Область техники
Настоящее изобретение касается стиральных машин барабанного типа, а более конкретно - спирального сердечника статора двигателя постоянного тока без щеток с внешним ротором.
Уровень техники
В общем, стиральная машина барабанного типа, стирающая белье при использовании силы трения между барабаном, вращаемым приводной силой двигателя, и бельем, в состоянии, когда моющее средство, вода для стирки и белье введены в барабан, почти не повреждает и не запутывает белье и осуществляет моющее воздействие ударом и трением.
Среди известных стиральных машин барабанного типа существует тип с непрямым сцеплением, в котором приводная мощность передается от двигателя к барабану через ремень, намотанный на шкив двигателя и шкив барабана, ненапрямую, и тип с прямым сцеплением, в котором ротор двигателя постоянного тока без щеток сцеплен с барабаном напрямую, для прямой передачи приводной мощности от двигателя к барабану.
Тип, в котором приводная мощность двигателя передается к барабану ненапрямую, а косвенным образом, через шкив двигателя и шкив барабана, имеет большие потери мощности в ходе передачи мощности и вызывает много шума в ходе передачи мощности.
Согласно этому для решения проблем, связанных со стиральными машинами барабанного типа с непрямым сцеплением, в настоящее время существует тенденция к увеличению использования стиральных машин барабанного типа с прямым сцеплением, с двигателем постоянного тока без щеток.
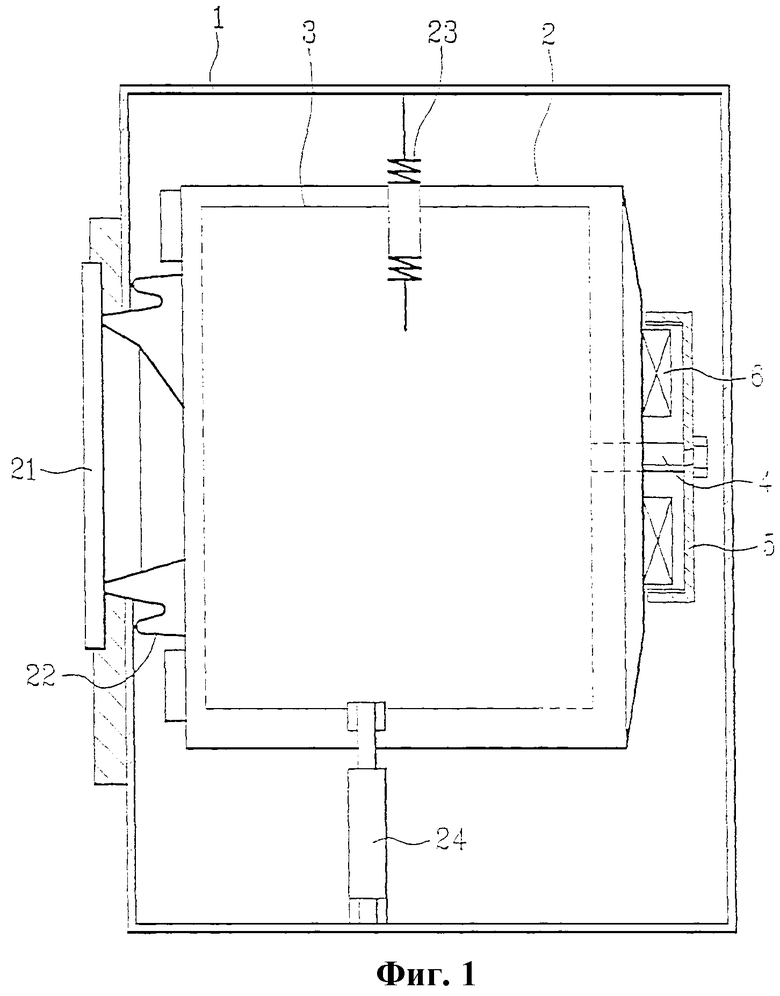
Фиг.1 иллюстрирует продольный разрез известной стиральной машины барабанного типа.
Как видно на фиг.1, известная стиральная машина барабанного типа снабжена баком 2, смонтированным внутри корпуса 1, и барабаном 3, с возможностью вращения смонтированным на центральном участке внутренней части бака 2. Сзади бака 2 имеется двигатель, в котором статор 6 прикреплен к задней стенке бака, а ротор 5 окружает статор 6 и присоединен к барабану 3 валом, пропущенным через бак.
Кроме того, имеется дверца 21, смонтированная на передней части корпуса 1, и прокладка 22 между дверцей 21 и баком 2.
Имеются подвесные пружины 23 между внутренней поверхностью верхнего участка корпуса 1 и верхним участком наружной периферийной поверхности бака 2, и фрикционный демпфер 24 между внутренней поверхностью нижнего участка корпуса 1 и нижним участком наружной периферийной поверхности бака 2.
