых смол, прежде всего на основе поликарбонатов, которые в типичных случаях растворены в не содержащих галогенов растворителях. Печатная краска подобного типа приведена, например, в формуле изобретения европейского патента ЕР 0688839 В1, описанный в котором поликарбонат следует рассматривать в качестве возможного связующего для одного из вариантов осуществления настоящего изобретения.
Недостаток известных из уровня техники печатных красок состоит в том, что в случае присутствия в них растворителей они характеризуются склонностью к обусловленному улетучиванием растворителя высыханию на сетке трафаретной формы, что прежде всего относится к периодам производственного простоя (отсутствия печатания). Вследствие этого происходит закупоривание трафаретной сетки, требующее ее дополнительной очистки. В наихудшем случае трафаретная форма становится непригодной для дальнейшей эксплуатации. Другой недостаток известной из уровня техники технологии печати состоит в том, что сушку печатной краски следует осуществлять теплым воздухом в сушильном канале или печи, что обусловливает увеличение продолжительности технологического процесса, а следовательно, отсутствие возможности его оптимизации. Кроме того, использование для термической сушки инфракрасной сушилки обусловливает необходимость в дополнительной производственной площади и дополнительный расход энергии, а, следовательно, увеличение издержек.
Кроме того, из уровня техники известна радиационно отверждаемая смола, содержащая реакционноспособные, в том числе УФ-отверждаемые мономеры. В соответствующей патентной заявке Великобритании GB 2370279 А описан радиационно отверждающийся полиурета-накрилат с поликарбонатным структурным компонентом, однако недостатком подобного полимера является неудовлетворительная пригодность для переработки. При осуществлении процесса так называемого последующего литья под давлением, в соответствии с которым на запечатанную печатной краски сторону поликарбонатной пленки методом литья под давлением наносят дополнительный слой термопластичного полимера, возникает проблема низкой адгезии, что прежде всего относится к печати на поликарбонатной подложке. Путем подобного последующего литья под давлением в принципе можно изготавливать материалы типа сэндвича, красочный слой которых находится между поликарбонатной пленкой и слоем нанесенного последующим литьем под давлением полимера, что позволяет избежать истирания отпечатка при повседневной эксплуатации такого материала. Другим недостатком рассматриваемой технологии уровня техники является наблюдаемое в процессе формования приклеивание отпечатка к форме, а также повышенная чувствительность отпечатка к давлению и температуре, следствием которой является нежелательное вымывание краски при последующем литье под давлением, а, следовательно, ухудшение качества печати.
С учетом вышеизложенного в основу настоящего изобретения была положена задача предложить слоистый материал, соответственно способ изготовления слоистого материала с печатной краской, причем печатная краска и/или печатный лак должны обладать более высокой и оптимизированной адгезией к подложке. При этом прежде всего следовало исключить необходимость использования летучих растворителей, а следовательно, нежелательное высыхание печатной краски на сетке трафаретной формы в процессе печати, а также исключить необходимость дополнительного разбавления печатной краски растворителем и тем самым сократить продолжительность технологического процесса. Благодаря этому можно получать отпечатки с более тонкими деталями, а следовательно, повысить качество печати. Кроме того, благодаря этому можно избежать нежелательного вымывания краски из отпечатка и ухудшения его качества при осуществлении дополнительной технологической операции последующего литья под давлением.
Указанная задача согласно изобретению решается с помощью слоистого материала, который включает:
a) положку по меньшей мере из одного термопластичного полимера, предпочтительно пленку по меньшей мере из одного термопластичного полимера,
b) однослойную или многослойную красочную и/или лаковую пленку из печатной краски или печатного лака, содержащую:
в качестве связующего по меньшей мере один нерадиационно отверждаемый ароматический поликарбонат на основе геминально дизамещенного дигидроксидифенилциклоалкана и
в качестве растворителя по меньшей мере один радиационно отверждаемый мономер, выбранный из группы, включающей акрилаты, метакрилаты, простые виниловые эфиры и азотсодержащие соединения с этиленовой двойной связью,
отличающегося тем, что связующее растворено в растворителе, который после отверждения остается в печатной краске или печатном лаке в химически сшитом состоянии.
Предпочтительные улучшенные варианты приведены в зависимых пунктах формулы изобретения.
Согласно изобретению неожиданным обстоятельством прежде всего является благоприятная возможность образования преимущественно стабильного раствора термопластичного поликарбоната в различных радиационно отверждаемых мономерах, пригодных для последующего формирования пленки путем их УФ-отверждения в присутствии термопластичного поликарбоната. Подобную благоприятную возможность согласно изобретению используют для того, чтобы при последующей трафаретной печати обеспечить отсутствие высыхания печатных красок и/или печатных лаков на основе указанного раствора на сетке, исключить необходимость их дополнительного разбавления и/или обусловленную их высыханием необходимость очистки трафаретных форм, а также исключить прочие издержки. В типичных случаях (утверждение жидких печатных красок и/или печатных лаков предпочтительно осуществляют под действием УФ-излучения, светоизлучающих диодов или при необходимости используемого электронного пучка, что обусловливает чрезвычайно высокую скорость соответствующего процесса, который в типичных случаях протекает в течение промежутка времени, гораздо меньшего секунды. После отверждения отпечатки подвергают непосредственной дальнейшей переработке без предварительного пропускания, например, через сушильный канал, реализуемого с целью подведения дополнительного тепла. Благодаря этому значительно сокращается длительность переработки отпечатков и возрастает общая производительность технологического процесса. Другое благоприятное обстоятельство заключается в том, что благодаря предотвращению вымывания краски и прочих нежелательных эффектов в сочетании с более высокой адгезией к пленочной подложке могут быть получены отпечатки с тонкими деталями, что открывает возможность использования технологии трафаретной печати в других сферах.
В соответствии с изобретением определение «УФ-отверждаемый (сшиваемый)», соответственно «радиационно отверждаемый (сшиваемый)», используют для обозначения того обстоятельства, что отверждение красочной пленки осуществляют путем радикальной цепной полимеризации. Разница между обычными растворителями из уровня техники и используемым согласно настоящему изобретению отверждаемым мономером, который выполняет функцию растворяющей среды для поликарбоната, состоит в том, что обычный растворитель при высыхании краски улетучивается в окружающую среду, в то время как отверждаемые мономеры остаются в красочной пленке. Благодаря этому можно исключить возможность вредного воздействия летучих органических соединений на окружающую среду во время сушки основанных на растворителях систем. Вместе с тем гораздо более компактная установка для УФ-отверждения требует наличия в печатном цехе гораздо меньшей дополнительной производственной площади. Другое преимущество УФ-отверждения состоит в меньшем энергопотреблении по сравнению с расходом энергии для нагревания сушильного канала в случае сушки основанных на растворителях систем.
В соответствии с изобретением определение «нерадиационно отверждаемый» используют также прежде всего для того, чтобы констатировать факт отсутствия в отверждаемом соединении реакционноспособной двойной связи.
Радиационно отверждающиеся печатные краски подобно любым другим печатным краскам и/или печатным лакам помимо используемого согласно изобретению связующего могут содержать множество других компонентов и, очевидно, должны приводиться в соответствие с их назначением и характером подлежащей печати подложки. К другим компонентам печатных красок относятся, например, пигменты, наполнители и вспомогательные средства, которые в большинстве случаев необходимо использовать лишь в чрезвычайно небольших количествах, однако следует учитывать, что их использование нередко позволяет решить некоторые технологические проблемы.
При этом предпочтительная функция неотверждаемого под действием УФ-излучения термопластичного поликарбоната, используемого в комбинации с мономером, который в типичных случаях является нелетучим соединением (или в крайнем случае обладает незначительной летучестью), состоит в том, чтобы обеспечить прочное сцепление красочного слоя с подложкой (например, полимерной подложкой), а следовательно, устойчивость готовых отпечатков к истиранию, нагреванию и механическому сгибанию, а также их устойчивость в условиях, обычно используемых для последующей заливки запечатанной пленки литьем под давлением. В связи с отсутствием летучести индивидуальных компонентов печатной краски отсутствует также необходимость осуществления дополнительных технологических операций, в частности, выполняемого в процессе печати дополнительного разбавления, которое согласно уровню техники бывает необходимо, например, в случае использования не содержащих галогенов растворителей.
Кроме того, используемые согласно изобретению поликарбонаты предпочтительно обладают высокой теплостойкостью, а также чрезвычайно высокой гибкостью, в связи с чем они идеально пригодны для переработки литьем под давлением и другими методами.
Для практического осуществления настоящего изобретения особенно пригодны известные из указанного выше европейского патента ЕР 0688839 В1 поликарбонаты фирмы Bayer MaterialScience AG, однако в соответствии с настоящим изобретением подобные поликарбонаты в отличие от уровня техники используют в виде растворов в УФ-отверждаемом или радиационно отверждаемом мономере или смеси отверждаемых мономеров.
Согласно изобретению красочная пленка может быть однослойной или многослойной. В случае многослойной красочной пленки друг на друга могут быть нанесены несколько одинаковых или разных красочных слоев. Согласно изобретению предпочтительной может быть многослойная красочная пленка.
Другим объектом настоящего изобретения является способ изготовления предлагаемого в изобретении слоистого материала, отличающийся тем, что подложку, прежде всего пленку из термопластичного полимера, методом печати, прежде всего методом трафаретной печати, снабжают покрытием в виде красочной пленки и/или лаковой пленки, которое подвергают последующему радиационному отверждению.
При этом в предпочтительном варианте исполнения предлагаемого в изобретении способа формованию можно подвергать подложку перед нанесением на нее красочного и/или лакового слоя или слоистый материал после нанесения на подложку красочного и/или лакового слоя.
В случае формования слоистого материала после нанесения на подложку красочного и/или лакового слоя получаемый в результате формования слоистый материал неожиданно характеризуется отсутствием трещинообразования в красочной пленке и прилипания красочной пленки к используемому для формования инструменту.
Общая толщина предлагаемого в изобретении слоистого материала, включающего подложку и красочную или лаковую пленку, предпочтительно находится в интервале от 0,05 до 4 мм, особенно предпочтительно от 0,1 до 2 мм, еще более предпочтительно от 0,2 до 2 мм. Однако общая толщина указанного слоистого материала согласно изобретению может достигать также 20 мм, предпочтительно 19 мм.
Предпочтительный вариант изготовления слоистого материала (ниже называемого формованной деталью) согласно изобретению состоит в том, что запечатанную предлагаемой в изобретении печатной краской сторону подложки (предлагаемого в изобретении слоистого материала) заливают (термопластичным) полимером, используя, например, для этого технологию последующего литья под давлением. Подобная технология позволят изготавливать изделия с оптимально защищенным от истирания печатным рисунком.
