Область техники
Изобретение относится к машиностроению, к созданию способа изготовления сосудов большого объема, работающих под высоким давлением (от 200 кгс/см2 и выше), которые могут быть применены во всех отраслях техники, в частности, в автотранспорте на газовом топливе, например, метане.
Уровень техники
Известно, что типичный пробег автомобилей, оснащенных газовой аппаратурой высокого давления, между заправками обычно не превосходит 30-50% от пробега обычных, бензиновых. Это приводит к необходимости чаще заправлять автомобиль, т.е. иметь большое количество газозаправочных станций высокого давления, и накладывает серьезные требования на массогабаритные характеристики газобаллонной аппаратуры, как заправляемого автомобиля, так и газозаправщика.
В то же время распространенность метана, его относительная дешевизна и экологическая безопасность выделяемых при горении продуктов делает его применение в качестве топлива чрезвычайно перспективным в ближайшем будущем, учитывая быстрое истощение мировых запасов жидких углеводородов и относительно легкосжимаемого газа - пропана.
Несмотря на кажущуюся простоту и широкую известность используемых сосудов высокого давления, обилие конструкций, применяемых материалов и технологий изготовления, а также их широкое использование в различных областях техники, создание сосудов высокого давления большого объема (сотни и тысячи литров), имеющих хорошие эксплуатационные характеристики при невысоком уровне цены и пригодных для заполнения метаном, является сложной задачей.
Известен способ изготовления комбинированного баллона для хранения и подачи жидких и газообразных сред высокого давления [1]. Баллон представляет собой оболочку из внутреннего металлического слоя и наружного композиционного слоя. Оболочка содержит обечайки из тонколистового металла, бобышку и горловину, соединенные между собой посредством электросварки.
Способ изготовления баллона осуществляется следующим образом. Во внутреннюю полость металлической оболочки, для обеспечения устойчивости от внешнего давления при последующей намотке композиционного слоя, через горловину вводят сыпучий материал до полного заполнения и уплотнения (например, вибрацией). В полости горловины устанавливают пробку, которая одновременно является задней цапфой. В бобышку устанавливают переднюю цапфу. Металлическую оболочку посредством передней и задней цапф устанавливают на намоточный станок и на наружную поверхность оболочки производят намотку композиционного слоя. Баллон помещают в термокамеру для полимеризации композиционного материала. После полимеризации баллон извлекают из термокамеры. Кроме того, для уменьшения массы баллона толщину металлического слоя δмет.и толщину композиционного слоя δком. выбирают в соотношении δмет.=(0,1÷0,2)δком.
Недостатком данного способа изготовления баллона является то, что из-за существенных различий в модуле упругости металлической оболочки и упрочняющей композиционной оболочки невозможно создать оптимальную конструкцию баллона, где обе оболочки работают в полной мере. Для достижения высокой прочности сосуда под давлением композиционную оболочку выполняют с предварительным напряжением. В итоге, при сбросе давления, внутренняя металлическая оболочка оказывается перегруженной, получая остаточные деформации и, вследствие этого, имеет низкую прочность на циклические нагрузки.
Известен способ изготовления сосуда высокого давления из композиционных материалов [2], который изготавливают следующим образом. Перед намоткой на эластичную герметизирующую оболочку силовой оболочки на штуцер надевают дополнительную шайбу, соприкасающуюся гладкой поверхностью с оболочкой, а плоскими поверхностями на внутреннем диаметре шайбы - с ответными аналогичными лысками на штуцере. Запрессованные в дополнительную шайбу заостренные штыри выступают над поверхностью шайбы, соприкасающейся с силовой оболочкой, на величину 1-2 мм. При намотке высокопрочные нити, покрытые полимерным связующим, укладывают слоями между штырями до тех пор, пока не будет достигнута расчетная толщина, а так как высота штырей меньше этой величины, они оказываются полностью замотанными и после отвердения полимерного связующего плотно заделанными в композитной силовой оболочке. После окончания намотки силовой оболочки, перед проведением в электропечи процесса полимеризации, на штуцер устанавливают накладную шайбу и навинчивают резьбовую гайку, которые обеспечивают необходимое плотное прижатие герметизирующей и силовой оболочек к фланцу штуцера. Заостренные штыри, оказавшиеся плотно заделанными в материал композитной оболочки, исключают возможность проворота шайбы при самых больших значениях крутящего момента. При этом плоские поверхности на внутреннем диаметре шайбы и ответные лыски на штуцере предохраняют последний от проворота при тех же самых действующих на него скручивающих усилиях.