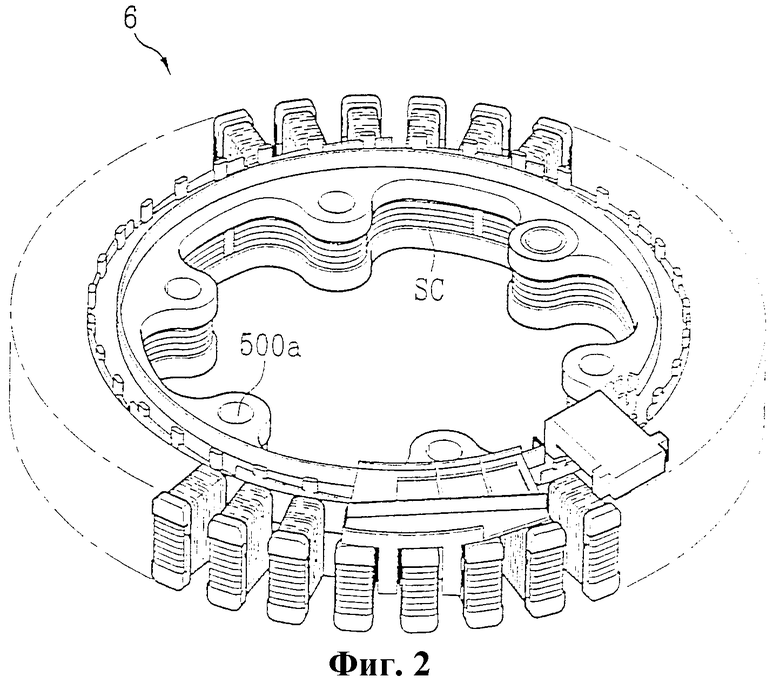
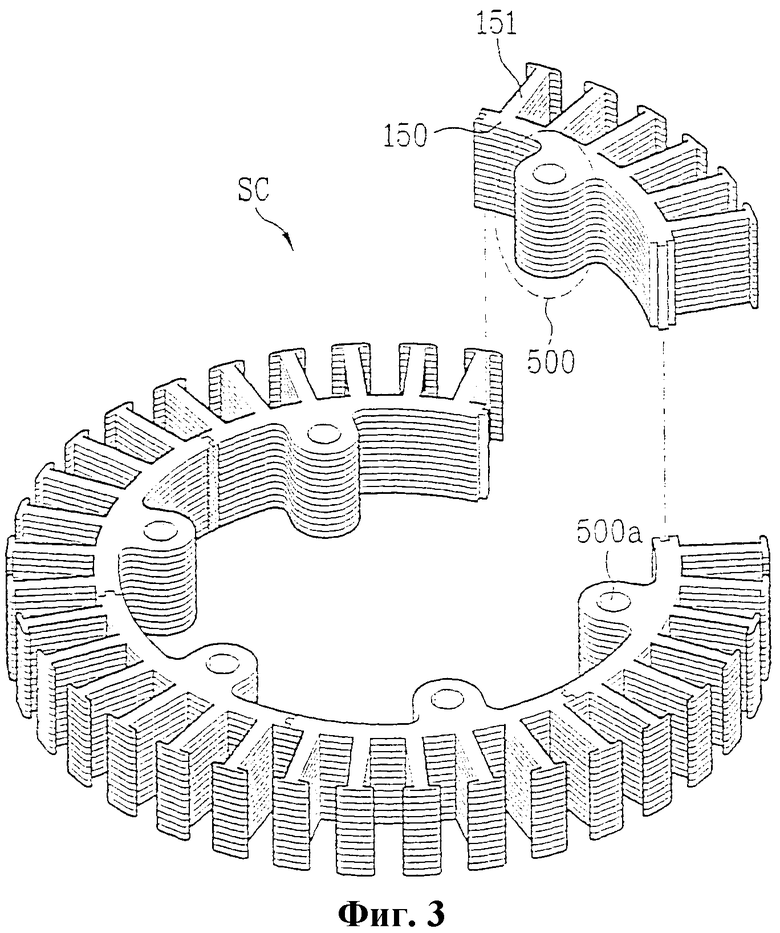
Кроме того, фиг.2 представляет вид снаружи в перспективе статора, изображенного на фиг.1, а фиг.3 представляет сборный сердечник SC, применимый к статору, изображенному на фиг.2, причем известный сердечник статора изготовлен прессованием толстолистовой стали, чтобы образовать единичные сердечники, каждый из которых имеет T-образные выступы 151, базовый участок 150 и выступ 500 с противоположной стороны T-образных выступов 151 для образования крепежного отверстия 500а, штаблированием единичных сердечников, чтобы образовать узел из сердечников, и соединением сердечников в узле друг с другом в круговом направлении.
Выступ 500 служит для образования крепежного отверстия 500а, требуемого для крепления статора 6 к задней стенке бака 2 и для поддержания усилия зажима болта.
Однако для сборного сердечника характерны не только большие потери материала, но и сложный процесс изготовления.
То есть, в случае изготовления сборного сердечника, так как один единичный сердечник прессуют из одного листа толстолистовой стали, единичные сердечники штаблируются для построения узла из сердечников, и узел из сердечников соединяют друг с другом в круговом направлении для изготовления сборного сердечника, не только потеря материала является избыточной из-за большого количества толстолистовой стали, остающейся после прессования сердечника, но также выступ 500 с противоположной стороны T-образных выступов 151 требует большого количества толстолистовой стали и сложного процесса изготовления.
Следовательно, требуется сердечник статора, который выполняет ту же функцию, что и сборный сердечник SC, но дает возможность уменьшить отходы материала и упростить процесс изготовления.
Раскрытие изобретения
Целью настоящего изобретения явилось создание такой конструкции спирального сердечника, а также такого способа ее изготовления, которые позволят снизить вес материала и упростить способ изготовления.
Цель настоящего изобретения может быть достигнута посредством создания спирального сердечника, имеющего кольцевую многослойную конструкцию из толстолистовой стали, сложенной при вращении толстолистовой стали по спирали, начиная от нижнего слоя к верхнему слою; причем сердечник из толстолистовой стали выполнен вырубкой из листа электротехнической стали в два ряда в состоянии, когда одна пара оснований в форме ленты противоположна друг другу в направлении их ширины, и T-образные выступы, соответственно выступающие из оснований, чередуются, причем спиральный сердечник включает в себя установочный штырь на верхней или нижней поверхности каждого из T-образных выступов сердечника из толстолистовой стали и ответное отверстие для установочного штыря для предотвращения разматывания сердечника из толстолистовой стали в направлении, противоположном вращению спирали, и падения с верхнего/нижнего слоя сердечника из толстолистовой стали во время набора сердечника из толстолистовой стали при вращении сердечника из толстолистовой стали по спирали, канавку, выполненную в основании между каждым из смежных T-образных выступов сердечника из толстолистовой стали, такую, что канавка имеет форму многоугольника, с глубиной, которая больше всего на среднем участке, и становится тем меньше, чем дальше канавка идет от среднего участка к противоположным сторонам, причем канавка сливается с кромкой основания, для уменьшения напряжения при наматывании сердечника из толстолистовой стали, и, по существу, имеющий С-образную форму край каждого из T-образных выступов, для уменьшения шума от крутящего момента сцепления во время приведения двигателя в движение.