Таким образом, объектом настоящего изобретения является также формованная деталь с последующей заливкой, отличающаяся тем, что запечатанная печатной краской или печатным лаком сторона предлагаемого в изобретении слоистого материала подвергнута однократной или многократной заливке по меньшей мере одним термопластичным полимером, причем температура используемого для последующей заливки термопластичного полимера составляет 200°C или выше.
При этом предлагаемый в изобретении слоистый материал может быть подвергнут последующей заливке одним или несколькими слоями, состоящими по меньшей мере из одного термопластичного полимера.
Другие примеры раскрытия сущности подобной формованной детали и соответствующего изделия, прежде всего относящиеся к слоистой структуре, используемой подложке, а также другому термопластичному полимеру, указаны в европейском патенте ЕР 0691201 В1 и не ограничиваются приведенными в этом документе данными.
Так, например, предлагаемые в настоящем изобретении формованные детали, примеры которых приведены в европейском патенте ЕР 0691201 В1, могут состоять из следующих структурных элементов (однако не ограничиваются ими):
1. однослойной или многослойной пленки из термопластичного полимера предпочтительной толщиной от 0,02 до 0,8 мм,
2. однослойной или многослойной красочной пленки предпочтительной толщиной от 3 до 50 мм,
3. при необходимости по меньшей мере одного неклейкого при комнатной температуре полиуретанового слоя и
4. выполненного путем последующей заливки слоя термопластичного полимера предпочтительной толщиной от 0,1 до 19 мм, который, в свою очередь, состоит из одного или нескольких полимерных слоев.
При этом слой термопластичного полимера (4) может быть нанесен на слои (1+2), соответственно (1+2+3), путем выполняемой известными методами последующей заливки (см., например, немецкую заявку на патент DE-OS 27 55 088).
Подобные формованные детали, состоящие из слоев (1+2+4) и при необходимости слоя (3), можно изготавливать, например, тем, что на пленки термопластичных полимеров методом трафаретной печати наносят по меньшей мере один красочный слой и при необходимости по меньшей мере один полиуретановый слой, причем после или до нанесения полиуретанового слоя осуществляют формование материала, а в заключение известными методами его последующую заливку слоем термопластичного полимера. Комбинированные пленочные материалы с полиуретановой склейкой в принципе известны (см., например, немецкие заявки на патент DE-OS 25 17 032 и DE-AS 30 10 143). Кроме того, известна также последующая заливка термопластичных полимерных пленок термопластичными полимерами, выполняемая методом последующего литья под давлением (см. немецкую заявку на патент DE-OS 27 55 088), а также последующее литье под давлением термопластичных пленок с промежуточным красочным слоем (смотри немецкую заявку на патент DE-OS 35 28 812).
Подложки и термопластичные полимеры, пригодные для изготовления подобных формованных деталей, известны специалистам и описаны в европейском патенте ЕР 0691201 В1.
Существенное преимущество настоящего изобретения состоит в том, что благодаря использованию печатной краски в виде растворенного в УФ-отверждаемых мономерах поликарбоната, которую можно подвергать несложному радиационному отверждению, предпочтительно УФ-отверждению, можно обеспечить более высокую адгезию красочного слоя к запечатанной подложки, формуемость снабженной красочным слоем подложки без повреждения красочного слоя, а также последующую заливку снабженной красочным слоем подложки термопластичным полимером без вымывания или разрушения красочной пленки.
Температура стеклования краски, прежде всего температура стеклования поликарбоната, содержащегося в краске в качестве связующего, может быть как ниже, так и выше температуры стеклования подложки.
Однако благоприятным также может быть использование в качестве связующего поликарбоната, температура стеклования которого превышает температуру стеклования подложки. Температуру стеклования соответствующих полимеров определяют согласно ISO 11357.
Согласно изобретению изготовление формованной детали с последующей заливкой осуществляют путем однократной или многократной заливки запечатанной печатной краской или печатным лаком стороны предлагаемого в изобретении слоистого материала по меньшей мере одним термопластичным полимером при температуре 200°С или выше.
При этом последующую заливку можно осуществлять, например, путем литья под давлением, прессования или вспенивания, предпочтительно путем литья под давлением. Соответствующая технология последующей заливки в принципе известна специалистам и описана в литературе (см., например, немецкую заявку на патент DE-OS 27 55 088 или общедоступную техническую информацию ATI 7010 и ATI 7007 фирмы Bayer MaterialScience AG (прежнее название Bayer AG), опубликованную, например, в журнале ″Kunststoffe", 9/99.
В еще более предпочтительном варианте на запечатанную печатной краской или печатным лаком сторону предлагаемого в изобретении слоистого материала методом печати, прежде всего трафаретной печати, наносят полиуретановый слой, а затем осуществляют заливку материала по меньшей мере одним термопластичным полимером.
Другие преимущества, отличительные признаки и подробности настоящего изобретения, включая структурные формулы, рецептуры, методики и параметры, приведены в нижеследующем описании. В соответствии с изобретением их можно использовать в любых комбинациях. Во избежание повторов заявляемые отличительные признаки, относящиеся к веществам, относятся также к заявляемому способу. И, наоборот, относящиеся к способу заявляемые отличительные признаки относятся также к заявляемым веществам.
Под методами печати в соответствии с настоящим изобретением подразумевают, например, трафаретную печать, ротационную трафаретную печать, тампонную печать, офсетную печать, флексографскую печать, глубокую печать или струйную печать. Согласно изобретению предпочтительной является трафаретная печать.
Отверждение печатной краски предпочтительно выполняют посредством УФ-излучения с диапазоном длин волн от 200 до 450 нм, достаточным для обеспечения полного отверждения печатной краски или печатного лака. В соответствии с другим вариантом печатную краску или печатный лак можно отверждать также посредством потока электронов без использования фотоинициаторов. Таким образом, в случае использования в нижеследующем описании определения «УФ-отверждаемый» речь идет о том, что отверждение можно осуществлять также посредством используемого в качестве альтернативы другого излучения, например, потока электронов. Кроме того, для сушки УФ-отверждаемой печатной краски можно использовать светодиодные устройства, излучающие почти монохроматический свет в ультрафиолетовом диапазоне или близкой к нему области спектра.
Печать можно осуществлять, обеспечивая всю палитру цветовых тонов. В случае метода трафаретной печати предпочтительному использованию подлежит ткань для трафаретных форм с параметрами от 100-40 до 180-27, предпочтительно 140-34 или 150-31, которым соответствует толщина получаемого красочного слоя 5-12/мкм. В зависимости от цели печатания и типа печатной машины отверждение осуществляют посредством преимущественно фокусированных рыночных ртутных ламп среднего давления или ламп с легированием ртутью, удельная мощность которых составляет от 80 до 400 Вт/см, предпочтительно от 120 до 200 Вт/см. Продолжительность экспозиции зависит от скорости печатания, поскольку печатное устройство и экспозиметр соединены друг с другом. При запечатывании пленочных материалов скорость печатания обычно составляет от 1 до 50 оттисков в минуту.
Для устойчивого к истиранию декорирования литых изделий, выполняемого, например, путем последующего литья под давлением, необходимо использовать связующие, которые не плавятся при высоких температурах литья под давлением, однако прочно адгезируют к подложке и обладают гибкостью. Указанным требованиям удовлетворяют особые поликарбонаты с повышенной теплостойкостью.
В связи с этим используют эластичные печатные краски или лаки предпочтительно с повышенной теплостойкостью, которые содержат:
A) в качестве связующего по меньшей мере один нерадиационно отверждаемый ароматический поликарбонат на основе геминально дизамещенных дигидроксидифенилциклоалканов, и
B) в качестве растворителя по меньшей мере один радиационно отверждаемый мономер, выбранный из группы, включающей акрилаты, метакрилаты, простые виниловые эфиры и азотсодержащие соединения с этиленовой двойной связью, отличающийся тем, что связующее растворено в растворителе, который после отверждения остается в печатной краске или печатном лаке в химически сшитом состоянии.
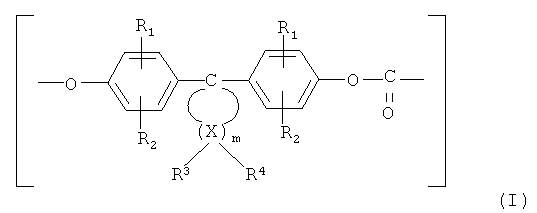
К пригодным поликарбонатам предпочтительно относятся высокомолекулярные, термопластичные ароматические поликарбонаты со средневесовой молекулярной массой (Mw) по меньшей мере 10000, предпочтительно от 20000 до 300000, которые содержат бифункциональные карбонатные структурные единицы формулы (I):
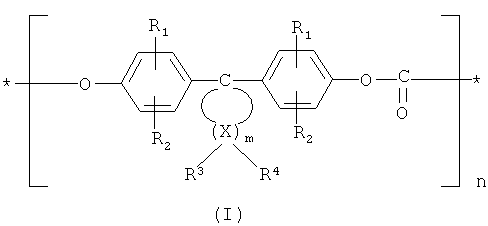
в которой
R1 и R2 независимо друг от друга соответственно означают водород, галоген, предпочтительно хлор или бром, алкил с 1-8 атомами углерода, циклоалкил с 5-6 атомами углерода, арил с 6-10 атомами углерода, предпочтительно фенил, или аралкил с 7-12 атомами углерода, предпочтительно фенилалкил с 1-4 атомами углерода в алкиле, прежде всего бензил,
m означает целое число от 4 до 7, предпочтительно 4 или 5,
R3 и R4 независимо друг от друга соответственно означают водород или алкил с 1-6 атомами углерода, выбираемые индивидуально для каждого X, и
Х означают углерод, и
n означает целое число от 30 и выше, особенно предпочтительно от 50 до 900, еще более предпочтительно от 60 до 250,
при условии, что остатки R3 и R4, присоединенные по меньшей мере к одному атому X, одновременно означают алкил.
Исходными продуктами для получения поликарбонатов являются ди-гидроксидифенилциклоалканы формулы (Ia):
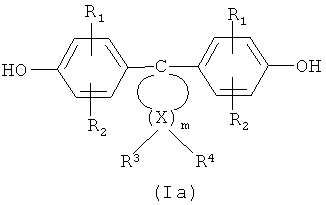
в которой X, R1, R2, R3, R4, m и n такие, как указано для формулы (I).
Присоединенные к атомам Х остатки R3 и R4 одновременно означают алкил предпочтительно для одного и двух атомов X, прежде всего только для одного атома X.