Недостатком этого способа изготовления сосуда высокого давления из композиционных материалов большого размера является недостаточная прочность при давлениях 200 кгс/см2 и выше.
Наиболее близким по технической сущности к заявляемому изобретению и выбранным в качестве прототипа является способ изготовления сосуда высокого давления [3], включающий предварительное изготовление герметизирующей оболочки с отверстиями для штуцеров, намотку композиционного слоя на нее и полимеризацию. Герметизирующую оболочку выполняют из двух полуоболочек, каждую из которых формуют из композиционного материала с использованием пуансона и матрицы. На клею устанавливают штуцера, соединяют полуоболочки посредством клея в «замок», место стыка закрепляют поясом из композиционного материала, затем осуществляют намотку внешней силовой оболочки и дополнительно закрепляют ее на штуцере посредством гайки. При этом толщину герметизирующей оболочки выбирают размером, обеспечивающим жесткость и устойчивость при намотке нитей композиционного материала наружной силовой оболочки.
К недостатку прототипа следует отнести технологические сложности при изготовлении сосуда высокого давления, увеличивающие в конечном итоге его стоимость.
Раскрытие изобретения
Техническим результатом заявляемого изобретения является упрощение способа изготовления сосуда высокого давления большого размера, обеспечивающее максимальную прочность даже при циклических нагружениях.
Технический результат в заявляемом способе по пункту 1 достигается тем, что в способе изготовления сосуда высокого давления, включающем изготовление внутренней герметизирующей оболочки, внешней силовой оболочки намоткой армирующих нитей из полимерною материала на внутреннюю оболочку и полимеризацию, новым является то, что перед изготовлением внутренней герметизирующей сферической оболочки без швов методом ротационного формования из полимерного материала предварительно изготавливают устанавливаемые в форму для ротационного формования штуцера, на обеих поверхностях закладной части которых выполняют канавки, а на внутренней поверхности со стороны выходного отверстия штуцеров кольцевой выступ. Затем внутреннюю герметизирующую оболочку закрепляют с возможностью вращения консольно за один штуцер, намотку на нее сухих армирующих нитей начинают вести вплотную к штуцерам посредством вращения оболочки и нитеукладчика, огибающего свободный штуцер оболочки. После завершения намотки первого слоя многократно повторяют послойную намотку оболочки, поворачивая ось вращения оболочки относительно оси вращения нитеукладчика на угол φ не менее 2 градусов, при этом уменьшают количество витков намотки и толщину каждого слоя в последующих слоях. Пропитку армирующих нитей связующим ведут в вакууме, а полимеризацию связующего ведут при температуре ниже температуры размягчения материала внутренней оболочки.
В заявляемом способе изготовления сосуда высокого давления по п.2 новым является то, что внутреннюю герметизирующую оболочку выполняют из полимерного материала с жесткостью, достаточной для сохранения формы в процессе намотки армирующих нитей и герметичности при наполнении сосуда рабочим давлением.
Покажем, каким образом достигается указанный выше технический результат заявляемого способа изготовления сосуда высокого давления.
Предварительное изготовление штуцеров, на обеих поверхностях закладной части которых выполняют канавки, а на внутренней поверхности со стороны выходного отверстия штуцеров кольцевой выступ, устанавливаемых в форму для ротационного формования, позволяет за счет повышения внутреннего давления внутри сосуда увеличивать герметичность стыка герметизирующей оболочки со штуцером, предотвратить отрыв внутренней герметизирующей оболочки от штуцера при циклических нагружениях.
Изготовление внутренней герметизирующей оболочки без швов из полимерного материала путем вышеуказанного формования позволяет сократить число технологических операций при ее изготовлении до одной и тем самым упростить способ и удешевить конструкцию.
Изготовление внешней силовой оболочки посредством закрепления внутренней герметизирующей оболочки консольно за один штуцер с возможностью вращения и последующей намотки на нее сухих армирующих нитей, выполненной вышеуказанным образом, позволяет обеспечить равнопрочность сосуда в любой точке даже при циклических нагружениях.
Намотка армирующих нитей сухими позволяет ускорить процесс их намотки на герметизирующую оболочку в 20 и более раз по сравнению с сырыми.
Пропитка армирующих нитей связующим, которую ведут в вакууме, позволяет достичь полной пропитки силового слоя связующим материалом.
Полимеризация связующего, которую ведут при температуре ниже температуры размягчения материала внутренней оболочки, позволяет достичь необходимой прочности сосуда без разрушения внутренней герметизирующей оболочки.
Выполнение внутренней герметизирующей оболочки из полимерного материала с жесткостью, достаточной для сохранения формы в процессе намотки армирующих нитей, обеспечивает герметичность сосуда при его циклическом нагружении рабочим давлением.