В другом объекте настоящего изобретения согласно способу изготовления спирального сердечника штампуют для вырубки двух рядов сердечника из толстолистовой стали из листа электротехнической стали в состоянии, когда одна пара оснований в форме ленты противоположна друг другу в направлении ширины, и T-образные выступы, соответственно выступающие из оснований, чередуются, и осуществляют наматывание для образования многослойной конструкции посредством укладывания сердечника из толстолистовой стали, полученной при штамповке, при вращении сердечника из толстолистовой стали по спирали, начиная от нижнего слоя к верхнему слою.
Таким образом, стиральная машина барабанного типа согласно настоящему изобретению позволяет как предотвращать разматывание в противоположном направлении вращения, так и предотвращать легкое смещение между слоями основы из толстолистовой стали при сматывании спирального сердечника, обеспечивая легкое наматывание спирального сердечника.
Кроме того, стиральная машина барабанного типа согласно настоящему изобретению позволяет сэкономить материал, требуемый для изготовления спирального сердечника, упростить процесс изготовления и уменьшить шум, вызываемый моментом сцепления спирального сердечника.
Краткое описание чертежей
Фиг.1 - схематичный продольный разрез известной стиральной машины барабанного типа с прямым соединением;
фиг.2 - вид в перспективе статора предшествующего уровня техники;
фиг.3 - вид в перспективе сборного сердечника, изображенного на фиг.2;
фиг.4 - схематичная диаграмма, на которой показаны стадии способа изготовления спирального сердечника согласно предпочтительному варианту осуществления настоящего изобретения;
фиг.5 - продольный разрез П-образных частей по линии I-I на фиг.4;
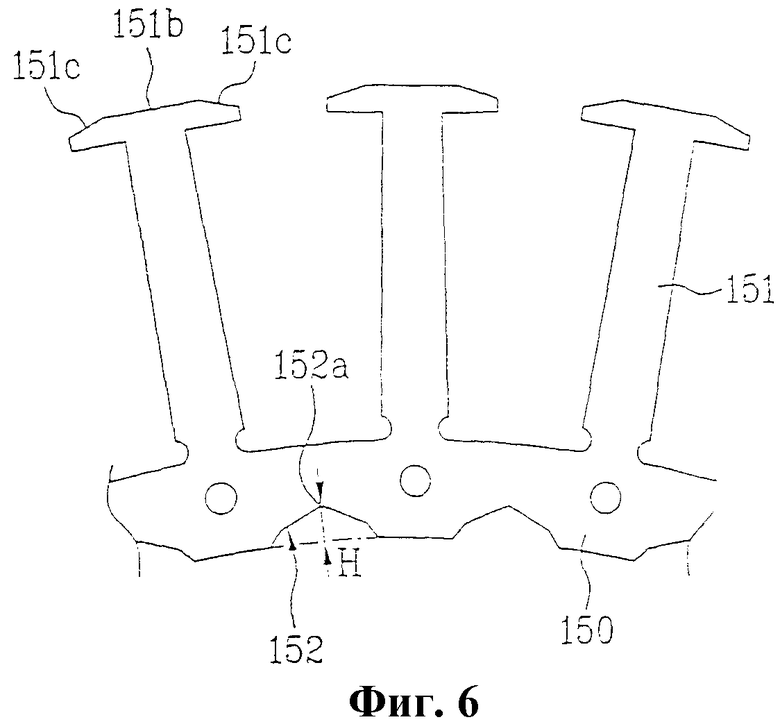
фиг.6 - вид в плане П-образного выступа сердечника из толстолистовой стали спирального сердечника, изображенного на фиг.4;
фиг.7 - вид в перспективе наружной части сердечника статора, к которому применен спиральный сердечник согласно настоящему изобретению;
фиг.8 - вид, изображенный на фиг.7, в перспективе с пространственным разделением деталей;
фиг.9 - вид в перспективе сзади, на котором показан участок верхнего изолятора, изображенного на фиг.8; и
фиг.10 - вид в плане П-образного выступа статора, изображенного на фиг.7.
Лучший способ осуществления изобретения
Варианты осуществления настоящего изобретения будут подробно описаны со ссылкой на приложенные чертежи 4-10.