Предпочтительным алкильным остатком является метил; атомы X, находящиеся в альфа-положении по отношению к дифенилзамещенному атому углерода (С-1), предпочтительно не являются диалкилзамещенными, в то время как атомы X, находящихся в бета-положении по отношению к С-1, являются предпочтительно диалкилзамещенными.
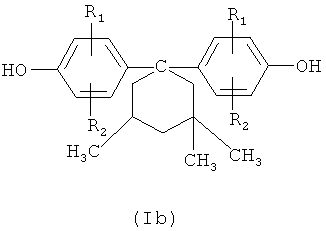
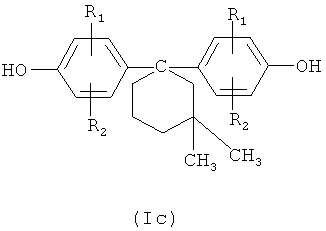
Предпочтительными являются дигидроксидифенилциклоалканы с пятью или шестью кольцевыми атомами углерода в циклоалифатическом остатке (т в формуле (Ia) означает 4 или 5), например, дифенолы формул (Ib)-(Id);
 ,
,
 ,
,
 ,
,
причем особенно предпочтительным является 1,1-бис(4-гидрокси-фенил)-3,3,5-триметилциклогексан (соединение формулы (Ib) с одинаковыми остатками R1 и R2, означающими водород). Поликарбонаты можно получать из дифенолов формулы (la) в соответствии с немецкой заявкой на патент Р 3832396.6, соответственно европейской заявкой на патент ЕР-А 0359953.
Из дифенола формулы (Ia) получают гомополикарбонаты, причем для получения сополикарбонатов используют несколько исходных дифенолов формулы (Ia).
Кроме того, для получения высокомолекулярных, термопластичных ароматических поликарбонатов можно использовать также дифенолы формулы (Ia) в смеси с другими дифенолами, например, дифенолами формулы (Ie):
 .
.
Пригодными другими дифенолами формулы (1е) являются соединения, в которых Z означает ароматический остаток с 6-30 атомами углерода, который может содержать одно или несколько ароматических ядер, может быть замещенным и может содержать в качестве мостиковых членов алифатические остатки, другие циклоалифатические остатки, такие как в формуле (Ia), или гетероатомы.
Примерами дифенолов формулы (Ie) являются гидрохинон, резорцин, дигидроксидифенилы, бис(гидроксифенил)алканы, бис(гидроксифенил)циклоалканы, бис(гидроксифенил)сульфиды, бисгидроксифениловые эфиры, бис(гидроксифенил)кетоны, бис(гидроксифенил)сульфоны, бис(гидроксифенил)сульфоксиды, α,α'-бис(гидроксифенил)диизопропилбензолы, а также их алкилированные и галогенированные в ядро производные.
Указанные выше и другие пригодные дифенолы описаны, например, в заявках США на патент US-A 3 028 365, US-A 2 999 835, US-A 3 148 172, US-A 3 275 601, US-A 2 991 273, US-A 3 271 367, US-A 3 062 781, US-A 2 970 131, US-A 2 999 846, немецких заявках на патент DE-А 1 570 703, DE-A 2 063 050, DE-A 2 063 052, 2 211 956, заявке Франции FR-A 1 561 518, а также в монографии Н. Schnell, Chemistry and Physics of Polycarbonates, издательство Interscience Publishers, Нью-Йорк, 1964.
Предпочтительными другими дифенолами являются, например, 4,4'-дигидроксидифенил, 2,2-бис(4-гидроксифенил)пропан, 2,4-бис(4-гидро-ксифенил)-2-метилбутан, 1,1-бис(4-гидроксифенил)циклогексан, α,α-бис(4-гидроксифенил)-п-диизопропилбензол, 2,2-бис(3-метил-4-гидро-ксифенил)пропан, 2,2-бис(3-хлор-4-гидроксифенил)пропан, бис(3,5-диметил-4-гидроксифенил)метан, 2,2-бис(3,5-диметил-4-гидрокси-фе-нил)пропан, бис(3,5-диметил-4-гидроксифенил)сульфон, 2,4-бис-(3,5-диметил-4-гидроксифенил)-2-метилбутан, 1,1-бис(3,5-диметил-4-гидроксифенил)циклогексан, α,α-бис(3,5-диметил-4-гидроксифенил)-n-диизопропилбензол, 2,2-бис(3,5-дихлор-4-гидроксифенил)пропан и 2,2-бис(3,5-дибром-4-гидроксифенил)пропан.
Особенно предпочтительными дифенолами формулы (Ie) являются, например, 2,2-бис(4-гидроксифенил)пропан, 2,2-бис(3,5-диметил-4-гидроксифенил)пропан, 2,2-бис(3,5-дихлор-4-гидроксифенил)пропан, 2,2-бис(3,5-дибром-4-гидроксифенил)пропан и 1,1-бис(4-гидроксифенил)циклогексан.
Предпочтительным дифенолом формулы (Ie) прежде всего является 2,2-бис(4-гидроксифенил)пропан. Другие дифенолы можно использовать как по отдельности, так и в виде смесей.
Молярное отношение дифенолов формулы (Ia) к при необходимости совместно используемым другим дифенолам формулы (Ie) находится в интервале от 100:0 до 2:98, предпочтительно в интервале от 100:0 до 10:90, прежде всего в интервале от 100:0 до 30:70.
Высокомолекулярные поликарбонаты можно получать из дифенолов формулы Ia), используемых при необходимости в комбинации с другими дифенолами, известными методами синтеза поликарбонатов. При этом разные дифенолы могут соединяться друг с другом как статистически, так и с образованием блоков.
Предлагаемые в изобретении поликарбонаты могут быть разветвлены известными методами. Разветвление поликарбонатов может быть обеспечено известным методом, предусматривающим использование для поликонденсации незначительных количеств трифункциональных соединений или соединений с более высокой функциональностью, прежде всего соединений с тремя или более фенольными гидроксильными группами, причем предпочтительное количество указанных соединений составляет от 0,05 до 2,0% мол. в пересчете на исходные дифенолы. Пригодными агентами разветвления с тремя или более фенольными гидроксильными группами являются:
флороглюцин, 4,6-диметил-2,4,6-три(4-гидроксифенил)гептен-2, 4,6-диметил-2,4,6-три(4-гидроксифенил)гептан, 1,3,5-три(4-гидрокси-фенил)бензол, 1,1,1-три(4-гидроксифенил)этан, три(4-гидроксифенил)-фенилметан, 2,2-бис[4,4-бис(4-гидроксифенил)циклогексил]пропан, 2,4-бис(4-гидроксифенилизопропил)фенол, 2,6-бис(2-гидрокси-5-метилбензил) -4-метилфенол, 2-(4-гидроксифенил)-2-(2,4-дигидрокси-фенил)пропан, сложные эфиры гекса[4-(4-гидроксифенилизопропил)-фенил]ортотерефталевой кислоты, тетра(4-гидроксифенил)метан, тетра[4-(4-гидроксифенилизопропил)фенокси]метан и 1,4-бис[4',4"-дигидрокситрифенил)метил]бензол.
К некоторым другим трифункциональным соединениям относятся 2,4-дигидроксибензойная кислота, тримезиновая кислота, цианурхлорид и 3,3-бис(3-метил-4-гидроксифенил)-2-оксо-2,3-дигидроиндол.
В качестве агентов обрыва полимерных цепей, предназначенных для известного регулирования молекулярной массы поликарбонатов, используют монофункциональные соединения в обычных концентрациях. К пригодными соединениям подобного типа относятся, например, фенол, трет-бутилфенолы или другие алкилзамещенные фенолы. Для регулирования молекулярной массы поликарбонатов прежде всего пригодны используемые в небольших количествах фенолы формулы (If):
 ,
,
в которой
R означает разветвленный алкильный остаток с восьмью и/или девятью атомами углерода.
Содержание СН3-протонов в алкильном остатке R предпочтительно составляет от 47 до 89%, в то время как содержание СН- и СН2-протонов находится в интервале от 53 до 11%, причем остаток R предпочтительно расположен в орто- и/или пара-положении по отношению к гидроксильной группе и причем верхнее предельное содержание орто-фракции особенно предпочтительно составляет 20%. Агенты обрыва полимерных цепей в общем случае используют в количествах от 0,5 до 10% мол., предпочтительно от 1,5 до 8% мол. в пересчете на исходные дифенолы.
Поликарбонаты предпочтительно можно получать известным методом поликонденсации на границе раздела фаз (см. Н. Schnell "Chemistry and Physics of Polycarbonates", Polymer Reviews, том IX, с.33 и следующие, издательство Interscience Publ., 1964).
При этом дифенолы формулы (Ia) растворяют в щелочной водной фазе. Для получения сополикарбонатов используют смеси дифенолов формулы (Ia) с другими дифенолами, например, дифенолами формулы (Ie). Для регулирования молекулярной массы можно добавлять агенты обрыва полимерных цепей, например, соединения формулы (If). Взаимодействие дифенолов с фосгеном осуществляют в соответствии с методом поликонденсации на границе раздела фаз в присутствии предпочтительно растворяющей поликарбонат инертной органической фазы. Температура поликонденсации составляет от 0 до 40°С.
При необходимости совместно используемые агенты разветвления цепей (предпочтительно в количестве от 0,05 до 2,0% мол.) можно вводить в щелочную водную фазу вместе с дифенолами или добавлять перед фосгенированием в виде раствора в органическом растворителе. Помимо дифенолов формулы (Ia) и при необходимости других дифенолов формулы (Ie) можно совместно использовать также их сложные моноэфиры с монохлоругольной и/или бисхлоругольной кислотой, которые добавляют в виде растворов в органических растворителях. В этом случае количество используемых агентов обрыва цепей, а также агентов их разветвления определяется молярным количеством дифенолятных остатков в соответствии с формулой (Ia) и при необходимости формулой (Ie); при совместном использовании сложных эфиров хлоругольной кислоты можно соответственно известным образом сократить количество фосгена.
Органическими растворителями, пригодными для растворения агентов обрыва цепей, а также при необходимости используемых агентов разветвления и сложных эфиров хлоругольной кислоты, являются, например, метиленхлорид, хлорбензол, прежде всего смеси метиленхлорида с хлорбензолом. Используемые агенты обрыва цепей и агенты их разветвления при необходимости можно растворять в одинаковых растворителях.
Органической фазой для поликонденсации на границе раздела фаз служит, например, метиленхлорид, хлорбензол, а также смеси метиленхлорида с хлорбензолом.