Не обнаружены технические решения, совокупность признаков которых совпадает с совокупностью признаков заявляемого способа изготовления сосуда высокого давления, в том числе с отличительными признаками. Эта новая совокупность признаков является новым техническим средством, который обеспечивает получение технического результата, что позволяет сделать вывод о соответствии заявляемого изобретения критерию "изобретательский уровень".
Сосуд высокого давления, изготовленный по заявляемому способу, представлен на чертеже в сечении: поз.1 - внутренняя герметизирующая оболочка, поз.2 - внешняя силовая оболочка, поз.3 - штуцер, поз.4 - канавка, поз.5 - кольцевой выступ.
Изобретение осуществляют следующим образом. Перед изготовлением внутренней герметизирующей оболочки 1 предварительно изготавливают штуцера 3, на обеих поверхностях закладной части которых выполняют канавки 4, а на внутренней поверхности со стороны выходного отверстия штуцеров кольцевой выступ 5. Для изготовления внутренней герметизирующей оболочки 1 без швов методом ротационного формования из полимерного материала в форму для ротационного формования устанавливают штуцера 3, насыпают полимерный материал. Форму размещают на устройстве, вращая которое в двух взаимно перпендикулярных плоскостях, помещают в печь до полного расплавления полимерного материала с последующим охлаждением на воздухе. При изготовления внешней силовой оболочки 2 внутреннюю герметизирующую оболочку 1 закрепляют консольно за один штуцер 3 с возможностью вращения и выполняют намотку на нее сухих армирующих нитей, начиная вести вплотную к штуцерам 3 посредством вращения оболочки 1 и нитеукладчика, огибающего свободный штуцер 3 оболочки 1. После завершения намотки первого слоя многократно повторяют послойную намотку на оболочку 1. Для намотки каждого последующего слоя поворачивают ось вращения оболочки 1 относительно оси вращения нитеукладчика на угол φ не менее 2 градусов. При этом количество витков намотки и толщину каждого слоя в последующих слоях уменьшают. Пропитку сухих армирующих нитей связующим ведут в вакууме, а полимеризацию связующего ведут при температуре ниже температуры размягчения материала внутренней оболочки.
Кроме того, для выполнения внутренней герметизирующей оболочки выбирают полимерный материал с жесткостью, достаточной для сохранения формы в процессе намотки армирующих нитей, обеспечивающей герметичность сосуда при его циклическом нагружении рабочим давлением.
На предприятии проведено расчетно-теоретическое обоснование работоспособности заявляемого изобретения, осуществлена конструкторско-технологическая проработка изделия в целом и его составных элементов, ведутся работы по отработке макетного образца.
При конструировании сосуда высокого давления учитывали то, что герметизирующая оболочка без швов из полимерного материала должна воспринимать давление, возникающее как при намотке внешней силовой оболочки армирующими нитями на устройстве для намотки, так и консольное нагружение при натяжении укладываемых на оправку армирующих нитей. Исходя из этих нагрузок, выбран материал с жесткостью, достаточной для сохранения формы в процессе намотки армирующих нитей и герметичности при многократном наполнении сосуда рабочим давлением. Кроме того, при конструировании штуцера - горловины сосуда учитывали условия обеспечения его прочности при моментном нагружении, возникающем при завинчивании (отвинчивании) арматуры в процессе эксплуатации.
Расчеты показали, что сосуд высокого давления, изготовленный по заявляемому способу, способен выдержать высокие рабочие давления 25 МПа и выше и сохранить герметичность при многократных циклических нагружениях 10000 циклов и выше.
Предлагаемый композиционный сосуд высокого давления благодаря простоте и технологичности его изготовления, а также низкой стоимости найдет применение для хранения и транспортировки трудно сжимаемых газов, будет использоваться, например, в качестве емкости для передвижных газозаправщиков высокого давления.
Источники информации
1. Патент RU №2058507, МПК F17C 1/00, опубл. 20.06.1996.
2. Патент RU №2051308, МПК F17С 1/16, опубл. 27.12 1995 г.