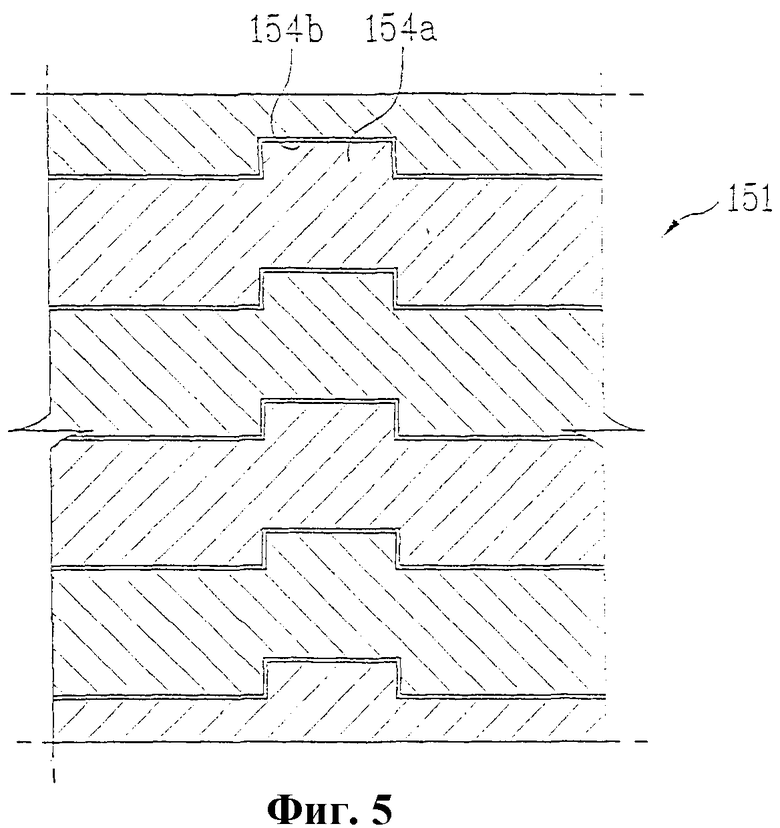
Фиг.4 схематично иллюстрирует схему, на которой показаны стадии способа изготовления спирального сердечника согласно предпочтительному варианту осуществления настоящего изобретения, фиг.5 иллюстрирует продольный разрез фиксирующих или ключевых деталей по линии I-I на фиг.4, и фиг.6 иллюстрирует вид в плане П-образного выступа сердечника из толстолистовой стали спирального сердечника, изображенного на фиг.4.
Как показано, спиральный сердечник НС согласно настоящему изобретению включает в себя кольцевую многослойную конструкцию из сердечников 11 из толстолистовой стали, набираемую при вращении сердечников 11 из толстолистовой стали по спирали, начиная от нижнего слоя к верхнему слою, причем каждый из сердечников 11 из толстолистовой стали выполнен вырубкой из листа 10 электротехнической стали в состоянии, когда одна пара оснований 150 в форме ленты противоположна друг другу в направлении его ширины, и T-образные выступы 151, соответственно выступающие из оснований 150, чередуются.
То есть сердечники 11 из толстолистовой стали расположены в два ряда на одном листе электротехнической стали.
В этом примере, чтобы предотвратить разматывание сердечника 11 из толстолистовой стали в направлении, противоположном направлению вращения спирали, и смещение с нижнего/верхнего слоя сердечника 11 из толстолистовой стали во время накладывания или набора сердечников 11 из толстолистовой стали при вращении сердечников 11 из толстолистовой стали по спирали, установочный выступ 154а выполнен на верхней поверхности каждого из T-образных выступов 151 сердечника 11 из толстолистовой стали, и в нижней поверхности каждого из T-образных выступов 151 выполнено отверстие 154b, соответствующее установочному выступу 154а.
Установочный выступ может быть выполнен на нижней поверхности каждого из T-образных выступов 151, и отверстие может быть выполнено на верхней поверхности каждого из T-образных выступов 151 соответственно установочному выступу.
Основание 150 имеет канавку 152 между каждым из смежных T-образных выступов 151 сердечника 11 из толстолистовой стали, так что при наматывании сердечника 11 из толстолистовой стали напряжение снижено, чтобы облегчить наматывание.
Канавка 152 имеет форму многоугольника, с глубиной, которая больше всего в среднем участке 152а и становится тем меньше, чем дальше идет канавка от среднего участка 152а к противоположным сторонам, пока канавка 152 не сольется с кромкой основания 150, таким образом, что противоположные стороны канавки 152 станут симметричны относительно среднего участка 152а.
Конец каждого T-образного выступа 151 сердечника 11 из толстолистовой стали имеет угловые участки 151с его противоположных кромок относительно среднего участка 151b конца, каждый из которых скошен по прямой или кривой линии, образуя, по существу, С-образную форму, для уменьшения шума от момента сцепления во время приведения двигателя в движение.
Между тем сердечники 11 из толстолистовой стали вырублены из листа 10 электротехнической стали в два ряда таким образом, что канавки 150а, соответствующие краям T-образных выступов 151 сердечника 11 из толстолистовой стали, выполнены в основании 150, противоположно T-образным выступам 151, т. е. в противоположных основаниях 150.
Кроме того, предпочтительно, чтобы T-образные выступы 151 сердечника 11 из толстолистовой стали имел вогнутые области для выталкивателя 151d, для плавного отделения сердечников 11 от толстолистовой стали, вырубленных в два ряда.
Набранные сердечники 11 из толстолистовой стали заклепываются через проходное сквозное отверстие в основании 150 заклепкой 153, чтобы скрепить штаблированные сердечники 11 из толстолистовой стали.
Набранные сердечники 11 из толстолистовой стали имеют участок начала наматывания и участок конца наматывания, приваренные к участкам основания 150 в контакте с ними соответственно.
Конструкция сердечника статора, в котором применен вышеупомянутый спиральный сердечник HC, будет описана со ссылкой на приложенные чертежи 7-10.