В качестве щелочной водной фазы используют, например, раствор едкого натра. Для получения поликарбонатов можно использовать обычные катализаторы поликонденсации на границе раздела фаз, такие как третичные амины, прежде всего третичные алифатические амины, в частности трибутиламин или триэтиламин, в количестве от 0,05 до 10% мол. в пересчете на исходные дифенолы. Катализаторы можно добавлять до или после фосгенирования.
Поликарбонаты можно получать известным методом в гомогенной фазе (так называемым пиридиновым методом), а также известным методом переэтерификации в расплаве, предусматривающим использование, например, дифенилкарбоната вместо фосгена.
Поликарбонаты предпочтительно обладают средневесовой молекулярной массой (Mw), определяемой методом гель-хроматографии после предварительной калибровки, которая составляет по меньшей мере 10000, особенно предпочтительно от 20000 до 300000 и прежде всего от 20000 до 80000. Поликарбонаты могут быть как неразветвленными, так и разветвленными, а также как гомополикарбонатами, так и сополикарбонатами на основе дифенолов формулы (Ia).
Благодаря встраиванию дифенолов формулы (Ia) образуются новые поликарбонаты с высокой теплостойкостью, которые обладают оптимальным комплексом остальных свойств. Это относится прежде всего к поликарбонатам на основе дифенолов формулы (Ia), в которой m означает 4 или 5, и в еще большей степени к поликарбонатам на основе дифенолов формулы (Ib), в которой R1 и R2 независимо друг от друга соответственно такие, как указано для формулы (Ia), и особенно предпочтительно означают водород.
Таким образом, особенно предпочтительными являются поликарбонаты со структурными единицами формулы (I), в которой m означает 4 или 5, еще более предпочтительно со структурными единицами формулы (Ig):

в которой R1, R2 и n соответственно такие, как указаны для формулы (I), однако особенно предпочтительно означают водород.
Подобные поликарбонаты на основе дифенолов формулы (Ib), в которой R1 и R2 прежде всего означают водород, помимо высокой теплостойкости неожиданно обладают высокой УФ-стабильностью и оптимальной текучестью в расплаве, а также чрезвычайно высокой растворимостью в указанных ниже мономерах.
Кроме того, на свойства поликарбонатов можно оказывать благоприятное воздействие благодаря использованию комбинаций с другими дифенолами, прежде всего дифенолами формулы (Ie). Содержание структурных единиц дифенолов формулы (Ia) в подобных сополикарбонатах составляет от 100 до 2% мол., предпочтительно от 100 до 10% мол., прежде всего от 100 до 30% мол. в пересчете на общее количество дифенольных структурных единиц (100% мол.).
Особенно предпочтительными поликарбонатами являются сополикарбонаты формулы (I-h), в которой структурные единицы соответствующих сомономеров могут быть расположены в чередующейся, блочной или случайной последовательности, и р+q=n, причем q и р относятся друг к другу аналогично указанному в предыдущем абзаце мольному соотношению между структурными единицами формул (Ie) и (Ia).
 .
.
С целью получения печатной краски или печатного лака, используемых для нанесения на подложку в виде красочной или лаковой пленки, поликарбонат растворяют в одном или нескольких УФ-отверждаемых мономерах, пригодность которых к сшиванию обусловлена, например, присутствием в них пригодных для полимеризации акрилатных или этиленненасыщенных групп. Предпочтительными мономерами подобного типа являются монофункциональные акрилаты. Однако в качестве подобных мономеров можно использовать также дифункциональные, трифункциональные или более высокофункциональные акрилаты или метакрилаты.
Подобные УФ-отверждаемые, соответственно радиационно отверждаемые мономеры предназначены для растворения поликарбоната, однако в отличие от растворителей, используемых, например, в соответствии с европейским патентом ЕР 0688839 В1, они действуют в соответствии с иным принципом. Назначением обычных растворителей, например, растворителей, используемых в соответствии с указанным выше патентом, является исключительно растворение поликарбоната.
Обычные растворители при последующей сушке печатной краски подлежат максимально полному, то есть практически 100-процентному упариванию, а, следовательно, не обладают пленкообразующими свойствами. В соответствии с настоящим изобретением, напротив, используют сшиваемые мономеры, которые также должны растворять поликарбонат, однако они почти полностью (в наилучшем случае на 100%) остаются в краске и в связи с этим оказывают значительное влияние на свойства отверждаемой краски, а также на свойства образующейся красочной пленки. Летучесть радиационно отверждаемых мономеров предпочтительно должна составлять менее 5%, особенно предпочтительно менее 1%.
Согласно изобретению в качестве сшиваемых мономеров можно использовать, например, изоборнил(мет)акрилат (IBO(M)A), 2-фенилэтил(мет)акрилат (РЕ(М)А), этоксилированные 2-фенил-этоксиакрилаты, метоксилированные полиэтиленгликольмоно(мет)акрилаты, алкоксилированный тетрагидро-фурфурил(мет)акрилат, алкоксилированный лаурилакрилат, алкоксилированный фенилакрилат, стеарил(мет)акрилат, лаурил(мет)акрилат, изодецил(мет)акрилат, изооктилакрилат, октилакрилат, тридецил(мет)-акрилат, капролактонакрилат, этоксилированный или алкоксилированный нонилфенол(мет)акрилат, циклический триметилолпропанформальакрилат, гицидилметакрилат, пропиленгликольмонометакрилат, 2-(2-этоксиэтокси)этилакрилат (ЕОЕОЕА), метилметакрилат (ММА), пропоксилированный аллилметакрилат, этоксилированные гидроксиэтилметакрилаты, этокситригликоль-метакрилат, 1,6-гександиолди(мет)акрилат (HDD(M)A), алкоксилированные гександиолдиакрилаты, алкоксилированные циклогександиметанолди(мет)акрилаты, 1,3-бутиленгликольди(мет)акрилат, 1,4 бутан-диолди(мет)акрилат, диэтиленгликольди(мет)акрилат, полиэтилен-гликоль(200)диакрилат, полиэтиленгликоль(400)ди(мет)акрилат, полиэтиленгликоль(600)ди(мет)акрилат, этоксилированные бисфенол-А-ди(мет)акрилаты, тетраэтиленгликольди(мет)акрилат, триэтиленгликольди(мет)акрилат, этиленгликольдиметакрилат, полиэтиленгликольдиметакрилат, дипропиленгликольдиакрилат (DPGDA), алкоксилированный неопентилгликольди(мет)акрилат, пропоксилированный триметилолпропантриакрилат, триметилолпропантри(мет)акрилат, пропоксилированный глицерилтриакрилат (GPTA), дипентаэритритгексаакрилат (DPHA), трипропиленгликольдиакрилат (TPGDA), дипентаэритритпентаакрилат (DiPEPA), пентаэритриттриакрилат (PETIA), (этоксилированный) пентаэритриттетраакрилат, дитриметилпропантетраакрилат, триметилпропантриакрилат (ТМРЕОТА), трициклодекандиметанолдиакрилат (TCDDMDA), дипентаэритритпентаакрилат, низкомолекулярные монофункциональные уретанакрилаты, низкомолекулярные эпоксиакрилаты или гидроксипропилметакрилат (НРМА), причем перечень возможно используемых сшиваемых мономеров не ограничивается приведенными выше соединениями.
К еще более предпочтительным сшиваемым мономерам из указанного выше перечня относятся 2-фенилэтил(мет)акрилат (РЕ(М)А), этоксилированные 2-фенилэтоксиакрилаты, тетрагидрофурфурилметакрилат, 2-(2-этоксиэтокси)этилакрилат (ЕОЕОЕА), метилметакрилат (ММА) и 1,6-гександиолдиакрилат (HDDA).
Кроме того, в качестве сшиваемых мономеров можно использовать некоторые простые виниловые эфиры, например, такие как виниловые эфиры диэтиленгликоля (DVE-2) или виниловые эфиры триэтиленгликоля (DVE-3), причем мономеры данного типа не ограничиваются этими соединениями.
К пригодным соединениям с этиленненасыщенной связью относятся, например, N-винилпирролидон (NVP), N-винилкапаролактам, N-винилформамид (NVF) или акрилморфолин (АСМО) без ограничения указанными соединениями. Однако от использования N-винилпирролидона (NVP) по известным санитарно-гигиеническим причинам по возможности следует воздерживаться.
К связующим для печатных красок или лаков в общем случае добавляют один или несколько дополнительных УФ-отверждаемых или радиационно отверждаемых мономеров. Под дополнительными мономерами, которые также участвуют в отверждении, подразумевают УФ-отверждаемые мономеры, упомянутые выше при рассмотрении раствора сополикарбонатов. Общее количество УФ-отверждаемых мономеров в общем случае составляет от 1 до 99% масс., предпочтительно от 25 до 85% масс., прежде всего от 50 до 85% масс.
Процесс сшивания мономеров реализуют, например, в виде УФ-отверждения, (утверждения под действием светодиодов или в виде электроннолучевого отверждения. Указанные известные из литературы методы отверждения используют в разных сферах уровня техники, например, при запечатывании оптических носителей информации.
В соответствии с настоящим изобретением технологию радиационного отверждения с присущими ей преимуществами можно комбинировать с технологией отверждения в пресс-формах, в частности литьевых пресс-формах.
К печатной краске или печатному лаку предпочтительно не добавляют летучих органических растворителей. Тем не менее с целью оптимизации характеристик печатных красок или печатных лаков, предназначенных для использования в особых сферах, к ним можно добавлять летучий растворитель. Поскольку множество реализуемых на рынке сбыта активных веществ растворены в растворителях или разбавлены растворителями, незначительные количества последних могут попадать в краску вместе с соответствующими добавками. Содержание летучих органических растворителей в печатной краске или печатном лаке не должно превышать 10%, предпочтительно 5%. В особенно предпочтительном варианте следует полностью отказаться от использования летучих органических растворителей.
Кроме того, печатная краска или печатный лак помимо используемого поликарбоната может содержать по меньшей мере одну другую смолу.