3. Патент RU №2256844, МПК F17C 1/06, B21D 51/08, опубл. 20.07.2005 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСУД ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2256844C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ДАВЛЕНИЯ | 2000 |
|
RU2180948C1 |
| БАЛЛОН ДАВЛЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2162564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ПРОПИТКИ АРМИРУЮЩЕГО МАТЕРИАЛА СВЯЗУЮЩИМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750827C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2708013C1 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2175088C1 |
| МЕТАЛЛО-КОМПОЗИТНЫЙ БАЛЛОН ДАВЛЕНИЯ | 2010 |
|
RU2439425C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2698824C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2393376C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2482380C2 |
Изобретение относится к машиностроению, к созданию способа изготовления сосудов высокого давления и большого объема. Способ включает изготовление внутренней герметизирующей оболочки, внешней силовой оболочки намоткой армирующих нитей на внутреннюю оболочку и полимеризацию оболочки. Перед изготовлением внутренней герметизирующей сферической оболочки без швов методом ротационного формования из полимерного материала предварительно изготавливают устанавливаемые в форму для ротационного формования штуцера, на обеих поверхностях закладной части которых выполняют канавки, а на внутренней поверхности со стороны выходного отверстия штуцеров кольцевой выступ. Затем внутреннюю герметизирующую оболочку закрепляют с возможностью вращения консольно за один штуцер. Намотку на нее сухих армирующих нитей начинают вести вплотную к штуцерам посредством вращения оболочки и нитеукладчика, огибающего свободный штуцер оболочки. В каждом слое намотки поворачивают ось вращения оболочки относительно оси вращения нитеукладчика на угол φ не менее 2 градусов. Количество витков намотки и толщину каждого слоя в последующих слоях уменьшают. Пропитку армирующих нитей связующим ведут в вакууме. Полимеризацию связующего ведут при температуре ниже температуры размягчения материала внутренней оболочки. Техническим результатом является упрощение способа изготовления сосуда высокого давления большого размера, обеспечивающего максимальную прочность даже при циклических нагрузках. 1 з.п.ф-лы, 1 ил.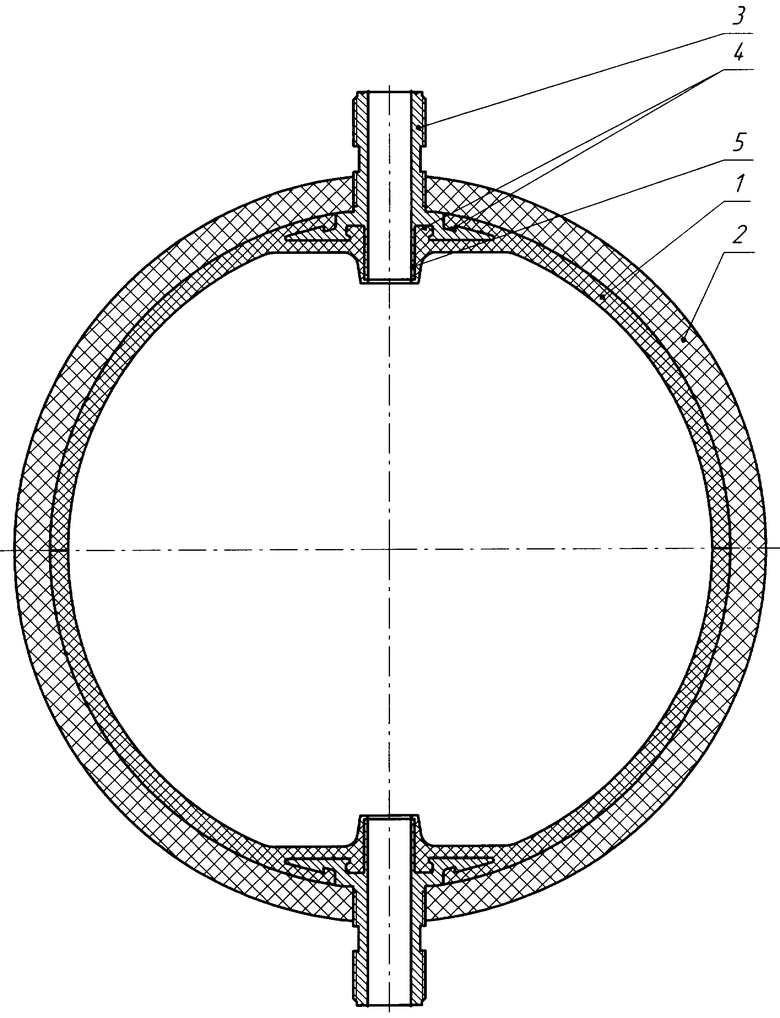
| СОСУД ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2256844C2 |
| СОСУД ДАВЛЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1993 |
|
RU2051308C1 |
| RU 2058507 C1, 20.04.1996 | |||
| US 6962672 B2, 08.11.2005 | |||
| Устройство подъема крышки шахтной печи | 1978 |
|
SU775577A1 |
| US 20040118855 A1, 24.06.2004. | |||