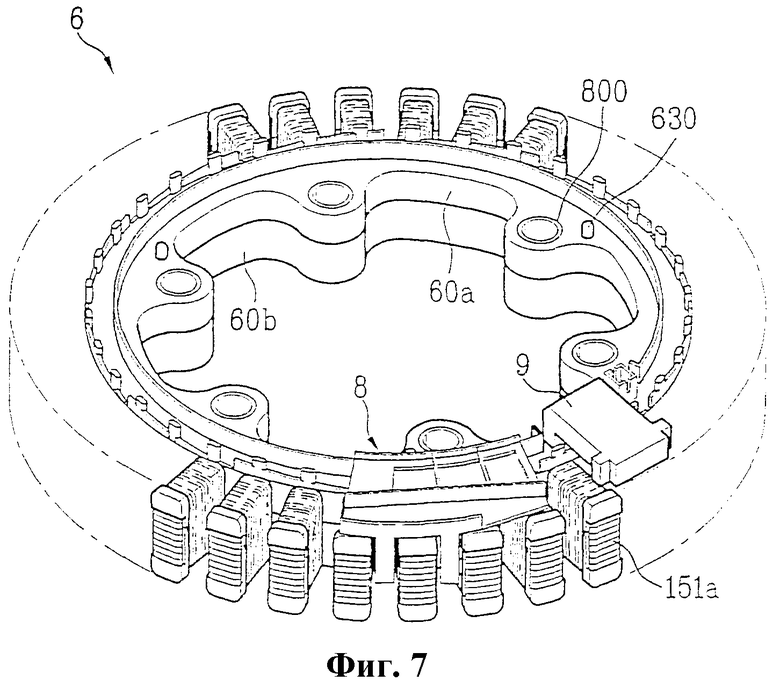
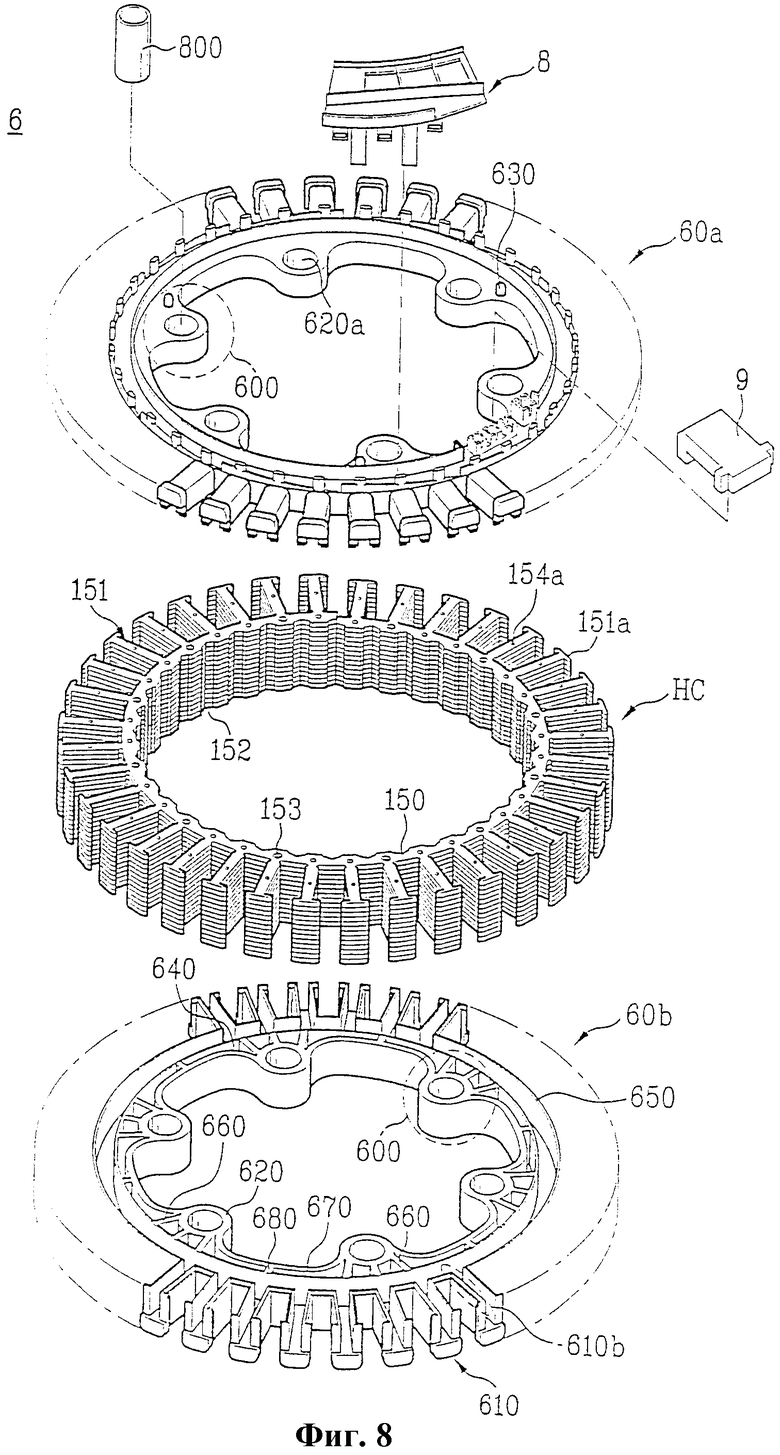
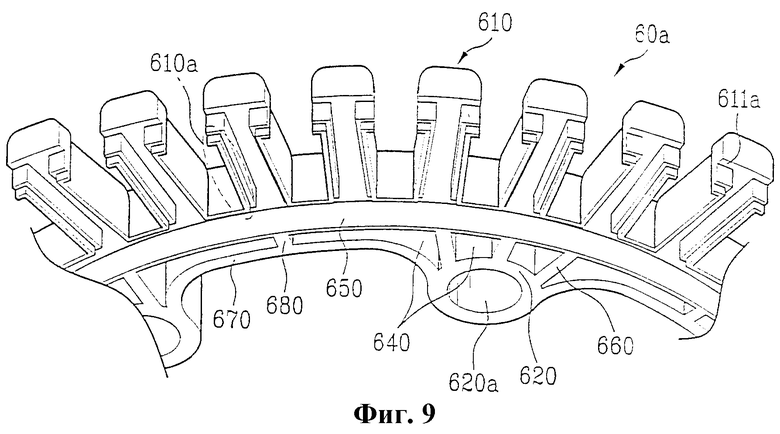
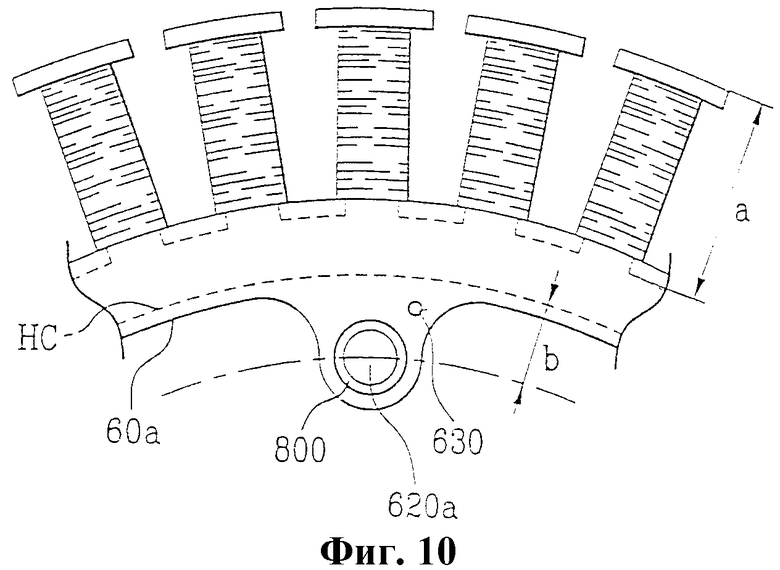
Фиг.7 представляет вид в перспективе наружной части сердечника статора, в котором применен спиральный сердечник согласно настоящему изобретению, фиг.8 иллюстрирует вид в перспективе с фиг.7 с пространственным разделением деталей, фиг.9 иллюстрирует вид сзади в перспективе, на котором показан участок верхнего изолятора, изображенного на фиг.8, и фиг.10 иллюстрирует вид в плане П-образного выступа статора, изображенного на фиг.7.
Как показано, статор 6, в котором применен спиральный сердечник НС согласно настоящему изобретению, включает в себя вышеупомянутый спиральный сердечник НС, верхний изолятор 60а из электроизолирующего материала, которым накрыта верхняя сторона спирального сердечника НС, имеющий форму, соответствующую форме спирального сердечника НС, и нижний изолятор 60b из электроизолирующего материала формы, соответствующей форме спирального сердечника НС, закрывающий нижнюю сторону спирального сердечника НС во время сборки с верхним изолятором 60а, причем каждый из изоляторов - верхний изолятор 60а и нижний изолятор 60b - включает в себя три или более трех крепежных участков 600, выполненных за одно целое с ним, выступающих с внутренней стороны спирального сердечника НС к центру статора 6 для крепления статора 6 к стороне бака, предназначенной для крепления.
Крепежный участок 600 имеет крепежное отверстие 620а для прикрепления статора 6 к стороне, предназначенной для крепления, крепежным элементом. Крепежное отверстие 620а построено из выступа 620, выступающего к задней стороне крепежного участка 600.
Каждый из изоляторов - верхний изолятор 60а и нижний изолятор 60b - имеет опорное ребро 650 на внутренней стороне вдоль его кругового направления, находящееся в контакте со спиральным сердечником НС для опоры на внутреннюю поверхность сердечника.