Дополнительные смолы могут быть выбраны из группы, включающей самые разные смолы. Примерами пригодных дополнительных смол являются эпоксидные смолы, полиэфирные смолы, целлюлозные смолы, сополимеры метилметакрилата (например, Paraloid B-48N, Paraloid В60, Paraloid В-82 фирмы Rohm & Haas Deutschland GmbH, Krön 4, D 60489, Франкфурт, Neocryl B-810 фирмы Neoresins Lurgiallee 6-8, D-60439 Франфуркт-на-Майне); этилметакрилат (например, Paraloid В 72 фирмы Rohm & Haas); сополимеры бутилметакрилата (например, Degalan LP 65/12, Degalan LP 68/04 фирмы Röhm GmbH & Co KG, Kirschenallee); жидкие эпоксидные смолы (например, Polypox E 064 фирмы UPPC AG, Schemmerbergerstr. 39, D-88487 Митинген, смола Rütapox 0164 фирмы Bakelite AG, Araldit GY 250 фирмы Vantico); ненасыщенные полиэфирные смолы (например, адгезионная смола LTH фирмы Degussa Chemiepark Mari, Paul-Baumann-Str. 1, 45764 Mari); насыщенные полиэфирные смолы (Dynapol L 912, Dynapol L 952 фирмы Degussa), причем приведенный выше перечень не ограничивается указанными в нем представителями. Подобные дополнительные смолы можно использовать для оптимизации определенных характеристик, например, такие как адгезия, в количестве от 0 до 50% масс., предпочтительно от 0 до 20% масс., особенно предпочтительно от 0 до 5% масс. сухой массы в пересчете на общую массу краски или лака. Однако при выборе добавляемого количества указанных дополнительных пассивных или инертных смол, которые химически отличаются от используемого в качестве базовой смолы поликарбоната, следует учитывать, что они как правило повышают опасность вымывания краски при последующем литье под давлением.
Печатные краски или лаки предпочтительно содержат по меньшей мере один фотоинициатор, обычно два, три или более фотоинициатора, предназначенных для инициирования поверхностного и глубинного отверждения (сшивания) красочного слоя под действием УФ-излучения. Предпочтительными являются фотоинициаторы с минимальной склонностью к миграции и минимальной летучестью, чтобы можно было избежать отрицательных явлений, таких как отслаивание краски от литьевого изделия. Кроме того, используемые фотоинициаторы должны обладать минимальной склонностью к пожелтению, чтобы исключить изменение или искажение цвета деталей.
Фотоинициаторы могут быть выбраны из группы, включающей обычно используемые в УФ-отверждаемых печатных красках и лаках фотоинициаторы. Примерами пригодных фотоинициаторов являются 1-гидроксициклогексилацетофенон (Irgacure® 184 фирмы Ciba Spezialitätenchemie AG, Klybeckstrasse 141, а/я СН-4002, Базель), 2-метил-1-[4-(метилтиофенил)-2-морфолинопропан]-1-он (Irgacure® 907 фирмы Ciba), 2-гидрокси-1-[4-(2-гидроксиэтокси)фенил]-2-метил-1-пропанон (Irgacure® 2959 фирмы Ciba), α-диметокси-α-фенилацетофенон (Irgacure® 651 фирмы Ciba), 2-бензил-2-диметиламино-1-(4-морфолинофенил)бутан-1-он (Irgacure® 369 фирмы Ciba), бис(2,4,6-триметилбензоил)фенил-фосфиноксид (Irgacure® 819 фирмы Ciba), 2-гидрокси-2-метил-L-фенил-L-пропанон (Darocur® 1173 фирмы Ciba), изопропилтиоксантон (продукт ITX фирмы Lambson), 2-хлортиоксантон (продукт СТХ фирмы Lamb-son), бензофенон, 2,4,6-триметилбензолдифенилфосфиноксид (продукт ТРО фирмы BASF), этил-2,4,6-триметилбензоилфенилфосфинат (продукт TPO-L фирмы BASF) и метилбензоилформиат (продукт MBF фирмы Lambson), причем приведенный выше перечень не ограничивается указанными в нем представителями.
Количество добавляемого фотоинициатора в значительной степени зависит от его типа, а также от метода печати.
Общее количество фотоинициаторов в общем случае составляет от 1 до 20% масс., предпочтительно от 2 до 10% масс., особенно предпочтительно от 3 до 7% масс. в пересчете на общую массу печатной краски или печатного лака.
Дополнительно можно использовать также совместные инициаторы, такие как амины (например, продукт MDEA фирмы Basf Aktiengesellschaft, Carl-Bosch-Straße 38, 67056 Людвигсхафен) или модифицированные аминами акрилаты (например, Ebecryl P115, Ebecryl 7100 фирмы Surface Specialities UCB; Actilane 705, Actilane 715, Actilane 755 фирмы Akzo Nobel Resins bv., отдел сбыта, Германия, Industriestr. 8. 46446 Эмерлих; Laromer PO 94 F, Laromer LR 8869 фирмы BASF; Craynor 503, Craynor 550 фирмы Cray Valley; Photomer 4775F фирмы Cognis), количество которых в зависимости от типа, а также метода печати составляет от 0,5 до 20% масс. в пересчете на общую массу печатной краски или печатного лака.
В качестве фотоинициатора предпочтительно используют бис(2,4,6-триметилбензоил)фенилфосфиноксид (Irgacure® 819 фирмы Ciba), 2-гидрокси-2-метил-1-фенил-1-пропанон (Darocur® 1173 фирмы Ciba) и триметилбензолдифенилфосфиноксид (продукт ТРО фирмы BASF).
Кроме того, в печатной краске или печатном лаке может присутствовать загуститель, выбранный из группы, включающей обычно используемые в печатных красках и/или печатных лаках загустители. К пригодным загустителям относятся например, пирогенный силикагель, дополнительно обработанные метакрилсиланом слоистые силикаты и производные касторового масла с модифицированной структурой, а также растворы модифицированных карбамидов или амидов полигидроксикислот с карбоксильными группами, причем приведенный выше перечень не ограничивается указанными в нем представителями. Количество используемого загустителя (используемых загустителей) обычно находится в интервале от 0 до 10% масс., предпочтительно от 0,5 до 5% масс., прежде всего 1,5 до 3% масс. в пересчете на общую массу печатной краски, соответственно печатного лака.
В общем случае печатная краска или печатный лак содержат также антивспениватель и/или способствующее розливу средство.
Антивспениватели могут быть выбраны из группы, включающей, например, модифицированные акрилаты, модифицированные сополимеры акрилатов и силиконсодержащие соединения, без ограничения указанными соединениями. Пригодными способствующими розливу средствами являются, например, модифицированные полиакрилаты и полисилоксаны.
Антивспениватели и способствующие розливу средства в зависимости от их типа и метода печати в общем случае используют в количестве от 0,1 до 2,5% масс. в пересчете на общую массу печатной краски, соответственно печатного лака.
Во избежание миграции антивспенивателей и способствующих розливу средств и обусловленной этим возможности отслаивания литьевого изделия от красочного слоя в качестве соединений данного типа предпочтительно используют не содержащие силиконов продукты.
В качестве стабилизаторов предпочтительно используют Genorad 16 фирмы Rahn, а также Fluorstab UV2 фирмы Kromachem (10, Park Industrial Centre, Tolpits Lane, Watford, Hertfordshire WD1 8SP, Великобритания), без ограничения указанными соединениями.
Печатная краска, соответственно печатный лак, могут содержать один или несколько наполнителей. Наполнители используют для снижения цены и оптимизации текучих свойств печатной краски и/или печатного лака.
Свойства наполнителей не являются особенно критичными. Наполнители могут быть выбраны из группы, включающей обычно используемые в печатных краски вещества, например, такие как белая фарфоровая глина, сульфат бария (в осажденном состоянии бланфикс), карбонат кальция, сульфид цинка, кремнезем, тальк, алюмосиликат, гидроксид алюминия и/или силикагель, причем возможные наполнители не ограничиваются вышеуказанными. Количество используемого наполнителя в общем случае составляет от 0 до 50% масс., предпочтительно от 0 до 30% масс., например, 20% масс. в пересчете на общую массу печатной краски или печатного лака.
Под предпочтительно содержащимися в печатной краске пигментами подразумевают любые пигменты. В качестве пигментов можно использовать, например, диоксид титана, сульфид цинка, пигментную сажу, азодиариловый желтый, изоиндолиновый желтый, диарилид оранжевый, хинакридон пурпурный, дикетопирроловый красный, фталоцианин меди голубой, фталоцианин меди зеленый, диоксазиновый фиолетовый или дикетометаллоксид, причем возможные пигменты не ограничиваются вышеуказанными.
Примерный перечень других пигментов, которые можно использовать согласно изобретению, приведен в Международном справочнике цветовых показателей (4-е издание онлайн, 2001, совместная публикация Общества специалистов в области крашения и колористики и Американской ассоциации химической технологии и колористики текстильных изделий).
Согласно изобретению можно использовать также "эффектные" пигменты, такие как слюда с металлоксидным покрытием, металлические пигменты и другие. Количество используемого цветного пигмента обычно составляет от 1 до 50% масс., предпочтительно от 3 до 45% масс. в пересчете на массу печатной краски и зависит от типа пигмента, необходимой укрывистости и выбранного метода печати. Белый пигмент обычно используют в количестве от 20 до 50% масс., предпочтительно от 25 до 45% масс. Цветные пигменты как правило используют в количестве от 1 до 20% масс., которое зависит от типа и цветового тона цветового пигмента, а также от метода печати.
Слюду с металлоксидным покрытием и металлические пигменты как правило используют в количестве от 1 до 20% масс., которое зависит от типа и цветового тона цветового пигмента, а также от метода печати.
Все используемые пигменты должны обладать чрезвычайно высокой термостабильностью и не должны деструктировать, возгоняться или изменять цветовой тон в температурных условиях последующего литья под давлением.
Для улучшения свойств в краски можно добавлять также воска. Пригодные воска являются коммерчески доступными продуктами. Пригодными прежде всего являются следующие имеющиеся в торговле воска, приведенные ниже в качестве примеров (в скобках указан источник поставки).
Полиэтиленовые воска:
Ceraflour 990 и Ceraflour 991 (фирма Byk-Cera; Danzigweg 23; 7418 EN Девентер, Нидерланды), Printwax ME 0825 (фирма Deurex Micro-Technologies GmbH; Dr. Bergius Strasse 18/20; 06729 Треглиц, Германия).
Модифицированные полиэтиленовые воска:
Ceraflour 961 (фирма Byk-Cera; Danzigweg 23; 7418 EN Девентер, Нидерланды), Everglide UV 961 25% (фирма Krahn-Chemie GmbH; Grimm 10; 20457 Гамбург, Германия).
Полиэтиленовые воска высокой плотности:
Ceraflour 950 (фирма Byk-Cera; Danzigweg 23; 7418 EN Девентер, Нидерланды).
Соединения типа полимер-силикагель:
Deuteron MM 659 (Deuteron GmbH; Ellern 2; 28832 Ахим, Германия). Микронизированные полиолефиновые воска:
Micro Wax DM и Micro Wax HTDM (фирма Finma-Chemie GmbH, The-odor-Heuss-Strasse 5; 61191 Росбах, Германия.