Крепежный участок 600 каждого из изоляторов - верхнего изолятора 60а и нижнего изолятора 60b - имеет, по меньшей мере, одно усиливающее ребро 660, присоединенное между выступом 620 крепежного отверстия 520а и опорным ребром 650 для распределения усилия зажима, сосредоточенного на выступе 620, и усиления прочности крепежного участка 600.
Крепежный участок 600 каждого из изоляторов - верхнего изолятора 60а и нижнего изолятора 60b - имеет усиливающее ребро 670 на его внутренней периферии, и, по меньшей мере, одно соединительное ребро 680, присоединенное между усиливающим ребром 670 и опорным ребром 650, которое поддерживает внутреннюю поверхность сердечника в радиальном направлении, для обеспечения силы опоры.
Каждый из изоляторов - верхний изолятор 60а и нижний изолятор 60b - имеет кромки 610а и 610b на противоположных боковых стенках каждого из его T-образных выступов 610, имеющие формы, дополняющие друг друга, для установки во время сборки с образованием сплошной поверхности.
Каждая из кромок 610а и 610b на каждом из T-образных выступов 610 имеет форму " L, если другая сторона имеет форму " ¬ ".
У противоположных торцевых поверхностей, по существу, перпендикулярных противоположным поверхностям боковых стенок Т-образного выступа 610 верхнего изолятора 60а и нижнего изолятора 60b, также имеются кромки 610а и 610b, имеющие формы, дополняющие друг друга.
Т-образный выступ 610 каждого из изоляторов - верхнего изолятора 60а и нижнего изолятора 60b - имеет посадочную поверхность 611а на конце для посадки башмака 151а спирального сердечника НС.
Вместе с тем, вблизи крепежного отверстия 620а крепежного участка 600 верхнего изолятора 60а находится установочный выступ 630, имеющий форму, соответствующую установочному отверстию или пазу (не показан) в предназначенной для крепления стороне бака.
В крепежном отверстии 620а находится цилиндрическая втулка 800, пружинный стержень, обладающий упругостью благодаря надрезанному участку, или полый стержень, обеспечивающий прессовую посадку в крепежное отверстие 620а, служит в качестве втулки.