Воска по Фишеру-Тропшу:
Ceraflour 940 (фирма Byk-Cera; Danzigweg 23; 7418 EN Девентер, Нидерланды).
Микронизированные политетрафтороэтиленовые воска:
Ceraflour 980 (фирма Byk-Cera; Danzigweg 23; 7418 EN Девентер, Нидерланды), Ultraglide UV 701 (фирма Krahn-Chemie GmbH; Grimm 10; 20457 Гамбург, Германия), Shamrock ST-3 (фирма Shamrock; Heesterveldweg 21; 3700 Тонгерен, Бельгия).
Микронизированные политетрафтороэтиленовые/полиэтиленовые воска:
Ceraflour 968 и Ceraflour 996 (фирма Byk-Cera; Danzigweg 23; 7418 EN Девентер, Нидерланды).
Амидные воска:
Ceraflour 994 (фирма Byk-Cera; Danzigweg 23; 7418 EN Девентер, Нидерланды), Deurex MA 7020 (фирма Deurex Micro-Technologies GmbH; Dr. Bergius Strasse 18/20; 06729 Треглиц, Германия).
Карнаубские воска:
Ceraflour 4RC 1165 (фирма Byk-Cera; Danzigweg 23; 7418 EN Девентер, Нидерланды), Everglide UV 636 25% (фирма Krahn-Chemie GmbH; Grimm 10; 20457 Гамбург, Германия).
Горные воска:
Deurex MM 8120 и Deurex MM 8200 (фирма Deurex Micro-Technologies GmbH; Dr. Bergius Strasse 18/20; 06729 Треглиц, Германия).
Микронизированные сложноэфирные воска с УФ-реакционно-способными группами:
Ceridust TP 5091 (фирма Clariant GmbH; Am Unisyspark 1; 65843 Зульцбах, Германия).
Парафиновые воска:
Polyspers HP (фирма Eastman Chemical Deutschland GmbH; Charlottenstrasse 61; 5114 9 Кельн, Германия).
Полипропиленовые воска:
Crayvallack WN-1135 (фирма Lubrizol Coating Additives GmbH; Max Planck Strasse 6; 27721 Ритерхуде, Германия).
Микронизированные распылением полиолефиновые воска:
Printwax MXF 9510 D и Printwax MX. 9815 D (фирма Deurex Micro-Technologies GmbH; Dr. Bergius Strasse 18/20; 06729 Треглиц, Германия).
Концентрация воска предпочтительно составляет от 0 до 10% масс., более предпочтительно от 0 до 3,0% масс., особенно предпочтительно от 0 до 2% масс. в пересчете на массу печатной краски, соответственно печатного лака.
К печатной краске, соответственно печатному лаку перед печатью можно добавлять промотор адгезии, используемый в количестве от 0,01 до 20% масс., предпочтительно от 1 до 10% масс. в пересчете на массу краски или лака. Речь при этом идет об изоцианатных промоторах адгезии, например, алифатических полиизоцианатах, таких как гексаметилендиизоцианат (HDI) или триметилгександиизоцианат (TMHDI), циклоалифатических полиизоцианатах, таких как изофорондиизоцианат (IPDI), гидрированный ксилилендиизоцианат (HXDI) или диизоцианатодициклогексилметан (HMDI), а также об ароматических полиизоцианатах, таких как толуилендиизоцианат (TDI), ксилилендиизоцианат (ХDI), тетраметилксилилдиизоцианат (TMXDI) или диизоцианато-дифенилметан (MDI). Соответствующими коммерчески доступными продуктами являются, например, Desmodur E41 или Desmodur N 75 (фирма Bayer). Кроме того, в качестве промоторов адгезии можно использовать полиимиды, такие как полиэтиленимиды или поликарбодиимиды. Другими пригодными промоторами адгезии являются силановые промоторы, такие как алкилсиланы, винилсиланы, метакрилоксисиланы, эпоксисиланы, аминосиланы, карбамидсиланы, хлорсиланы или изоцианатосиланы, аминосиланы, например, такие как гамма-аминопропилтриэтоксисилан, гамма-аминопропилтриметоксисилан, N-бета-(аминоэтил)-гамма-амино-пропилтриметоксисилан, бис(гамма-триметоксисилилпропил)амин, N-фенил-гамма-аминопропилтриметоксисилан или Т-бета-(аминоэтил)-гамма-аминопропилметилдиметоксисилан, а также изоцианатосиланы, такие как гамма-изоцианатопропилтриэтоксисилан.
К предпочтительным методам печати относится трафаретная печать, ротационная трафаретная печать, цифровая печать, флекографская печать, высокая печать, офсетная печать и глубокая печать. Согласно изобретению особенно предпочтительно используют метод трафаретной печати.
Термопластичными полимерами, особенно пригодными для использования в качестве подложки, на которую наносят слой печатной краски или печатного лака, и/или для последующей заливки предлагаемого в изобретении слоистого материала, являются поликарбонаты или сополикарбонаты на основе дифенолов, полиакрилаты, сополиакрилаты, полиметакрилаты или сополиметакрилаты, например, предпочтительно такие как полиметилметакрилат(РММА); полимеры или сополимеры стирола, например, предпочтительно такие как полистирол (PS), сополимер стирола с акрилонитрилом (SAN) или тройной сополимер на основе акрилонитрила, бутадиена и стирола (ABS);
термопластичные полиуретаны; полиолефины, например, предпочтительно такие как полипропилены, или полиолефины на основе циклоолефинов (например, Topas® фирмы Hoechst); полимеры, получаемые поликонденсацией или сополиконденсацией терефталевой кислоты, например, предпочтительно такие как полиэтилентерефталат (PET), сополиэтилентерефталат (СоРЕТ), модифицированный гликолем полиэтилентерефталат (PETG), модифицированный гликолем полициклогександиметилентерефталат (PSTG), модифицированный гликолем сополициклогександиметилентерефталат, модифицированный гликолем полибутилентерефталат (РВТ) или модифицированный гликолем сополибутилентерефталат (СоРВТ); полимеры, получаемые поликонденсацией или сополиконденсацией нафталиндикарбоновой кислоты, например, предпочтительно такие как полиэтиленгликольнафталат (PEN); полимеры, получаемые поликонденсацией или сополиконденсацией по меньшей мере одной циклоалкилдикарбоновой кислоты, например, предпочтительно такие как полициклогексан-диметанолциклогександикарбоновая кислота (PCCD), полисульфоны (PSU), а также смеси указанных выше полимеров.
Предпочтительными термопластичными полимерами являются поликарбонаты, сополикарбонаты или смеси, содержащие по меньшей мере один поликарбонат или сополикарбонат. Особенно предпочтительными являются смеси, содержащие по меньшей мере один поликарбонат или сополикарбонат и по меньшей мере один полимер, получаемый поликонденсацией или сополиконденсацией терефталевой кислоты, нафталиндикарбоновой кислоты или циклоалкилдикарбоновой кислоты, предпочтительно циклогександикарбоновой кислоты. Еще более предпочтительными термопластичными полимерами являются поликарбонаты или сополикарбонаты, прежде всего продукты со средневесовой молекулярной массой Mw в интервале от 500 до 100000, предпочтительно от 10000 до 80000, особенно предпочтительно от 15000 до 40000, или смеси указанных поликарбонатов или сополикарбонатов по меньшей мере с одним полимером, получаемым поликонденсацией или сополиконденсацией терефталевой кислоты, средневесовая молекулярная масса Мw которого находится в интервале от 10000 до 200000, предпочтительно от 26000 до 120000.
К обычно используемым подложкам по меньшей мере из одного термопластичного полимера, на которые методом печати наносят слой печатной краски или печатного лака, относятся, в частности, поликарбонат, предварительно обработанный сложный полиэфир, сополимер акрилонитрила, бутадиена и стирола (ABS), полиметилметакрилат (РММА), смеси поликарбонатов со сложными полиэфирами, а также смеси поликарбонатов с сополимером ABS, причем приведенный выше перечень не ограничивается указанными в нем представителями.
Пригодные подложки могут быть, например, однослойными или многослойными. Многослойные подложки могут состоять из нескольких полимерных слоев и/или одного полимерного слоя и покрытия из других материалов. Пригодными многослойными подложками являются, например, соэкструдированные пленки или ламинаты, содержащие один или несколько указанных выше термопластичных полимеров, а также снабженные покрытием пленки, содержащие один или несколько указанных выше термопластичных полимеров.
Пригодные пленки выпускает, например, фирма Bayer MaterialScience AG (Bayfol®, Makrolon®, Makrofol®, Bayblend®), а также фирма Autotype (Autoflex Hiform™, Autoflex Xtraform™). В качестве подложки предпочтительно используют пленки из поликарбоната или смесей поликарбонатов со сложными полиэфирами.
Материалами, которые можно использовать для реализуемой литьем под давлением последующей заливки нанесенного на термопластичную подложку слоя печатной краски или печатного лака являются, в частности, сложные полиэфиры, поликарбонаты, смеси поликарбонатов, полистирол, сополимер ABS, смеси с сополимером ABS, полиамид, поливинилхлорид (PVC, полиметилметакрилат (РММА, а также другие полимерные материалы. К предпочтительным материалам для последующего заливки методом литья под давлением относятся поликарбонат и различные смеси с поликарбонатом.
Приведенные ниже примеры служат для более подробного пояснения настоящего изобретения и не ограничивают его объема.
Примеры осуществления изобретения
Получение поликарбонатов, согласно изобретению пригодных в качестве связующих
Поликарбонаты формулы (I-h) получают следующим образом.
Поликарбонат 1
В атмосфере инертного газа при перемешивании готовят раствор 205,7 г (0,90 моль) бисфенола А (2,2-бис(4-гидроксифенил)пропана), 30,7 г (0,10 моль) 1,1-бис(4-гидроксифенил)-3,3,5-триметилциклогексана, 336,6 г (6 моль) KOH и 2700 г воды. К полученному раствору добавляют раствор 1,88 г фенола в 2500 мл метиленхлорида. В хорошо перемешиваемый общий раствор при pH от 13 до 14 и температуре от 21 до 25°C добавляют 198 г (2 моль) фосгена. Затем добавляют 1 мл этилпиперидина, и продолжают перемешивание в течение последующих 45 минут. Отделяют не содержащую бисфенолятов водную фазу, органическую фазу после подкисления фосфорной кислотой промывают водой до нейтрального показателя pH и освобождают от растворителя. Относительная вязкость раствора поликарбоната составляет 1,255.
Температура стеклования полимера, определенная методом дифференциальной сканирующей калориметрии (ДСК), составляет 157°С.