Как видно на фиг.10, статор 6 согласно настоящему изобретению имеет крепежные участки 600, каждый из которых выполнен как одно целое с верхним изолятором 60а или с нижним изолятором 60b, выступающие из трех или более чем трех мест внутренней периферийной поверхности сердечника в радиальном направлении, причем крепежный участок 600 выполнен так, что может быть задано неравенство ab, где "а" обозначает длину каждого из T-образных выступов 151, выступающего из наружной поверхности спирального сердечника НС, а "b" обозначает расстояние от внутренней поверхности спирального сердечника до центра крепежного отверстия крепежного участка 600.
Необъясненный элемент 8 на фиг.8 представляет собой узел датчика Холла для управления двигателем, а 9 - отводной гнездовой узел для присоединения к источнику питания для подачи энергии к статору.
Способ изготовления спирального сердечника согласно предпочтительному варианту осуществления настоящего изобретения будет описан со ссылкой на фиг.4.
Как показано, способ изготовления спирального сердечника согласно предпочтительному варианту осуществления настоящего изобретения включает в себя штамповку для вырубки двух рядов сердечников 11 из толстолистовой стали из листа 10 электротехнической стали, в состоянии, когда одна пара оснований 150 в форме лент расположена друг против друга в направлении его ширины, и T-образные выступы 151, соответственно выступающие из оснований, чередуются, и наматывание для образования многослойной конструкции посредством накладывания сердечников 11 из толстолистовой стали, полученных на стадии штамповки, при вращении их по спирали, начиная от нижнего слоя к верхнему слою.
При штамповке сердечника 11 из толстолистовой стали выполняют вырубку листа 10 электротехнической стали в два ряда таким образом, что канавки 151d, соответствующие по форме концу каждого из T-образных выступов 151, выполнены в основании 150 с противоположной стороны каждого из T-образных выступов 151.
В этом примере путем образования вогнутых областей для выталкивателя 151d на T-образных выступах 151 сердечника 11 из толстолистовой стали сердечники 11 из толстолистовой стали, вырубленные из листа 10 электротехнической стали, могут быть легко разделены.
Так как сердечник 11 из толстолистовой стали вырублен на прессе (не показан) на всю длину листа 10 электротехнической стали, сердечник 11 из толстолистовой стали после штамповки отрезают на длину, требуемую для изготовления одного спирального сердечника НС.
Сердечник 11 из толстолистовой стали, отрезанный на заданную длину, принимает, таким образом, форму кольца при наборе сердечника 11 из толстолистовой стали с вращением сердечника 11 из толстолистовой стали, чтобы смотать ее по спирали, автоматически с помощью сматывающего устройства (не показано) таким образом, что спираль имеет заданный диаметр и T-образные выступы 151 выступают наружу.
Смотанные и набранные основы 11 из толстолистовой стали удерживают вместе заклепкой 153, пропущенной через проходное сквозное отверстие в участке 150 основания.
Сердечник 11 из толстолистовой стали, закрепленный заклепкой таким образом, имеет участок начала сматывания (не показан) и участок конца сматывания, приваренные к участкам основания 150, находящимся в контакте с ними соответственно для завершения изготовления одного спирального сердечника НС.
Если законченный спиральный сердечник НС собран с верхним и нижним изоляторами 60а и 60b (смотрите фиг.5), и обмотка 142 намотана на каждый из T-образных выступов 151 спирального сердечника НС, собранного с верхним и нижним изоляторами 60а и 60b, изготовление статора 6 (смотрите фиг.6) завершено.
Для специалистов в данной области техники будет очевидно, что различные модификации и изменения могут быть выполнены в настоящем изобретении без отступления от идеи и объема данного изобретения. Таким образом, подразумевается, что настоящее изобретение охватывает все обеспеченные модификации и изменения данного изобретения, если они попадают в рамки приложенной формулы изобретения и ее эквивалентов.