Поликарбонат 2
Аналогично синтезу поликарбоната 1 в поликарбонат превращают смесь 181,4 г (0,79 моль) бисфенола А с 63,7 г (0,21 моль) 1,1-бис(4-гидроксифенил)-3,3,5-триметилциклогексана.
Относительная вязкость раствора полученного поликарбоната составляет 1,263.
Определенная методом ДСК температура стеклования полимера составляет 167°C.
Поликарбонат 3
Аналогично получению поликарбоната 1 в поликарбонат превращают смесь 149,0 г (0,65 моль) бисфенола А и 107,9 г (0,35 моль) 1,1-бис(4-гидроксифенил)-3,3,5-триметилциклогексана.
Относительная вязкость раствора полученного поликарбоната составляет 1,263.
Определенная методом ДСК температура стеклования полимера составляет 183°C.
Поликарбонат 4
Аналогично получению поликарбоната 1 в поликарбонат превращают смесь 91,6 г (0,40 моль) бисфенола А и 185,9 г (0,60 моль) 1,1-бис(4-гидроксифенил)-3,3,5-триметилциклогексана.
Относительная вязкость раствора полученного поликарбоната составляет 1,251.
Определенная методом ДСК температура стеклования полимера составляет 204°C.
Поликарбонат 5
Аналогично получению поликарбоната 1 в поликарбонат превращают смесь 44,2 г (0,19 моль) бисфенола А и 250,4 г (0,81 моль) 1,1-бис(4-гидроксифенил)-3,3,5-триметилциклогексана.
Относительная вязкость раствора полученного поликарбоната составляет 1,248.
Определенная методом ДСК температура стеклования полимера составляет 216°C.
Температуру стеклования образцов поликарбоната определяют методом ДСК в соответствии с ISO 11357. Перед определением температуры стеклования образцы в течение 24 часов сушат в вакуумном шкафу.
Приготовление используемых согласно изобретению трафаретных красок
Изготовление трафаретных красок осуществляют следующим образом.
Сначала 20% масс. связующего фирмы Bayer Material Science (поликарбоната 4, смотри выше) растворяют в 80% масс. 4-(1-оксо-2-пропенил)морфолина, используемого в качестве УФ-отверждаемого мономера. К раствору связующего в 4-(1-оксо-2-пропенил)морфолине добавляют другие монофункциональные акрилаты, диакрилат, фотоинициаторы, средство для улучшения розлива, загуститель и пигмент, указанные компоненты предварительно диспергируют в диссольвере и перерабатывают с помощью трехвалковой или бисерной мельницы, получая краску, дисперсность которой составляет менее 10 мкм.
Рецептуры соответствующих трафаретных красок приведены в таблицах 1 и 2 и не ограничиваются этими примерами.
Пример 1 (согласно изобретению). Голубая краска для трафаретной печати
Пример 2 (согласно изобретению). Белая краска для трафаретной печати
С целью изготовления предлагаемых в изобретении слоистых материалов на поликарбонатной пленке Makrofol® DE-4 толщиной 375 мкм (фирма Bayer MaterialScience AG) с помощью трафаретной формы с тканью 150-31 выполняют печать трафаретными красками из примеров 1 и 2 вязкостью около 4000 мПа·с (система конус-пластина, скорость сдвига 100/с) и при скорости 15 м/мин осуществляют последующее отверждение с помощью двух ртутных ламп мощностью по 120 Вт/см.
Пример 3 (согласно изобретению). Голубая краска для трафаретной печати
Для изготовления другой трафаретной краски 30% масс. связующего фирмы Bayer MaterialScience AG (поликарбоната 5, смотри выше) растворяют в 70% масс. 4-(1-оксо-2-пропенил)морфолина в качестве УФ-отверждаемого мономера.
К раствору связующего в 4-(1-оксо-2-пропенил)морфолине добавляют диакрилат, фотоинициаторы, средство для улучшения розлива, загуститель и пигмент, указанные компоненты предварительно диспергируют в диссольвере и перерабатывают с помощью трехвалковой или бисерной мельницы, получая краску с дисперсностью менее 10 мкм.
Состав соответствующей трафаретной краски приведен в таблице 3 и не ограничивается этим примером.
На поликарбонатной пленке Makrofol® DE-4 толщиной 375 мкм (фирма Bayer MaterialScience AG) с помощью трафаретной формы с тканью 150-31 выполняют печать трафаретной краской из примера 3 вязкостью около 4000 мПа·с (система конус-пластина, скорость сдвига 100/с) и при скорости 15 м/мин осуществляют последующее отверждение с помощью двух ртутных ламп мощностью по 120 Вт/см.
Для сравнения с уровнем техники выполняют приведенные ниже сравнительные примеры 4-7.
Сравнительный пример 4. УФ-краска для графической трафаретной печати
Печать и отверждение осуществляют аналогично примерам 1 и 2, используя в качестве подложки поликарбонатную пленку Makrofol® DE-4 толщиной 375 мкм (фирма Вауеr MaterialScience AG) и коммерчески доступную трафаретную краску указанного в таблице 4 состава, содержащую в качестве связующего полиакрилат.
Сравнительный пример 5. УФ-краска для графической трафаретной печати
Печать и отверждение осуществляют аналогично примерам 1 и 2, используя в качестве подложки поликарбонатную пленку Makrofol® DE-4 толщиной 375 мкм (фирма Bayer MaterialScience AG) и коммерчески доступную трафаретную краску указанного в таблице 5 состава, которая аналогично сравнительному примеру 4 содержит в качестве связующего полиакрилат.
Сравнительный пример 6. УФ-краска для графической трафаретной печати
Печать и отверждение осуществляют аналогично примерам 1 и 2, используя в качестве подложки поликарбонатную пленку Makrofol® DE-4 толщиной 375 мкм (фирма Bayer MaterialScience AG) и коммерчески доступную трафаретную краску указанного в таблице 6 состава, содержащую в качестве связующего полиуретанакрилат.
Сравнительный пример 7. УФ-краска для литья в пресс-форме
Печать и отверждение осуществляют аналогично примерам 1 и 2, используя в качестве подложки поликарбонатную пленку Makrofol® DE-4 толщиной 375 мкм фирмы Bayer MaterialScience AG и коммерчески доступную трафаретную краску Decomold™ фирмы Coates, которая в качестве связующего содержит сополимер с основной цепью алифатического поликарбоната и олигомерными уретанакрилатными боковыми цепями.
Пример 8. Результаты испытания пригодности для формования
Оценку пригодности изготовленных в примерах 1-7 пленок с покрытием (слоистых материалов) для формования осуществляют следующим образом.
Формуемость исследуют на машине SAMK 360 фирмы Niebling для формования при высоком давлении (год выпуска 2000). Опыты по оценке пригодности материалов для формования осуществляют, используя пресс-форму с окнами для нагревания/вентиляции. Формуемая деталь с размерами 190×120 мм снабжена различными прорезями, предназначенными для оценки растяжения.
Температура пресс-формы составляет 100°С. Пленки перед формованием подвергают нагреву в зоне предварительного нагревания. Продолжительность нагревания для всех опытов составляет 16 секунд, что обеспечивает повышение температуры пленки примерно до 150-160°С. Оценку пригодности пленок для формования осуществляют на основании результатов испытания пяти образцов для каждого примера.
Результаты визуальной оценки пригодности пленок для формования приведены в таблице 7.
Приведенные в таблице 7 данные показывают, что помимо предлагаемых в изобретении слоистых материалов формованию и растяжению без повреждения слоистого материала в целом или только красочной пленки подлежит лишь материал из сравнительного примера 4.
Пример 9. Исследование последующей заливки литьем под давлением
Выполненные в соответствии с примерами 1-7, снабженные покрытием и подвергнутые формованию согласно примеру 8 пленки (слоистые материалы) испытывают, как описано ниже, на пригодность к нанесению полимерного покрытия методом последующего литья под давлением. Для выполнения соответствующих опытов можно использовать пленки, аналогичные используемым для оценки пригодности для формования.
Опыты выполняют на литьевой машине фирмы Arburg. Максимальное замыкающее усилие на литьевой машине Arburg Allrounder 570 С (год выпуска 2003) составляет 200 тонн. Для последующего нанесения на различные пленки, осуществляемого методом литья под давлением при 260°C, используют смеси поликарбоната с сополимером АБС. Время заполнения пресс-формы составляет 2 секунды, удельное давление 1000 бар. Температуру пресс-формы во всех опытах устанавливают на уровне 60°C. Пресс-форма снабжена горячим каналом, по которому полимер через холодный распределитель посредством вспомогательных цапф поступает в гнездо пресс-формы. При этом возникают высокие температуры и сдвиговые нагрузки, чрезмерная величина которых может обусловливать частичное вымывание красочного слоя.
Адгезию нанесенного методом последующего литья под давлением полимера к красочному слою оценивают путем ручного отслаивания.
Результаты опытов с последующим литьем под давлением (визуальная оценка) приведены в таблице 8.
Приведенные в таблице 8 данные показывают, что последующее литье под давлением без вымывания красочного слоя при высокой адгезии литьевого полимера к запечатанному термопластичному полимеру может быть выполнено лишь для предлагаемых в изобретении слоистых материалов.
Пример 10. Результаты климатического испытания
Формованные детали из примера 9 с целью дополнительной оценки адгезии между запечатанной пленкой (слоистым материалом) и материалом, наносимым путем последующего литья под давлением, подвергают климатическому испытанию. Климатические испытания осуществляют в климатическом шкафу фирмы Weiss (год выпуска1989) в следующих условиях: температура 80°С, влажность воздуха 85%, длительность хранения 100 часов.
Затем осуществляют визуальную оценку пленок, а также ручное отслаивание нанесенного литьем под давлением полимера. Результаты соответствующих испытаний приведены в таблице 9.
В соответствии с приведенными в таблице 9 данными удовлетворительным состоянием и высокой адгезией после хранения в климатическом шкафу характеризуются лишь предлагаемые в изобретении слоистые материалы. В сравнительных примерах обнаружено образование раковин и отсутствие адгезии.
*) Примечание: слоистые материалы из сравнительного примера 4 не подвергали климатическому испытанию, поскольку неудовлетворительные результаты для соответствующего образца были получены уже при его испытании в соответствии с примером 9.
Общая оценка
Совместное рассмотрение результатов примеров 8-10, то есть общей технологической цепочки, включающей формование и нанесение полимера на запечатанную пленку (слоистые материалы) путем последующего литья под давлением, приводит к показанной в таблице 10 общей картине для образцов из примеров 1-7.
Для предлагаемых в изобретении слоистых материалов из примеров 1-3 наблюдается оптимальная формуемость, способность к растяжению при формовании и пригодность для последующей заливки путем литья под давлением. Указанные материалы характеризуются высокой адгезией наносимого последующим литьем под давлением материала к запечатанной пленке (предлагаемому в изобретении слоистому материалу) как непосредственно после выполнения последующего литья под давлением, так и после хранения формованных деталей в климатической камере, а также отсутствием вымывания краски из красочного слоя. В соответствии со сравнительными примерами 4-7 уже при формовании обнаруживают относительно высокое трещинообразование в красочной пленке или прилипание совокупного слоистого материала к инструменту для формования. Во всех сравнительных примерах при последующей заливке путем литья под давлением и хранении в климатической камере обнаруживается сильное вымывание краски из красочного слоя или отсутствие достаточной адгезии между снабженной красочным покрытием пленкой и нанесенным литьем под давлением материалом.
Пример 11
В таблице 11 приведены дополнительные примеры красок голубого тона, наносимых другими методами печати, причем возможные варианты красок не ограничиваются приведенными в таблице 11 примерами.
ная печать
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПЕЧАТНЫХ КРАСОК ДЛЯ ПЕЧАТИ НА ОБОЛОЧКАХ ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ НА ОСНОВЕ ПОЛИАМИДА, ИМЕЮЩИХ ПЕЧАТЬ ОБОЛОЧКИ ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ, И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2008 |
|
RU2485153C2 |
| ПЛЕНКА ДЛЯ ПЕЧАТИ | 1997 |
|
RU2170178C2 |
| КРАСКА, УСТРОЙСТВО И СПОСОБ ПЕЧАТИ | 2010 |
|
RU2561095C2 |
| СПОСОБЫ КРАСКО-СТРУЙНОЙ ПЕЧАТИ ДЛЯ ДЕКОРАТИВНЫХ ПОВЕРХНОСТЕЙ | 2017 |
|
RU2743731C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИХРОИЧНЫХ ЗАЩИТНЫХ ПРИЗНАКОВ ДЛЯ ЗАЩИТЫ ЦЕННЫХ ДОКУМЕНТОВ | 2021 |
|
RU2827751C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ С СИЛЬНОЙ АДГЕЗИЕЙ | 2003 |
|
RU2301117C2 |
| НОВЫЕ НАФТАЛОЦИАНИНОВЫЕ И ФТАЛОЦИАНИНОВЫЕ ХРОМОФОРЫ | 2020 |
|
RU2812736C2 |
| СПОСОБ ПЕЧАТИ НА ПОДЛОЖКЕ ПЕЧАТНОЙ СУБСТАНЦИЕЙ, СОДЕРЖАЩЕЙ МЕТАЛЛОПИГМЕНТЫ, И ПОДЛОЖКА, ОТПЕЧАТАННАЯ ПЕЧАТНОЙ СУБСТАНЦИЕЙ, СОДЕРЖАЩЕЙ МЕТАЛЛИЧЕСКИЕ ЧАСТИЦЫ | 2017 |
|
RU2715879C1 |
| ПРИМЕНЕНИЕ АРИЛ-ИЛИ ГЕТЕРОАРИЛ-ЗАМЕЩЕННЫХ ДИТИОЛЕНОВЫХ МЕТАЛЛОКОМПЛЕКСОВ В КАЧЕСТВЕ ИК-ПОГЛОТИТЕЛЕЙ | 2011 |
|
RU2575644C2 |
| ИЗГОТОВЛЕНИЕ ДЕКОРАТИВНЫХ ПОВЕРХНОСТЕЙ | 2017 |
|
RU2742293C2 |
Изобретение относится к слоистому материалу, включающему покрытие печатной краской или печатным лаком. Печатная краска или печатный лак включает в качестве связующего по меньшей мере один нерадиационно отверждаемый ароматический поликарбонат на основе геминально дизамещенного дигидроксидифенилциклоалкана и в качестве растворителя связующего по меньшей мере один радиационно отверждаемый мономер, выбранный из группы, включающей акрилаты, метакрилаты, простые виниловые эфиры и азотсодержащие соединения с этиленовой двойной связью. Указанное связующее растворено в растворителе, при этом растворитель после отверждения остается в печатной краске или печатном лаке в химически сшитом состоянии. Изобретение обеспечивает повышенную адгезию печатной краски или печатного лака к подложке, исключение их высыхания на сетке трафаретной формы в процессе печати, необходимости их разбавления растворителем и нежелательного вымывания краски из отпечатка в процессе литья под давлением. 4 н. и 12 з.п. ф-лы, 11 табл., 11 пр.
1. Слоистый материал, включающий:
a) подложку по меньшей мере из одного термопластичного полимера, предпочтительно пленку по меньшей мере из одного термопластичного полимера,
b) однослойную или многослойную красочную и/или лаковую пленку по меньшей мере из одной печатной краски или одного печатного лака, содержащую:
в качестве связующего по меньшей мере один нерадиационно отверждаемый ароматический поликарбонат на основе геминально дизамещенного дигидроксидифенилциклоалкана и
в качестве растворителя по меньшей мере один радиационно отверждаемый мономер, выбранный из группы, включающей акрилаты, метакрилаты, простые виниловые эфиры и азотсодержащие соединения с этиленовой двойной связью,
отличающийся тем, что связующее растворено в растворителе, который после отверждения остается в печатной краске или печатном лаке в химически сшитом состоянии.
2. Слоистый материал по п.1, отличающийся тем, что температура стеклования поликарбоната, используемого в качестве связующего в красочной, соответственно лаковой пленке, выше температуры стеклования подложки, прежде всего термопластичной полимерной пленки.
3. Слоистый материал по п.1, отличающийся тем, что под термопластичным полимером подложки подразумевают один или несколько поликарбонатов или сополикарбонатов на основе дифенолов, полиакрилат(-ы), сополиакрилат(-ы), полиметакрилат(-ы), сополиметакрилат(-ы), полимер(-ы) или сополимер(-ы) стирола, полимер(-ы), получаемый(-е) конденсацией или сополиконденсацией терефталевой кислоты, нафталиндикарбоновой кислоты или циклоалкилдикарбоновой кислоты, полиуретан(-ы), полиолефин(-ы) или смеси указанных полимеров.
4. Слоистый материал по п.1, отличающийся тем, что общая толщина подложки и красочной, соответственно лаковой пленки, составляет от 0,05 до 4 мм, предпочтительно от 0,1 до 2 мм, особенно предпочтительно от 0,2 до 2 мм.
5. Слоистый материал по п.1, отличающийся тем, что подложка состоит из одного или нескольких полимерных слоев и/или красочная пленка состоит из одного или нескольких слоев.
6. Слоистый материал по п.1, отличающийся тем, что поликарбонат в связующем печатной краски или печатного лака обладает средневесовой молекулярной массой Mw по меньшей мере 10000 и/или содержит бифункциональные карбонатные структурные
в которой
R1 и R2 означают водород, галоген, алкил с 1-8 атомами углерода, циклоалкил с 5-6 атомами углерода или аралкил с 6-10 атомами углерода,
m означает целое число от 4 до 7,
R3 и R4 независимо друг от друга означают водород или алкил с 1-6 атомами углерода, выбираемые индивидуально для каждого X, и
Х означают углерод,
при условии, что остатки R3 и R4, присоединенные по меньшей мере к одному атому X, одновременно означают алкил.
7. Слоистый материал по п.6, отличающийся тем, что поликарбонат содержит по меньшей мере 30 мол.% бифункциональных карбонатных структурных единиц формулы (I) в пересчете на количество всех содержащихся бифункциональных карбонатных структурных единиц.
8. Слоистый материал по п.1, отличающийся тем, что температура размягчения радиационно отвержденной печатной краски или печатного лака составляет менее 144°C, предпочтительно менее 120°C, более предпочтительно менее 100°C.
9. Слоистый материал по одному из пп.1-8, отличающийся тем, что он является формованным материалом.
10. Способ изготовления слоистого материала по одному из пп.1-9, отличающийся тем, что на подложку, прежде всего пленку из термопластичного полимера, методом печати, прежде всего трафаретной печати, наносят красочный и/или лаковый слой, который затем подвергают радиационному отверждению.
11. Способ по п.10, отличающийся тем, что подложку перед нанесением на нее красочного и/или лакового слоя или слоистый материал после нанесения на подложку красочного и/или лакового слоя подвергают формованию.
12. Формованная деталь с последующей заливкой, отличающаяся тем, что запечатанная печатной краской или печатным лаком сторона слоистого материала по одному из пп.1-9 подвергнута однократной или многократной последующей заливке по меньшей мере одним термопластичным полимером с температурой 200°С или выше.
13. Формованная деталь с последующей заливкой по п.12, отличающаяся тем, что слоистый материал по одному из пп.1-9 подвергнут последующей заливке одним или несколькими слоями по меньшей мере одного термопластичного полимера.
14. Способ изготовления формованной детали с последующей заливкой по п.12 или 13, отличающийся тем, что запечатанную печатной краской или печатным лаком сторону слоистого материала, изготовленного способом по п.10 или 11, подвергают однократной или многократной последующей заливке по меньшей мере одним термопластичным полимером при температуре 200°C или выше.
15. Способ по п.14, отличающийся тем, что последующую заливку осуществляют путем литья под давлением, прессования или вспенивания, предпочтительно путем литья под давлением.
16. Способ по п.14 или 15, отличающийся тем, что на запечатанную печатной краской или печатным лаком сторону слоистого материала, изготовленного способом по п.10 или 11, методом печати, прежде всего трафаретной печати, наносят полиуретановое покрытие, а затем выполняют последующую заливку по меньшей мере одним термопластичным полимером.
| ПРИМЕНЕНИЕ ПРОЛИНСПЕЦИФИЧНЫХ ЭНДОПРОТЕАЗ ДЛЯ ГИДРОЛИЗА ПЕПТИДОВ И БЕЛКОВ | 2004 |
|
RU2370279C2 |
| Датчик давления | 1978 |
|
SU688839A1 |
| US 2004152799 A1, 05.08.2004 | |||
| WO 2006098676 A1, 21.09.2006 | |||
| СЛОИСТЫЙ МАТЕРИАЛ, СОСТОЯЩИЙ ИЗ ПОЛИУРЕТАНА И ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, СОДЕРЖАЩЕГО НЕОРГАНИЧЕСКУЮ ПОЛЯРНУЮ ДОБАВКУ | 1998 |
|
RU2205756C2 |
| ОСНОВА С ОБЛАДАЮЩЕЙ НИЗКИМ СВЕТОРАССЕЯНИЕМ УЛЬТРАФОБНОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ ОСНОВЫ | 2001 |
|
RU2282599C2 |