Промышленная применимость
Стиральная машина барабанного типа согласно настоящему изобретению позволяет как предотвратить разматывание в противоположном направлении вращения, так и предотвратить легкое смещение между слоями сердечника из толстолистовой стали при наматывании спирального сердечника, давая возможность легкого сматывания спирального сердечника.
Стиральная машина барабанного типа согласно настоящему изобретению позволяет сэкономить материал, требуемый для изготовления спирального сердечника, упростить процесс изготовления и уменьшить шум, вызываемый моментом сцепления спирального сердечника, таким образом, обладая достаточно значительной промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАТОР ЭЛЕКТРОДВИГАТЕЛЯ С ВНЕШНИМ РОТОРОМ | 2006 |
|
RU2407131C2 |
| СТАТОР ДВИГАТЕЛЯ С НАРУЖНЫМ РОТОРОМ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2005 |
|
RU2327269C2 |
| СТАТОР ЭЛЕКТРОДВИГАТЕЛЯ С НАРУЖНЫМ РОТОРОМ ДЛЯ СТИРАЛЬНОЙ МАШИНЫ БАРАБАННОГО ТИПА | 2005 |
|
RU2330908C2 |
| СТАТОР ДВИГАТЕЛЯ И СТИРАЛЬНАЯ МАШИНА С ТАКИМ СТАТОРОМ | 2007 |
|
RU2447213C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ УСИЛЕННОЙ СЕТИ И УСИЛЕННАЯ СЕТЬ | 2017 |
|
RU2721978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПРЕССОРА И КОМПРЕССОР | 2007 |
|
RU2403449C2 |
| СТИРАЛЬНАЯ МАШИНА | 2005 |
|
RU2300592C2 |
| СПОСОБ ПРОИЗВОДСТВА СЕРДЕЧНИКА ВРАЩАЮЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И СЕРДЕЧНИК ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2018 |
|
RU2684612C1 |
| СТИРАЛЬНАЯ МАШИНА | 2012 |
|
RU2575860C2 |
| МОНОБЛОК ДЛЯ КРЕПЛЕНИЯ ПРОВОДОВ И/ИЛИ ОПТИЧЕСКИХ КАБЕЛЕЙ НА СТОЙКЕ ОПОРЫ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧ (ВАРИАНТЫ) | 2007 |
|
RU2343612C1 |
Изобретение относится к области электротехники и может быть использовано при изготовлении спиральных сердечников статоров бесщеточных двигателей постоянного тока с внешним ротором. Сущность изобретения состоит в том, что спиральный сердечник, имеющий кольцевую многослойную конструкцию, выполняют из толстолистовой стали, сложенной при вращении основы из толстолистовой стали по спирали, начиная от нижнего слоя к верхнему слою. Сердечник выполнен вырубкой из листа электротехнической стали, в два ряда, в состоянии, когда одна пара оснований в форме ленты расположена друг против друга в направлении его ширины, и Т-образные выступы, соответственно выступающие из оснований, чередуются, причем спиральный сердечник включает в себя установочный выступ на верхней или нижней поверхности каждого из Т-образных выступов, и ответное установочному выступу отверстие для предотвращения разматывания сердечника в направлении, противоположном направлению вращения спирали, и смещения с нижнего/верхнего слоя сердечника во время его наматывания при вращении сердечника по спирали, а также канавку, выполненную в основании между каждой парой смежных Т-образных выступов сердечника для уменьшения напряжения во время наматывания сердечника, и, по существу, С-образный край каждого Т-образного выступа для уменьшения шума, исходящего в момент сцепления при приведении двигателя в движение. Технический результат - упрощение процесса изготовления спирального сердечника, а также экономия материала, требуемого для изготовления спирального сердечника, и снижение веса сердечника. 4 н. и 16 з.п. ф-лы, 10 ил.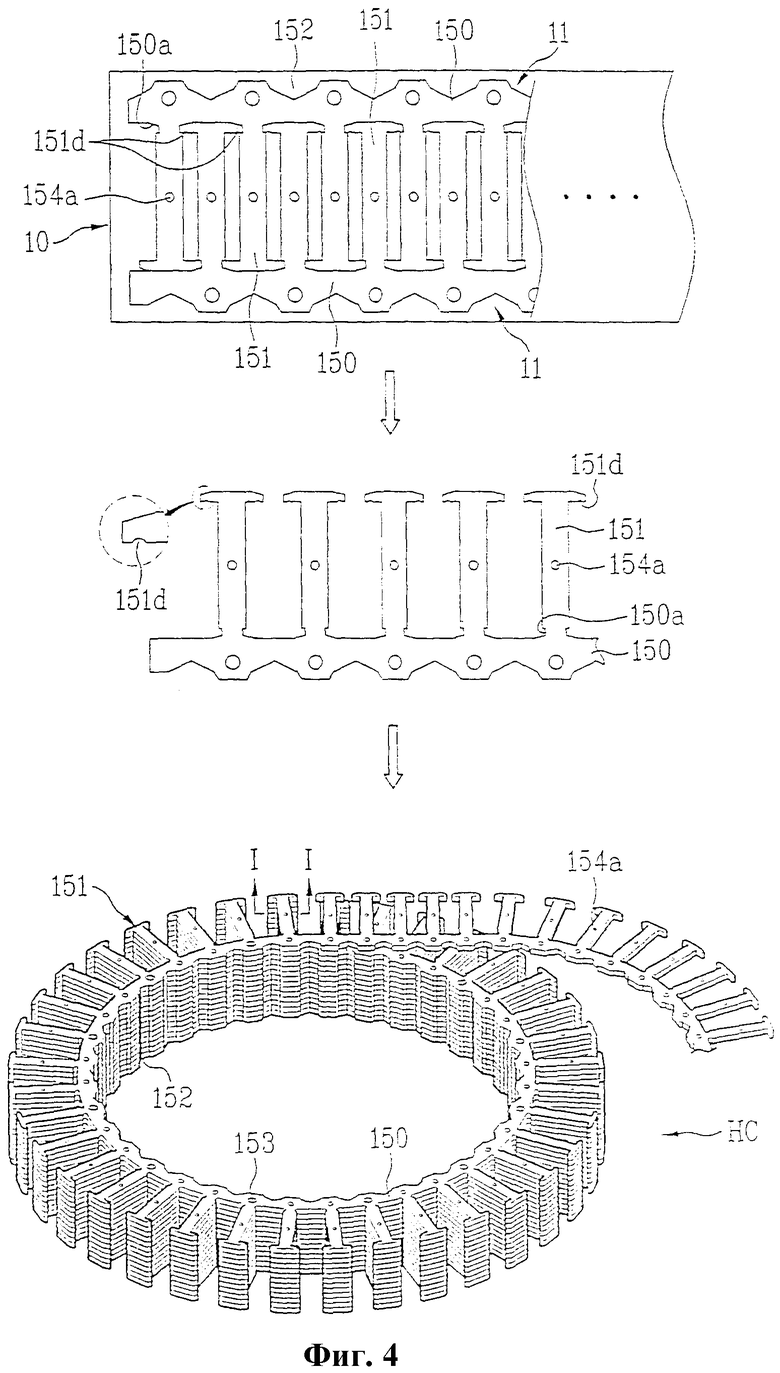
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Ротор электрической машины | 1985 |
|
SU1350758A1 |
| Магнитопровод электрической машины и способ его изготовления | 1984 |
|
SU1239786A1 |
| Магнитопровод ротора электрической машины | 1984 |
|
SU1334276A1 |
| Магнитопровод ротора электрической машины | 1988 |
|
SU1598054A1 |
| Способ комплексной клинической оценки состояния хрусталика взрослого человека | 2016 |
|
RU2629532C1 |
| СПОСОБ ЛЕЧЕНИЯ СПАСТИЧЕСКОЙ КРИВОШЕИ | 1997 |
|
RU2108772C1 |

